Результат интеллектуальной деятельности: СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБ
Вид РИД
Изобретение
Изобретение относится к акустическим методам неразрушающего контроля качества труб и может быть использовано в любой отрасли промышленности как при изготовлении, так и при эксплуатации труб, например при прокладке газо- и нефтепроводов.
На сегодняшний день в России по данным территориальных органов Ростехнадзора находится в эксплуатации около 160 тыс км магистральных газопроводов (МГ). 40% газопроводов эксплуатируются уже более 20 лет и уровень аварийности этих объектов составляет около 0,5 аварий на 1000 км МГ в год. При этом стоимость ликвидации одной аварии на газопроводе составляет, в среднем, 17 млн рублей. Количество аварий можно существенно снизить, если улучшить диагностику сварных швов и тела трубы на стадиях как строительства, так и ремонта.
Для повышения качества контроля труб используют различные способы контроля, например радиографический, ультразвуковой. Однако радиографический способ имеет низкую (35-60%) достоверность обнаружения наиболее опасных плоскостных (трещиноподобных) дефектов. Применение ультразвукового контроля (УЗК) позволяет повысить вероятность обнаружения таких дефектов до 95-97%, для чего разрабатываются различные способы контроля с использованием ультразвуковых преобразователей.
Так, известен способ ультразвукового контроля, включающий в себя установку блоков акустических преобразователей по обе стороны от контролируемого сварного соединения, перемещение их вдоль сварного соединения, прозвучивание ультразвуковыми волнами всего поперечного сечения сварного соединения, прием ультразвуковых волн, отраженных от дефекта, определение амплитуды сигнала, по которой определяют размер и тип дефекта (патент RU №2137120 кл. G01N 29/04, 1999 г.).
Этот способ позволяет контролировать качество сварного шва, однако качество тела трубы не контролируется. Кроме того, для контроля качества акустического контакта требуются, по крайней мере, еще два преобразователя.
Известен способ ультразвукового контроля изделий, заключающийся в установке на поверхности изделия прямого и наклонного ультразвуковых преобразователей так, что их акустические оси лежат в одной плоскости, излучают в изделие импульсы ультразвуковых колебаний, принимают распространяющиеся в изделии импульсы, измеряют параметры принятых колебаний и по ним определяют наличие и характеристики дефектов (патент RU №1705735 кл. G01N 29/04, 1989 г.).
Данный способ обладает теми же недостатками, что и описанный выше способ.
Наиболее близким по технической сущности и достигаемому при использовании результату к заявляемому изобретению является способ ультразвукового контроля труб, заключающийся в том, что устанавливают на поверхности изделия, перемещающиеся вдоль образующей трубы два преобразователя, излучающих ультразвуковые колебания с задержкой по времени относительно друг друга, принимают каждым преобразователем отраженные от дефекта изделия эхо-импульсы, измеряют параметры отраженных эхо-импульсов, сравнивают их с эталонным значением и по результату сравнения судят о величине дефектов (патент RU №1727050 кл. G01N 29/04, 1990 г.).
Недостатками способа являются, с одной стороны, невозможность контроля изделия в «мертвых зонах», а с другой стороны, отсутствие контроля за изменением условий возбуждения и распространения УЗ волн (при контактном методе контроля это соответствует качеству акустического контакта).
Сущность изобретения заключается в том, что при реализации заявляемого способа ультразвукового контроля прозвучивают не только сварной шов, но и тело трубы и «мертвую» зону преобразователей, что повышает достоверность и точность контроля путем выявления дефектов как сварного шва, так и металла трубы, что значительно снижает затраты на устранение дефектов, а следовательно, снижает стоимость работ при прокладке трубопроводов для транспортировки газа и нефти.
Задача, на решение которой направлено заявляемое изобретение, состоит в создании технологии ультразвукового контроля труб, обеспечивающей контроль качества как сварного шва, так и тела трубы и «мертвых зон», и повышение достоверности контроля за счет слежения за условиями возбуждения и распространения волн и соответствующей коррекции результатов контроля.
