Результат интеллектуальной деятельности: СПОСОБ ЗАЧИСТКИ ЭЛЕКТРОДОВ СВАРОЧНОЙ МАШИНЫ ГРАТОСНИМАТЕЛЕМ
Вид РИД
Изобретение
Изобретение относится к сварочному производству, а именно к устройствам для зачистки соединений полос при контактной стыковой сварке оплавлением, выполняемой на специализированных сварочных машинах, устанавливаемых в прокатном производстве для укрупнения рулонов и обеспечения непрерывности работы металлургических агрегатов.
Периодическая сварка рулонов полос, задаваемых в агрегаты травления, позволяет увеличить развес травленых горячекатаных рулонов, поступающих на прокатку, а сварка рулонов в головной части станов холодной прокатки обеспечивает непрерывность их работы, при этом длительность стыковки рулонов не должна допускать остановок или замедления темпа работы агрегатов. Высокая производительность сварочных машин в этих условиях достигается за счет автоматизации сварочного процесса и ускорения вспомогательных операций, в частности операции удаления грата со сварных стыков, которая необходима перед их прокаткой. Удаление грата производят встроенным в сварочную машину резцовым гратоснимателем, зачищающим сварной стык двумя резцами (сверху и снизу полос) сразу после сварки.
Известен гратосниматель резцового типа (см., например, а.с. SU №254681, B23K, 1973 г.), встроенный в сварочную машину, у которого резцовые головки с резцами закреплены на концах двух балок, снабженных приводами их сведения и продольного перемещения, и установленными по обеим сторонам от резцов опорными роликами, которые определяют положение режущих кромок резцов относительно поверхностей полосы, что позволяет не перестраивать гратосниматель при смене толщины свариваемых полос.
Недостатком данного гратоснимателя является нестабильность зачистки грата из-за частого попадания отделяемой стружки под опорные ролики, что приводит к подъему роликов и пропуску реза при зачистке грата.
Известно также устройство для зачистки соединений полос при контактной стыковой сварке в стыкосварочной машине, предназначенной для сварки рулонов полос в металлургических агрегатах (см., например, а.с. SU №1073038, B23K 11/02, опуб. 15.02.84, Бюл. №6). Резцовая головка гратоснимателя, содержащая резцедержатель, смонтированные на нем соосно два опорных ролика для контактирования со сваренными полосами и закрепленный между ними резец, при этом головка снабжена установленными по обе стороны резца щеками и размещенным между ними П-образным желобом улавливания стружки для избежания попадания стружки под опорные ролики.
Недостатком данного устройства является необходимость удаление стружки, попавшей между опорными роликами и резцом. Это трудоемкая ручная операция, особенно после охлаждения металла стружки. Ручной операцией является также зачистка боковых граней электродов от налипших частиц расплавленного металла. Зачистку боковых граней электродов необходимо производить регулярно, так как налипающие частицы расплавленного металла приводят к подгоранию и выходу из строя электродов сварочной машины.
Известны также способ зачистки соединения полос при контактной сварке оплавлением и устройство для его осуществления (см. а.с. SU №1276459 A1, B23K 11/04, опуб. 15.12.86, Бюл. №46). Устройство для зачистки соединений полос содержит каретку с приводом ее перемещения, два шарнирно соединенных с кареткой рычага, на каждом из которых смонтированы оси с двумя опорными роликами и расположенными между ними резцами. Перед резцами установлены две металлические щетки, которые при зачистке грата удаляют спекшиеся частицы расплава и окислов с стыков, выдуваемые затем сжатым воздухом из пространства между опорными роликами, а затем резцами срезается грат. Кроме этого, в процессе срезания грата щетки зачищают боковые грани электродов сварочной машины.
Недостатком данного способа при удалении частиц расплава с боковых граней электродов перед зачисткой грата с выдуванием частиц сжатым воздухом является интенсивное охлаждение металла стыка от обдува его воздухом с образованием в отдельных случаях, особенно при сварке углеродистых полос, закалочных структур в стыке и вблизи его, что делает невозможной его прокатку в стане холодной прокатки без термической обработки. Кроме этого, выдуваемые потоком сжатого воздуха из зазора между электродами частицы металла небезопасны для обслуживающего персонала и приводят к загрязнению большой зоны вблизи сварочной машины со стороны обслуживания. Снижение интенсивности подачи воздуха приводит к тому, что часть частиц все же попадает под опорные ролики и вызывает пропуск реза, не обеспечивая качественную зачистку.
