Результат интеллектуальной деятельности: Водоохлаждаемая оправка прошивного стана
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству и может быть использовано на прошивных станах при прокатке гильз-заготовок с водоохлаждаемыми оправками.
Известна конструкция водоохлаждаемой оправки прошивного стана (Данилов Ф.А., Глейберг А.З., Балакин В.Г. "Горячая прокатка труб". - М.: Металлургиздат, 1962, с. 212÷214, 264) и оправки с аналогичной конструкцией внутреннего охлаждения (патент РФ №1491596, В21В 25/00, опубл. 07.07.1989), где полость оправки, подвергаемая охлаждению, выполнена в виде полусферы, переходящей в цилиндрический участок, расположенный в носике оправки и выполненный с отверстиями для отвода воды и пара.
Недостатками известных водоохлаждаемых оправок прошивного стана являются трудоемкость выполнения внутренней поверхности оправок и малая скорость истечения хладагента в протяженном внутреннем участке. Попадание хладагента через отверстия в носике на внутреннюю поверхность при прошивке заготовок из некоторых легированных марок сталей приводит к образованию внутренних дефектов.
Наиболее близким техническим решением, принятым за прототип, является водоохлаждаемая оправка прошивного стана (патент РФ №2423194, В21В 25/04, опубл. 10.07.2011), установленная на полом стержне, включающем подводящую трубку, и выполненная с полостью переменного сечения, образованной коаксиальными цилиндрическими поверхностями для подвода охлаждающей жидкости.
Недостатком известной конструкции охлаждаемой оправки является нерациональное выполнение профиля полости оправки и размещение подводящей трубки в полости. Поток хладагента отражается от стенок полости оправки и в виде смеси пара и охладителя «тормозится» встречным потоком хладагента, поступающим из подводящей трубки, в результате образуется «пробка», что приводит к снижению скорости и эффективности охлаждения внутренней поверхности оправки и уменьшению ее стойкости.
Технической задачей, решаемой предлагаемым изобретением, является увеличение стойкости оправок прошивного стана за счет повышения эффективности охлаждения путем предотвращения образования водопаровой пробки.
Поставленная задача решается за счет того, что в водоохлаждаемой оправке прошивного стана для изготовления гильз, установленной на наконечнике полого стержня с подводящей хладагент трубкой и выполненной с полостью переменного сечения, образованной коаксиальными цилиндрическими поверхностями, диаметр и длина которых возрастают по направлению к стержню, и расположенными между ними коническими участками, согласно изобретению, диаметр и длина каждого цилиндрического участка полости установлены в соответствии с зависимостью:

Lцi - длина i-го цилиндрического участка полости, мм;
Dцi - диаметр i-го участка цилиндрического участка полости, мм;
Dгi - наружный диаметр гильзы в i-м поперечном сечении очага деформации, мм;
Sгi - толщина стенки гильзы в i-м поперечном сечении очага деформации, мм;
при этом диаметр и длина каждого последующего в направлении от стержня цилиндрического участка определяется в зависимости от диаметра и толщины стенки гильзы, соответствующих в поперечном сечении концу примыкающего к нему предыдущего цилиндрического участка. Кроме того, длина участка подводящей трубки, выдвинутой относительно торца наконечника стержня, составляет не менее половины длины рабочей части оправки, а диаметр подводящей трубки определяется по формуле:

Dтр - наружный диаметр подводящей трубки, мм;
Dцтр - диаметр цилиндрического участка полости, в котором расположен торец подводящей трубки, мм,
при этом образующая боковой поверхности конических участков полости составляет с продольной осью оправки угол 45÷60°.
