Результат интеллектуальной деятельности: ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ РАЗЛИВКИ СТАЛИ С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА
Вид РИД
Изобретение
Изобретение относится к металлургии и может быть использовано при непрерывной разливке металла на машине непрерывного литья заготовок с подогревом металла в промежуточном ковше.
Известен промежуточный ковш многоручьевой машины непрерывного литья заготовок прямоугольного сечения, емкость которого разделена вертикальными перегородками на раздаточные секции со сливными отверстиями и приемную секцию, в котором емкость ковша разделена вертикальными перегородками по меньшей мере на три раздаточные секции, при этом вертикальные перегородки расположены между сливными отверстиями у одной из продольных стенок ковша и выполнены шириной, равной 0,5-0,8 ширины торцевой стенки ковша [патент РФ №2000165].
Недостатком этого промежуточного ковша является невозможность использовать для плазменного нагрева металла на установках непрерывного литья заготовок.
Известен промежуточный ковш для непрерывной разливки металла, включающий приемную и разливочную камеры, разделенные перегородкой, в которой выполнены верхний, средний и нижние ряды переливных каналов, приемник гаситель струи заливаемого из защитной трубы металла, установленный на днище ковша и выполненный в виде стакана с заплечиками, в котором переливные каналы в перегородке выполнены конусными, причем каналы нижнего и среднего рядов переливных каналов направлены сужением в сторону разливочной камеры, а переливные каналы верхнего ряда - сужением в сторону приемной камеры, в теле перегородки выполнен газоотводящий канал с горизонтальным щелевидным соплом, выходящим в разливочную емкость [патент РФ №2185261].
Недостатком известного промежуточного ковша является то, что он не может быть использован для плазменного нагрева металла на установках непрерывного литья заготовок.
Наиболее близким техническим решением к предлагаемому изобретению является промежуточный ковш для разливки стали с камерами для плазменного подогрева жидкого металла, содержащий две камеры для плазменного подогрева металла, расположенные между приемным и разливочными отсеками, разделенные перегородками с переливными каналами и крышку камеры нагрева, в котором внутренние стены промежуточного ковша и перегородки сформированы из огнеупорного материала, а вставка из огнеупорного материала оборудована внешней стенкой, которая дополняет по форме верхнюю часть внутренних стенок промежуточного ковша и внутреннюю стенку, обрамляющую пространство, которое постепенно расширяется по мере приближения к днищу ковша, имеет форму усеченного конуса, причем данная вставка должна предусматривать возможность размещения в вышеуказанном пространстве нижней части горелки для нагрева жидкого металла при помощи плазмы, с наличием верхнего и нижнего отверстий в самой вставке [патент US №6110416].
Недостатком этого известного промежуточного ковша является низкая скорость перемешивания металла в камере подогрева и как следствие неудовлетворительное распределение температуры металла в объеме камеры подогрева.
Задача настоящего изобретения заключается в том, чтобы определить конструктивные особенности ковша, позволяющие обеспечить наиболее эффективные условия поступления металла в зону плазменной дуги для обеспечения равномерного распределения температуры в объемах металла камеры нагрева.
Задача решается следующим образом. В известном промежуточном ковше для разливки стали с камерами для плазменного подогрева жидкого металла, содержащем две камеры для плазменного подогрева металла, расположенные между приемным и разливочными отсеками, разделенные перегородками с переливными каналами, и крышку камеры нагрева, согласно изобретению переливные каналы в перегородке камеры подогрева и приемного отсека выполнены конусными, причем каналы, расположенные ниже номинального уровня металла в ковше, направлены под углом к горизонтальной плоскости вверх и сужением в сторону камеры подогрева, а перегородка камеры подогрева и разливочного отсека дополнительно содержит хотя бы одно отверстие для перепуска газа, выполненное выше номинального уровня металла.
Согласно изобретению в перегородке переливные каналы могут быть выполнены в два и более рядов.
Согласно изобретению угол наклона переливных каналов каждого последующего ряда меньше предыдущего на 5-15°.
Согласно изобретению в крышке разливочного отсека может быть выполнено отверстие для ввода стопорного устройства.