Техническим результатом предлагаемого изобретения является повышение качества и условий обслуживания сварочной машины за счет механизированной зачистки боковых граней сварочных электродов гратоснимателем, при котором операция зачистки не увеличивает времени стыковки полос, так как не входит в сварочный цикл.
Технический результат достигается тем, что в способе зачистки электродов сварочной машины гратоснимателем, заключающемся в том, что после стыковой контактной сварки оплавлением соединение полос обрабатывают в нагретом состоянии, при этом зачищают боковые грани электродов сварочной машины зачистными элементами, расположенными на гратоснимателе, а также удаляют шлак и высаженный металл стыка сверху и снизу полос встроенным в сварочную машину рычажным резцовым гратоснимателем, после ввода гратоснимателя в пространство между электродами и зачистки грата, поднимают верхние электроды сварочной машины и одновременно разводят рычаги гратоснимателя в положение, при котором зачистные элементы, закрепленные на каждом рычаге, входят в контакт с электродами сварочной машины, затем дают команду на возврат гратоснимателя и при движении его в исходное положение зачистные элементы очищают поверхности боковых граней электродов от налипших частиц расплавленного металла и шлака.
Заявляемый способ зачистки электродов сварочной машины гратоснимателем показан на фиг.1, где:
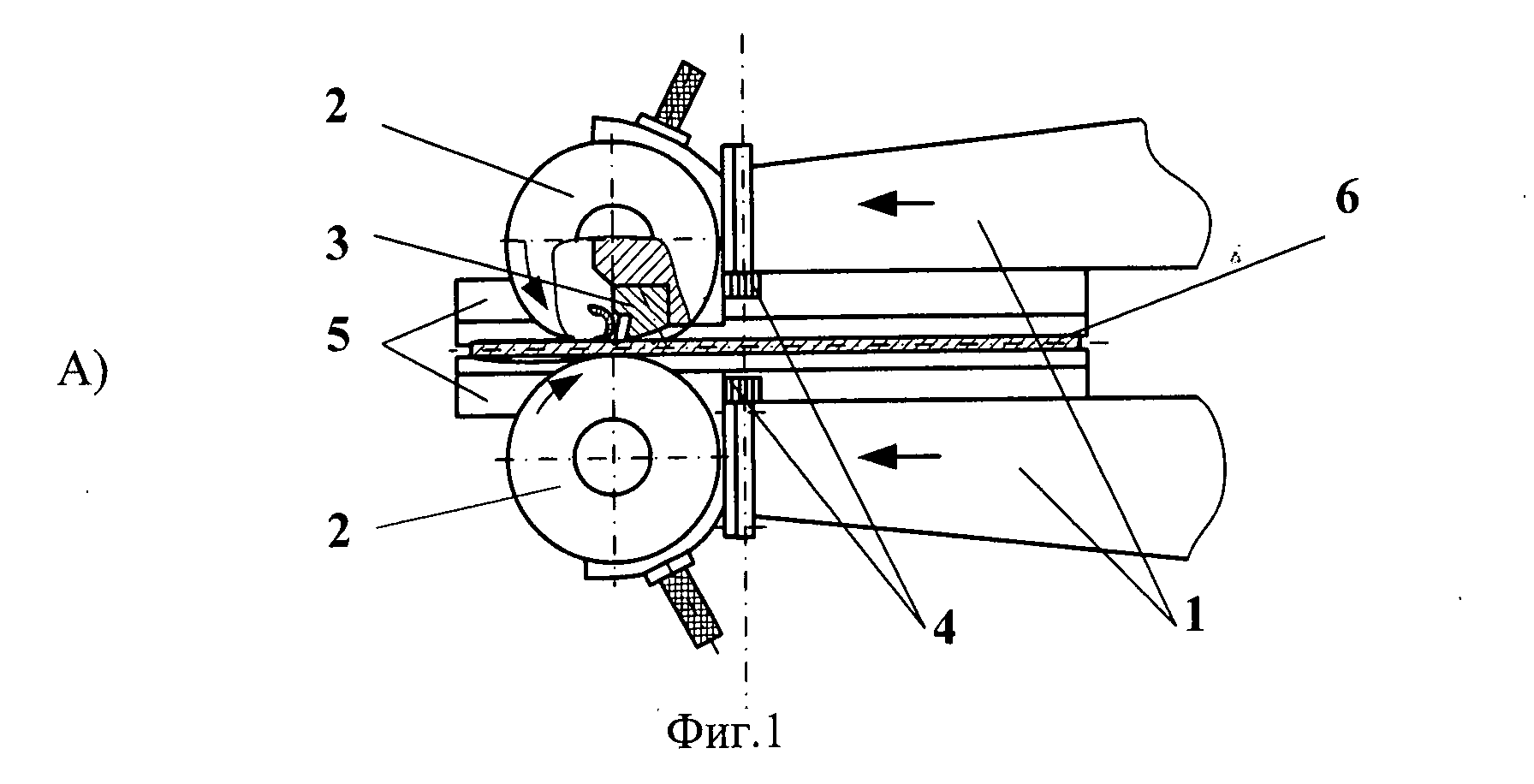
- на фиг.1, А схематично показан вид сбоку на гратосниматель сварочной машины в момент зачистки грата;
- на фиг.1, Б схематично показан вид сбоку на гратосниматель сварочной машины после зачистки грата в момент подъема электродов и разведения рычагов гратоснимателя;
- на фиг.1, В схематично показан вид сбоку на гратосниматель сварочной машины в начале зачистки электродов;
- на фиг.1, Г схематично показан вид сбоку на гратосниматель сварочной машины в конце зачистки электродов.
