Результат интеллектуальной деятельности: КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С РЕЛЬЕФНОЙ ПОДИНОЙ
Вид РИД
Изобретение
Изобретение относится к металлургии цветных металлов, в частности к получению алюминия электролизом в криолит-глиноземных расплавах, а конкретно к конструкции катодного устройства электролизера в электролизерах Содерберга или электролизерах с обожженными анодами.
В промышленных условиях подина катодного устройства алюминиевого электролизера выполнена из подовых блоков с одинаковым поперечным сечением. Недостатками данной конструкции являются высокие скорости циркуляции расплава и большой перекос металла, что делает ванну нестабильной с точки зрения магнитной гидродинамики и, в свою очередь, приводит к снижению технико-экономических показателей работы электролизера, а также способствует механическому истиранию защитного слоя гарнисажа и настыли, а затем и к разрушению бортовой футеровки.
Известен электролизер для получения алюминия (патент Швейцарии №643600, МПК C25C 3/08, опубл. 15.06.1984), в котором для устранения вредного влияния циркуляционных потоков на подине размещают слой насыпных материалов с размером частиц >0,1 мм, толщиной 20-50 мм из TiB2, TiC, TiN, ZrB2, ZrN или смеси этих материалов. Уровень металла поддерживают на 1-3 мм выше слоя насыпных материалов, подина может быть изготовлена наклонной, на ней могут устанавливаться проницаемые для жидкого металла перегородки, разделяющие жидкий алюминии на отсеки, один из которых в нижней части подины оставляют свободным от насыпных материалов для извлечения из него жидкого алюминия.
Недостатки известного решения: использование дефицитных и дорогостоящих материалов (нитриды, бориды, карбиды титана и циркония), усложняется процесс чистки подины от осадков, зарастание подины.
Известен электролизер для получения алюминия, включающий анод, катод и сменные элементы из проводящего огнеупорного материала (патент Франции №2508496, МПК C25C 3/06, опубл. 31.12.1982), в котором для подавления циркуляционных потоков металла на катоде размещают сменные элементы из электропроводящего огнеупорного материала. При этом катодный блок имеет промежуточную инертную опору и активные элементы из проводящего материала, например TiB2, которые соединены с опорой, но могут быть отделены от нее. Плотность опоры и активных элементов выше плотности жидкого алюминия. Активные элементы могут иметь форму ползунков с плоской головкой, снабженной ребрами и вертикальным отростком, и расположены в отверстиях, выполненных в опоре.
Недостатки известного электролизера: сложность монтажа, значительные материальные и трудозатраты при монтаже и обслуживании электролизеров.
Известен электролизер для получения алюминия, содержащий футерованный катодный кожух с подиной из углеродистых блоков, в котором с целью повышения выхода алюминия по току за счет снижения скорости циркуляционных потоков катодного металла подина выполнена с каналами, образованными продольными гранями двух соседних углеродистых блоков, глубиной 0,08-0,2 и шириной верхнего основания 0,1-0,5 высоты блока (Авторское свидетельство СССР №1444401, МПК C25C 3/06, 1988).
Недостатки известного решения; снижение стойкости подины по межблочным швам, снижение эффективного срока службы из-за зарастания каналов осадком.
Наиболее близким по технической сущности и наличию сходных признаков к заявляемому катодному устройству, является катодное устройство алюминиевого электролизера с рельефной подиной, предложенное профессором Feng Naixiang из китайского Северо-Восточного университета (патент PCT/CN 2007/003625, МПК C25C 3/06, 2007), содержащее футерованный катодный кожух и подину из подовых блоков, снабженных выступами на верхней поверхности.
Суть «рельефной подины» заключается в «выступах» на верхней поверхности подовых блоков прямоугольной или любой другой формы, расположенных вдоль подового блока перпендикулярно продольному расположению электролизера. В случае прямоугольной формы выступающих частей: ширина их меньше ширины самого подового блока (примерно 200-350 мм); высота может варьироваться от 50 до 200 мм; длина выступа может быть во всю длину подового блока или состоять из нескольких частей по длине подового блока (от 1 до 8 частей). В случае если выступающая часть состоит из двух частей, длина их соответствует проекции анодов (речь идет об обожженных анодах). В случае если выступающая часть состоит из одной части, длина ее соответствует длине блока.
Данная конструкция обладает рядом недостатков.
