Результат интеллектуальной деятельности: СПОСОБ ФРЕЗЕРОВАНИЯ НА СТАНКАХ С ЧПУ МОДЕЛЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области обработки металлов резанием и может быть использовано в машиностроении, а именно в авиадвигателестроении, при обработке профиля пера рабочих лопаток газотурбинных двигателей.
При изготовлении предъявляются повышенные требования к точности изготовления (~0,02÷0,05 мм), существенно превышающие требования к конструкциям в составе серийных изделий. Основную сложность представляет изготовление аэродинамических поверхностей оперений лопаток вентиляторов, имеющих малые относительные толщины при выраженном осевом габарите (200÷300 мм). Толщина профиля в концевом сечении может достигать 0,6÷0,8 мм при длине хорды ~40 мм. Материал лопатки - сталь. По техническому заданию шероховатость поверхностей должна быть получена при фрезеровании не ниже Ra (0,65÷0,8), не допускается ручная слесарная доработка изделия с целью выглаживания поверхности. При чистовой обработке с высокими оборотами шпинделя, которые позволяют получить требуемую шероховатость поверхностей, и при таких толщинах возникают высоко амплитудные колебания заготовки, которые приводят к браку изделия из-за многочисленных рисок и углублений на поверхности. При фрезеровании стальных лопаток требуется приложить значительную нормальную силу резания, которая при фрезеровании отжимает деталь от инструмента. При малых относительных толщинах, характерных для моделей лопаток вентиляторов, величина отжима может существенно превышать точность обработки, что приведет к недоработке припуска в зонах с малой жесткостью и соответственно больших прогибов. Сила резания также определяется положением фрезы относительно обрабатываемой поверхности и направлением движения фрезы, величинами технологических параметров обработки (подача на зуб, глубина фрезерования, ширина фрезерования), определяющих усилия резания и одновременно производительность обработки, величиной припуска на обработку и шага между строчками. При обработке лопаток выбор стратегии обработки и технологических параметров диктуется требованиями к точности изготовления.
Известен способ обработки нежестких деталей (авторское свидетельство SU 1400798, МПК4 В23С 3/00, 1986 г.), преимущественно лопаток газотурбинных двигателей, концевой фрезой, при котором определяют величину снимаемого припуска, ведут обработку за один проход и перемещают фрезу вдоль обрабатываемой поверхности эквидистантно ей. Обработку ведут периферийной частью концевой фрезы. После обработки первой детали определяют погрешность ее изготовления, замеряют величину отжима детали на ширине обработки и корректируют положение фрезы и детали относительно друг друга с учетом величины этого отжима.
Также известен способ обработки нежестких деталей (авторское свидетельство SU 1502230, МПК4 В23С 3/00, 1987 г.), преимущественно лопаток газотурбинных двигателей, концевой фрезой, при котором определяют величину снимаемого припуска, ведут чистовую обработку за один проход и перемещают фрезу вдоль обрабатываемой поверхности эквидистантно ей. Обработку ведут периферийной частью концевой фрезы.
После обработки первой детали определяют погрешность изготовления, замеряют величину отжима детали и фрезы и путем изменения упругих характеристик фрезы уравнивают величины упругих отжимов фрезы и детали, затем при обработке остальных деталей глубину резания увеличивают на указанную величину отжатия.
Наиболее близким к предлагаемому техническому решению является изобретение «Способ обработки лопаток газотурбинных двигателей» по патенту РФ №2419520 С1, МПК В23С 3/18, 2009 г. В данном изобретении определяют величину снимаемого припуска, ведут обработку за один проход концевой торовой фрезой, которую перемещают эквидистантно обрабатываемой поверхности. Для обеспечения плавного перехода от пера лопатки к замку фрезу относительно обрабатываемой поверхности перемещают по спирали. В таком способе необработанная часть детали выполняет роль люнета, что теоретически исключает отжим фрезы и детали, корректировка положения детали и фрезы относительно друг друга проводится после обработки первой детали.
В нашем случае при изготовлении аэродинамических поверхностей лопаток роторов газотурбинных двигателей, имеющих малые относительные толщины при выраженном осевом габарите (200÷300 мм), данный способ является неприемлемым. Основным недостатком вышеуказанного способа являются вибрации при обработке деталей с малой относительной толщиной, которые приводят к неконтролируемому отжиму детали и, как следствие, к браку.
