Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЗАМКНУТОГО КОНТУРА ЛЕНТОЧНОГО МАГНИТОПРОВОДА РАСПРЕДЕЛИТЕЛЬНОГО ТРАНСФОРМАТОРА ИЗ БЛОКОВ ПАКЕТОВ МНОГОСЛОЙНЫХ АМОРФНЫХ МЕТАЛЛИЧЕСКИХ ЛЕНТ
Вид РИД
Изобретение
Изобретение относится к области электротехники и может быть использовано при изготовлении магнитопроводов распределительных трансформаторов из ленты аморфных, нанокристаллических металлов и сплавов.
В качестве аналога было выбрано устройство - каркас линии для производства магнитопровода трансформатора из аморфных металлических лент (Patent US №5093981, Н01F 41/02, 10.03.1992 г.), где пакеты лент оборачиваются вокруг каркаса, периметр которого имеет выпуклую форму, а устройство для прижатия и фиксации пакетов аморфных лент к каркасу включает в себя группу пальцевых верхних и нижних прижимов. Данные устройства имеют следующие недостатки:
- сложность конструкции, так как форма и размеры каркаса не соответствуют размерам готового магнитопровода, а операции по формированию магнитопровода вокруг каркаса являются промежуточными и для окончательной сборки магнитопровода необходимо проведение дополнительных операций с переустановкой собираемого магнитопровода и наличия дополнительных механизмов, что повышает трудоемкость процесса сборки, приводит к неплотной укладке пакетов аморфных лент и увеличению времени сборки магнитопровода;
- устройство для фиксации и прижима пакетов аморфных лент состоит из группы пальцевых прижимов с индивидуальными пневматическими приводами и дополнительных механизмов, поэтому имеет сложную конструкцию, что предъявляет высокие требования к синхронизации работы всех механизмов, снижает надежность работы устройства, повышает трудоемкость процесса и снижает качественные характеристики готового магнитопровода.
Известно оборудование для формирования замкнутого контура магнитопровода из блоков пакетов аморфных лент, выполненное в виде оправки с устройством для фиксации блоков на оправке (Патент РФ №2414016, Н01F 41/02, 03.03.2010 г.), выбранное в качестве прототипа.
К недостаткам данного оборудования относится отсутствие регулировки внешних размеров оправки, что приводит к неплотной укладке пакетов аморфных лент и снижению электромагнитных характеристик магнитопроводов, к изготовлению индивидуальных оправок для каждого типоразмера магнитопроводов распределительных трансформаторов, повышению трудоемкости операций по снятию собранного магнитопровода с оправки и увеличению времени формирования и сборки магнитопровода. Недостатками устройства для фиксации блоков на оправке являются малая площадь пятна контакта фиксаторов с блоками пакетов аморфных лент, отсутствие фиксации внутренних пакетов аморфных лент магнитопровода (после снятия оправки), что может привести к «распушиванию» собранного магнитопровода из-за упругих деформаций пакетов аморфных лент, снижению надежности работы устройства и качества собранного магнитопровода.
Технический результат предлагаемого изобретения заключается в повышении надежности работы устройств для формирования замкнутого контура ленточного магнитопровода, снижении трудоемкости процесса, времени формирования магнитопровода и металлоемкости оборудования, повышении технологичности, улучшении электромагнитных характеристик магнитопровода и, как следствие, экономии электроэнергии.
Технический результат достигается тем, что в устройстве для формирования замкнутого контура ленточного магнитопровода распределительного трансформатора из блоков пакетов многослойных аморфных металлических лент, содержащем разъемную оправку и фиксатор блоков на оправке, оправка включает левые и правые боковые стойки, верхние и нижние планки, а также ступицу с пазами, в которых установлены с возможностью горизонтального перемещения упомянутые боковые стойки, а сверху и снизу боковых стоек установлены с возможностью вертикального перемещения верхние и нижние планки соответственно, при этом фиксатор упомянутых блоков выполнен в виде двух обойм - внутренней и наружной, форма каждой из которых спрофилирована в соответствии с внутренней и наружной поверхностью контура магнитопровода, а внутренняя обойма установлена на оправке.
Технический результат достигается также, если каждая из обойм выполнена в виде жестко закрепленных между собой частей.
Технический результат достигается также, если боковые стойки включают верхнюю и нижнюю левые стойки и верхнюю и нижнюю правые стойки, а верхняя и нижняя планки выполнены из двух частей, левой и правой, при этом каждая из указанных частей установлена на соответствующей стойке.
