Результат интеллектуальной деятельности: ОХЛАЖДЕНИЕ ВАЛКА ПРОКАТНОЙ КЛЕТИ
Вид РИД
Изобретение
Изобретение касается охлаждающего устройства для охлаждения валка прокатной клети.
Прокатные клети для прокатки прокатываемого материала имеют валки, которые охлаждаются охлаждающей жидкостью, корпус конвертера, охлаждающей водой.
US 2010/0089112 A1 раскрывает жесткие, вогнуто выполненные охлаждающие оболочки, посредством которых находящаяся под низким давлением охлаждающая жидкость наносится на валки прокатной клети.
DE 10 2009 053 074 A1 раскрывает гидравлическое охлаждение рабочих валков прокатной клети посредством подвижных, шарнирных охлаждающих оболочек. При этом подача охлаждающей жидкости осуществляется преимущественно под низким давлением при помощи охлаждающих оболочек, в то время как для создания достаточного охлаждающего действия дополнительно наносится охлаждающая жидкость под высоким давлением.
JP H06-170420 (A) раскрывает охлаждающее устройство для охлаждения рабочих валков прокатной клети, имеющее стационарную распылительную балку, которая несколько уже, чем самая узкая полоса, производимая с помощью упомянутой прокатной клети, и смещаемую в осевом направлении распылительную балку для охлаждения только тех участков рабочих валков, которые соответствуют ширине прокатываемой в данном случае полосы.
JP S59-156506 A раскрывает способ охлаждения рабочего валка прокатной клети, при котором охлаждающая вода распыляется на рабочий валок вместо высокого давления с низким давлением при одновременно увеличенной поверхности нанесения.
WO 2014/170139 A1 раскрывает разбрызгивающую балку для охлаждения прокатываемого материала, которая распространяется поперек направления транспортировки прокатываемого материала и имеет среднюю область, а также две краевых области, в каждую из которых по отдельности может подаваться охлаждающая среда.
В основе изобретения лежит задача, предложить улучшенное охлаждающее устройство для охлаждения валка прокатной клети.
Эта задача в соответствии с изобретением решается с помощью признаков п.1 формулы изобретения.
Предпочтительные варианты осуществления изобретения являются предметом зависимых пунктов формулы изобретения.
Предлагаемое изобретением охлаждающее устройство для охлаждения валка прокатной клети включает в себя охлаждающую балку для приема и выпуска охлаждающего средства. Эта охлаждающая балка имеет несколько цельноструйных форсунок, расположенных на обращенной к валку и проходящей параллельно оси валка выпускной стороне охлаждающей балки. Через каждую цельноструйную форсунку из охлаждающей балки в направлении выпуска на валок может выпускаться струя охлаждающего средства, имеющая практически постоянный диаметр струи.
Под цельноструйной форсункой понимается форсунка, через которую может выпускаться по существу прямая струя охлаждающего средства, имеющая практически постоянный диаметр. Цельноструйные форсунки, благодаря сфокусированному выпуску охлаждающего средства при одинаковом давлении охлаждающего средства, создают в охлаждающей балке более высокое ударное давление на валок, чем обычно применяемые плоскоструйные форсунки. Более высокое ударное давление положительно сказывается на охлаждающем действии непосредственно на поверхности валка, потому что там вследствие общего большого нанесенного количества охлаждающей жидкости всегда существует определенная пленка охлаждающего средства, имеющая обыкновенно толщину от нескольких миллиметров до сантиметров, которая для достижения хорошего отвода тепла должна была бы по возможности полностью пронизываться попадающими струями охлаждающего средства. Благодаря создаваемому цельноструйными форсунками ударному давлению струй охлаждающего средства на валок по сравнению с применением плоскоструйных форсунок может заметно уменьшаться давление охлаждающего средства в охлаждающей балке, благодаря чему могут предпочтительно заметно уменьшаться расход энергии и эксплуатационные расходы охлаждающего устройства.
Кроме того, так как выпуск охлаждающего средства осуществляется через цельноструйные форсунки, расстояние от распылительной балки до валка в широких пределах некритично и поэтому не должно адаптироваться к диаметру валка. Так, например, охлаждаемая поверхность валка вследствие по существу прямолинейно проходящих струй охлаждающего средства может быть удалена на 50 мм-500 мм без значительного изменения охлаждающего действия струй охлаждающего средства.
Другим преимуществом применения цельноструйных форсунок является уменьшение издержек технического обслуживания, которое, в свою очередь, является результатом уменьшенного давления охлаждающего средства в охлаждающей балке, так как вместе с давлением охлаждающего средства уменьшаются также нагрузка и вместе с тем износ форсунок.
Один из вариантов осуществления изобретения предусматривает, что охлаждающая балка разделена на по меньшей мере две отдельные друг от друга камеры для охлаждающего средства для приема охлаждающего средства. Каждая камера для охлаждающего средства соответствует одной отдельной области выпускной стороны охлаждающей балки, в которой расположены несколько цельноструйных форсунок, через которые из камеры для охлаждающего средства на валок может выпускаться по струе охлаждающего средства. Разделение охлаждающей балки на несколько отдельных друг от друга камер для охлаждающего средства, которые соответствуют различным отдельным областям выпускной стороны охлаждающей балки, предпочтительно позволяет управлять охлаждающим действием отдельных областей взаимонезависимо, при этом управление давлениями охлаждающего средства в отдельных областях и вместе с тем выпускаемыми из отдельных областей потоками охлаждающего средства осуществляется взаимонезависимо. Благодаря этому можно влиять на охлаждение валка предпочтительно в зависимости от места, так что сильнее нагретые области поверхности валка, например, средняя область поверхности валка, охлаждаются сильнее, чем менее сильно нагретые области.