- При использовании всех подовых блоков с выступами перекос металла (расстояние между минимальным и максимальным уровнем поверхности металла) остается достаточно большим. По сравнению со стандартной подиной, где используются подовые блоки без выступов, перекос металла уменьшается не более чем на 30%. Это не позволяет должным образом уменьшить межполюсное расстояние, а следовательно, снизить рабочее напряжение на ванне.
- Использование блоков с выступающей частью, состоящей из двух и более частей, приведет к тому, что в продольном(-ых) канале(-ах) относительно электролизера скорости циркуляции металла не только не уменьшатся, но и увеличатся. Это приведет к увеличению амплитуды волн металла и не позволит уменьшить межполюсное расстояние.
- Использование всех подовых блоков с выступами затрудняет монтаж подовых блоков, кроме того при образовании уходящей под анод настыли по торцевым стенкам возможна ситуация, когда крайние блоки будут полностью закрыты настылью. Это приведет к тому, что, во-первых, в торцевых зонах значительно увеличатся горизонтальные токи, что будет способствовать увеличению амплитуды волн металла, а, во-вторых, крайние блоки будут воспринимать меньшую токовую нагрузку.
Задачей предлагаемого технического решения является увеличение энергетической эффективности работы электролизера путем снижения рабочего напряжения за счет оптимизированного расположения подовых блоков с выступами.
Техническим результатом является снижение скоростей циркуляции расплава и уменьшение перекоса металла за счет выступающих барьеров в слое металла. В результате снижения скоростей циркуляции происходит уменьшение