Результат интеллектуальной деятельности: СПОСОБ КЛАДКИ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНОГО КОВША И СТАЛЕРАЗЛИВОЧНЫЙ КОВШ
Вид РИД
Изобретение
Изобретение относится к области металлургии и может быть использовано в частности при выполнении футеровки сталеразливочных ковшей.
Известен способ футеровки сталеразливочного ковша для непрерывной разливки стали, включающий последовательную кладку огнеупорных кирпичей арматурного и рабочего слоев футеровки стен и днища корпуса ковша, выполнение зазора между рабочими слоями стен и днища толщиной 0,008-0,012 диаметра днища ковша, заполнение его огнеупорной массой, нагрев футеровки ковша до 1200°С. Состав огнеупорной массы для заполнения зазора, Об.: Сернокислый магний 7-10; Тонкомолотая глина 8-10; Магнезитовый порошок - остальное (пат. РФ №2092278, МПК В22Д 41/02, опубл. 10.10.1997 г.).
Недостатками известного способа футеровки является сложность процесса, недостаточная стойкость футеровки ковшей за счет наличия дополнительных зазоров в стыке рабочих слоев стен и днища.
Известна футеровка сталеразливочного ковша, которая содержит арматурный и рабочий слои. Рабочий слой ковша выполнен с утолщением в верхней и нижней частях. Высота утолщенного рабочего слоя верхней части составляет 0,1-0,5 высоты ковша, его толщина равна 1,1-2,2 толщины рабочего слоя, а высота утолщенного рабочего слоя нижней части стенки ковша составляет 0,05-0,3 высоты ковша при ее толщине 1,05-1,7. Рабочий слой футеровки стен ковша выполнен из термообработанного периклазоизвесткового на смоляной связке огнеупора. Рабочий слой футеровки днища выполнен из периклазоуглеродистого или периклазохромитового огнеупора, а арматурный слой - монолитным из набивных масс алюмосиликатных или кремнеземистых материалов (а.с. СССР №1743687, МПК В22Д 41/02, опубл. 30.06.92 г. бюл. №24).
Недостатками известной футеровки является значительный расход огнеупорного материала, сложность процесса футеровки.
Задачей создания изобретения является устранение недостатков прототипа, снижение интенсивного износа футеровки на 1/3 нижней части ковша по стенам и равномерного износа всей футеровки по высоте в процессе эксплуатации ковша.
Поставленная задача решается с помощью признаков, указанных в 1-м пункте формулы изобретения, общих с прототипом, таких как способ кладки футеровки сталеразливочного ковша, предусматривающий последовательную многоступенчатую кладку огнеупорного кирпича по высоте ковша, и отличительных существенных признаков, таких как кладку рабочего слоя футеровки ковша ведут с утолщением по высоте ковша к днищу, которое увеличивают с учетом среднего времени нахождения стали в ковше и времени взаимодействия расплава стали и шлака с футеровкой, причем утолщенный рабочий слой футеровки нижней части сталеразливочного ковша выполняют высотой 0,2-0,5 внутренней высоты полезного объема сталеразливочного ковша и толщиной 1,4 толщины рабочего слоя, утолщенный рабочий слой футеровки средней части сталеразливочного ковша выполняют высотой 0,15-0,3 внутренней высоты полезного объема сталеразливочного ковша и толщиной 1,25 толщины рабочего слоя, причем огнеупорные кирпичи рабочего слоя верхней части стен сталеразливочного ковша устанавливают на торец к днищу сталеразливочного ковша и ребром вплотную к арматурному слою футеровки, огнеупорные кирпичи рабочего слоя средней и нижней частей стен сталеразливочного ковша укладывают на плашку относительно днища ковша, а огнеупорные кирпичи рабочего слоя днища укладывают на ребро к днищу и плашкой к стене сталеразливочного ковша.