Технический результат достигается также, если для одновременного горизонтального перемещения левой и правой боковых стоек, устройство снабжено двумя стяжными муфтами, одна из которых сочленена с верхними левой и правой стойками, а другая с нижней левой и правой стойками.
Технический результат достигается также, если каждая часть верхней планки, а также каждая часть нижней планки включает группу резьбовых соединений для вертикального перемещения и регулирования вертикальных размеров контура магнитопровода.
Технический результат достигается также, если для регулирования горизонтальных размеров контура каждая пара верхних и нижних планок жестко соединены между собой посредством крепежных элементов и втулок различной длины.
Формирование магнитопровода осуществляется на внутренней обойме, которую предварительно устанавливают на оправку и выбирают зазоры для плотного контакта обоймы с оправкой по всему периметру.
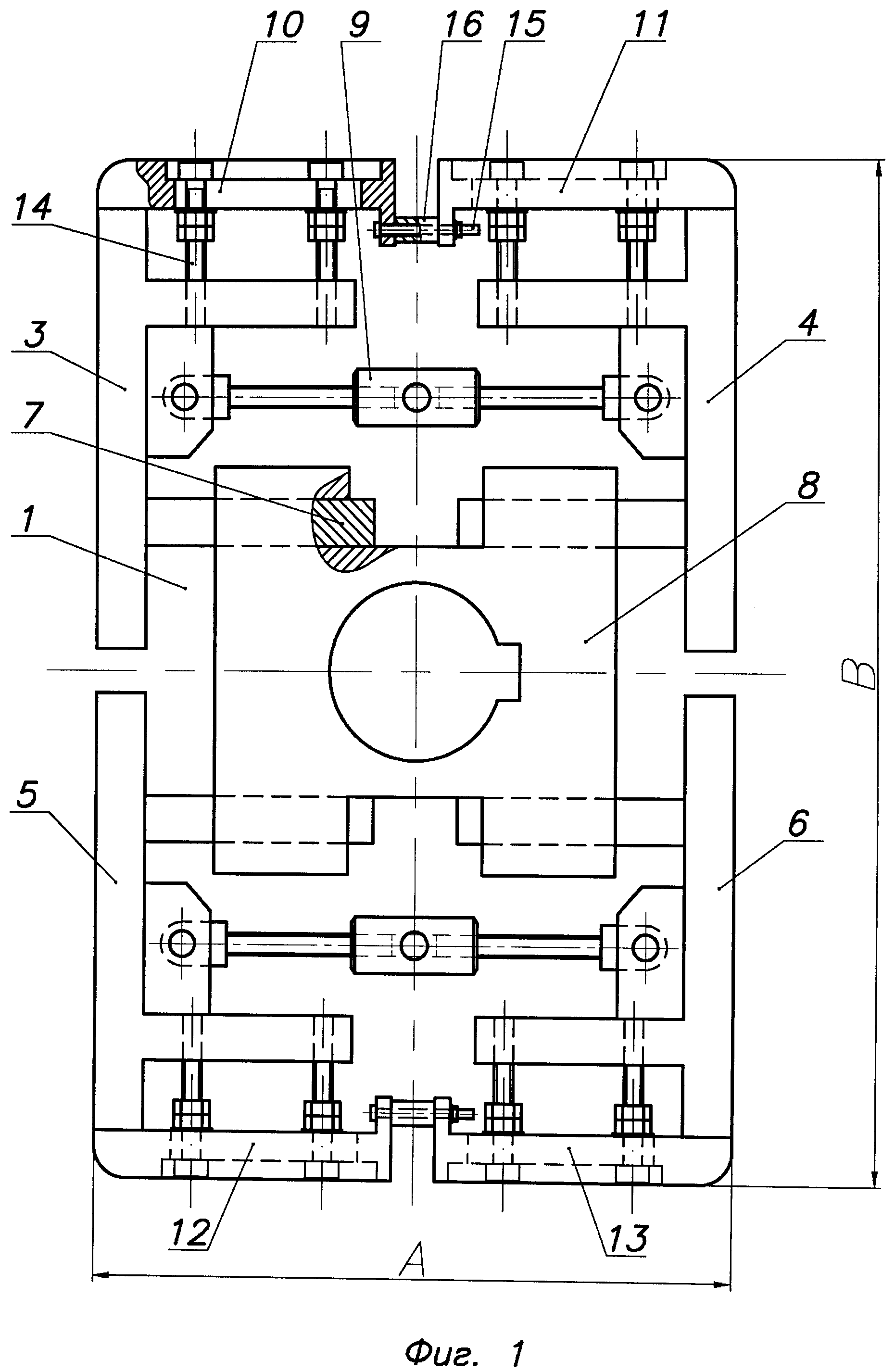
Горизонтальное перемещение левых и правых боковых стоек оправки может осуществляться с помощью стяжных муфт, что позволяет увеличивать горизонтальный размер оправки на величину D1=Al-А, где А - минимальный размер по ширине, А1 - максимальный размер по ширине. Вертикальное перемещение верхних и нижних планок оправки может осуществляться с помощью резьбовых соединений, что позволяет
увеличивать вертикальный размер оправки на величину D2=B1-В, где В - минимальный размер по высоте, В1 - максимальный размер по высоте.