тепломассопереноса в слое алюминия, что снижает тепловые потери с поверхности электролизера и позволяет работать с более низким напряжением.
Технический результат достигается тем, что в катодном устройстве алюминиевого электролизера с рельефной подиной, содержащем футерованный катодный кожух и подину из подовых блоков, снабженных выступами на верхней поверхности, согласно заявляемому решению на подине установлены подовые блоки меньшей высоты, чередующиеся с подовыми блоками большей высоты с выступами, при этом у торцов катодного устройства установлены подовые блоки меньшей высоты или на подине в центре проекции анодного массива установлены подовые блоки меньшей высоты, чем на обоих краях проекции анодного массива, при этом подовых блоков большей высоты установлено не менее двух и у торцов катодного устройства установлены подовые блоки меньшей высоты.
Высота выступа подового блока составляет 0.1÷0.6 высоты блока меньшего размера.
Верхняя часть подовых блоков большей высоты может быть выполнена с фасками.
Возможен вариант, в котором выступы выполнены из стойкого к воздействию расплава огнеупорного неуглеродного материала.
Заявляемое устройство поясняется рисунками, где показано:
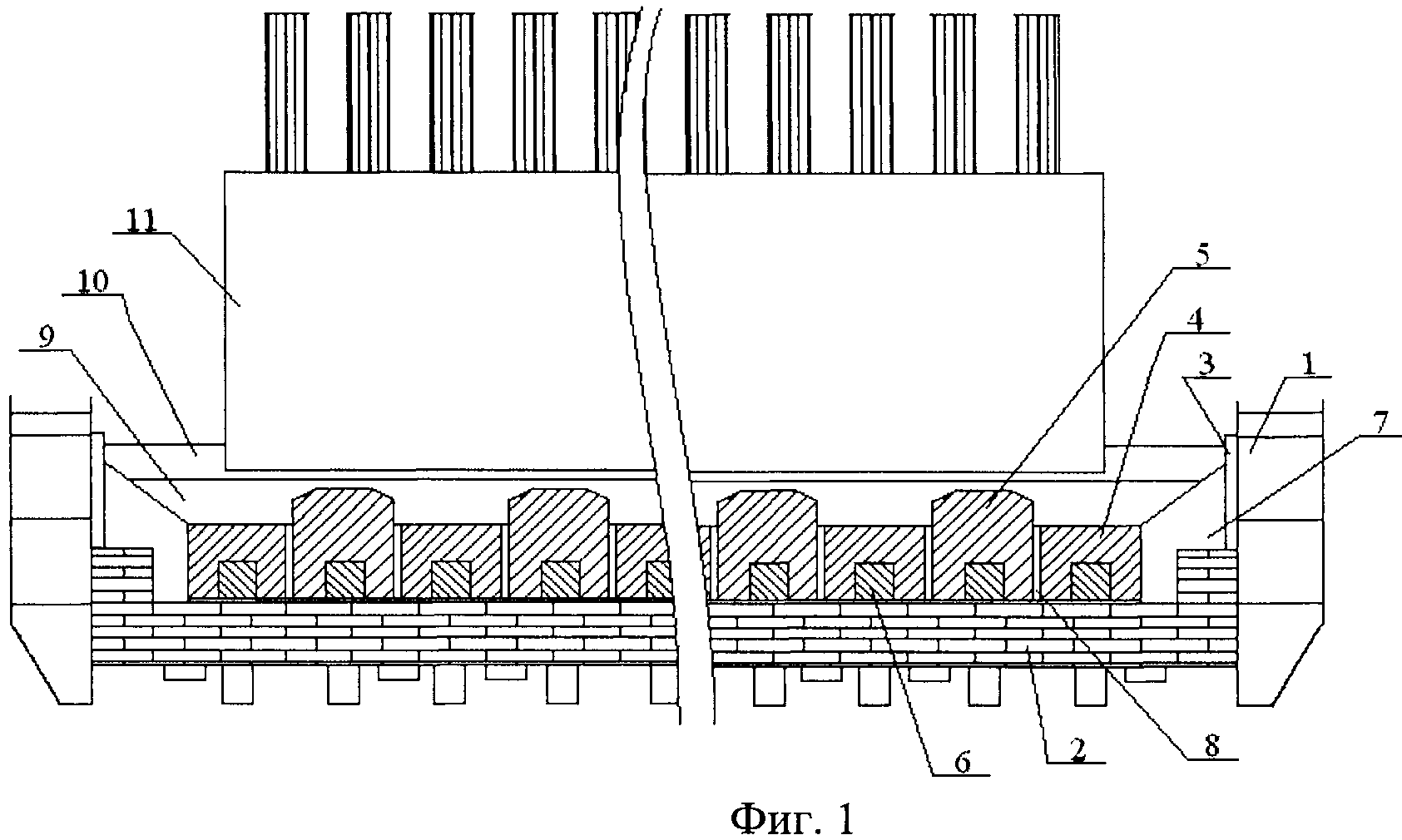
на фиг.1 - продольный разрез алюминиевого электролизера, на подине которого установлены подовые блоки меньшей высоты, чередующиеся с подовыми блоками большей высоты с выступами;
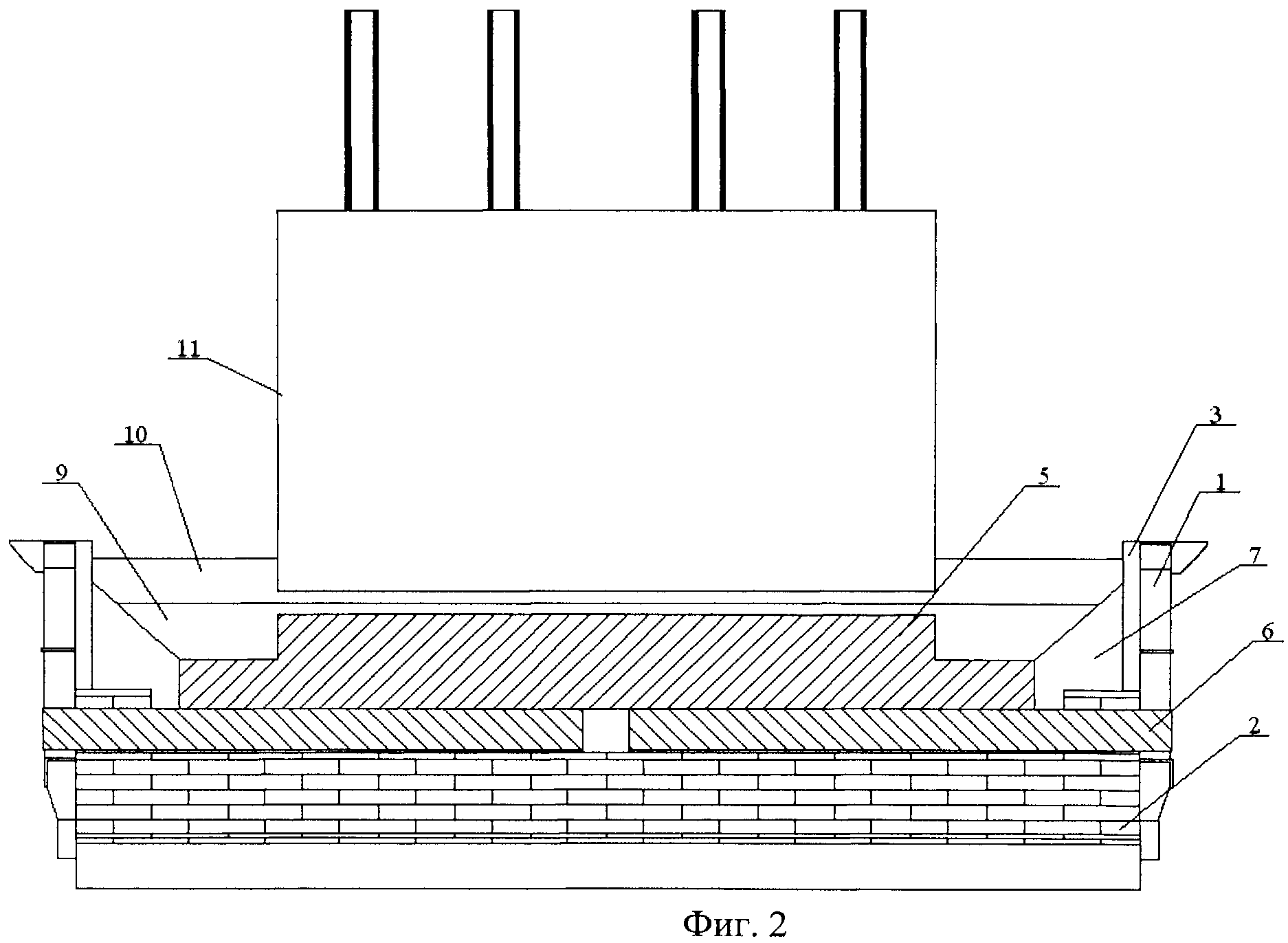
на фиг.2 - поперечный разрез алюминиевого электролизера с фиг.1;
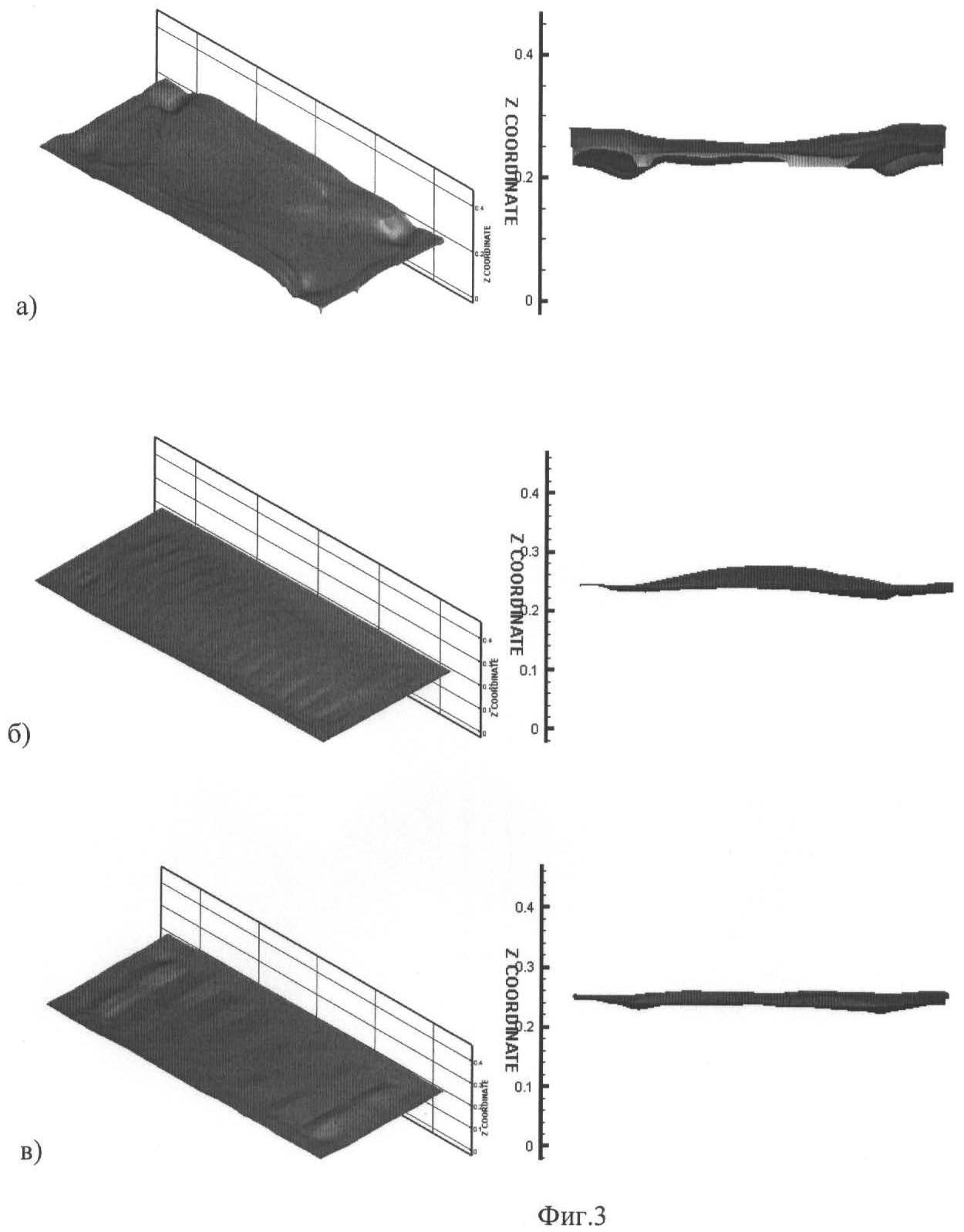