Задачей и техническим результатом является изготовление аэродинамических поверхностей лопаток газотурбинных двигателей, имеющих малые относительные толщины при выраженном осевом габарите, по своим параметрам отвечающих всем требованиям технического задания, и максимально возможное сокращение сроков их изготовления.
Решение задачи и технический результат достигаются тем, что в способе фрезерования на станках с ЧПУ лопаток роторов газотурбинного двигателя, имеющих малую толщину и осевые габариты 200-300 мм, включающем определение величины снимаемого припуска и использование концевой торовой фрезы, которую перемещают эквидистантно обрабатываемой поверхности, осуществляют чистовую обработку одной стороны лопатки, после чего присоединяют к обрабатываемой лопатке поддерживающий ложемент со стороны обработанной поверхности для увеличения жесткости лопатки с получением собранного изделия, осуществляют его чистовую обработку и затем производят отсоединение ложемента от обработанной лопатки, при этом используют ложемент, изготовленный из легких сплавов, толщину которого выбирают из условия исключения деформации лопатки от усилия резания и рассчитывают в каждом сечении ложемента с учетом коэффициента запаса прочности.
Присоединение поддерживающего ложемента к обрабатываемой лопатке осуществляют посредством термопластичного клея, при этом клеем смазывают ложемент, разогревают клеевую массу до температуры перехода ее в жидкое состояние и, присоединив ложемент к лопатке, оставляют до полного застывания клеевой массы.
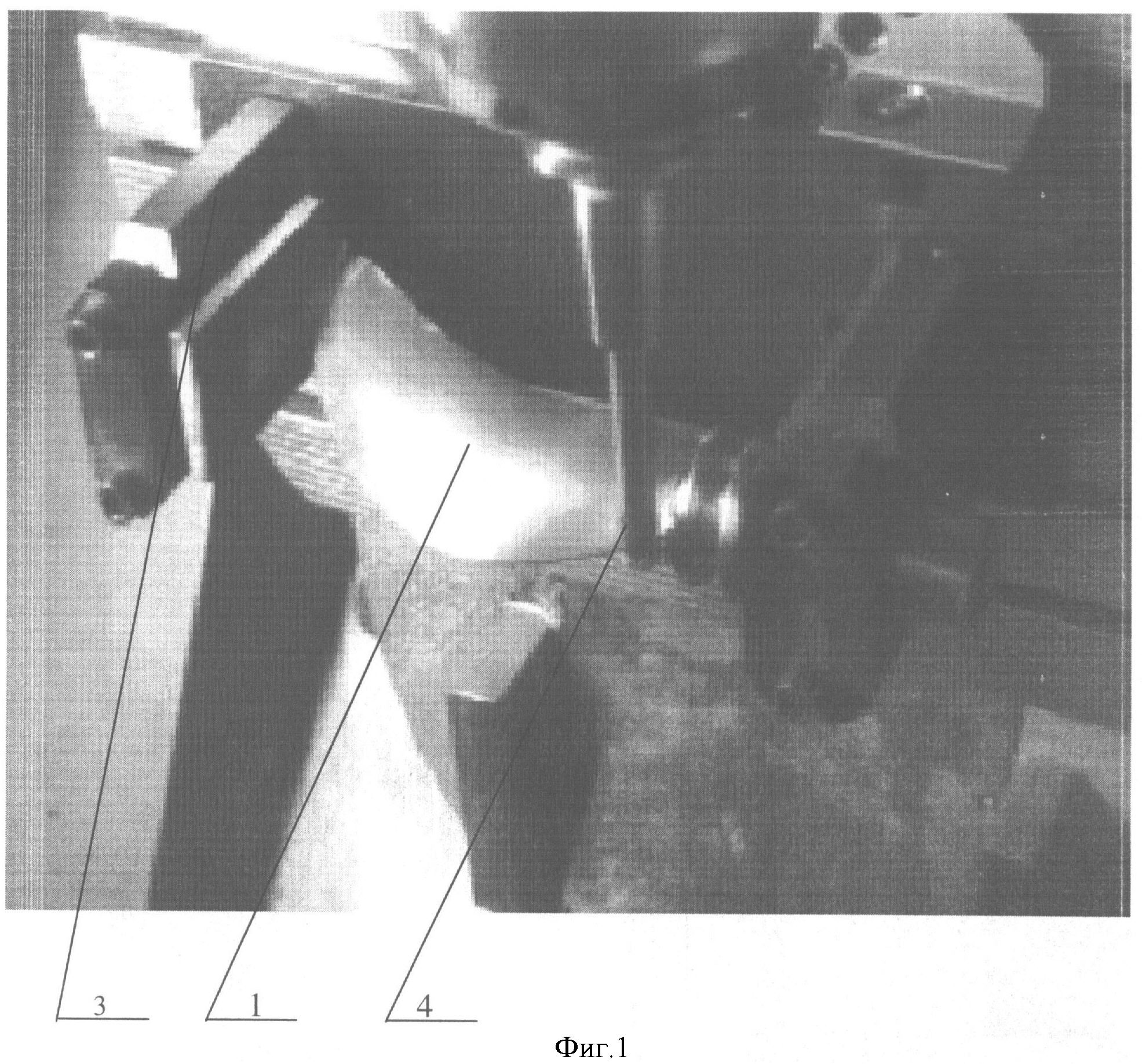
На фиг.1 представлена обрабатываемая лопатка в специальном приспособлении для обработки, установленном на фрезерном станке с ЧПУ, и торовая фреза, которой производится обработка.