Графические материалы устройства для формирования замкнутого контура ленточного магнитопровода, поясняющие сущность изобретения, изображены на фигурах, где на:
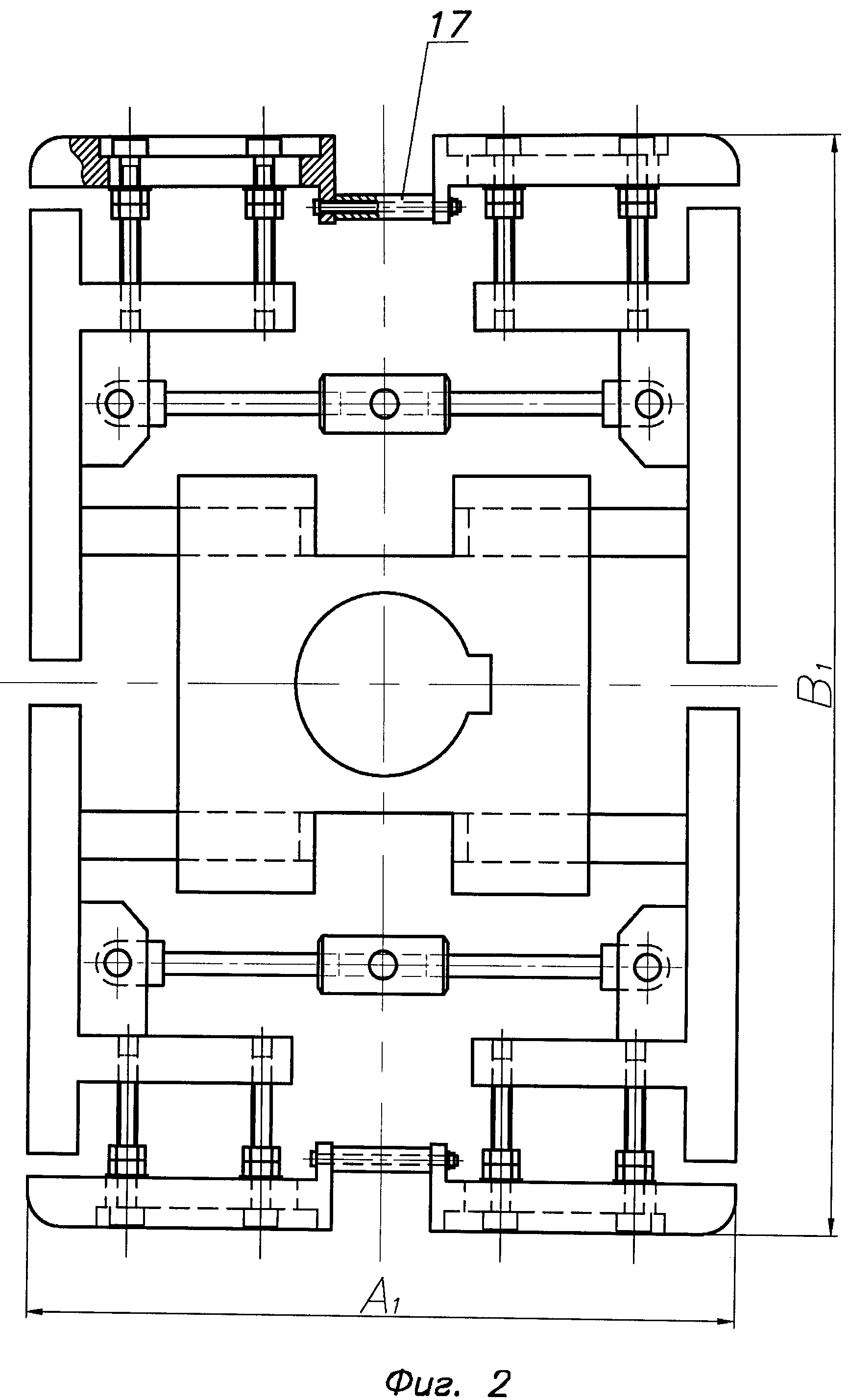
- Фиг.1 изображена оправка с первоначальными линейными размерами по ширине и высоте,
- Фиг.2 изображена оправка с максимальными линейными размерами по ширине и высоте,