на фиг.3 - результаты расчетов математического моделирования перекоса металла для электролизера С-8БМ а) со стандартной подиной, где все подовые блоки без выступов; б) с рельефной подиной, где все подовые блоки имеют выступы; в) с рельефной подиной, где стандартные подовые блоки без выступов чередуются с подовыми блоками с выступами (фиг.1, 2);
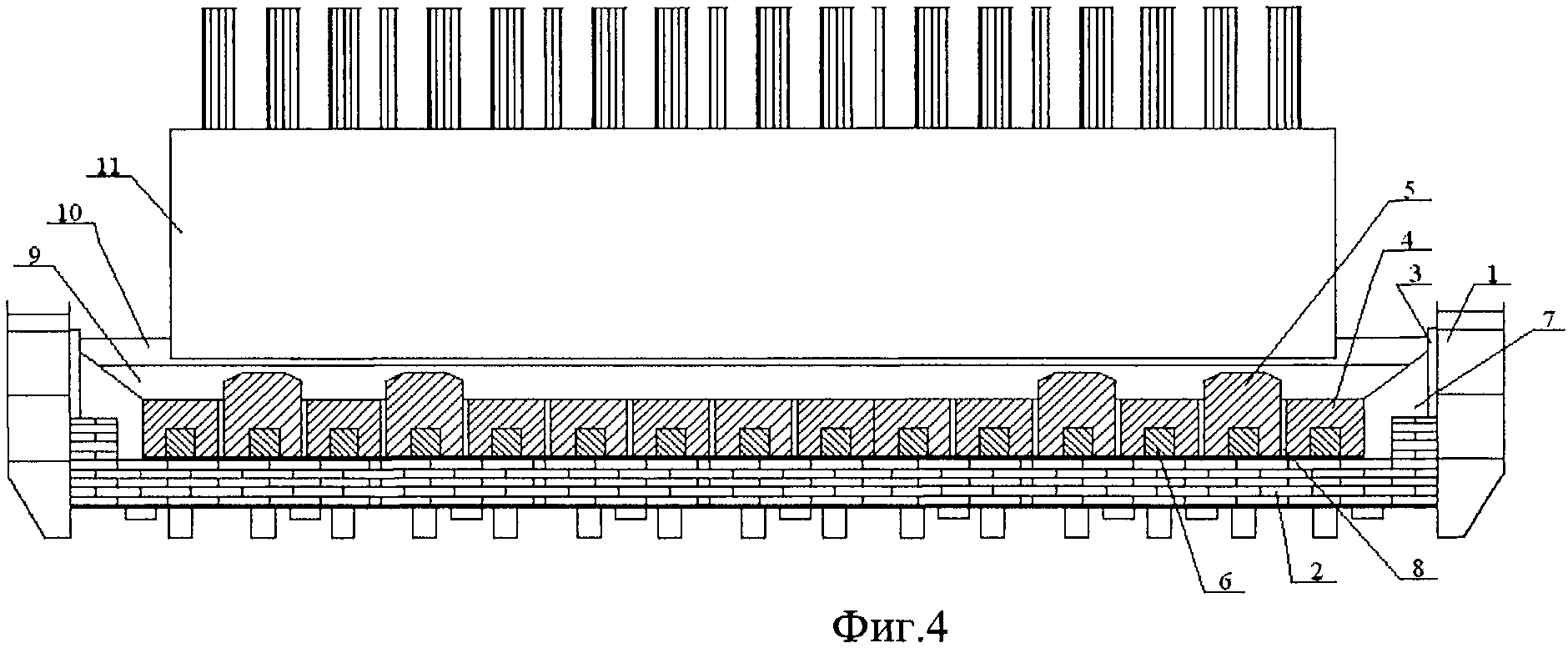
на фиг.4 - продольный разрез алюминиевого электролизера, на подине которого в центре проекции анодного массива установлены подовые блоки меньшей высоты, чем на обоих краях проекции анодного массива;
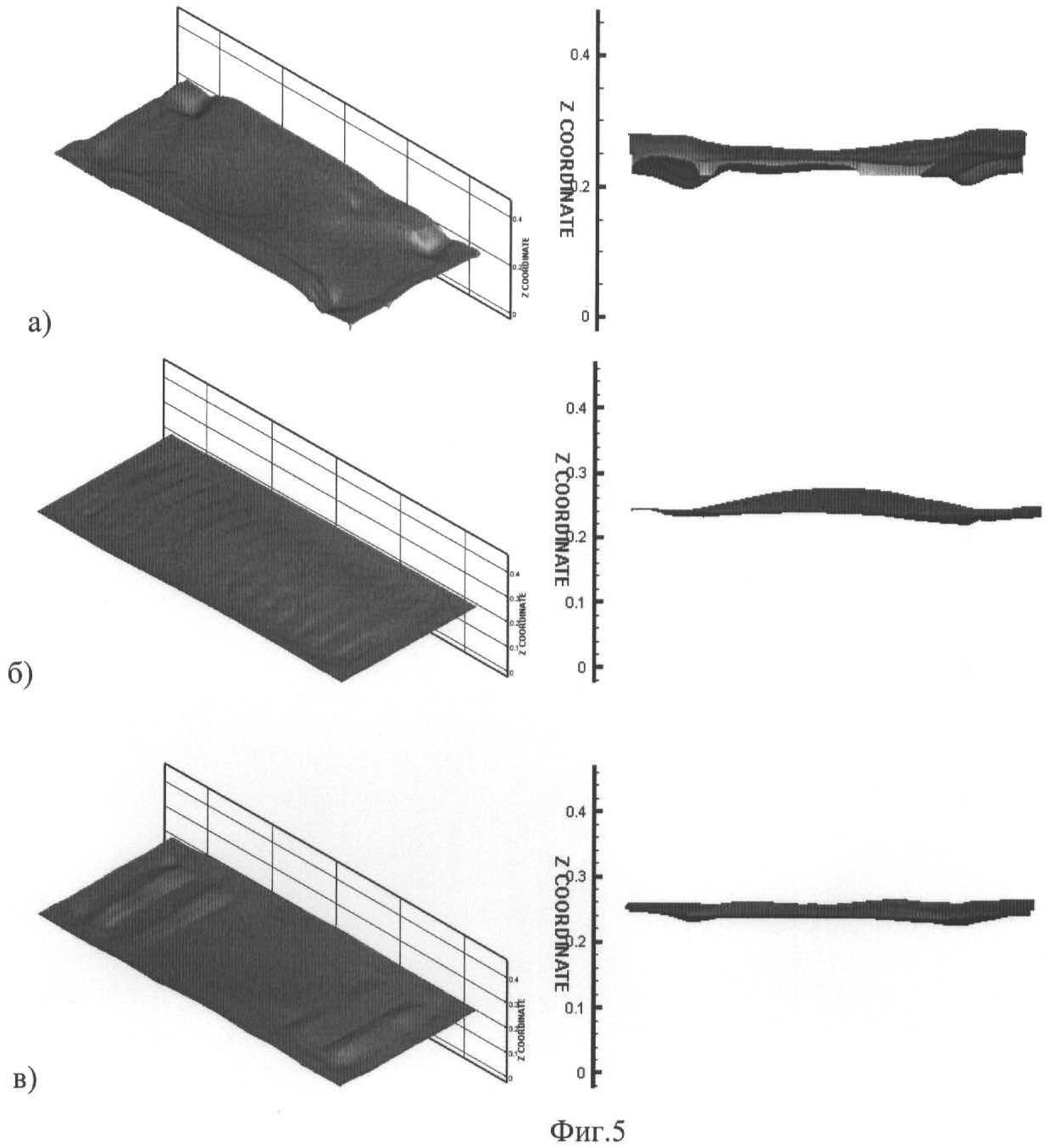
на фиг.5 - результаты расчетов математического моделирования перекоса металла для электролизера С-8БМ а) со стандартной подиной, где все подовые блоки без выступов; б) с рельефной подиной, где все подовые блоки имеют выступы; в) с рельефной подиной (фиг.4).
