Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПО МЕНЬШЕЙ МЕРЕ ОДНОГО РАБОЧЕГО ВАЛКА ДЛЯ ПРОКАТКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к способу изготовления по меньшей мере одного рабочего валка прокатной клети для прокатки предпочтительно полосового прокатываемого материала, при этом предусмотрен рабочий валок с тем, чтобы взаимодействовать со вторым валком, в частности с промежуточным или опорным валком, и опираться на него, причем второй валок в своей осевой концевой зоне имеет обратный шлиф.
В частности, при прокатке очень широких листов (например, шириной свыше 3000 мм) в полосе часто появляются нежелательные формы профиля, в том числе W-образные профили и утолщения у кромок, а также дефекты плоскостности (четвертные волны) в конечном продукте.
Это может быть связано среди прочего с тем, что при прокатке широких полос или листов случается, что наружные зоны прокатываемого материала находятся в области обратного шлифа опорного или промежуточного валка или в случае удлиненных рабочих валков лежат даже за пределами кромок бочки опорного или промежуточного валка. Рабочие валки прогибаются назад в этих зонах, так что в результате этого в очаге деформации может образоваться непараболическая форма профиля, например, так называемое вздутие. Высокие усилия прокатки и изгибающие усилия рабочих валков могут даже увеличить этот эффект.
Профили прокатываемого материал, т.е. распределение толщины прокатываемого материала по его ширине, которые сильно отклоняются от параболической формы, как правило, нежелательны, так как могут привести к неплоскостностям в процессе прокатки или в последующих процессах. Кроме того, это может ухудшить поддержание точности размеров продукта.
Известно нанесение шлифов на рабочие валки для целенаправленного воздействия на профиль очага деформации. Например, ссылаются на ЕР 0294544 В1, в котором предусмотрено, что рабочие валки снабжены профилем, который может быть описан полиномом. В ЕР 1307302 В1 предложено аналогичное решение, причем здесь предусмотрен так называемый CVC-профиль. Другие похожие или также отличающиеся решения раскрываются в публикациях ЕР 1703999 В1 и ЕР 0937515 В1, JP 3032412 А и JP 6015322 A, DE 3919285 A1 и JP 8332509 A, JP 6915322 А и JP 2179308 А. Речь идет о созданных на рабочем валке профилях, которые представляют собой параболические контуры или контуры, описанные полиномами. В последнем случае при помощи имеющегося механизма осевого перемещения рабочих валков и использования перемещения как установочного средства профилирования на валок наносят 3-образные контуры (CVC-шлиф), которые описываются упомянутыми полиномами.
Известно также нанесение специальных контуров для снижения заострения кромок или снижения образования вздутий. При этом целью является воздействовать на профильный контур прокатываемого материала непосредственно в кромочной зоне, чтобы компенсировать эффекты сплющивания рабочих валков в очаге деформации или теплового расширения рабочих валков на профиль очага деформации.
В изложенном уровне техники отсутствуют конкретные указания на то, как, несмотря на оснащение опорных или промежуточных валков обратным шлифом, можно получить хорошие результаты прокатки. И именно поэтому возникают, в частности, вышеназванные проблемы, когда речь идет об очень широких полосах.
Задача настоящего изобретения состоит в том, чтобы предложить способ изготовления рабочего валка вышеуказанного типа, который позволяет осуществлять оптимальную прокатку также при соответствующем обратном шлифе опорного или промежуточного валка, т.е. прокатывать полосу, которая отличается высоким качеством и желательной формой. Соответственно ставится задача в том, чтобы существенно компенсировать нежелательные непараболические эффекты обратного шлифа опорного или промежуточного валка на форму профиля очага деформации. Это не должно негативно повлиять на оснащение рабочих валков специальным шлифом (например, CVC-шлифом).
Решение этой задачи изобретения отличается тем, что способ изготовления по меньшей мере одного рабочего валка клети для прокатки полосового прокатываемого материала включает следующие этапы:
a) расчет заданного профиля очага деформации между двумя взаимодействующими рабочими валками, при этом за основу берется определенная ширина прокатываемого материала, которая, по меньшей мере, частично захватывает зону обратного шлифа второго валка;
b) определение желательного контура прокатываемого материала, который должен быть получен в процессе прокатки при проходе через рабочие валки;
c) расчет компенсационного шлифа для рабочего валка путем удаления определенного на этапе b) контура прокатываемого материала из профиля очага деформации согласно этапу а), и умножения полученной разности на коэффициент демпфирования, составляющий 0,3-0,9;
d) нанесение, по меньшей мере в отдельной зоне, рассчитанного компенсационного шлифа согласно этапу с) по меньшей мере на один рабочий валок.
При этом компенсационный шлиф согласно этапу с) может осуществляться параллельно с другим профилированием рабочего валка. Это другое профилирование рабочего валка представляет собой предпочтительно параболическое профилирование или S-образное профилирование (так называемое CVC-профилирование).
Коэффициент демпфирования для расчета согласно этапу с) находится предпочтительно в пределах 0,4 и 0,8. Особенно хорошие результаты получены при значении 0,6. Коэффициент выбирают таким образом, что для широких полос или продуктов впредь не образуются утолщенные формы профиля (вздутия) или, соответственно, эти вздутия сильно уменьшены и для более узких размеров полосы их эффект вовсе отсутствует или представляет лишь незначительную помеху.