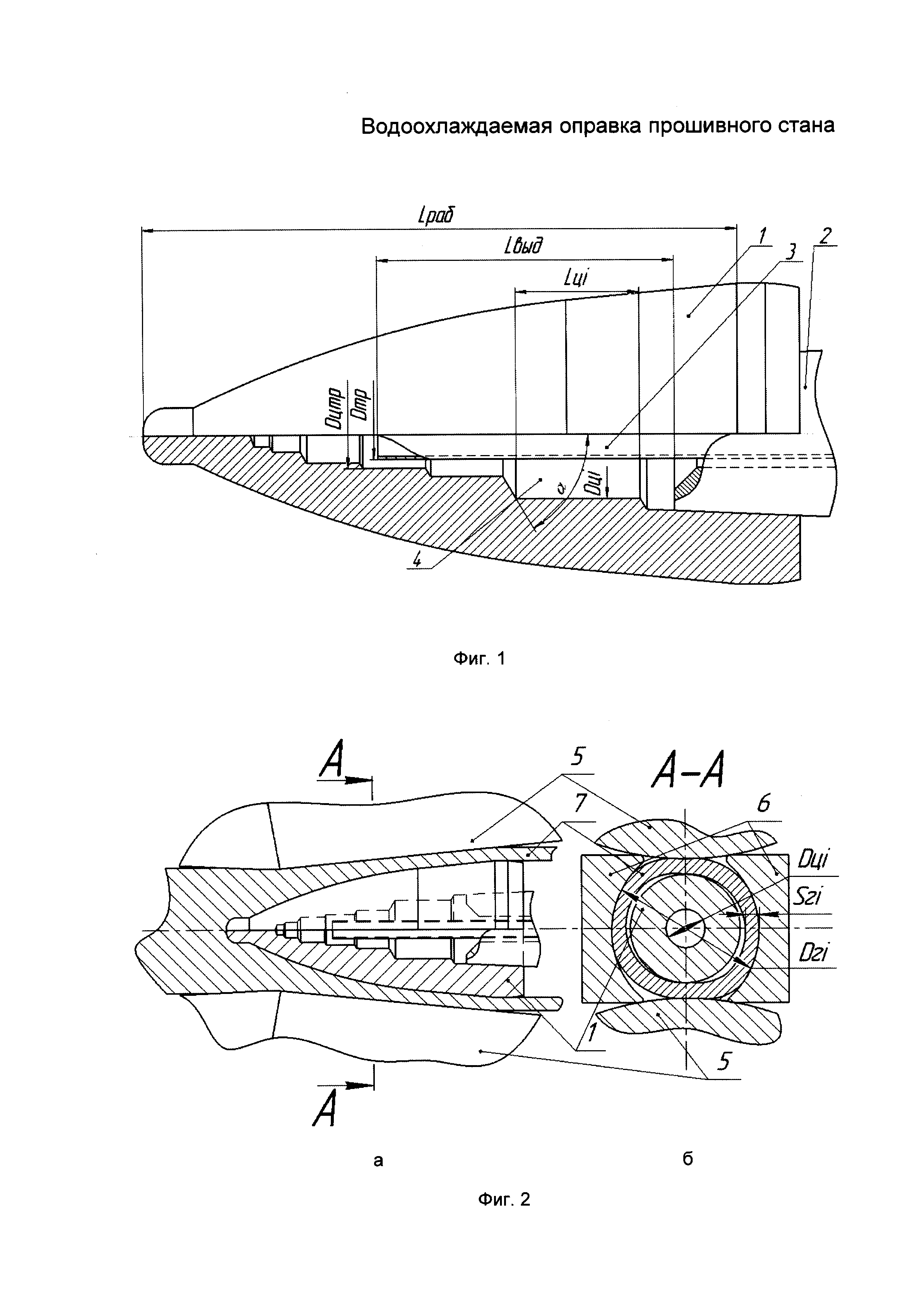
Изобретение иллюстрируется чертежами, где на фиг. 1 изображена водоохлаждаемая оправка прошивного стана в разрезе, на фиг. 2а показана водоохлаждаемая оправка в очаге деформации и на фиг. 2б показан разрез А-А на фиг. 2а.
Водоохлаждаемая оправка 1 установлена на наконечнике полого стержня 2 с подводящей хладагент трубкой 3, оправка выполнена с полостью 4 переменного сечения, образованной коаксиальными цилиндрическими поверхностями, диаметр и длина которых увеличиваются по направлению к стержню 2, и расположенными между ними коническими участками. На фиг. 2 показана водоохлаждаемая оправка в очаге деформации, где между валками 5 прошивного стана и направляющими линейками 6 расположена прокатываемая гильза 7 с находящейся в ней оправкой 1. Полость 4 в оправке 1 образована коаксиальными цилиндрическими поверхностями с диаметром Dцi и расположенными между ними коническими участками. Величина диаметра i-го цилиндрического участка полости и длина зависят от диаметра гильзы Dгi и толщины стенки гильзы Sгi в очаге деформации, которые могут быть определены, например, с помощью компьютерного моделирования процесса или другим (аналитическим, графическим, расчетным и т.д.) путем.
Количество цилиндрических участков полости оправки определяют после построения внутреннего профиля оправки. Вначале формируют первый большой цилиндр, который, как правило, является посадочным местом оправки и профилируется под наконечник стержня. Диаметр и длину первого цилиндрического участка полости рассчитывают по формуле (1). Наружный диаметр гильзы и толщину стенки гильзы первого цилиндрического участка полости определяют в поперечном сечении очага деформации по торцу оправки. При построении второго цилиндрического участка полости диаметр и длину рассчитывают по формуле (1), при этом наружный диаметр и толщину стенки гильзы определяют в поперечном сечении очага деформации в конце первого участка.
Аналогично выстраивают остальные цилиндрические участки полости, при этом диаметр и длину каждого последующего цилиндрического участка определяют в зависимости от диаметра и толщины стенки гильзы, соответствующих в поперечном сечении концу примыкающего к нему предыдущего цилиндрического участка. Между цилиндрическими участками в полости выполнены конические участки, образующая боковой поверхности которых составляет с продольной осью оправки угол 45÷60° для улучшения тока хладагента. Последний цилиндрический участок полости с наименьшими размерами выстраивают в зависимости от размера оправки, диаметр и длину которого определяют из практики по степени охлаждения носика оправки (обычно ограничивают 10÷20 мм).