Признаки, отличающие заявленный промежуточный ковш от прототипа, не выявлены в известных конструкциях, и, следовательно, заявленное решение имеет изобретательский уровень.
При создании настоящего изобретения исходили из положения необходимости повысить эффективность нагрева путем целенаправленной подачи потоков металла в зону высокотемпературной плазмы, увеличить скорость перемешивания металла в камере подогрева и, как следствие, обеспечить более равномерное распределение температуры металла в объеме камеры подогрева.
Переливные каналы существенно влияют на тепло- и массообменные процессы в промежуточном ковше. В условиях плазменного нагрева металла необходимо разработать конструкцию переливных каналов, обеспечивающую целенаправленную подачу потоков металла в зону высокотемпературной плазмы, где происходит наиболее интенсивный нагрев металла. Предлагаемое изобретение обеспечивает равномерное распределение температуры металла в камере нагрева промежуточного ковша и в конечном итоге улучшает качество литой заготовки.
Ожидаемый технический результат - повышение эффективности нагрева металла плазмой, более равномерное распределение температуры металла в камере нагрева и повышение качества металлопродукции.
Технический результат от использования предложенного промежуточного ковша с камерами для плазменного подогрева жидкого металла достигается за счет того, что переливные каналы в перегородке камеры подогрева и приемного отсека выполнены определенной формы, направленности и месторасположения, а перегородка камеры подогрева и разливочного отсека дополнительно содержит хотя бы одно отверстие для перепуска газа, выполненное выше номинального уровня металла. Это обеспечивает интенсивный массо- и теплообмен и равномерное распределение температуры металла в камере нагрева и разливочном отсеке промежуточного ковша, что приводит к повышению качества непрерывно-литой заготовки.
Сущность предложенной конструкции заключается в том, что переливные каналы в перегородке камеры подогрева и приемного отсека выполнены конусными, причем каналы, расположенные ниже номинального уровня металла в ковше, направлены под углом к горизонтальной плоскости вверх и сужением в сторону камеры подогрева. Поступление металла через канал конусной формы сужением в сторону камеры подогрева обеспечивает ускорение струи метала на выходе из переливного канала, а угол наклона канала обеспечивает целенаправленную подачу потоков металла в зону высокотемпературной плазмы. Наличие в перегородке камеры подогрева и разливочного отсека выше номинального уровня металла отверстия для перепуска рабочего газа позволяет использовать тепло инертного газа для компенсации теплопотерь в разливочном отсеке.
Каналы, расположенные в перегородке приемного отсека и камеры подогрева, могут быть выполнены в два и более ряда для организации интенсивной подачи металла в камеру нагрева.
Угол наклона каждого последующего ряда переливных каналов может быть выполнен меньше предыдущего на 5-15° для направления потоков металла в определенную область камеры нагрева, где расположена зона высокотемпературной плазмы.
Чем ближе к номинальному уровню металла в ковше находится переливной канал, тем меньше угол его наклона. Расположение переливных каналов предопределяет разницу в 5-15° для соседних рядов каналов, обеспечивающую попадание всех потоков металла в зону высокотемпературной плазмы.
В случае отсечки металла в кристаллизатор стопорным устройством, крышка разливочного отсека выполняется с отверстием для его ввода.
Таким образом, признаки предложенного промежуточного ковша отличаются от признаков известной конструкции, принятой в качестве прототипа, и позволяют достигнуть нового положительного эффекта. Следовательно, предложенный промежуточный ковш отвечает критерию изобретения «Новизна».