Катодное устройство алюминиевого электролизера с рельефной подиной включает катодный кожух 1, в который устанавливаются огнеупорные и теплоизоляционные кирпичи 2, бортовые блоки 3, подовые блоки меньшей высоты 4, подовые блоки большей высоты 5. В подовых блоках 4 и 5 расположены катодные стержни 6. Подовые блоки 4 и 5 соединены между собой и с бортовыми блоками 3 углеродистой подовой массой, которой заполнены периферийные 7 и межблочные швы 8. На подовых блоках 4 и 5 расположен металл 9, электролит 10. Анод 11 закреплен над подиной при помощи анододержателей (не показано).
Рельефная подина представляет собой стандартную подину с выступами в верхней части подовых блоков, расположенных вдоль подового блока перпендикулярно расположению электролизера. Подовые блоки 5 большей высоты с выступами чередуются с обычными подовыми блоками 4 меньшей высоты, причем ближние к торцам электролизера подовые блоки являются обычными, без выступов. Ширина нижней части выступа соответствует ширине основной части блока. Высота выступа подового блока 5 составляет 0.1÷0.6 высоты блока 4 меньшего размера или 0.81÷1.2 от проектной высоты зеркала металла в электролизере. Подовый блок 5 с выступом представляет собой моноблок с длиной выступающей части 0.9÷1.1 от ширины анодного массива. Под анодным массивом понимается ширина анода для электролизера Содерберга и общая ширина анодов, включающая расстояние между анодами, для электролизеров с обожженными анодами.
В качестве выступов могут использоваться различного рода кирпичи или вставки из огнеупорного неуглеродного материала, стойкого к физико-химическому воздействию алюминия и электролита.
Пример 1
Рассмотрим работу алюминиевого электролизера с рельефной подиной на примере электролизера С-8БМ, работающего по типу электролизера Содерберга. Ближние к торцам электролизера подовые блоки 4 являются обычными, без выступов. Далее устанавливаются подовые блоки с выступами 5, после чего происходит чередование обычных подовых блоков без выступов и подовых блоков с выступами.
Глинозем, попадая через систему питания в пространство между бортовыми блоками 3 и анодом 11, распространяется по всему криолит-глиноземному расплаву электролизера. Под действием электрического тока, идущего от анода к катоду, глинозем распадается на алюминий и кислород. Алюминий осаждается на катоде. В итоге на подине образуется слой металла 9, выше которого находится слой электролита 10. На слой металла, находящегося в магнитном поле, действует сила Лоренца, вызывая нежелательные возмущения на поверхности металла (перекос металла). При некоторых условиях наблюдается рост этих возмущений, нарушающих технологический процесс. Подовые блоки 5 с выступами являются барьерами, которые снижают скорости циркуляции металла и уменьшают возмущения на поверхности металла (перекос металла). В результате снижения скоростей циркуляции происходит уменьшение тепломассопереноса в слое алюминия, что снижает тепловые потери с поверхности электролизера и позволяет работать с более низким напряжением.
Как следует из полученных данных математического моделирования (фиг.3), использование чередующихся подовых блоков без выступов с блоками, снабженными выступами, позволит уменьшить нежелательный перекос металла и скорости циркуляции металла более чем на 50%. На всех рисунках фиг.3 показан перекос металла в метрах. Нолю на шкале соответствует верх подового блока, эта же отметка является низом металла. Так как в данных расчетах перекоса металла уровень металла принимался 0.25 м, то отметка 0.25 является границей металл - электролит. В случае, когда на металл не действуют никакие силы, его поверхность ровная, без наклонов, впадин и выпуклостей. При работе электролизера на металл действуют электромагнитные силы, вызывая на его поверхности нежелательные возмущения и приводящие к волнообразованию. На фиг.3а показан перекос металла для стандартной подины без выступов, который составляет порядка 0.09 м, что при уровне металла 0.25 м является очень большой величиной. В случае использования всех высоких блоков, как предлагается в прототипе (фиг.3б), перекос металла уменьшается, но все же составляет порядка 0.07 м, к тому же поверхность металла представляет собой «рифленку». А при использовании подовых блоков без выступов, чередующихся с блоками, снабженными выступами, перекос металла составит порядка 0.04 м, к тому же поверхность металла становится более ровной, без резких впадин и выпуклостей.