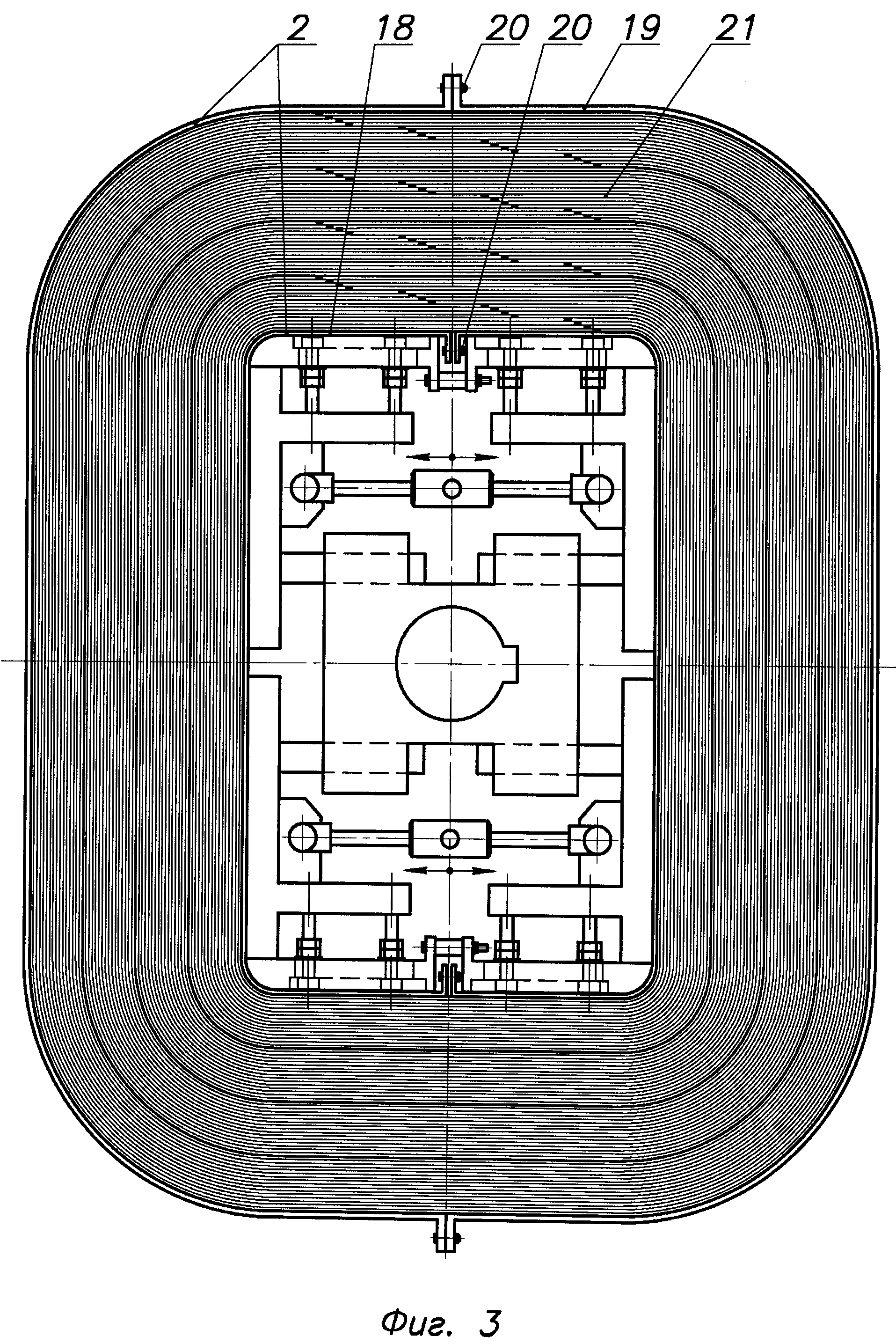
- Фиг.3 изображен общий вид устройства для формирования контура магнитопровода.
Устройство для формирования замкнутого контура ленточного магнитопровода распределительного трансформатора из блоков пакетов многослойных аморфных металлических лент состоит из оправки 1 и устройства для фиксации блоков пакетов аморфных лент на оправке 2.
