Результат интеллектуальной деятельности: ВАЛОК ПРОШИВНОГО СТАНА
Вид РИД
Изобретение
Изобретение относится к трубопрокатной области и касается, в частности, валков прошивных станов, применяемых при получении гильз-заготовок для дальнейшего производства труб.
Известно применение валков с накаткой на рабочей поверхности входного конуса при прошивке заготовки в гильзу для повышения коэффициента трения (SMS group. Прошивка на косовалковых станах - основы и технология, 1670026-03.291, с.29).
Недостатком таких валков является малый межперевалочный срок службы, так как из-за прогрессирующего износа накатки резко снижается их тянущая способность, приводящая к пробуксовке заготовки при вторичном ее захвате и возникновению дефекта "плена" на внутренней поверхности труб.
Технической задачей изобретения является снижение простоев основного трубопрокатного агрегата за счет увеличения межперевалочного срока службы валков косовалкового прошивного стана, снижение количества дефектов "плена" на внутренней поверхности труб.
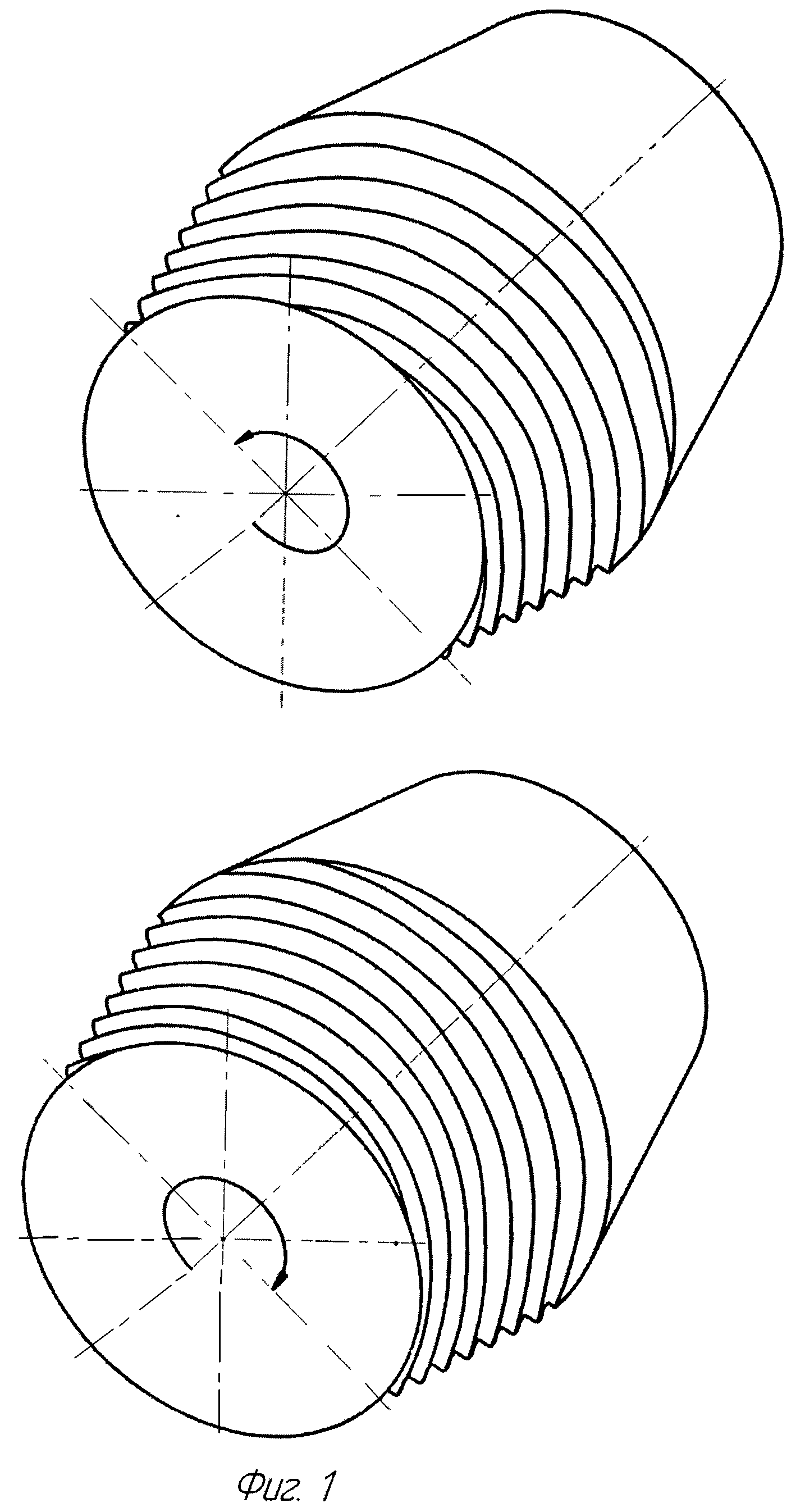
Технический результат достигается тем, что на рабочей поверхности входного конуса валка прошивного стана с направлением, противоположным его вращению, наносится винтовая резьба (фиг.1) переменной глубины. Максимальное ее значение (h) в начале входного конуса валка составляет 0,1÷0,3 шага резьбы (b) (фиг.2) и уменьшается в районе пережима валка до значения 0,0÷0,15 максимальной ее глубины. Профиль резьбы может быть криволинейным, а также треугольным или трапециевидным с наклоном боковых поверхностей α=25°÷65°.
