Результат интеллектуальной деятельности: СПОСОБ СБОРКИ ЛИНЕЙНОЙ ОСИ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно к устройствам, обеспечивающим линейное перемещение головки для обработки изделия, и может быть использовано в высокоточном технологическом оборудовании, например, при обработке изделий лазерным инструментом.
Известен способ сборки линейной оси, включающий выверку положения опорной балки по плоскости установки направляющих, установку на нее индуктора привода каретки и направляющих, размещение на них каретки, крепление мерной ленты на боковую поверхность направляющей, а на каретку - датчик перемещения [1].
Однако при сборке длинномерной линейной оси необходимо выдержать одинаковое расстояние между мерной лентой и датчиком перемещения с допуском нескольких микрон по всей длине балки при перемещении каретки вдоль нее, что является трудоемким процессом и требует обработки балки (особенно при ее большой длине) на специальном оборудовании.
Несоблюдение одинакового расстояния между мерной лентой и датчиком перемещения по всей длине балки снижает точность позиционирования рабочего органа при эксплуатации устройства.
Результат, для достижения которого направлено данное техническое решение, заключается в улучшении качества сборки без применения крупногабаритного высокоточного оборудования:
Указанный результат достигается за счет того, что в способе сборки линейной оси, включающем выверку положения опорной балки по плоскости установки направляющих, установку на нее индуктора привода каретки и направляющих, размещение на них каретки, крепление мерной ленты на боковую поверхность направляющей, а на каретку - датчик перемещения, перед креплением мерной ленты и установки датчика к каретке крепят фрезерующее устройство и, перемещая каретку, производят фрезерование боковой поверхности направляющей.
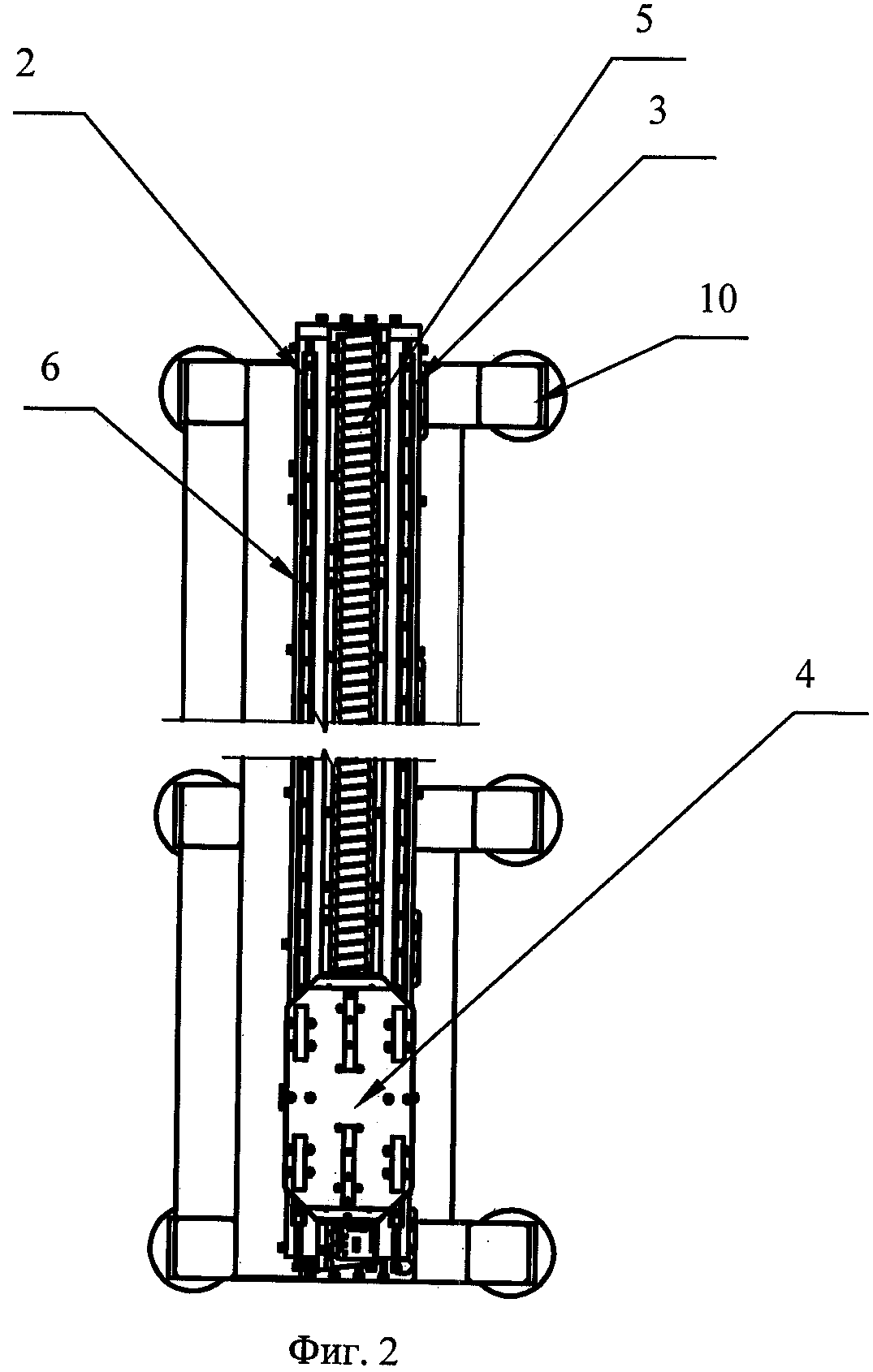
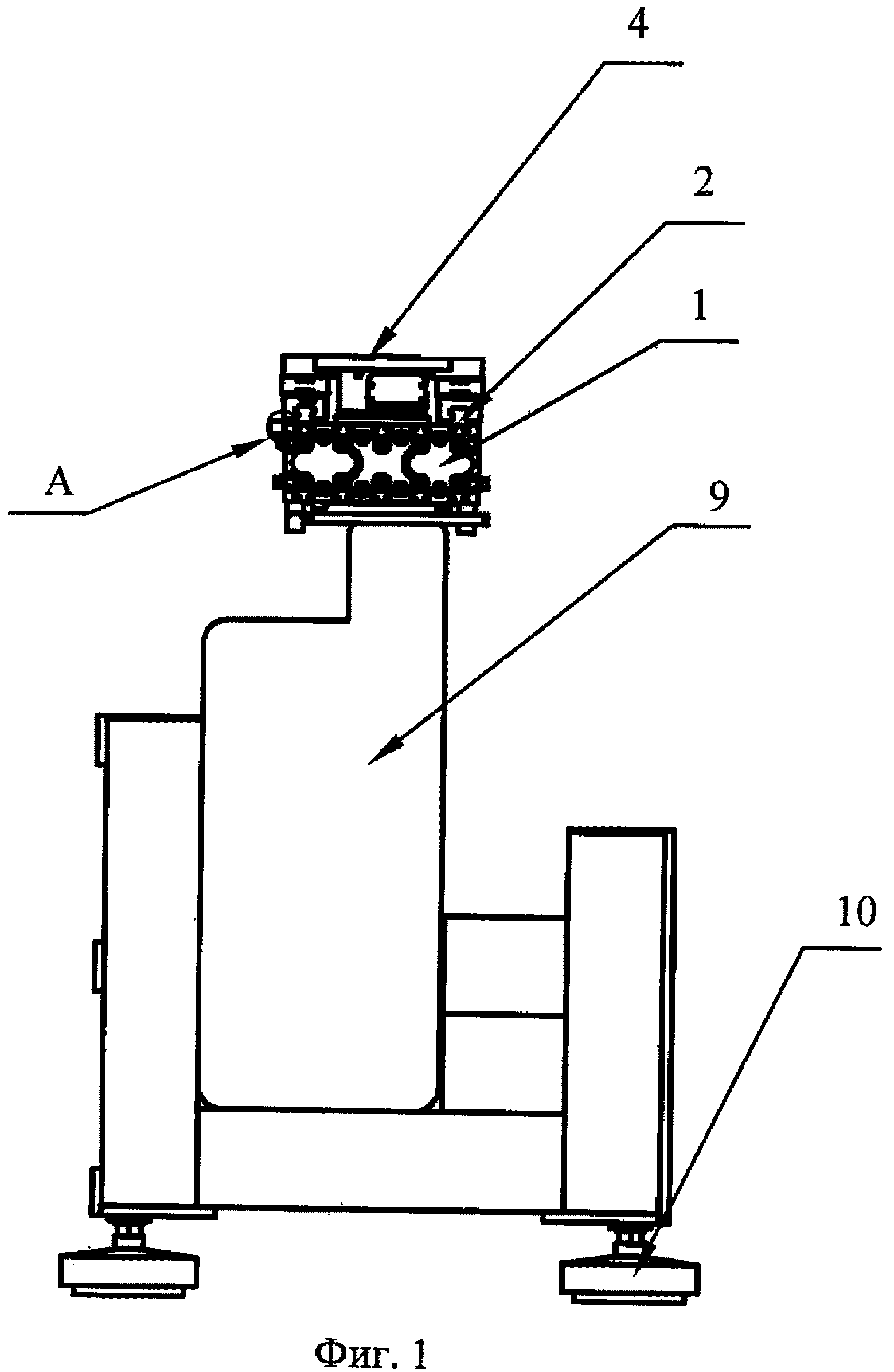
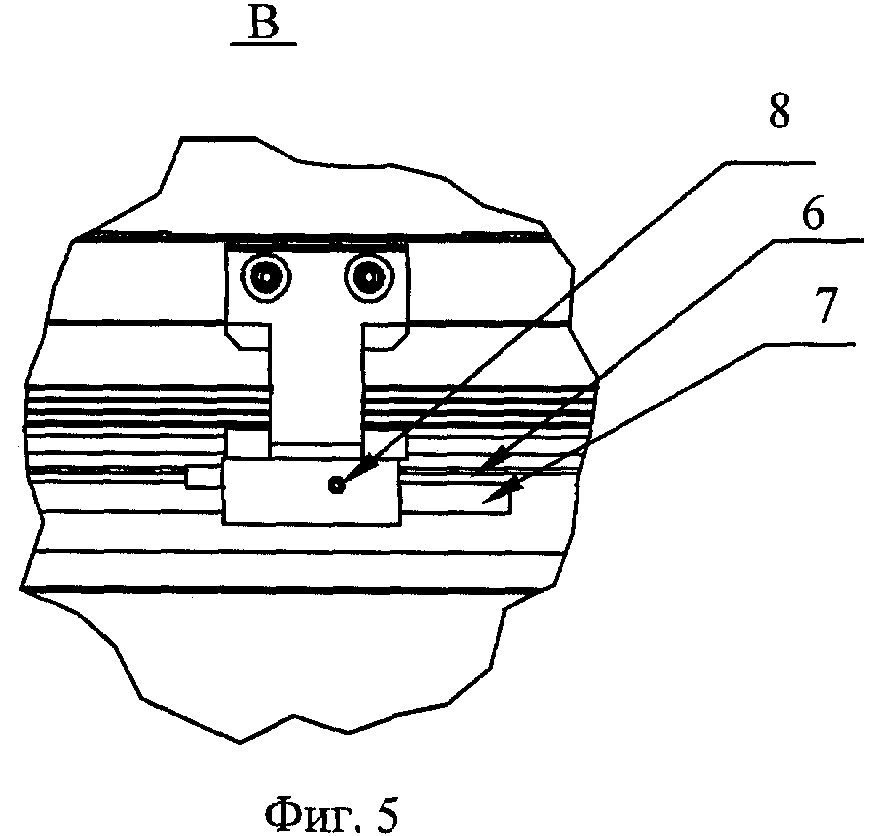
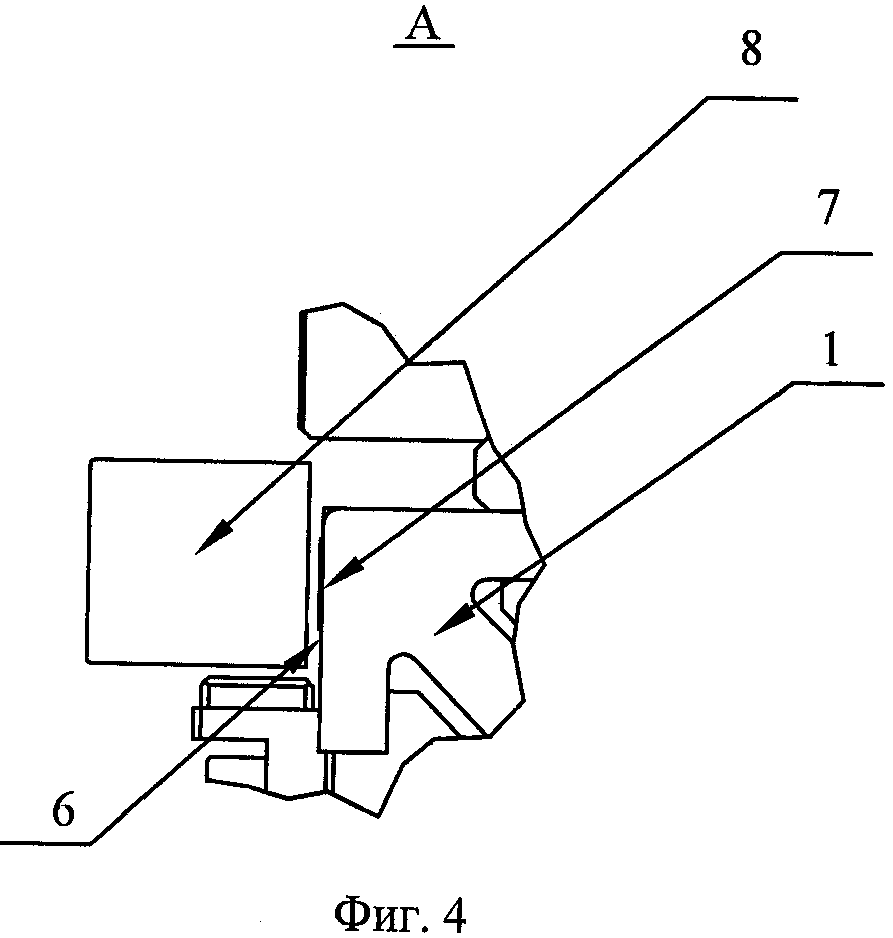
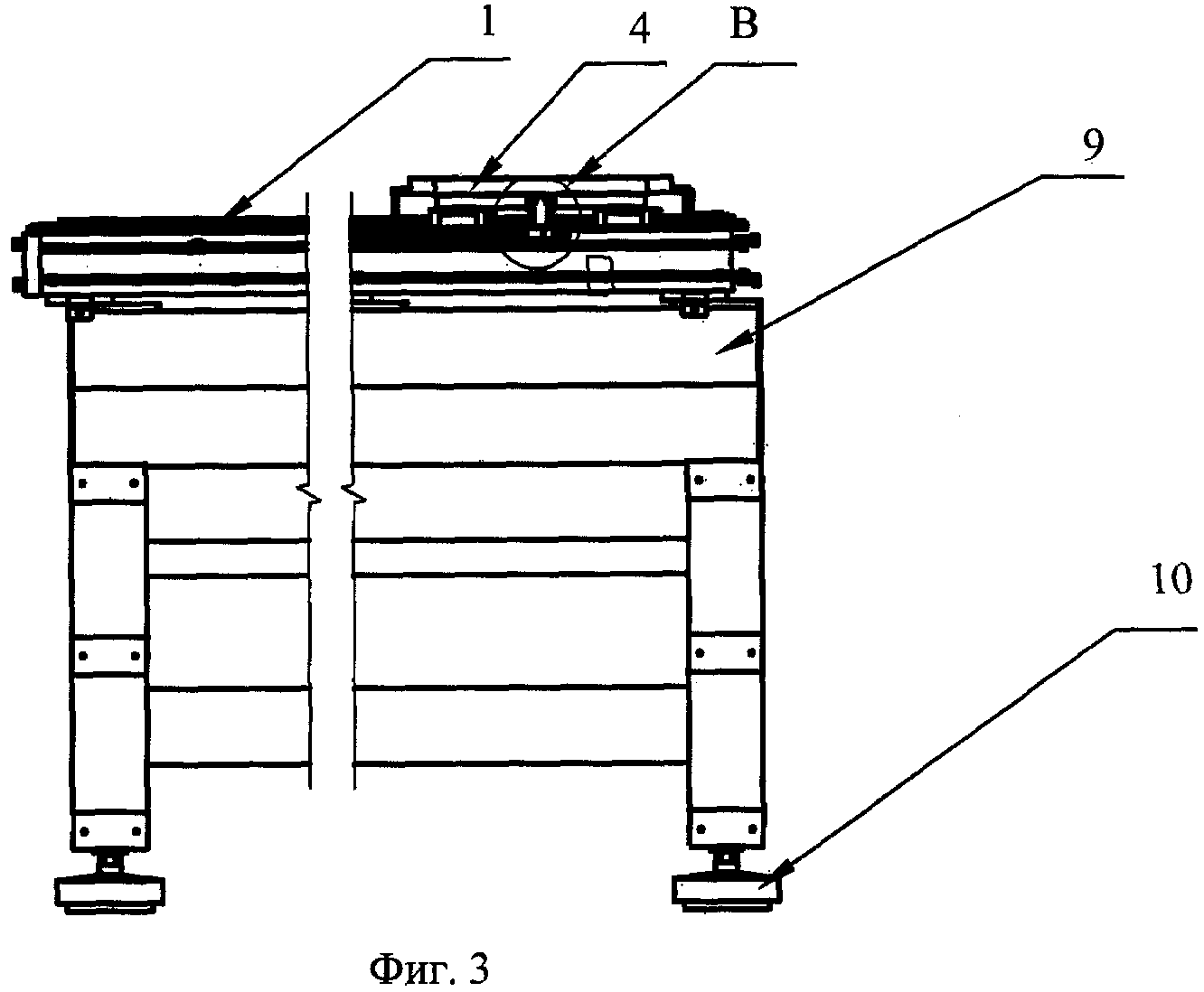
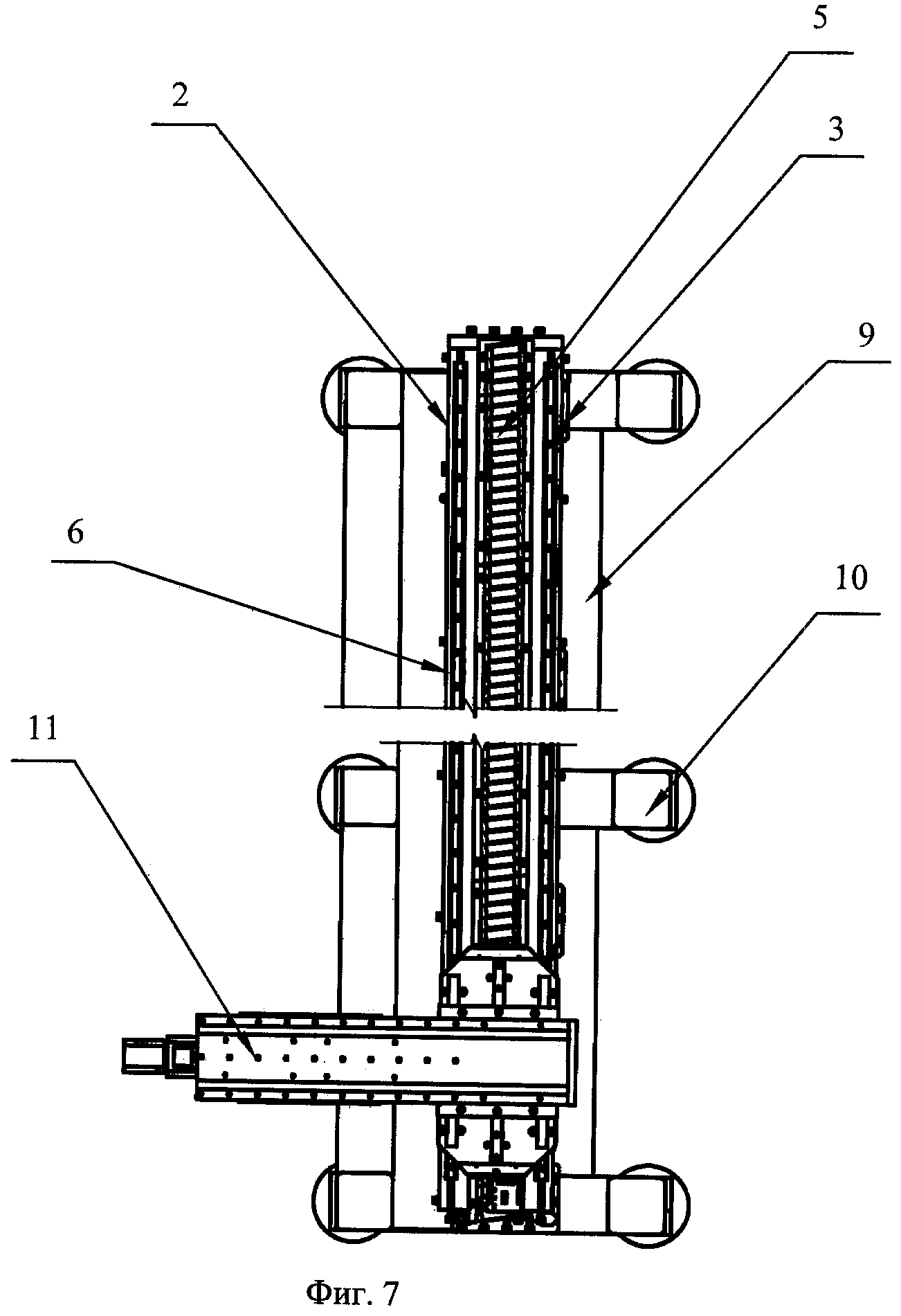