Это осуществляется тем, что в способе ультразвукового контроля труб, заключающемся в том, что устанавливают на поверхности изделия, перемещающиеся вдоль образующей трубы два преобразователя, излучающих ультразвуковые колебания с задержкой по времени относительно друг друга, принимают каждым преобразователем отраженные от дефекта изделия эхо-импульсы, измеряют параметры принятых эхо-импульсов, сравнивают их с эталонным значением и по результатам сравнения судят о величине дефекта, импульсы ультразвуковых колебаний вводят перпендикулярно образующей поверхности изделия, дополнительно регистрируют «обегающий» изделие импульс ультразвуковых колебаний, излучаемый одним преобразователем и принимаемый другим преобразователем, и по изменению амплитуды принимаемого импульса корректируют значение амплитуды импульса, отраженного от дефекта изделия, и, сравнивая его с эталонным значением, судят о величине дефекта, после чего излучают дополнительный импульс в направлении, противоположном основному, принимают каждым преобразователем отраженные от дефекта изделия эхо-импульсы, сравнивают их с эталонным значением и по результатам сравнения судят о наличии дефектов в «мертвых зонах» каждого преобразователя, при этом преобразователи устанавливают друг относительно друга на расстоянии не менее суммы длин «мертвых зон» каждого преобразователя в одном направлении.
Кроме того, задержку по времени излучения ультразвуковых колебаний одного преобразователя относительно другого определяют временем распространения сигнала от максимально удаленного дефекта изделия, а в качестве ультразвуковых преобразователей берут электромагнитно-акустические преобразователи.
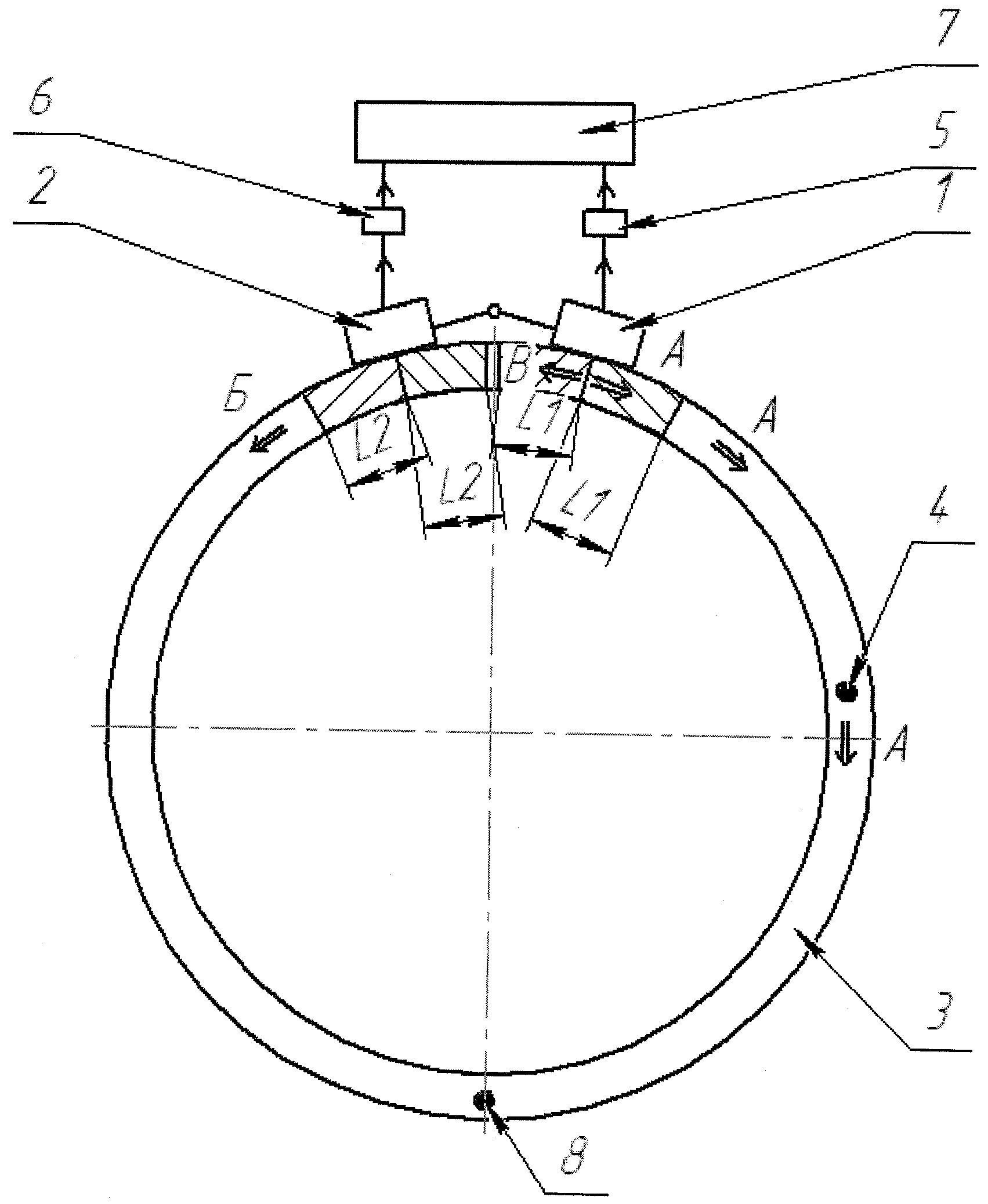
Для более полного раскрытия изобретения приведен чертеж, на котором 1 и 2 - УЗ-преобразователи, установленные на трубе 3 на расстоянии друг от друга не менее суммы L1 и L2, где L1 - длина «мертвой зоны» преобразователя 1 при излучении в одном направлении, а, соответственно, L2 - длина «мертвой зоны» преобразователя 2 при излучении в одном направлении. Преобразователи 1 и 2, принимающие отраженный сигнал от дефекта 4, соответственно связаны с усилителями 5 и 6. Выходы усилителей 5 и 6 соединены с компьютером 7. Цифрой 8 обозначен максимально возможно удаленный дефект, который может находиться на стороне, диаметрально противоположной оси симметрии преобразователей.