При расчете согласно этапу а) в предпочтительной форме исполнения за основу берется предусмотренная максимальная ширина прокатываемого материала, которая может прокатываться прокатными валками.
При расчете согласно этапу а) предпочтительными являются определенное усилие прокатки и определенное изгибающее усилие рабочих валков. В определении согласно этапу b) за основу берутся предпочтительно те же параметры, что и на этапе а).
Для определяемого согласно этапу b) профиля за основу берется преимущественно рассчитанный off-line профиль очага деформации. В этом случае может быть предусмотрено, что для рассчитываемого off-line профиля очага деформации за основу берется удлиненная бочка опорного валка, так что кромки прокатываемого материала не находятся в зоне обратного шлифа вторых валков.
Соответственно, при помощи предложенного способа изготовляют шлиф рабочего валка для компенсации прогиба рабочего валка в зоне обратного шлифа опорного валка. В зависимости от обстоятельств, желательный специальный шлиф валка (например, CVC-шлиф) накладывается на предусмотренный компенсационный шлиф согласно изобретению.
Существенная особенность предложенного шлифа состоит в том, что результат компенсации обратного шлифа действует практически не зависимо от осевого смещенного положения рабочих валков относительно друг друга и, следовательно, он действует в случае перемещаемости рабочих валков по всей зоне перемещения.
Компенсационный шлиф может быть применен как в случае перемещаемых в осевом направлении, так и не перемещаемых валков.
Он может быть нанесен в отдельной зоне лишь на один рабочий валок или на верхний и нижний рабочий валок.