Изобретение поясняется чертежами, где на фиг.1 и 2 изображено заявляемое устройство (вид с торца устройства и сверху), на фиг.3 - вид сбоку, на фиг.4 - место А, на фиг.5 - место В, на фиг.6, 7 - вид соответственно с торца и сверху на линейную ось с установленным на ее каретке фрезерующим устройством.
Линейная ось состоит из опорной балки 1, на которой установлены направляющие 2, 3. На направляющих размещена каретка 4, имеющая привод, содержащий индуктор 5 и размещенный на каретке якорь с обмотками (не показаны). На боковой поверхности 6 направляющей крепится мерная лента 7. На каретку крепится датчик перемещения 8 на строго определенном расстоянии от мерной ленты 7. На каретку крепят рабочую головку, например лазерную (не показана). Балка установлена на основании 9.
Способ сборки линейной оси заключается в следующем. Опорными винтами 10 производят выверку положения опорной балки 1 по плоскости установки направляющих 2 и 3. Устанавливают на опорную балку 1 индуктор 5 и направляющие 2 и 3. На направляющих размещают каретку 4. На каретку крепят фрезерующее устройство 11 и, перемещая каретку, производят фрезерование фрезой 12 боковой поверхности 6 направляющей 2. Затем снимают с каретки 4 фрезерующее устройство 11 и устанавливают рабочую головку.
После фрезерования боковой поверхности направляющей производят крепление мерной ленты 7 на боковую поверхность 6 направляющей 2, а на каретку - датчик перемещения, и тем самым обеспечивают постоянный зазор между мерной лентой и датчиком, что позволяет повысить точность позиционирования рабочего органа при эксплуатации устройства.
Таким образом, данное техническое решение позволит:
- повысить точность позиционирования рабочего органа при эксплуатации устройства;
- улучшить качество сборки без применения крупногабаритного высокоточного оборудования:
- уменьшить время вспомогательных операций при сборке устройства;
- обеспечить изготовление на существующем оборудовании устройств большего типоразмера.
Источники информации
1. ЭСТО, НИИ электронного специального технологического оборудования. Лазеры и аппаратура ТМ «Машина лазерная для резки МЛ35-010 лд, Техническое описание и инструкция по эксплуатации НАБС.514.00.00.000 ТО», стр.42, Москва, 2010 г.