Поставленная задача решается с помощью признаков, указанных во 2-м пункте формулы изобретения, общих с прототипом, таких как футеровка сталеразливочного ковша, содержащая металлический корпус и последовательно расположенные в нем арматурный и рабочий слои футеровки стен и днища ковша, при этом рабочий слой выполнен с утолщением по высоте к днищу ковша, причем высота утолщенного рабочего слоя нижней части сталеразливочного ковша составляет 0,2-0,5 внутренней высоты полезного объема сталеразливочного ковша при его толщине, равной 1,4 толщины рабочего слоя, высота утолщенного рабочего слоя футеровки средней части сталеразливочного ковша составляет 0,15-0,3 внутренней высоты полезного объема сталеразливочного ковша при его толщине, равной 1,25 толщины рабочего слоя, причем огнеупорные кирпичи рабочего слоя верхней части стен сталеразливочного ковша установлены на торец к днищу сталеразливочного ковша и ребром вплотную к арматурному слою футеровки, огнеупорные кирпичи рабочего слоя средней и нижней частей стен сталеразливочного ковша установлены на плашку относительно днища, а огнеупорные кирпичи рабочего слоя днища установлены на ребро к днищу и плашкой к стене сталеразливочного ковша.
Согласно п.3 формулы изобретения рабочий слой выполнен из муллитокремнеземистого огнеупорного материала.
Таким образом, в сравнении с прототипом патентом РФ №2092278 предложенный способ кладки огнеупорной футеровки рабочего слоя сталеразливочного ковша позволяет избежать создания дополнительных зазоров в стыке рабочего слоя и днища и тем самым предотвратить прохождение металла в стык кладки стен и днища.
Предложенная футеровка, предусматривающая увеличивающееся утолщение по высоте ковша к днищу, с учетом среднего времени нахождения стали в ковше и времени взаимодействия с футеровкой позволяет увеличить толщину только наиболее изнашиваемых мест футеровки, при этом снизить количество мартеновского шлака в ковше, который резко снижает стойкость футеровки.
При изменении признаков, указанных в формуле изобретения, в частности изменения пропорций выполнения рабочего слоя с выполнением утолщения по высоте к днищу ковша, приведет или к увеличению полезного объема ковша, что повлечет увеличение количества мартеновского шлака в ковше, что впоследствии увеличит степень износа рабочего слоя футеровки, или к уменьшению полезного объема ковша, что не позволит принимать требуемый объем стали в один ковш, что впоследствии приведет к потерям годной стали. Это свидетельствует об оптимальных размерах футеровки, указанных в формуле изобретения.