В данном изобретении используются подовые блоки с выступами со следующими геометрическими параметрами: подовый блок с выступом является моноблоком; ширина выступа аналогична ширине подового блока - это упрощает изготовление подового блока; длина выступа составляет 0.9÷1.1 ширины анодного массива - это упрощает монтаж подового блока и бортовой футеровки; высота выступа составляет 0.1÷0.6 высоты блока меньшего размера - это позволяет снизить скорости циркуляции расплава и уменьшить перекос металла; фаска вдоль выступа позволяет сгладить перекос металла в районе выступа (острый угол является дополнительным сопротивлением, действующим подобно трамплину, поднимая металл).
Применение чередующихся подовых блоков с выступами и без них позволит уменьшить нежелательный перекос металла и скорости циркуляции металла более чем на 50%.
Пример 2
Рассмотрим работу алюминиевого электролизера с рельефной подиной, в котором в центре проекции анодного массива установлены подовые блоки 4 меньшей высоты, чем на обоих краях проекции анодного массива, на примере электролизера С-8БМ, работающего по типу электролизера Содерберга (фиг.4). Ближние к торцам электролизера подовые блоки 4 являются меньшей высоты, без выступов. Подовые блоки 5 большей высоты с выступами устанавливается по два блока на обоих краях проекции анодного массива.
Как следует из полученных данных математического моделирования (фиг.5), использование чередующихся подовых блоков без выступов с блоками, снабженными выступами, которые устанавливается по два на обеих проекциях анодного массива, позволит уменьшить нежелательный перекос металла и скорости циркуляции металла более чем на 45%. На всех рисунках фиг.5 показан перекос металла в метрах. Нолю на шкале соответствует верх подового блока, эта же отметка является низом металла. Так как в данных расчетах перекоса металла уровень металла принимался 0.25 м, то отметка 0.25 является границей металл - электролит. В случае, когда на металл не действуют никакие силы, его поверхность ровная, без наклонов, впадин и выпуклостей. При работе электролизера на металл действуют электромагнитные силы, вызывая на его поверхности нежелательные возмущения и приводящие к волнообразованию. На фиг.3а показан перекос металла для стандартной подины без выступов, который составляет порядка 0.09 м, что при уровне металла 0.25 м является очень большой величиной. В случае использования всех высоких блоков, как предлагается в прототипе (фиг.3б), перекос металла уменьшается, но все же составляет порядка 0.07 м, к тому же поверхность металла представляет собой «рифленку». А при использовании подовых блоков без выступов, чередующихся с блоками, снабженными выступами, которые устанавливается по два на обеих проекциях анодного массива, перекос металла составит порядка 0.05 м, к тому же поверхность металла становится более ровной, без резких впадин и выпуклостей.
В данном изобретении используются подовые блоки с выступами со следующими геометрическими параметрами: подовый блок с выступом является моноблоком; ширина выступа аналогична ширине подового блока - это упрощает изготовление подового блока; длина выступа составляет 0.9÷1.1 ширины анодного массива - это упрощает монтаж подового блока и бортовой футеровки; высота выступа составляет 0.1÷0.6 высоты блока меньшего размера - это позволяет снизить скорости циркуляции расплава и уменьшить перекос металла; фаска вдоль выступа позволяет сгладить перекос металла в районе выступа (острый угол является дополнительным сопротивлением, действующим подобно трамплину, поднимая металл).
Кристаллизатор для литья алюминиевых слитков
Литейный алюминиево-кремниевый сплав
Термостойкий сплав на основе алюминия
Электрод алюминиевого электролизера (варианты)
Способ литья алюминиевых плоских слитков
Способ получения восстановителя для производства технического кремния
Способ формирования футеровочных слоев в катодном кожухе алюминиевых электролизеров и устройство для его осуществления
Устройство для сбора и удаления газов в алюминиевом электролизере
Способ получения длинномерных цилиндрических стержней из материалов на основе ti-al-c
Способ вакуумной обработки алюминия и алюминиевых сплавов
Устройство для компенсации магнитного поля, наведенного соседним рядом последовательно соединенных электролизеров большой мощности
Способ обжига подины алюминиевого электролизера с обожженными анодами
Устройство для сбора и удаления газов из алюминиевого электролизера
Катодное устройство электролизера для получения алюминия
Катодный кожух алюминиевого электролизера
Способ переработки угольной пены электролитического производства алюминия
Катодное устройство алюминиевого электролизера
Способ нанесения смачиваемого покрытия подины алюминиевого электролизера
Катодное устройство электролизера для производства алюминия
Способ футеровки катодного устройства алюминиевого электролизера