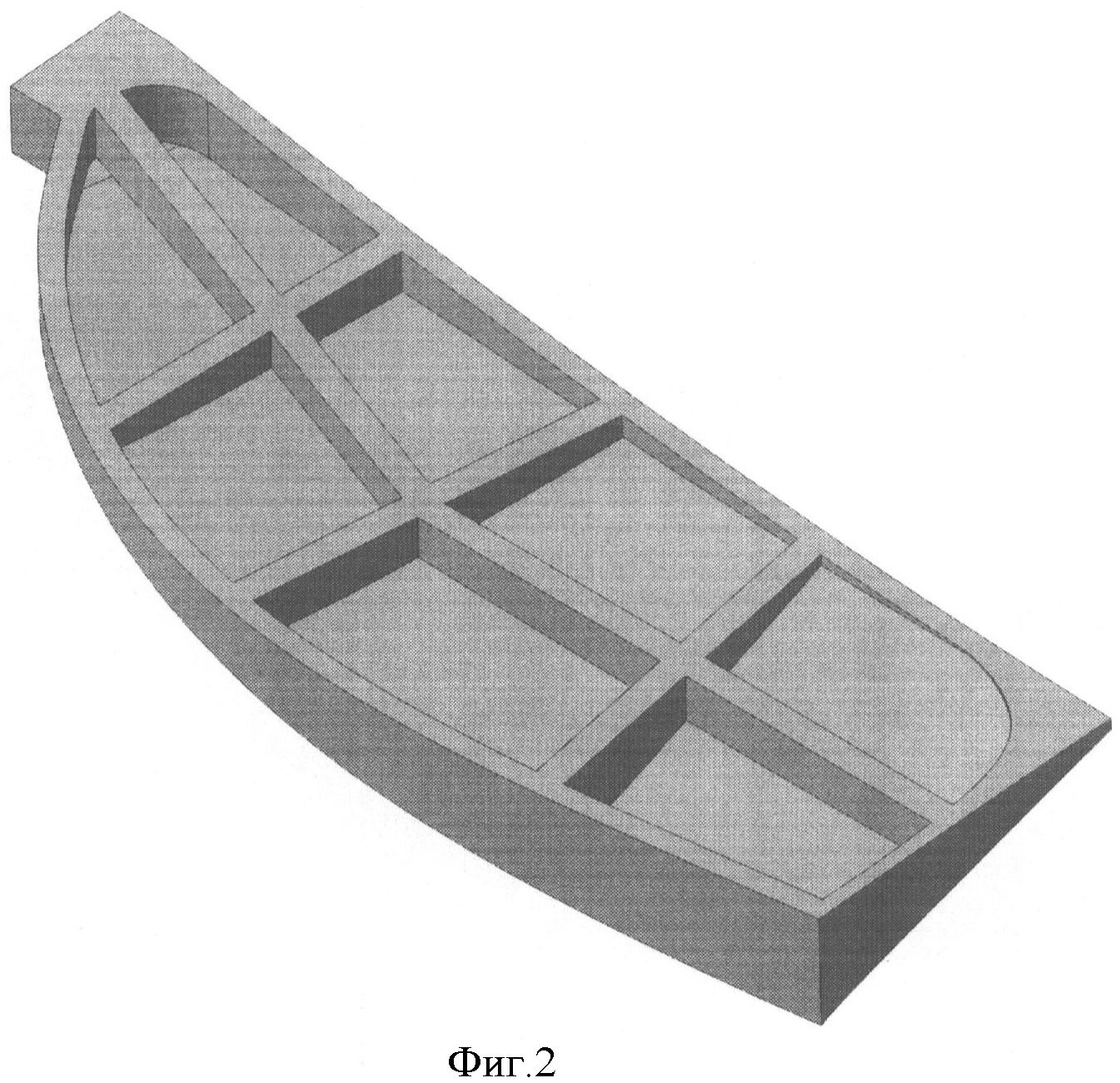
На фиг.2 представлена созданная математическая модель ложемента с облегчающими выборками на тыльной стороне.