Таким образом, предложенная футеровка позволяет избежать дополнительных расходов на огнеупорные материалы и повысить стойкость на 30%.
Технический результат от использования вышеперечисленной совокупности существенных признаков - повышение стойкости футеровки (увеличение продолжительности кампании ковша по количеству наливов до следующего ремонта) с сохранением полезного объема сталеразливочного ковша под заданный вес плавки.
Предложенный способ кладки рабочего слоя огнеупорной футеровки сталеразливочного ковша является новым, перспективным решением для повышения стойкости футеровки в условиях традиционной металлургии, когда готовую сталь выпускают в сталеразливочный ковш, а не применяют способы внепечной обработки по доводке стали в ковшах.
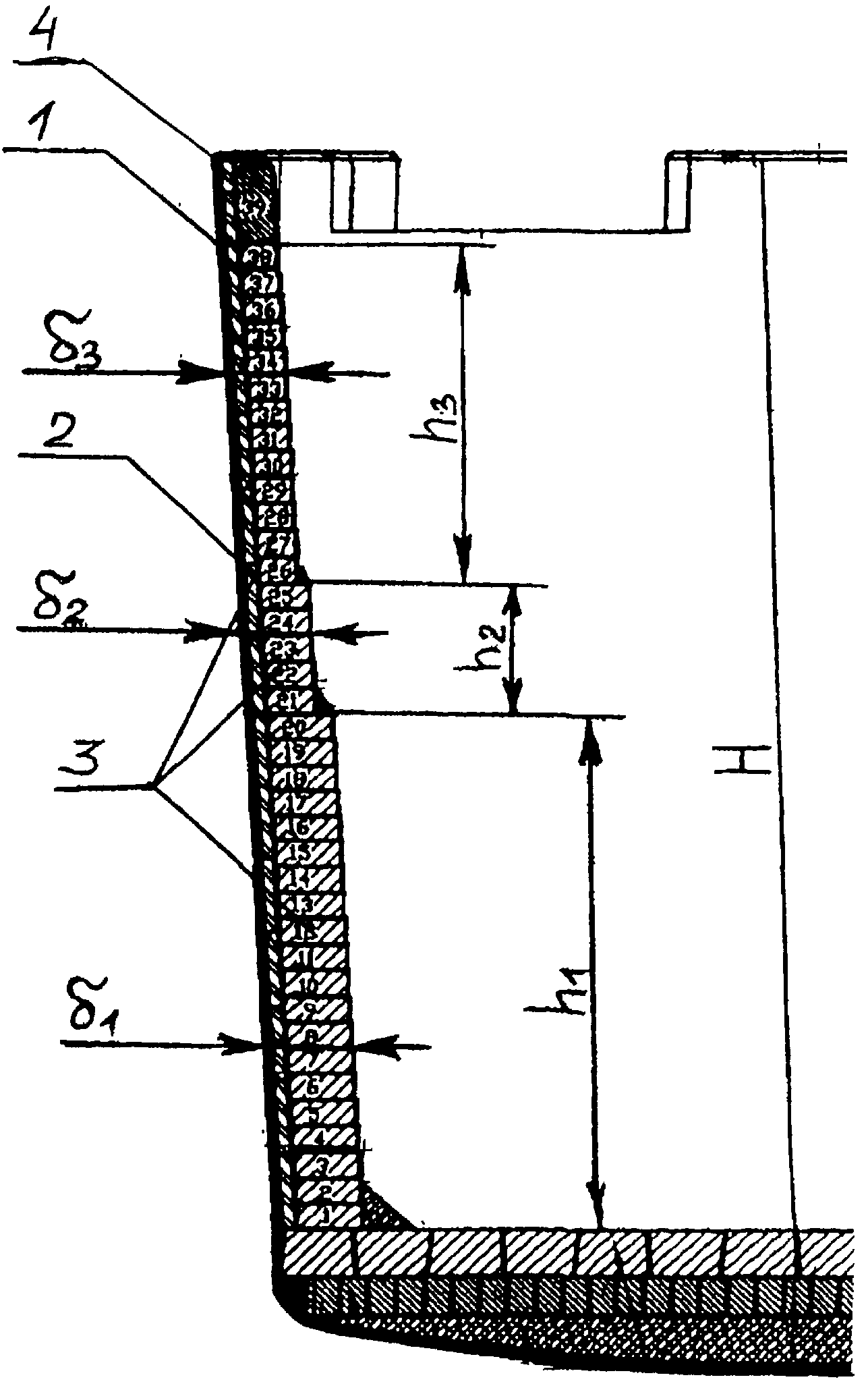
Изобретение иллюстрируется следующими примерами выполнения и чертежом. На фиг.1 показан разрез ковша.
Сталеразливочный ковш (фиг.1) включает металлический корпус 1 и последовательно расположенные в нем арматурный 2 и рабочий 3 слои футеровки стен и днища ковша, а также гнездовой кирпич с разливочным стаканом (на чертеже не показан), установленным в днище ковша. Рабочий слой 3 выполнен с утолщением по высоте к днищу ковша с учетом следующих пропорций: h1 утолщенного рабочего слоя нижней части ковша составляет 0,2-0,5 высоты H, его толщина δ1 равна 1,4 толщины δ3 рабочего слоя, а высота h2 утолщенного рабочего слоя средней части ковша составляет 0,15-0,3 высоты Н ковша, при ее толщине δ2, равной 1,25 толщины δ3 рабочего слоя, а верхний ряд кирпичей 4, под металлической обечайкой ковша, установлен на торец к дну ковша и ребром вплотную к арматурному слою футеровки ковша, причем футеровка рабочего слоя стен ковша, кроме верхнего ряда, выполнена кирпичом, установленным на плашку относительно дна ковша, а рабочий слой днища ковша выполнен кирпичом, установленным на ребро к дну ковша, и плашкой к стене ковша.
Рабочий слой выполнен из муллитокремнеземистого огнеупорного материала.
Способ кладки футеровки сталеразливочного ковша осуществляют следующим образом.
Производят последовательную многоступенчатую кладку огнеупорного кирпича по высоте ковша, днища сначала арматурного, затем рабочего слоев.
Кладку арматурного слоя производят из шамотных кирпичей в один слой с обмазкой на песчано-глинистом растворе, кладку рабочего слоя - из муллитокремнеземистого огнеупорного материала (ГОСТ 5341-98 с применением разных типоразмеров: №№13, 15, 16, 18) с обмазкой на муллитокремнеземистом мертеле.