На фиг.1 показано направление резьбы на рабочей поверхности входного конуса валка прошивного стана по отношению к направлению его вращения (противоход).
На фиг.2 показаны параметры одного из возможных (треугольного,) профиля резьбы в ее начале, где
b - шаг резьбы,
h=(0,10÷0,3)×b - глубина резьбы,
α=25÷65° - угол наклона передней боковой поверхности резьбы (постоянный на протяжении всей длины резьбы).
Экспериментальное опробование заявляемого валка прошивного стана с нанесенной резьбой на поверхности его входного конуса показало увеличение межперевалочного срока службы на 12÷15% при надежном вторичном захвате заготовки и снижение брака из-за дефекта «внутренняя плена» на ≈8%.
Использование изобретения позволит сократить простои основного трубопрокатного агрегата за счет увеличения межперевалочного срока службы валков прошивного стана, а также снизить количество дефектов на внутренней поверхности труб.
Валок прошивного стана, содержащий входной конус, пережим и выходной конус, отличающийся тем, что на рабочей поверхности входного конуса валка выполнена винтовая резьба переменной глубины с направлением, противоположным вращению валка, с максимальным значением глубины в начале входного конуса валка, равным 0,1÷0,3 шага резьбы, и уменьшением глубины на участке пережима валка до значения 0,0÷0,15 максимальной ее глубины, при этом резьба имеет криволинейный, треугольный или трапециевидный профиль с наклоном боковых поверхностей 25÷65°.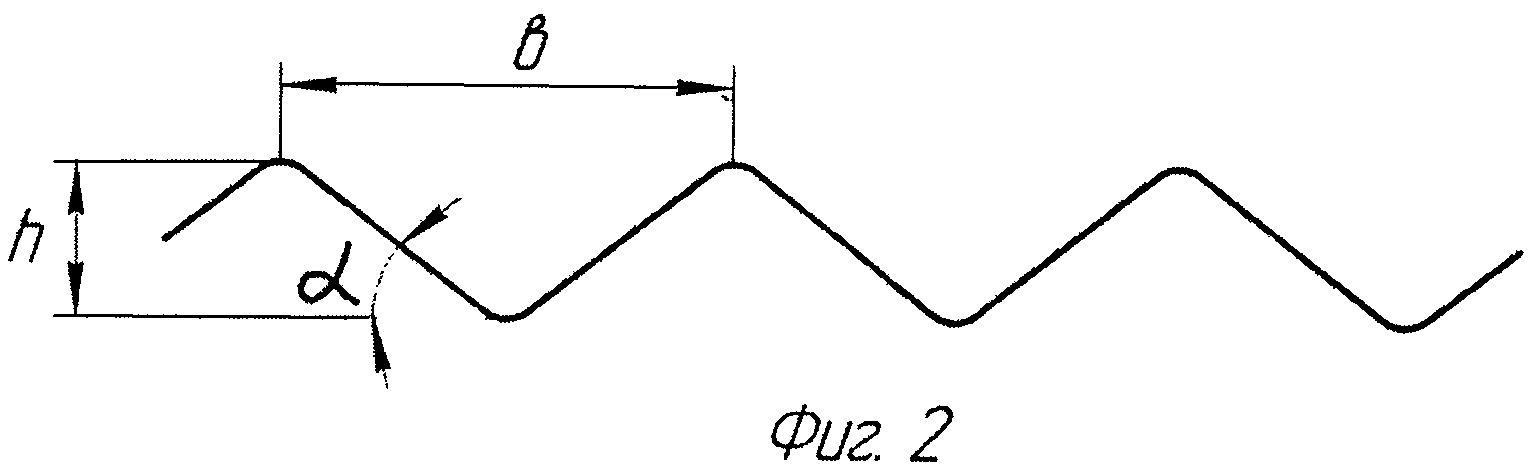
Способ стабилизации положения металлической полосы в зоне измерения
Способ производства трубной стали
Способ припасовки рабочих резьбовых калибров
Способ изготовления труб на непрерывных трубосварочных агрегатах
Способ изготовления труб на непрерывных трубосварочных агрегатах
Дорновое устройство стана периодической прокатки труб
Способ прокатки гильзы на прошивном стане
Способ изготовления труб на непрерывных трубосварочных агрегатах
Гидравлическое устройство для охлаждения оборудования
Оправка прошивного стана
Способ производства трубной стали
Водоохлаждаемая оправка прошивного стана
Оправочный узел стана винтовой прокатки
Способ восстановления валков прошивного стана
Линейка валкового прошивного стана
Способ припасовки рабочих резьбовых калибров
Дорновое устройство стана периодической прокатки труб
Способ прокатки гильзы на прошивном стане
Способ изготовления труб на непрерывных трубосварочных агрегатах
Смазка для герметизации резьбовых соединений