Заявляемый способ зачистки электродов сварочной машины гратоснимателем осуществляется следующим образом:
- после сварки полос 6, перехвата и зажатия стыка в электродах 5 сварочной машины для осуществления свободного прохода между электродами 5 рычагов 1 и опорных роликов 2 включают привод перемещения рычагов 1 гратоснимателя (на фиг.1 условно не показан) и вводят в пространство между электродами 5 сварочной машины опорные ролики 2 и рычаги 1 гратоснимателя, начинают срезать грат резцами 3 сверху и снизу полос 6 (см. фиг.1, А);
- затем после зачистки грата останавливают гратосниматель и начинают поднимать верхние электроды 5 и разводить рычаги 1 гратоснимателя (см. фиг.1, Б) до положения, при котором зачистные элементы 4 не войдут в контакт с боковыми гранями электродов 5 сварочной машины;
- после этого включают привод перемещения рычагов 1 гратоснимателя и начинают зачищать электроды 5 сварочной машины при движении гратоснимателя в исходное перед сваркой положение (см. фиг.1, В, Г).
Так как сваренная полоса начинает поступать в накопитель сразу после подъема электродов, то время зачистки электродов гратоснимателем не входит в общий цикл стыковки полос и не сказывается на производительности металлургического агрегата.
Таким образом, предложенный способ зачистки электродов сварочной машины гратоснимателем позволяет:
- повысить качество и условия обслуживания сварочной машины за счет механизированный зачистки боковых граней сварочных электродов;
- полностью исключить ручную операцию зачистки сварочных электродов, при этом оператор сварочной машины может полностью сосредоточиться на транспортировке полос в накопительное устройство и на подаче переднего свариваемого конца полосы.
Предложенный способ зачистки электродов сварочной машины гратоснимателем можно применять не только на машинах для сварки полос под прокатку, но также в машинах, установленных в высокопроизводительных трубных и профилегибочных агрегатах.