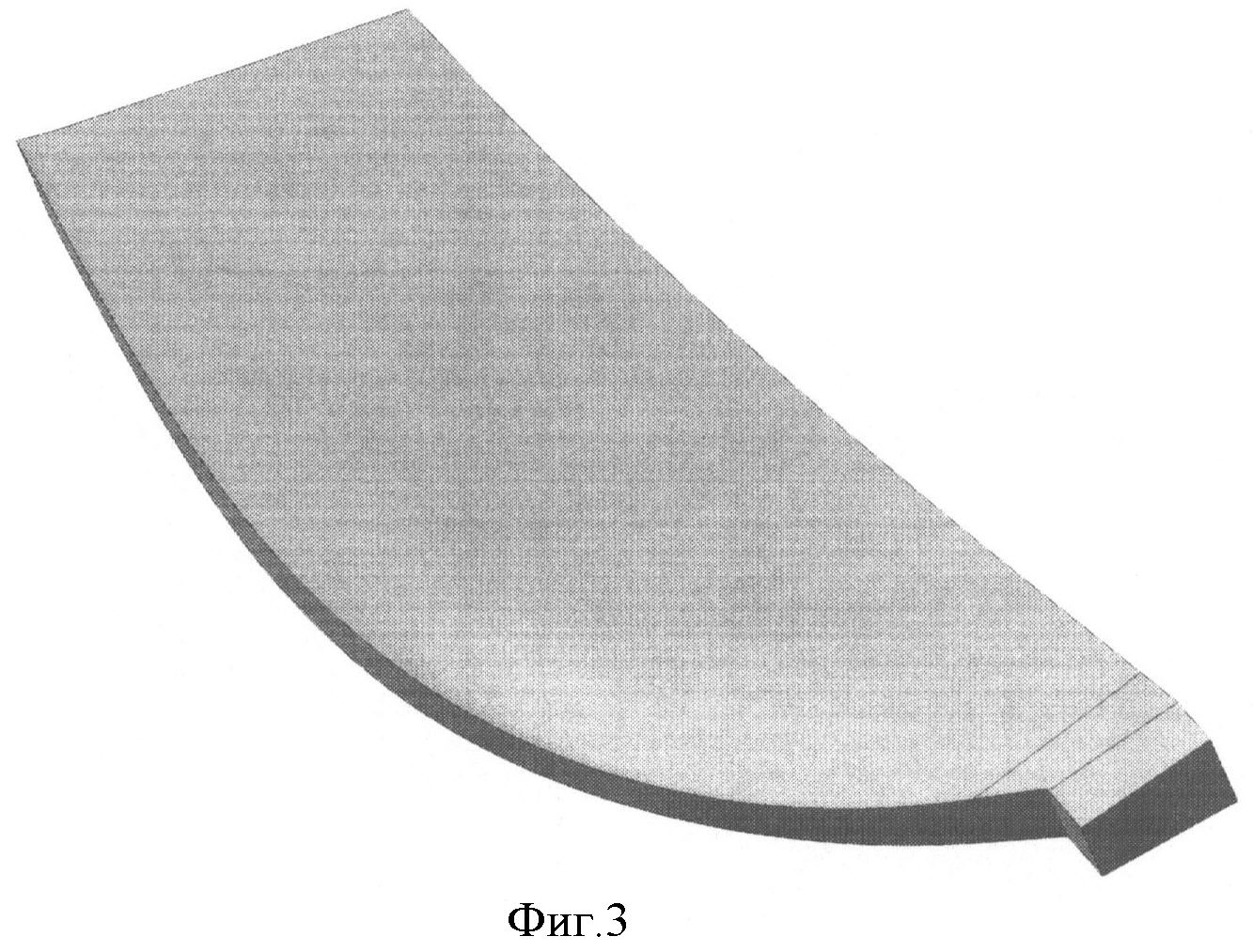
На фиг.3 представлена математическая модель ложемента с лицевой стороны.