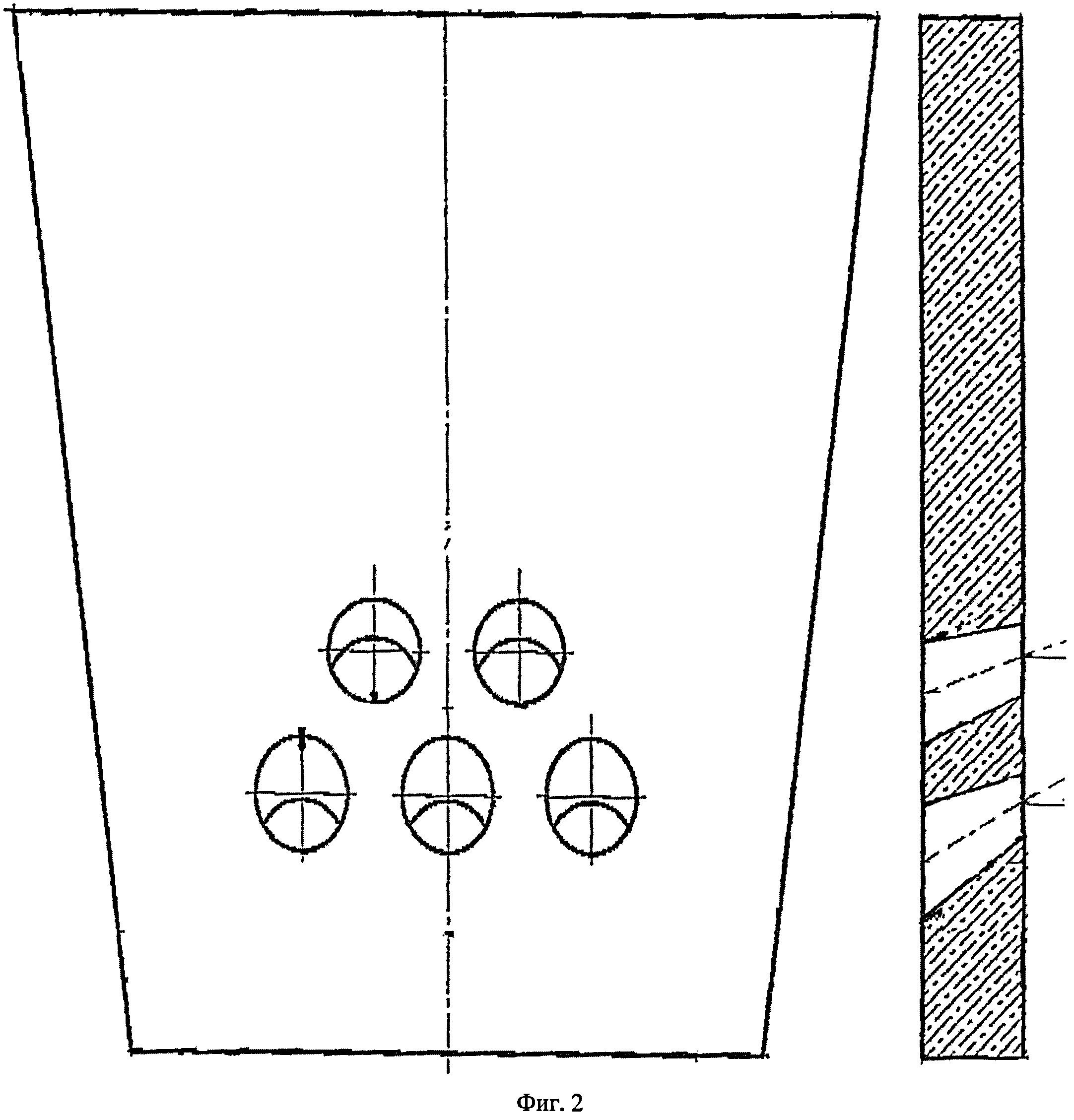
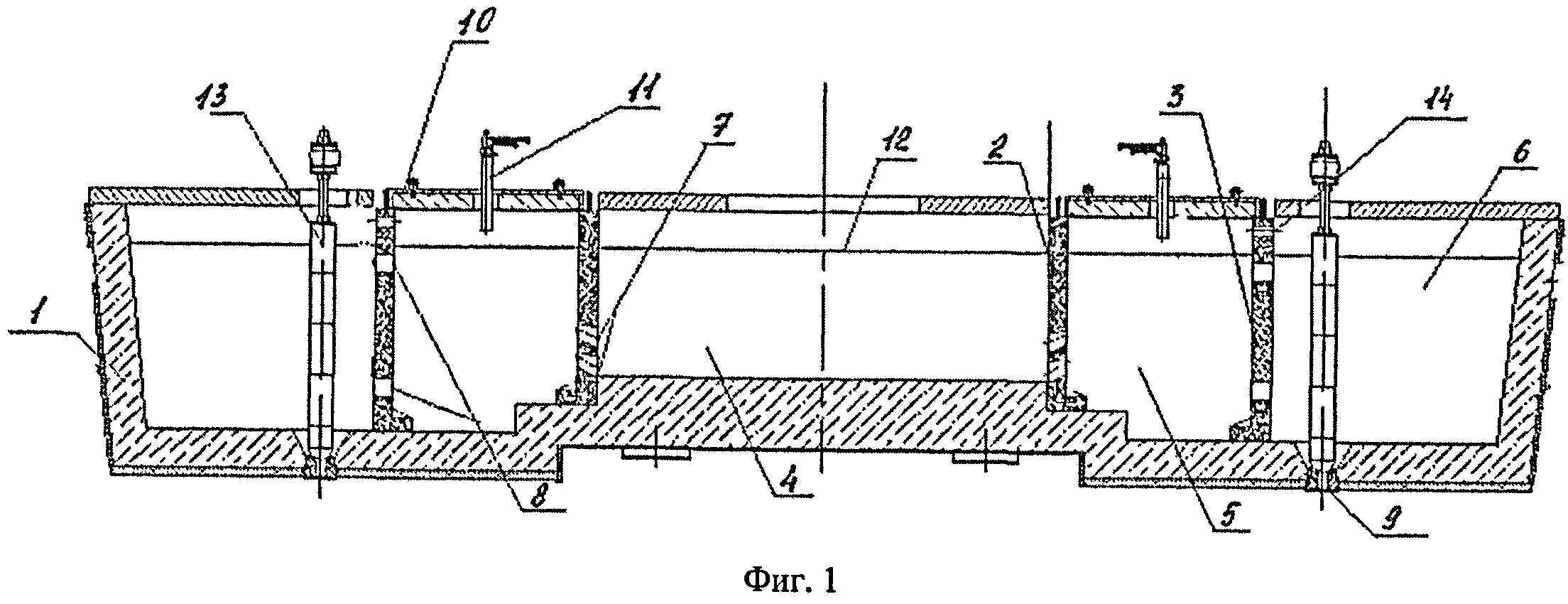
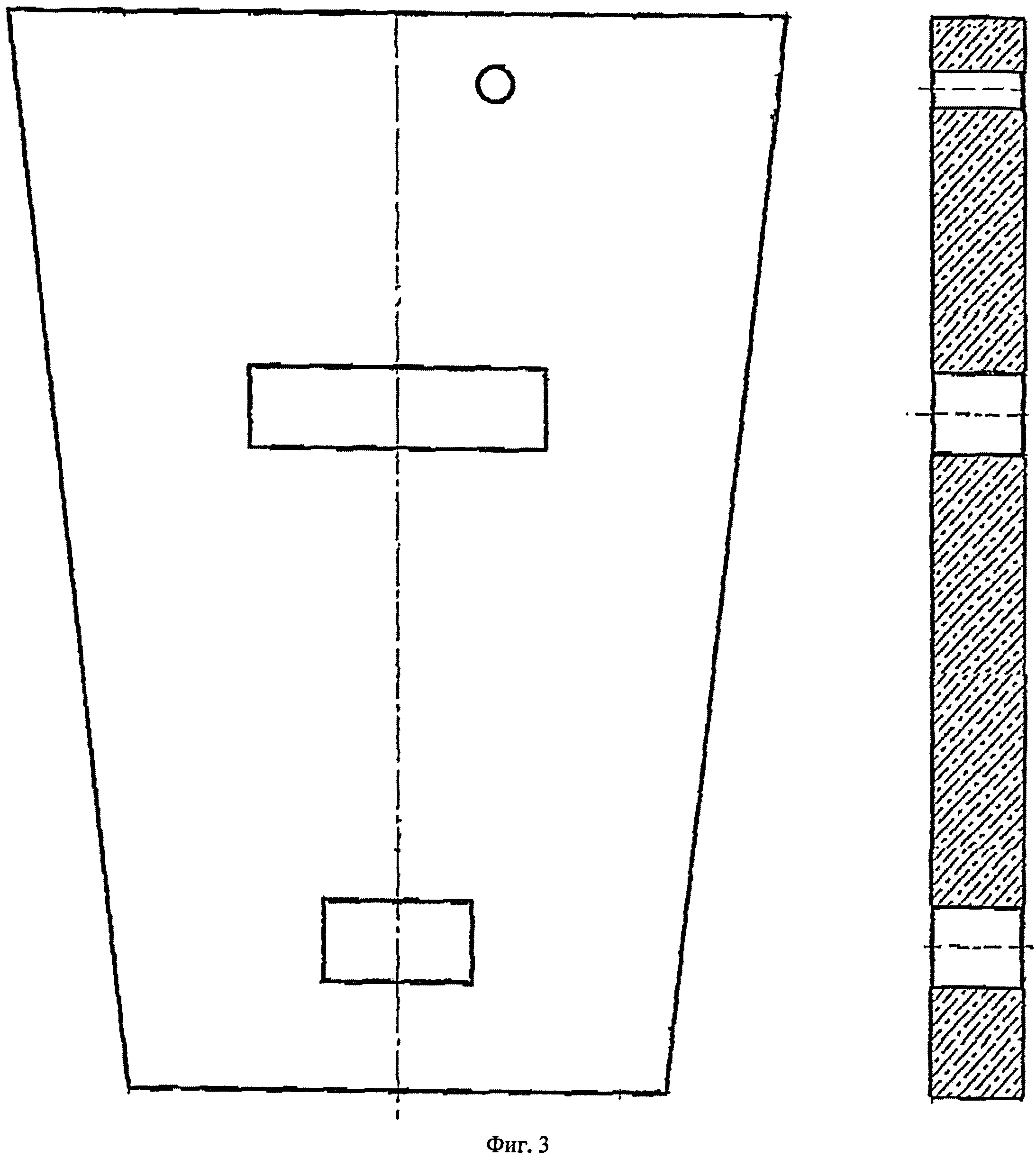
Сущность изобретения поясняется чертежами, где на фиг.1 показана конструкция промежуточного ковша в разрезе, на фиг.2 приводится перегородка ковша приемного отсека и камеры подогрева, на фиг.3 приводится перегородка ковша камеры подогрева и разливочного отсека.
Установка плазменного подогрева стали состоит из промковша 1 (фиг.1), двух поворотных консолей с плазмотронами, центрального пульта управления, электрооборудования, систем охлаждения, газоснабжения, электроснабжения и КИПиА (не показаны).
В рабочей полости двухручьевого ковша выполнены перегородки 2, разделяющие рабочую полость ковша 1 на приемный отсек 4 и камеру нагрева 5, а также перегородки 3, разделяющие камеру нагрева 5 и разливочный отсек 6. Приемный отсек 4 сообщается с камерой нагрева 5 посредством переливных каналов конусообразной