Способ обработки соединения полос после стыковой контактной сварки оплавлением с зачисткой электродов сварочной машины, включающий удаление шлака и высаженного металла сверху и снизу стыка полос в нагретом состоянии путем введения в пространство между электродами встроенного в сварочную машину рычажного резцового гратоснимателя и зачистку боковых граней электродов сварочной машины зачистными элементами, закрепленными на каждом рычаге упомянутого гратоснимателя, отличающийся тем, что зачистку боковых граней электродов осуществляют после удаления шлака и высаженного металла, при этом поднимают верхние электроды сварочной машины и одновременно разводят рычаги гратоснимателя в положение, при котором зачистные элементы входят в контакт с электродами сварочной машины, после чего осуществляют перемещение гратоснимателя в исходное положение, в процессе которого зачистные элементы очищают поверхности боковых граней электродов от налипших частиц расплавленного металла и шлака.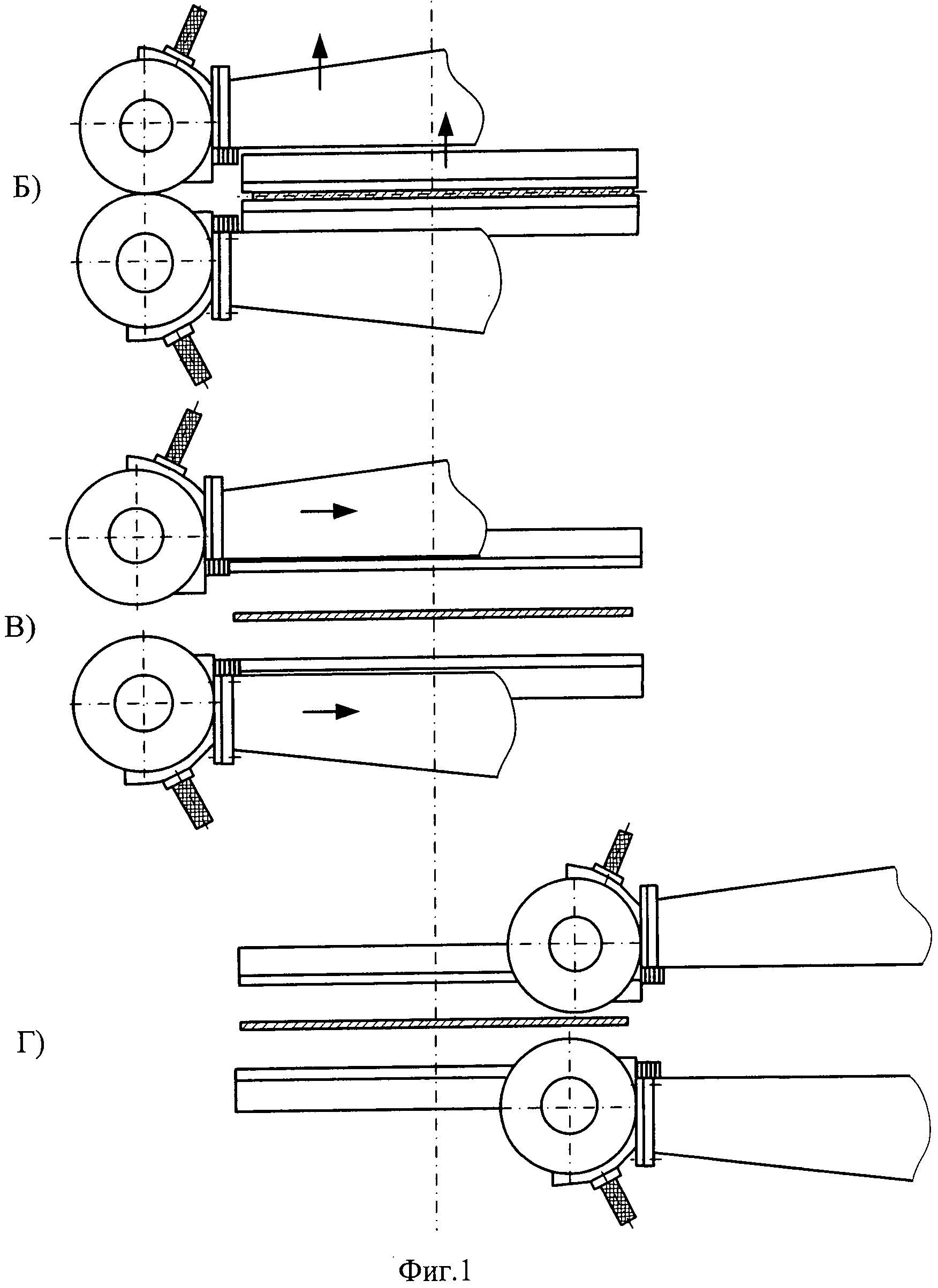
Пресс для спрессовывания порошковых материалов
Кристаллизатор машины непрерывного литья металла
Штамповочно-экструзионный гидравлический пресс
Способ ввода модифицирующих добавок в расплавленный металл и устройство для его осуществления
Устройство для получения тиксозаготовок с глобулярной структурой
Гидравлический пресс
Способ вторичного охлаждения непрерывнолитой круглой заготовки
Устройство для формирования замкнутого контура ленточного магнитопровода распределительного трансформатора из блоков пакетов многослойных аморфных металлических лент
Дорн с изменяющейся конусностью рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок
Дорн кристаллизатора машины непрерывного литья полых заготовок
Уплотнительное устройство опоры прокатного валка
Устройство захвата рабочей втулки контейнера для последующего удаления из зоны пресса
Способ измерения усилия осадки при контактной стыковой сварке
Способ штучной прокатки листовой продукции
Двухкамерный газостат
Устройство укладки листа компактированной порошковой смеси в форму для вспенивания и извлечения из нее панели пеноалюминия
Многоручьевой трайб-аппарат для подачи алюминиевой и порошковой проволоки
Способ внепечной обработки жидкой стали
Установка для подготовки снежной массы к таянию
Уплотнительное устройство шатуна стана холодной прокатки труб