При прошивке тонкостенных гильз, когда нагрузки на технологический инструмент максимальны, эффективность охлаждения оправки и повышение ее стойкости достигается оптимальной конфигурацией внутренней полости оправки, при этом диаметр и длина цилиндрического участка полости находятся в прямой зависимости от диаметра гильзы и обратной от толщины ее стенки в рассматриваемом сечении очага деформации.
Выполнение диаметра и длины i-го цилиндрического участка полости оправки размерами, находящимися в прямой зависимости от диаметра гильзы и обратной от толщины стенки гильзы в поперечном сечении, соответствующем концу примыкающего предыдущего цилиндрического участка, объясняется тем, что профиль внутренней поверхности гильзы (с учетом ее овализации) в очаге деформации наиболее оптимально описывает радиус построения цилиндрических участка полости оправки. При этом диаметр и длина i-го цилиндрического участка, угол образующей боковой поверхности i-го конического участка с продольной осью оправки выполнены таким образом, чтобы обеспечить максимальную скорость тока хладагента и предотвратить образование водопаровой пробки. Увеличение диаметра и длины цилиндрического участка полости оправки приводит к значительному утонению стенки оправки, и в процессе прошивки возможно разрушение локально перегретого участка оправки в месте критического диаметра. Если диаметр и длина i-го цилиндрического участка малы, не происходит достаточного охлаждения оправки. Таким образом, равенство диаметра и длины i-го цилиндрического участка полости оправки, величину которых рассчитывают по формуле (1), находятся в зависимости от диаметра и толщины стенки гильзы, обеспечивают максимальную эффективность охлаждения и повышают стойкость оправок.
Кроме того, эффективность охлаждения оправок может быть увеличена за счет расположения подводящей хладагент трубки, выполненной с определенным диаметром. Подводящую трубку устанавливают на наконечнике полого стержня таким образом, чтобы длина участка трубки, выдвинутой относительно торца наконечника стержня, составляла не менее половины длины рабочей части оправки. В этом случае обеспечивается хорошая циркуляция подаваемого под давлением хладагента в «малых» цилиндрических участках полости оправки, исключая образование водопаровой пробки, и интенсивный ток хладагента в последующих участках. При недостаточном выдвижении трубки, подающей хладагент, происходит торможение встречных потоков - отраженного от стенок полости и подающего хладагент - с образованием водопаровой пробки. Для обеспечения необходимой циркуляции хладагента величина площади поперечного сечения подводящей трубки должна быть не более половины величины площади поперечного сечения i-го цилиндрического участка, в котором расположен торец подводящей трубки, а диаметр подводящей трубки рассчитывают по формуле (2). При этом обеспечивается наибольшая эффективность охлаждения полости оправки.
Для определения оптимальной конструкции оправки, а также величины участка подводящей трубки, выдвинутой относительно торца наконечника стержня, было проведено моделирование и исследование влияния размеров цилиндрических участков полости на скорость исходящего потока хладагента. Результаты моделирования приведены в таблице 1.
Из таблицы 1 следует, что скорость истечения хладагента увеличивается при выполнении длины и диаметра i-го цилиндрического участка полости одинаковой величины. Кроме того, угол образующей боковой поверхности конических участков полости должен составлять с продольной осью оправки 45÷60°, а длина участка подводящей трубки, выдвинутой относительно торца наконечника стержня - не менее половины длины рабочей части оправки.
Опытно-промышленное испытание оправок прошивного стана предлагаемой конструкции диаметром 364 мм было проведено в трубопрокатном цехе ПАО «Северский трубный завод» при прошивке гильз размером 433×26,9 мм для производства труб размером 325×8 мм. Полученные результаты стойкости оправок прошивного стана приведены в таблице 2.
Из таблицы 2 следует, что стойкость водоохлаждаемых оправок предлагаемой конструкции составила более 600 прошивок при средней стойкости оправок - 350 прошивок, что в 1,7 раза больше средней стойкости оправок существующей конструкции.
Использование изобретения позволит повысить эффективность охлаждения оправок прошивного стана, увеличить стойкость оправок, уменьшить расходный коэффициент прокатываемого металла за счет снижения количества вышедших из строя оправок, а также снизить производство продукции пониженного качества и простои прошивного стана при производстве горячекатаных труб.
Коррозионно-стойкая сталь для бесшовных горячекатаных насосно-компрессорных и обсадных труб повышенной эксплуатационной надежности и трубы, выполненные из нее
Резьбовое соединение обсадных труб
Способ производства трубной стали
Труба коррозионно-стойкая из низкоуглеродистой доперитектической стали для нефтегазопроводов и способ её производства
Способ винтовой прошивки и устройство для его осуществления
Оправочный узел стана винтовой прокатки
Валок прошивного стана
Способ получения полых гильз на прошивном стане
Способ винтовой прошивки заготовки
Оправочный узел стана винтовой прокатки
Способ восстановления валков прошивного стана
Линейка валкового прошивного стана
Дорновое устройство стана периодической прокатки труб
Оправка прошивного стана
Способ укладки на под кольцевой печи цилиндрических непрерывно-литых заготовок
Способ непрерывной прокатки труб и оправочный узел для его осуществления