Компенсационный шлиф можно комбинировать с любым другим шлифом валка, то есть накладываться на него. Высота шлифа может варьировать независимо от существующего диаметра рабочего валка. Высоту можно подгонять также по существующему контуру опорного валка или контуру промежуточного валка (относительно его износа).
Шлиф может быть описан, например, последовательностью точек или математической функцией (например, функцией полинома).
На чертеже представлен пример исполнения изобретения, при этом показаны:
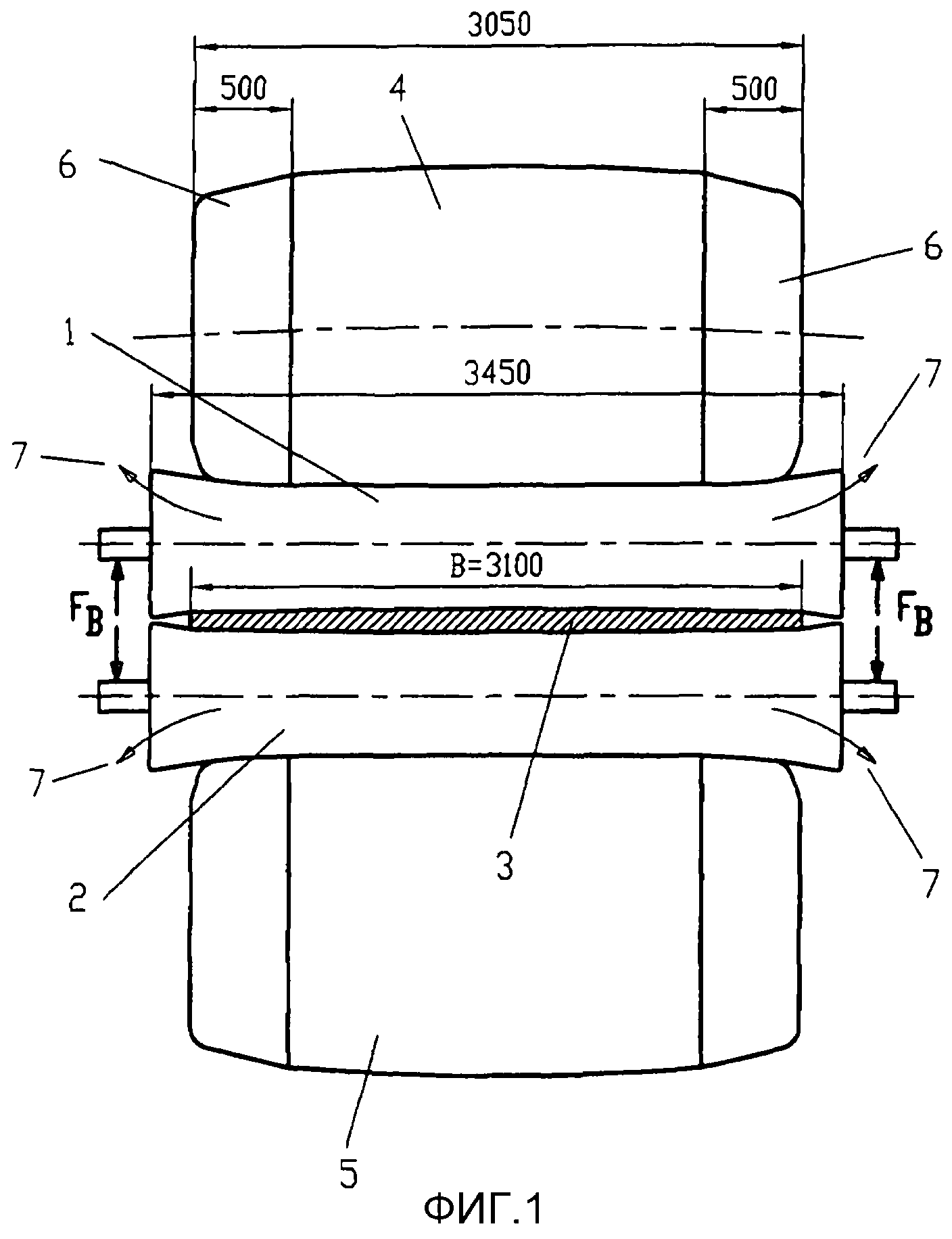
Фиг.1 - схематично рабочие и опорные валки четырехвалковой прокатной клети при прокатке полосового прокатываемого материала, вид в направлении прокатки,
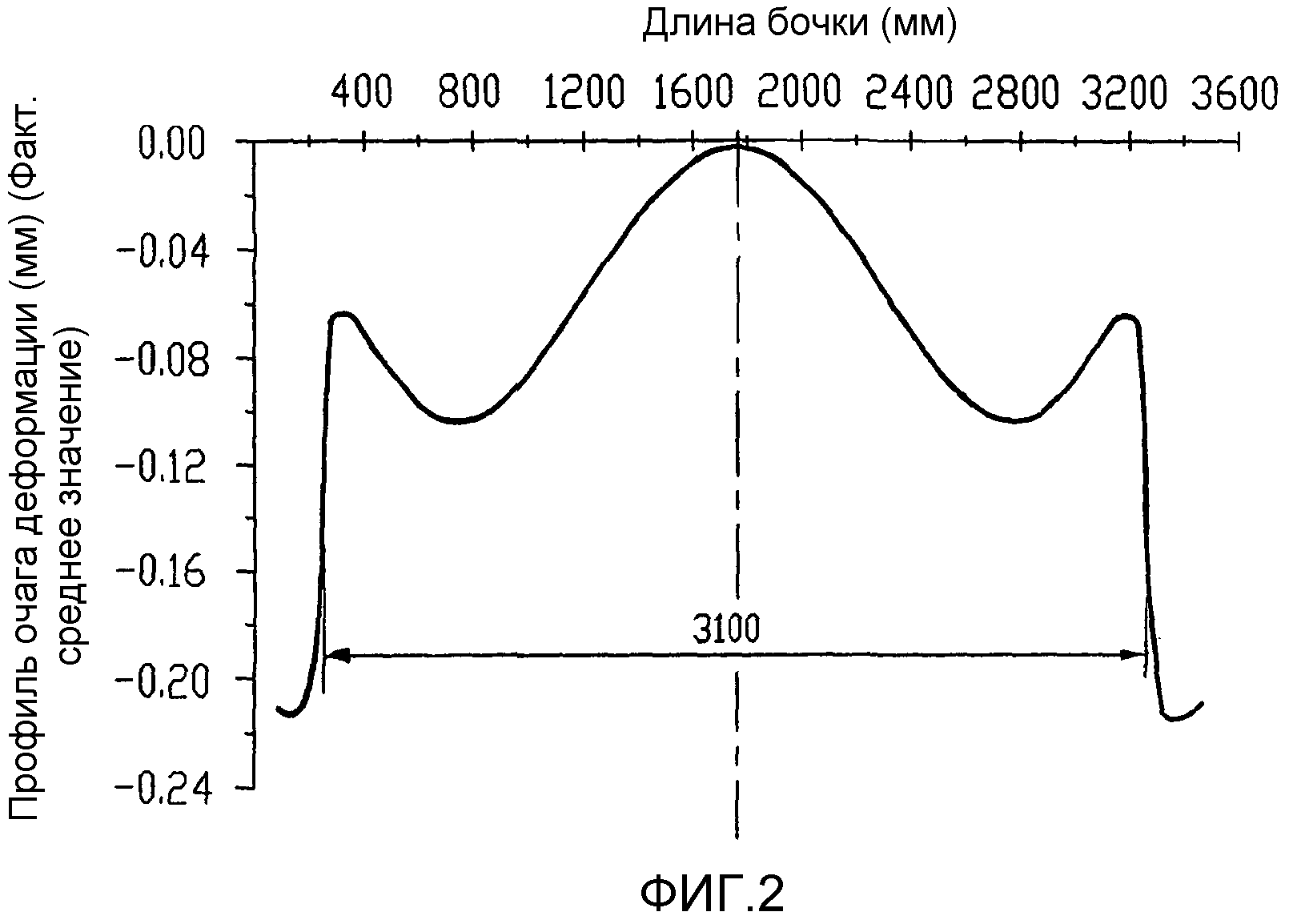