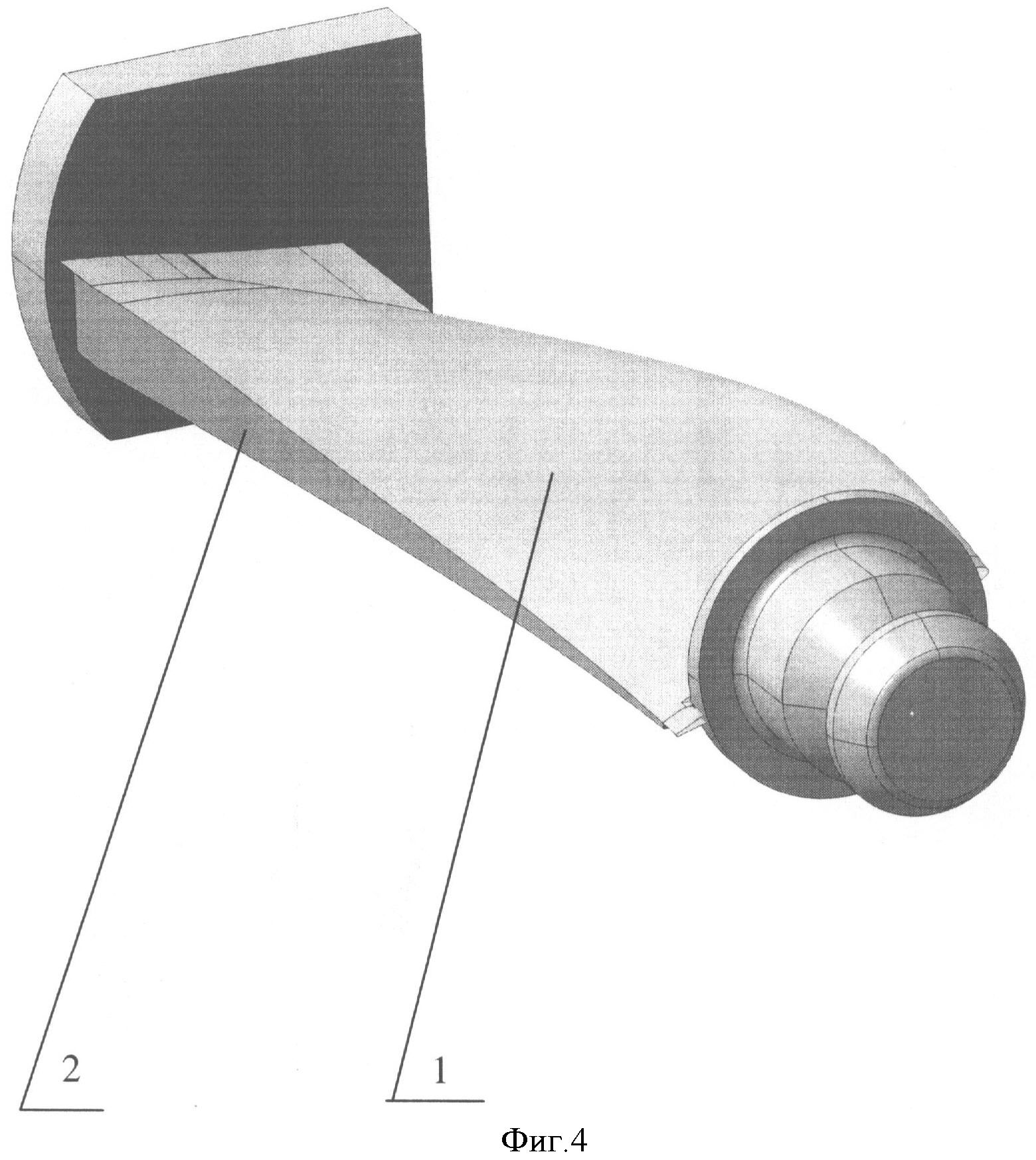
На фиг.4 представлена математическая модель ложемента, наложенная на лопатку.