Оправка 1 состоит из левой верхней боковой стойки 3, правой верхней боковой стойки 4, левой нижней боковой стойки 5 и правой нижней боковой стойки 6. Каждая боковая стойка имеет направляющую 7, которая устанавливается в соответствующий паз ступицы 8 и определяет направление горизонтального перемещения стойки. Стойки 3 и 4, 5 и 6 попарно соединены между собой стяжными муфтами 9, которые обеспечивают одновременное перемещение стоек относительно неподвижной ступицы 8 в горизонтальной плоскости на величину D1=0…40 мм.
Сверху боковых стоек 3 и 4 установлены верхние планки 10 и 11, а снизу боковых стоек 5 и 6 установлены нижние планки 12 и 13, причем каждая планка 10, 11, 12 и 13, с помощью групп резьбовых соединений 14, соединена с соответствующей боковой стойкой 3, 4, 5 и 6. С помощью группы резьбовых соединений 14 определяют направление вертикального перемещения планок 10, 11, 12 и 13 и обеспечивают одновременное их перемещение, относительно соответствующих стоек 3, 4, 5 и 6, в вертикальной плоскости на величину D2=0…40 мм, осуществляя, таким образом, регулировку и точную установку внешних размеров оправки 1. Для этого ослабляют гайки резьбовых соединений 14, перемещают головку болта по пазам соответствующих планок 10, 11 и 12, 13, затем гайки закручивают и выставляют для получения требуемого размера с помощью стяжных муфт 9 соответствующие боковые стойки 3, 4 и 5, 6. Для регулировки и установки точных размеров оправки 1 по высоте отпускают гайки резьбовых соединений 14, перемещают болты и выставляют соответствующие планки 10, 11 и 12, 13 для получения требуемого размера по высоте, после чего гайки закручивают.
Для повышения жесткости верхних и нижних элементов оправки планки 10 и 11, 12 и 13 соединены между собой с помощью крепежных элементов 15 и втулок разной длины 16 и 17.
Устройство для фиксации блоков пакетов аморфных лент на оправке 2 состоит из внутренней обоймы 18, наружной обоймы 19 и болтов 20.
Устройство работает следующим образом. После установки требуемых размеров оправки 1 по ширине и высоте на оправку устанавливают внутреннюю обойму 18, с помощью болтов 20 выбирают зазоры для обеспечения плотного контакта обоймы 18 и оправки 1 и начинают формирование блоков пакетов аморфных лент 21 на внешней стороне внутренней обоймы 18. После окончания операций по формированию блоков пакетов и получения магнитопровода требуемых размеров устанавливают наружную обойму 19, затягивают болты 20, разжимают боковые стойки 3, 4, 5, 6 и планки 10, 11, 12, 13 и снимают собранный магнитопровод вместе с обоймами 18, 19 с оправки 1.
Данное устройство может быть использовано для изготовления магнитопроводов из аморфной ленты распределительных трансформаторов мощностью от 30 до 1600 кВА.
Таким образом, применение предложенного устройства позволит:
- повысить надежность и работоспособность оборудования для формирования ленточных магнитопроводов из аморфной ленты и снизить время производственного процесса формирования магнитопроводов за счет оптимизации состава оборудования и технологических операций;
- снизить трудоемкость процесса формирования магнитопроводов и металлоемкость оборудования за счет уменьшения количества оправок и применения одной универсальной оправки для изготовления пяти типоразмеров магнитопроводов;
- повысить качество формирования магнитопроводов за счет обеспечения плотной укладки пакетов аморфных лент;
- повысить электромагнитные характеристики магнитопроводов за счет повышения точности и качества формирования магнитопроводов.
Резцовый узел гратоснимателя сварочной машины
Способ зачистки электродов сварочной машины гратоснимателем
Резцовый гратосниматель сварочной машины
Смазочная шайба для прессования крупногабаритных стальных труб и профилей
Инструмент для прессования труб на вертикальном прессе
Контейнер пресса для изготовления крупногабаритных труб и профилей
Способ дуговой сварки полос в непрерывных металлургических агрегатах
Устройство для дуговой сварки полос на машинах непрерывных металлургических агрегатов
Способ сборки изделий коробчатой формы для автоматической дуговой сварки плавящимся электродом
Способ электрошлакового переплава
Смазочная шайба для прессования крупногабаритных стальных труб и профилей
Контейнер пресса для изготовления крупногабаритных труб и профилей
Способ электрошлакового переплава
Сопло для производства аморфной ленты
Способ электрошлакового переплава
Штамповочно-экструзионный гидравлический пресс
Гидравлический пресс
Машина непрерывного литья с роторным кристаллизатором
Дорн с управляемым профилем рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок
Машина бесслитковой прокатки алюминиевого листа