Фиг.2 - характеристика очага деформации, т.е. высота межвалкового зазора относительно ширины, за вычетом высоты в середине, между двумя рабочими валками относительно ширины прокатываемого материала при прокатке последнего без использования способа согласно изобретению,
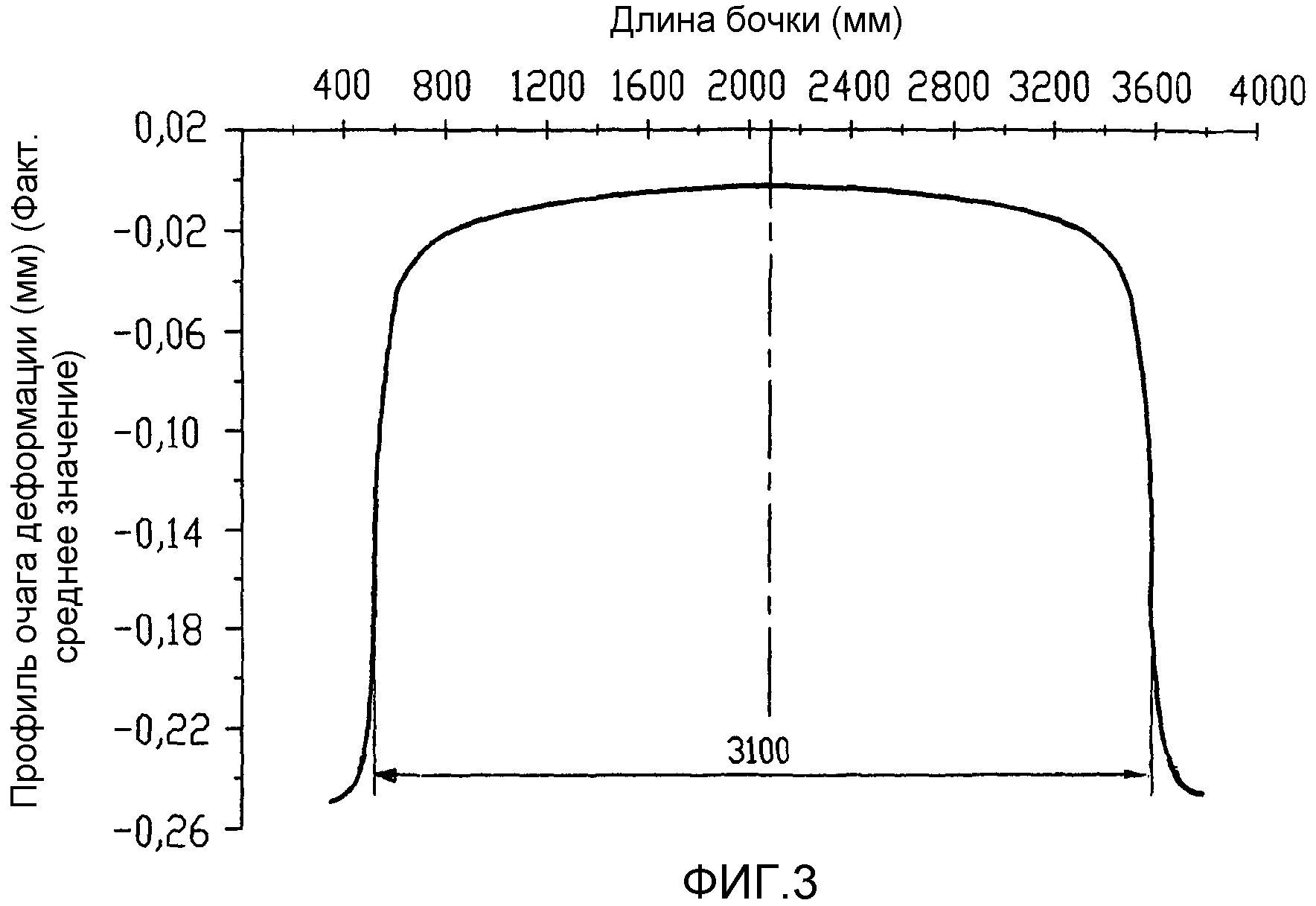
Фиг.3 - характеристика очага деформации между двумя рабочими валками относительно ширины прокатываемого материала как целевой контур (идеальная форма профиля),
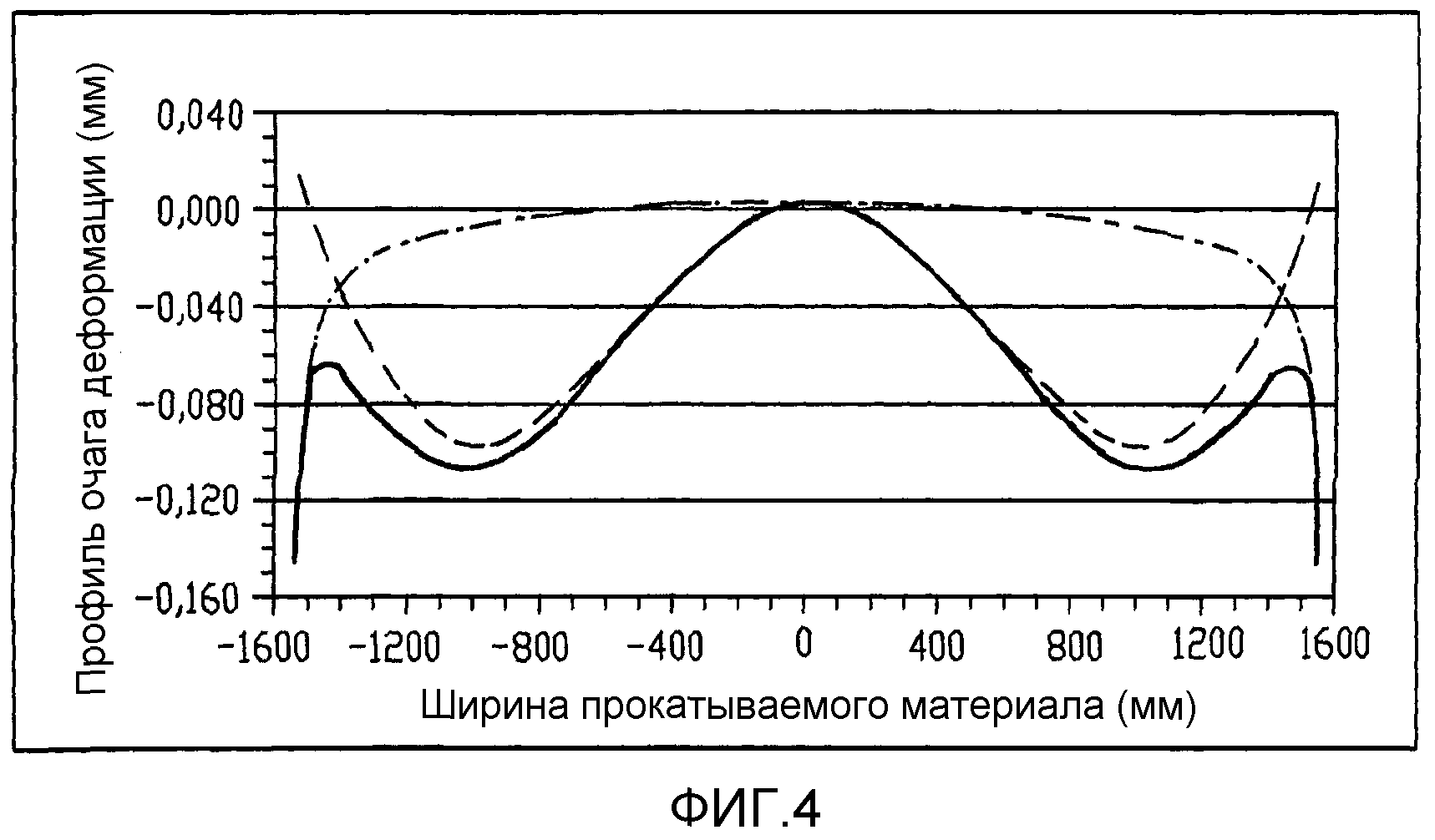
Фиг.4 - характеристика очага деформации между рабочими валками относительно ширины прокатываемого материала как дифференциальный контур между целевым контуром по фиг.3 и характеристикой по фиг.2,
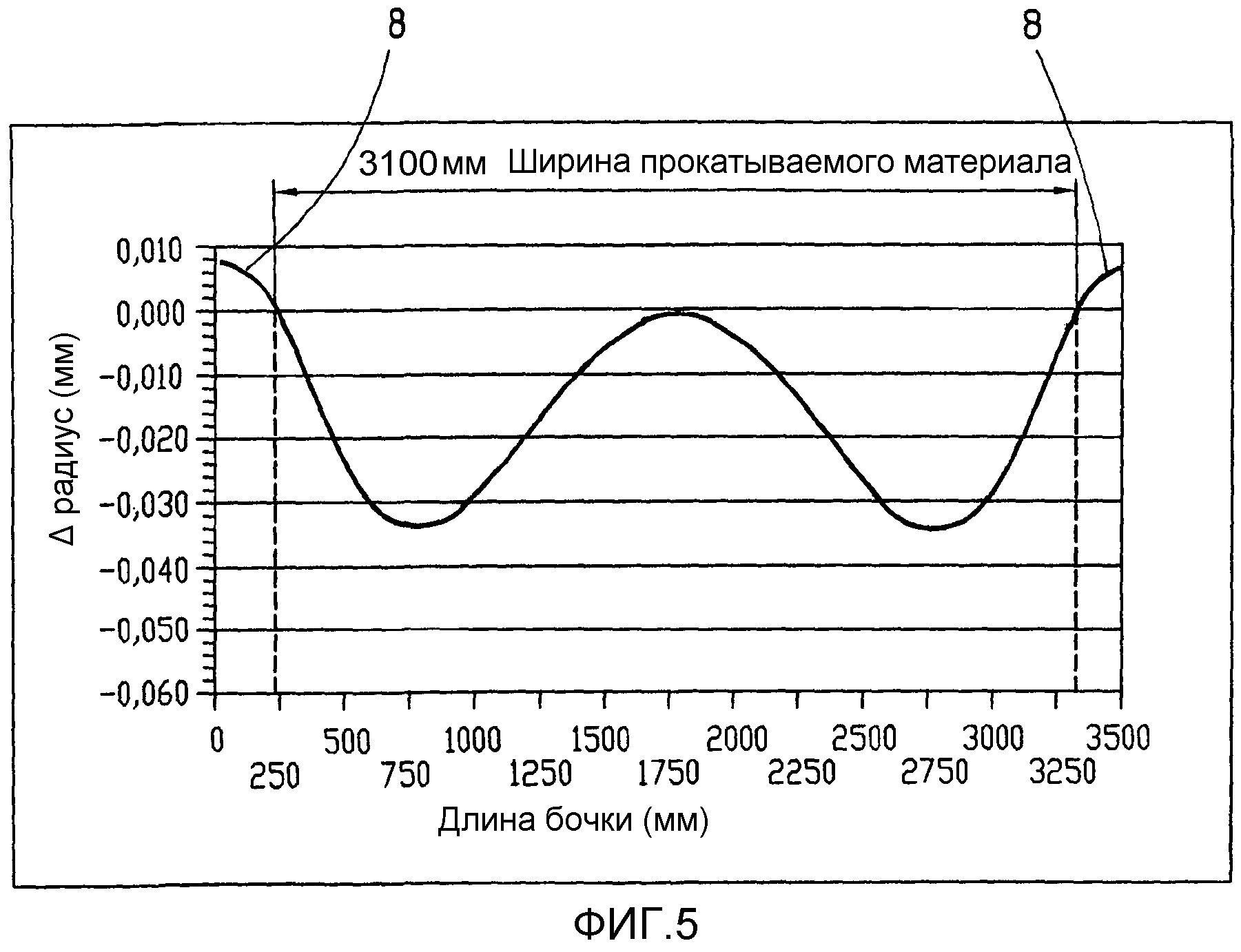
Фиг.5 - характеристика компенсационного шлифа для рабочих валков относительно ширины прокатываемого материала,