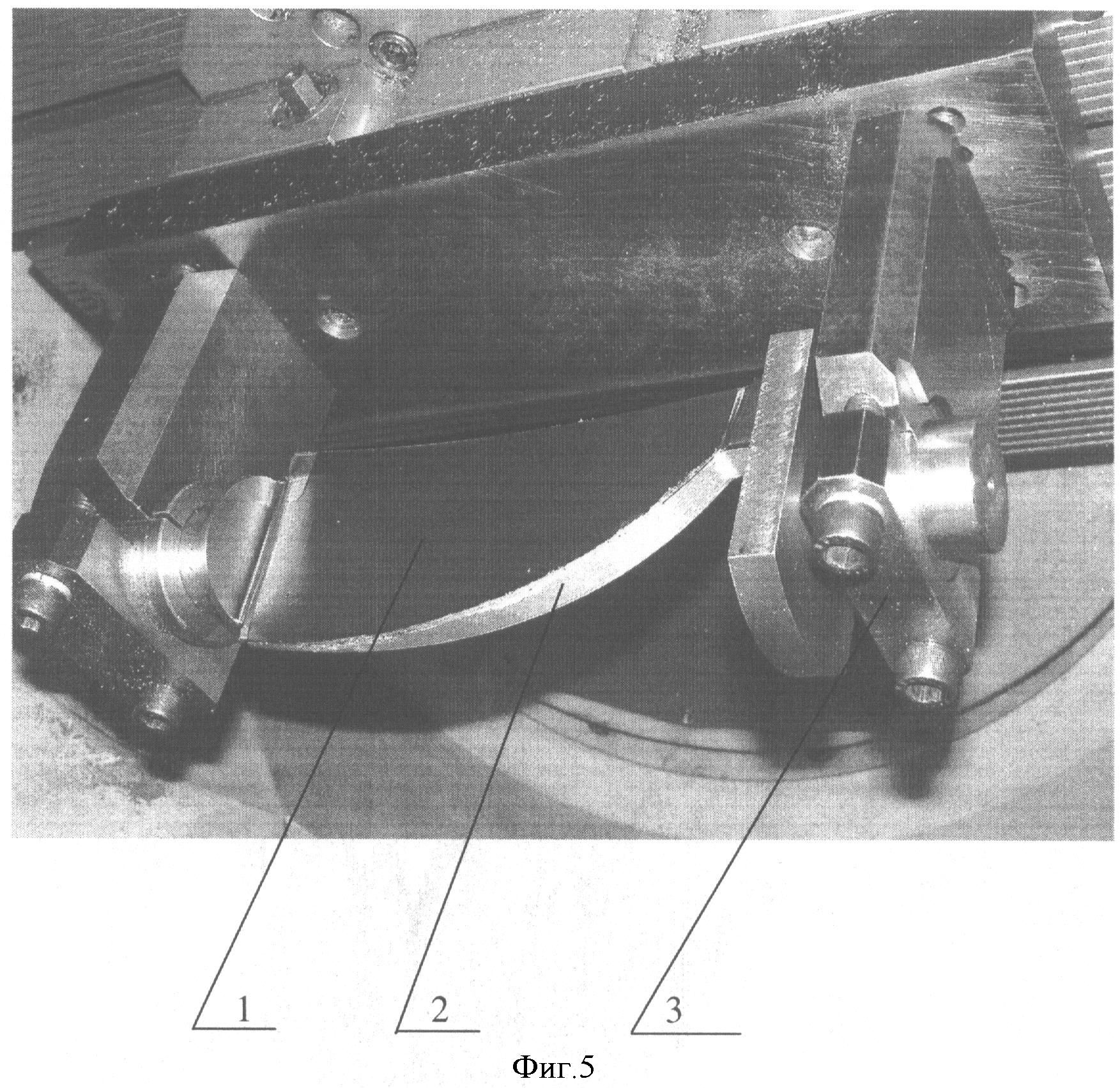
На фиг.5 представлены ложемент и лопатка в сборе в специальном приспособлении для обработки.