формы 7. Камера нагрева 5 и разливочный отсек 6 сообщаются посредством переливных каналов прямоугольного сечения 8. В перегородке 3 выше номинального уровня металла 12 выполнено перепускное отверстие для газа 14. В разливочных отсеках имеются отверстия 9 для подачи металла через погружные стаканы в кристаллизатор. Отверстия 9 перекрываются стопором 13. Камеры нагрева накрываются крышками 10 с отверстиями для ввода плазмотрона 11.
В камеру нагрева промежуточного ковша (фиг.1) вводится при помощи поворотной консоли (не показана) плазматрон. Поворотная консоль служит для крепления на ней плазмотрона, подвода к нему энергоресурсов и установки его в камере подогрева в требуемое положение, а также отведения его в исходное положение. При изменении уровня металла в промежуточном ковше высота плазмотрона регулируется автоматически электроприводом поворотной консоли. Перегородки камеры подогрева препятствуют поступлению в нее шлака из приемного и разливочного отсеков. Металл поступает в приемную часть ковша, где происходит всплытие неметаллических включений. Поступление металла в камеру подогрева организовано через переливные каналы конусообразной формы, направленные под углом к горизонтальной плоскости вверх и сужением в сторону камеры подогрева для обеспечения целенаправленной подачи потоков металла в зону высокотемпературной плазмы, где происходит наиболее интенсивный нагрев металла. При прохождении конусных каналов 7 скорость струй переливаемого металла возрастает, что обеспечивает интенсивный массо- и теплообмен и равномерное распределение температуры металла в камере нагрева. Подогрев металла производится двумя плазмотронами, один из которых является анодом, а другой катодом. Подогретый металл поступает в разливочный отсек через переливные каналы прямоугольного сечения и далее через погружной стакан в кристаллизатор.