Способ ультразвукового контроля труб осуществляют следующим образом.
Устанавливают УЗ-преобразователи 1 и 2 на поверхности трубы 3 с возможностью перемещения вдоль ее образующей. Преобразователь 1 излучает импульс по стрелке А, часть которого отражается от дефекта 4 и принимается преобразователем 1. Оставшийся импульс обегает трубу 3 и принимается преобразователем 2. Принятый преобразователем 1 импульс, отраженный от дефекта 4, усиливается в усилителе 5, оцифровывается и поступает в компьютер 7. Компьютер 7 по специальной программе определяет характер дефекта и его местоположение. Принятый преобразователем 2 обежавший трубу 3 импульс аналогично усиливается в усилителе 6, оцифровывается и поступает в компьютер 7. Компьютер 7, анализируя амплитуду обежавшего импульса, по специальной программе определяет условия возбуждения и распространения волн, на основании чего корректирует амплитуду импульса, отраженного от дефекта 4. Откорректированная амплитуда сравнивается с эталонным значением, на основании чего делается вывод о допустимости дефекта.
Так как преобразователи 1 и 2 контролируют каждый свою половину трубы 3, то максимально удаленный дефект 8 может находиться на стороне, диаметрально противоположной оси симметрии преобразователей 1 и 2.
Преобразователь 2 излучает импульс по стрелке Б по истечении времени прохождения импульса от преобразователя 1 до максимально удаленного дефекта 8 и обратно. Процесс повторяется симметрично.
После этого преобразователь 1 излучает импульс по стрелке В и в случае наличия дефекта в «мертвой зоне» преобразователя 2, отраженные от дефекта импульсы принимает преобразователь 1 и процесс обработки повторяется в соответствии с вышеизложенным. Таким образом, дефекты, находящиеся в «мертвой зоне» преобразователя 2, выявляются. По истечении времени, определенного выше, процесс с преобразователем 2 происходит симметрично.
В процессе работы преобразователи 1 и 2 перемещаются вдоль трубы, что позволяет контролировать все тело трубы.
Заявляемый способ является, преимущественно, бесконтактным способом контроля, поэтому в качестве преобразователей берут электромагнитно-акустические (ЭМА) преобразователи, которые позволяют изменять направление излучения импульса не механическими средствами, а электронными.
Таким образом, заявляемое изобретение повышает достоверность контроля качества трубы за счет того, что контролируются «мертвые зоны» и учитываются изменения условий возбуждения и распространения волн, по которым корректируют амплитуду импульсов, отраженных от дефектов.
Система управления аппаратом воздушного охлаждения масла
Способ трубопроводного транспорта многофазной многокомпонентной смеси
Система управления аппаратом воздушного охлаждения масла
Способ электродуговой сварки неповоротных кольцевых швов трубопроводов
Способ получения пористого керамического биоматериала на основе диоксида циркония
Способ ультразвукового контроля изделий из полимерных композиционных материалов
Шихта для гибридного композиционного материала и способ его получения
Электромагнитно-акустический преобразователь
Эндопротез межпозвонкового диска
Автоматизированная установка ультразвукового контроля