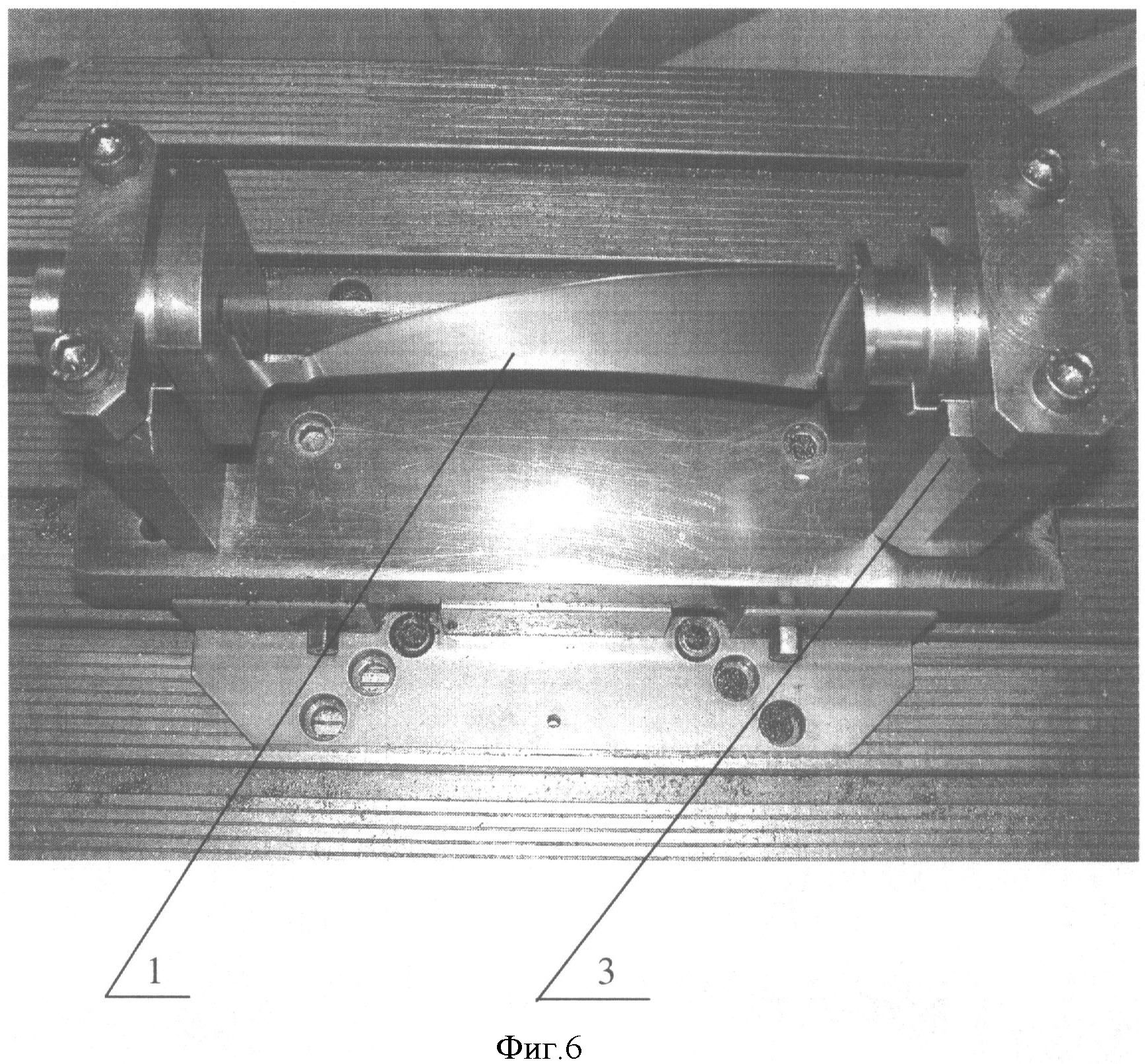
На фиг.6 представлена обработанная лопатка в специальном приспособлении для обработки.
При изготовлении аэродинамических поверхностей лопаток роторов газотурбинных двигателей, имеющих малые относительные толщины при выраженном осевом габарите (200÷300 мм), при высокоскоростной обработке на станках с ЧПУ торовой фрезой диаметром 20-30 мм появляются вибрации, которые приводят к неконтролируемому отжиму детали и, как следствие, к браку. Торовая фреза применяется как для черновой, так и чистовой обработки поверхностей двойной кривизны, которой являются аэродинамические поверхности лопаток роторов газотурбинных двигателей.