Работа промежуточного ковша для разливки стали с камерами для плазменного подогрева жидкого металла осуществляется следующим образом.
Жидкая сталь из сталеразливочного ковша через защитную трубу (не показана) подается в приемный отсек 4 промежуточного ковша 1 и далее через переливные каналы конусообразной формы 7 в камеру нагрева 5, в которой происходит нагрев металла плазмой. Из камеры нагрева жидкий металл поступает через переливные каналы прямоугольной формы 8 в разливочный отсек 6 и далее через погружной стакан металл поступает в кристаллизатор машины непрерывного литья.
Подогрев металла в камере нагрева осуществляется следующим образом. С помощью механизмов перемещения плазмотроны 11 опускают через отверстия в крышках до необходимого положения их торцов от зеркала металла. Оператор производит запуск плазматронов и осуществляет процесс нагрева металла в камере нагрева, затем металл через переливные каналы поступает в разливочный отсек и далее через погружные стаканы в кристаллизатор. Оценку эффективности нагрева путем целенаправленной подачи потоков металла в зону высокотемпературной плазмы производили по измерению температуры стали в разливочном отсеке в районе стопора выпускного отверстия промковша.
Пример 1. Испытания предложенной конструкции двухручьевого ковша с камерами для плазменного подогрева металла проводили в 50 т промежуточном ковше МНЛЗ в процессе непрерывной разливки стали. Измерение температуры проводили термопарой Contilance системы непрерывного измерения температуры стали Conti-lab E. Подогрев металла проводили плазмотроном с мощностью 0,3 МВт в течение 10 мин. В результате подогрева температура стали в промковше повысилась с 1545°С до 1553°С, то есть на 8°С. Аналогично примеру 1 провели еще 2 плавки с подогревом металла и разливкой на МНЛЗ.
В качестве сравнения использовали промковш известной конструкции с переливными каналами круглого сечения.
В таблице приведены результаты подогрева стали в предложенном и известном промежуточном ковшах.
|
Результаты проведенных экспериментов показывают, что на плавках в промковше предложенной конструкции температура металла при плазменном нагреве повысилась в среднем на 8°С, в то время как при использовании промковша известной конструкции - только на 3°С. В предложенной конструкции ковша создаются благоприятные условия подогрева металла в камере нагрева, повышается эффективность нагрева за счет целенаправленной подачи потоков металла в зону высокотемпературной плазмы, увеличивается скорость перемешивания металла в камере подогрева и, как следствие, обеспечивается более равномерное распределение температуры металла в камере подогрева и более высокая температура в разливочном отсеке.
Шихта для выплавки ферросиликоалюминия
Способ сортировки мусора
Дисперсионно-твердеющая перлитная колесная сталь
Устройство для контроля герметичности топливного бака самолета
Способ производства высокопрочной коррозионностойкой горячекатаной стали
Способ изготовления пропитанных смолой деталей из композиционного материала
Способ контроля герметичности топливного бака самолета
Плакированная высокопрочная коррозионно-стойкая сталь
Способ производства высокопрочной коррозионностойкой горячекатаной стали с низким удельным весом
Способ ковшовой обработки легированных сталей
Способ изготовления комбинированного мясного продукта
Шлакообразующая смесь для непрерывной разливки стали с высоким содержанием алюминия
Способ производства горячекатаной высокопрочной коррозионно-стойкой стали
Сталь и цельнокатаное колесо, изготовленное из неё
Самолет с адаптивным цельноповоротным стабилизатором
Способ термической обработки цельнокатаных железнодорожных колёс из легированной стали
Способ получения припасов из вытерок дикорастущих и культивируемых ягод
Комбинированный ножевой вал устройства для мерной резки углеродного и стеклянного волокна
Шихта для выплавки ферросиликоалюминия
Способ сортировки мусора