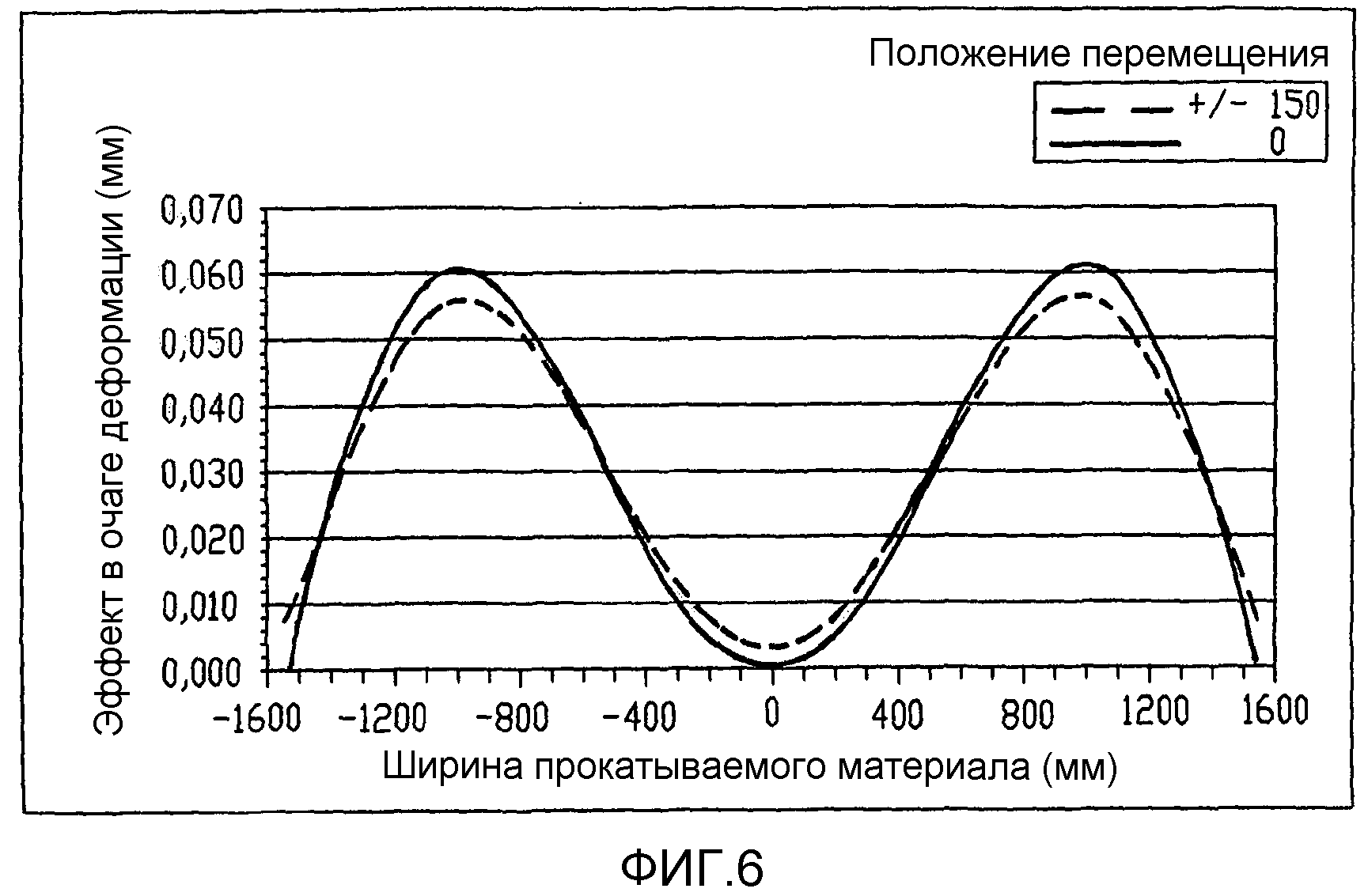
Фиг.6 - эффект компенсационного шлифа (дополнительный шлиф) относительно ширины прокатываемого материала при различных осевых положениях перемещения на ненагруженном очаге деформации и
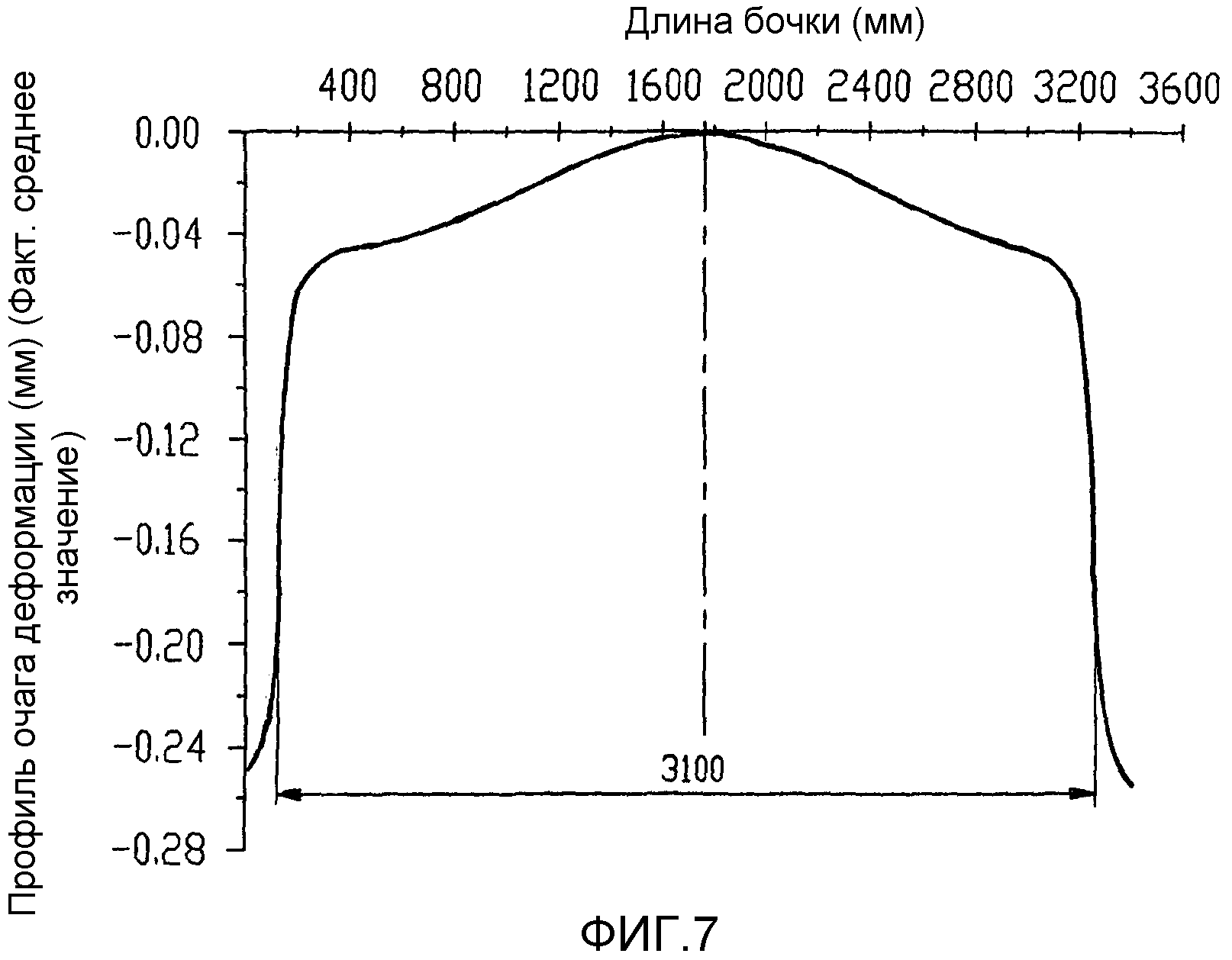
Фиг.7 - характеристика очага деформации между двумя рабочими валками относительно ширины прокатываемого материала с использованием компенсационного шлифа по фиг.5.
На фиг.1 видны два рабочих валка 1 и 2, которые являются составной частью четырехвалковой прокатной клети (не представлена). Рабочие валки 1, 2 опираются известным образом посредством опорных валков 4 и 5. Между рабочими валками 1, 2 находится прокатываемый материал 3, в данном случае полоса шириной В на 3100 мм.
В боковых зонах, т.е. в осевых концевых зонах, опорные валки 4, 5 имеют обратный шлиф 6, т.е. в профиле наблюдается уступ относительно собственно цилиндра. На фиг.1 это представлено с большим преувеличением.
Соответственно, этот пример исполнения можно представить следующим образом. Полное опирание рабочих валков 1, 2 посредством опорных валков 4, 5 наблюдается лишь в средней зоне протяженностью 2050 мм, так как в боковой зоне соответственно на 500 мм проходит обратный шлиф 6. Рабочие валки с длиной валка 3450 мм превышают ширину В прокатываемого материала 3, равную 3100 мм.
На рабочие валки 1, 2 воздействуют, наряду с опорным усилием опорных валков 4, 5, также изгибающее усилие FB рабочих валков, равно как и усилия прокатки, так что имеет место противоизгиб рабочих валков, который обозначен стрелками 7.