Поскольку после чистовой обработки одной стороны возникла необходимость увеличения жесткости лопатки, то для увеличения ее жесткости выполняют присоединение поддерживающего ложемента:
- математическую модель поддерживающего ложемента создают на основе математических моделей обработанной поверхности лопатки газотурбинных двигателей;
- математическая модель ложемента имеет толщину, достаточную для исключения недопустимых деформаций лопатки от усилий резания;
- достаточная толщина ложемента в каждом сечении рассчитывается из условия применения коэффициента запаса прочности (4÷5), рекомендуемого в справочной литературе;
- ложемент изготавливают на станке с ЧПУ из легких сплавов по математической модели;
ложемент соединяют с обрабатываемой лопаткой при помощи термопластичного клея, при этом:
- термопластичный клей выбирают из условия его перехода в жидкое состояние при температуре не выше 120°С, при этих условиях при нагреве возможность коробления лопатки практически отсутствует;
- ложемент смазывают термопластичным клеем;
- при помощи промышленного фена разогревают клеевую массу до жидкого состояния при температуре не выше 120°С;
- ложемент присоединяют к заготовке лопатки со стороны обработанной поверхности, не вынимая лопатку из приспособления, фиксируют струбцинами, оставляют в сборе до полного застывания;
- собранное изделие обрабатывают в приспособление (проводят чистовую обработку поверхности).
На фиг.1 представлен процесс чистовой обработки одной из сторон лопатки (1) в специальном приспособлении для обработки (3) торовой фрезой (4), к обработанной стороне термопластичным клеем будет приклеен ложемент (2).
Изготовленный на станке с ЧПУ из легких сплавов ложемент имеет облегчающие выборки (карманы) с тыльной стороны (фиг 2). Сторона ложемента, соприкасающаяся с поверхностью лопатки, имеет минимально возможную после фрезерной обработки шероховатость поверхности для лучшего контакта с поверхностью лопатки (фиг.3), математическая модель ложемента (2) и лопатки (1) в сборе представлена на фиг.4.
Для обеспечения соединения ложемента и лопатки ложемент (2) смазывают термопластичным клеем, разогревают до температуры не выше 120°С при помощи промышленного фена, клеевая масса переходит в жидкое состояние. Присоединив ложемент к заготовке лопатки (1) с обработанной стороны, фиксируют струбцинами, оставляют в сборе до полного застывания. На фиг.5 представлены ложемент 2 и лопатка 3 в сборе в специальном приспособлении 3 для проведения чистовой обработки поверхности.
Проведенные исследования показали, что при вышеописанном способе обработки производительность вырастает в 3,5-4 раза, и геометрические параметры лопатки находятся в пределах установленных допусков на изготовление данной детали. Затем обработанное изделие разогревают со стороны лопатки и отсоединяют ложемент от лопатки, при этом практически вся клеевая масса остается на ложементе. Обработанная лопатка (1) в приспособлении (3) представлена на фиг.6. После небольшой финишной доработки получается готовое изделие.
Динамически подобная аэродинамическая модель несущей поверхности летательного аппарата
Регулятор давления воздуха в форкамере аэродинамической трубы с форсированным выходом на заданный режим
Аэроупругая модель
Регулятор давления воздуха в форкамере аэродинамической трубы
Аэродинамический профиль крыла
Многоканальный преобразователь приращения сопротивления резистивных датчиков в напряжение
Вибровозбудитель колебаний механических конструкций
Способ подготовки газа для исследований в гиперзвуковой аэродинамической трубе и устройство для его осуществления (варианты)
Устройство защиты полых изделий от превышения заданной величины внутреннего избыточного давления газа
Пятикомпонентные тензовесы
Регулятор давления воздуха в форкамере аэродинамической трубы с форсированным выходом на заданный режим
Аэроупругая модель
Регулятор давления воздуха в форкамере аэродинамической трубы
Аэродинамический профиль крыла
Многоканальный преобразователь приращения сопротивления резистивных датчиков в напряжение
Вибровозбудитель колебаний механических конструкций
Способ подготовки газа для исследований в гиперзвуковой аэродинамической трубе и устройство для его осуществления (варианты)
Устройство защиты полых изделий от превышения заданной величины внутреннего избыточного давления газа
Пятикомпонентные тензовесы
Способ измерения скорости движения объекта