Способ сборки линейной оси, включающий выверку положения опорной балки по плоскости установки направляющих, установку на нее индуктора привода каретки и направляющих, размещение на них каретки, крепление мерной ленты на боковую поверхность направляющей, а на каретку - датчика перемещения, отличающийся тем, что перед креплением мерной ленты и установкой датчика перемещения перемещают каретку и производят фрезерование боковой поверхности направляющей посредством закрепленного на каретке фрезерующего устройства.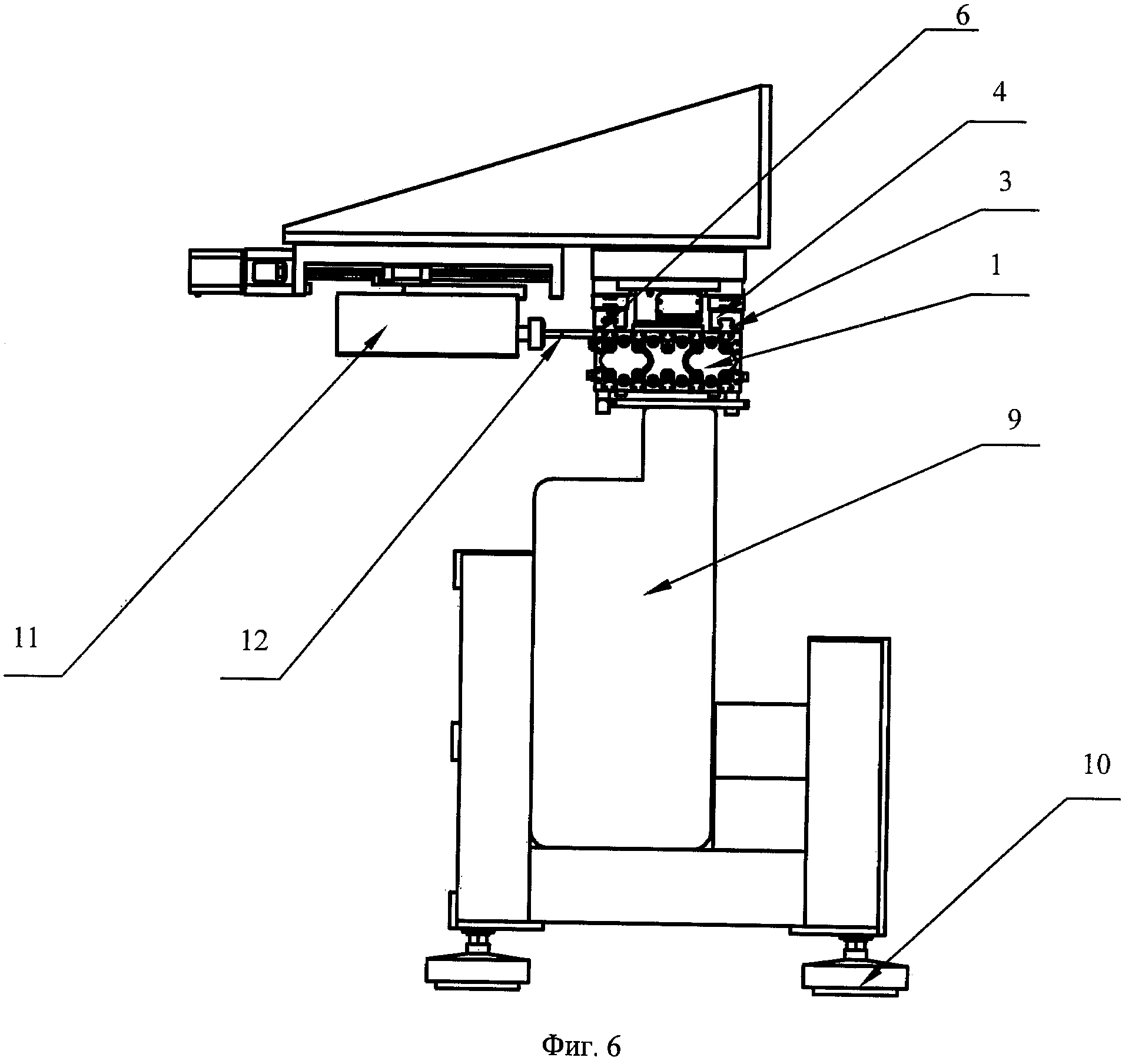
Линейный электродвигатель
Синхронный линейный электродвигатель
Синхронный электродвигатель
Z-манипулятор
Крестовый стол
Координатный стол
Установка для лазерной обработки материалов
Координатный стол
Установка для лазерной обработки материалов
Устройство для послойного изготовления объемных изделий
Устройство для ручного раскалывания древесины
Способ закалки элементов конического резьбового соединения источником лазерного излучения
Устройство для послойного изготовления объемных изделий и способ их изготовления
Способ послойного изготовления объемных изделий
Способ послойного изготовления объемных изделий