Таким образом, противоизгиб рабочих валков в зоне обратного шлифа 6 опорного валка зависит от прокатной ширины прокатываемого материала 3, приложенного усилия прокатки и установленного изгибающего усилия FB рабочих валков. Поэтому для расчета шлифа предпочтительными являются выбор часто прокатываемой большой ширины прокатного материала и обычного усилия прокатки для последних проходов режима обжатий, а также изгибающего усилия (усилия противовеса) на низком уровне. При этом сначала можно взять за основу средние диаметры валков. Бомбировку валков выбирают соответственно таким образом, что профили очага деформации находятся в обычном диапазоне (примерно от 0,000 до 0,200 мм).
На первом этапе расчета или изготовления рабочего валка для прокатной клети, о которой идет речь, и с учетом вышеназванных граничных условий, для максимальной прокатываемой ширины рассчитывают ожидаемый профиль очага деформации. Результат этого расчета представлен в виде примера на фиг.2. Здесь можно видеть форму профиля очага деформации при ширине прокатываемого материала 3100 мм без компенсации эффекта противоизгиба. Отчетливо видно, что вследствие противоизгиба рабочего валка в боковой зоне полосы наблюдается нежелательная характеристика профиля.
После определения профиля для того же случая определяют идеальный контур прокатываемого материала. Это может быть, например, рассчитанный off-line профиль очага деформации при условии удлиненной бочки опорного валка, так что кромки прокатываемого материала не находятся в зоне обратного шлифа 6 опорного валка. Эта идеальная форма профиля как целевой контур тоже приводится в виде примера для полосы с шириной 3100 мм на фиг.3.
На следующем этапе путем вычитания целевого контура (согласно фиг.3) из формы профиля очага деформации без компенсационного шлифа (согласно фиг.2) получают нежелательный, вызванный эффектом противоизгиба профиль в частичной зоне. Это иллюстрируется на фиг.4. Таким образом, здесь приводится в общих чертах дифференциальный контур между целевым контуром и формой очага деформации, вновь без компенсации для полосы с шириной 3100 мм. При этом сплошная кривая представляет собой форму очага деформации без компенсационного шлифа, а штрихпунктирная кривая обозначает целевой контур. Соответственно, кривая, обозначенная штриховой линией представляет собой дифференциальный контур, который требуется для компенсации эффекта противоизгиба.
Компенсационный шлиф для рабочего валка получают из дифференциального контура согласно фиг.4, при этом полученную разность умножают на коэффициент демпфирования К, например 0,7. Этот коэффициент выбирают таким образом, что исключается появление утолщенных форм профиля при широких полосах, а при более узких размерах, с другой стороны, их эффект вовсе отсутствует или представляет лишь незначительную помеху.
Компенсационный шлиф для применения к обоим рабочим валкам 1, 2 показан на фиг.5. Можно видеть отклонение радиуса (Δ r) относительно длины бочки.
Если компенсационный шлиф наносят лишь на один рабочий валок, его высота соответственно удваивается.
В зоне прокатываемого материала, смежной с кромками бочки, контур должен иметь гармоничный выбег, как обозначено на фиг.5 позицией 8.
Эффект дополнительного шлифа на ненагруженный очаг деформации показан на фиг.6 при различных положениях осевого перемещения. Сплошной линией обозначена в общих чертах характеристика кривой для рабочих валков 1, 2 без перемещения в осевом направлении. Между тем обозначенная штриховой линией кривая показывает характеристику, которая возникает если верхний и нижний рабочий валок передвинуты относительно друг друга на 150 мм. Следовательно, фиг.6 представляет воздействие на ненагруженный очаг деформации в зависимости от положения осевого перемещения. Можно отметить, что также при относительно большом осевом перемещении валков желательный эффект остается по существу постоянным.
Наконец, на фиг.7 видна заданная и полученная форма очага деформации при применении компенсационного шлифа. Полученное улучшение формы профиля показано в сравнении этого контура с исходным контуром без компенсационного шлифа на фиг.2.
Использование шестивалковой прокатной клети вместо четырехвалковой прокатной клети дает аналогичный результат, при этом опорный валок следует заменить на промежуточный валок.
Перечень позиций на чертеже
1 Рабочий валок
2 Рабочий валок
3 Прокатываемый материал
4 Второй валок (промежуточный валок, опорный валок)
5 Второй валок (промежуточный валок, опорный валок)
6 Обратный шлиф
7 Направление изгиба (противоизгиб рабочего валка)
8 Гармоничный выбег
В Ширина прокатываемого материала
К Коэффициент демпфирования
FB Изгибающее усилие рабочего валка
Прокатное устройство
Прокатная клеть
Устройство и способ измерения толщины
Устройство для резки
Охлаждающее устройство для охлаждения металлической ленты
Способ горячей прокатки и термообработки стальной полосы
Способ и устройство для смазки валков и прокатываемой полосы в прокатной клети
Способ и устройство для динамического снабжения охлаждающим средством охлаждающего устройства для охлаждения металлической полосы или подобного прокатываемого изделия
Способ и устройство для охлаждения поверхностей в разливочных агрегатах, прокатных агрегатах или других линиях обработки полосы
Способ прокатки полос в прокатной клети