Последовательную кладку рабочего слоя футеровки сталеразливочного ковша ведут с утолщением по его высоте к днищу ковша, которое увеличивают с учетом среднего времени нахождения стали в ковше до 60 минут, а также с учетом времени взаимодействия расплава стали (остатками стали в ковше после его разливки) и шлаком с футеровкой, общим временем до 80 минут, причем утолщенный рабочий слой футеровки нижней части сталеразливочного ковша выполняют высотой 0,2-0,5 внутренней высоты полезного объема сталеразливочного ковша и толщиной 1,4 толщины рабочего слоя, утолщенный рабочий слой футеровки средней части сталеразливочного ковша выполняют 0,15-0,3 внутренней высоты полезного объема сталеразливочного ковша и толщиной 1,25 толщины рабочего слоя, причем огнеупорные кирпичи рабочего слоя верхней части стен сталеразливочного ковша устанавливаются на торец к днищу сталеразливочного ковша и ребром вплотную к арматурному слою футеровки, огнеупорные кирпичи рабочего слоя средней и нижней частей стен сталеразливочного ковша укладывают на плашку относительно днища, а огнеупорные кирпичи рабочего слоя днища укладывают на ребро к днищу и плашкой к стене сталеразливочного ковша. Внутренняя высота полезного объема сталеразливочного ковша устанавливается от первого рабочего ряда футеровки стен сталеразливочного ковша до верхнего рабочего ряда футеровки стен сталеразливочного ковша.
Толщина рабочего слоя по высоте выполняется у днища 200 мм, средний участок 150 мм, выше в т.ч. шлаковый пояс 120 мм. Таким образом, высота h1 утолщенного рабочего слоя нижней части футеровки стен ковша толщиной δ1=200 мм составляет от 970 мм до 1620 мм относительно внутренней высоты полезного объема ковша Н в 3350 мм; высота h2 утолщенного рабочего слоя средней части футеровки стен ковша толщиной δ2=150 мм составляет от 400 мм до 1100 мм относительно внутренней высоты полезного объема ковша Н в 3350 мм; высота h3 типовой толщины (ранее применяемой толщины по всей высоте футеровки стен ковша) рабочего слоя верхней части ковша толщиной δ3=120 мм составляет 1050 мм относительно внутренней высоты полезного объема ковша Н в 3350 мм. Верхний ряд кирпичей под металлической обечайкой ковша устанавливают на торец к дну ковша и ребром вплотную к арматурному слою футеровки ковша, причем футеровку рабочего слоя стен ковша, кроме верхнего ряда, укладывают на плашку относительно дна ковша, а рабочий слой днища ковша укладывают кирпичом на ребро к дну ковша и плашкой к стене ковша.
Разогрев ковшей производится равномерно в течение 12 ч, с равномерным поднятием температуры во всем цикле разогрева, до температуры 900°С. При равномерном разогреве происходит равномерное расширение кирпичей по всему рабочему слою, в т.ч. по стенам и по днищу, что предотвращает создание напряжений в месте перехода рабочего слоя днища и стены, тем самым преждевременному разрушению огнеупора. При этом в период межплавочного простоя, в ожидании плавки, осуществляют поддержание температуры не ниже 400-500°С штатными горелочными устройствами, что также снимает термическое напряжение и дополнительные термоудары при приеме плавки.
Проведенные промышленные испытания показали, что использование изобретения позволяет получить увеличение стойкости футеровки рабочего слоя на 30%; снизить затраты на эксплуатацию стальковшей до 20% руб/т стали. Данное описание и примеры рассматриваются как материал, иллюстрирующий изобретение, сущность которого и объем патентных притязаний определены в нижеследующей формуле изобретения, совокупностью существенных признаков и их эквивалентами.
Способ рафинирования сплавов на основе тантала
Нагревательный блок и способ его изготовления
Способ измерения поглощенной дозы ионизирующего излучения в термолюминесцентном детекторе на основе анионо-дефектного монокристалла оксида алюминия (варианты)
Способ термоподготовки к экспозиции термолюминесцентного детектора ионизирующих излучений на основе оксида алюминия
Способ изготовления коррозионностойкого электрода
Способ и шихта для производства углеродистой конструкционной стали с пониженной прокаливаемостью в дуговой сталеплавильной печи
Способ получения пористого проницаемого керамического изделия
Способ изготовления катодной обкладки танталового объемно-пористого конденсатора
Способ изготовления многофункционального коррозионно-стойкого электрода
Способ образования прогрессивной жесткости рессоры, упругий элемент подвески и подвеска (варианты) транспортного средства
Способ и шихта для производства углеродистой конструкционной стали с пониженной прокаливаемостью в дуговой сталеплавильной печи