Одно из усовершенствований вышеназванного варианта осуществления изобретения предусматривает, что первая камера для охлаждающего средства соответствует первой отдельной области выпускной стороны охлаждающей балки, причем эта первая отдельная область зеркально-симметрична относительно перпендикулярной к оси валка средней оси выпускной стороны охлаждающей балки. Например, протяженность первой отдельной области параллельно средней оси варьируется в направлении оси валка и максимальна по средней оси. Первая отдельная область имеет, например, форму многоугольника. Зеркально-симметричный относительно средней оси вариант осуществления учитывает, что валок, как правило, тоже нагревается симметрично относительно средней оси. Варьирование протяженности первой отдельной области параллельно средней оси в направлении оси валка с максимальной протяженностью по средней оси учитывает, что валок, как правило, сильнее всего нагревается в середине, и нагрев валка уменьшается к его краевым областям. Поэтому соответствующее исполнение первой отдельной области позволяет адаптировать охлаждение валка с помощью первой отдельной области к зависимой от места термической нагрузке валка.
Другой вариант осуществления изобретения предусматривает, что каждая камера для охлаждающего средства подключена к трубопроводу для подвода охлаждающего средства для подачи охлаждающего средства в камеру для охлаждающего средства, причем этот трубопровод для подвода охлаждающего средства впадает в камеру для охлаждающего средства по существу перпендикулярно направлению выпуска охлаждающего средства. Это, по существу перпендикулярное направлению выпуска впадение трубопроводов для подвода охлаждающего средства в охлаждающую балку делает возможным в значительной степени равномерное распределение давления охлаждающего средства внутри каждой камеры для охлаждающего средства. Благодаря этому предпочтительно предотвращается перепад давлений между близкими к устью и далекими от устья цельноструйными форсунками.
Другой вариант осуществления изобретения предусматривает, что управление подаваемыми в камеры для охлаждающего средства количествами охлаждающего средства может осуществляться взаимонезависимо с помощью собственного управляющего клапана и/или с помощью собственного насоса. Это делает возможным уже названное выше взаимонезависимое управление охлаждающим действием струй охлаждающего средства, выпускаемых из отдельных камер для охлаждающего средства. Управление количествами охлаждающего средства с помощью управляющих клапанов является особенно предпочтительным, например, тогда, когда на упомянутой прокатной установке может использоваться уже имеющаяся, традиционная система снабжения охлаждающим средством, например, система водоснабжения, которая обычно нагнетает охлаждающую воду с давлением 4 бар. В этом случае можно обойтись без требующей больших издержек и дорогой установки для повышения давления для снабжения охлаждения валков. Управление количествами охлаждающего средства посредством насосов, при необходимости в комбинации с управляющими клапанами, позволяет в интервалах между пропусками прокатки или в периоды прокатки, в которые требуется только небольшая производительность охлаждения, отключать отдельные насосы или уменьшать производительность насосов и тем самым снижать расход энергии.
Другой вариант осуществления изобретения предусматривает систему автоматизации для управления подаваемыми в камеры для охлаждающего средства количествами охлаждающего средства. Благодаря этому предпочтительно возможно автоматическое управление выпускаемыми из камер для охлаждающего средства на валок объемами потока охлаждающего средства для адаптации этих объемов потока к распределению температуры на поверхности валка. При этом управление подаваемыми в камеры для охлаждающего средства количествами охлаждающего средства осуществляется предпочтительно путем активирования вышеназванных управляющих клапанов и/или насосов.
Другой вариант осуществления изобретения предусматривает, что межфорсуночное расстояние между соседними цельноструйными форсунками в направлении, параллельном оси валка, варьируется в этом направлении. Причем это межфорсуночное расстояние является наименьшим предпочтительно в средней области выпускной стороны охлаждающей балки. Например, межфорсуночное расстояние в направлении, параллельном оси валка, составляет примерно от 25 мм примерно до 50 мм. Эти варианты осуществления изобретения позволяют также адаптировать расположение цельноструйных форсунок к зависимой от места термической нагрузке поверхности валка, при этом межфорсуночное расстояние варьируется в направлении, параллельном оси валка, соответственно этой термической нагрузке. Минимальное межфорсуночное расстояние в средней области выпускной стороны охлаждающей балки учитывает, что, как правило, больше всего термически нагружается средняя область поверхности валка.
Другой вариант осуществления изобретения предусматривает, что цельноструйные форсунки расположены в несколько параллельных друг другу рядов форсунок. Это предпочтительно позволяет наносить охлаждающее средство на валок на большой площади и в комбинации с вращением валка равномерно.
Другой вариант осуществления изобретения предусматривает, что охлаждающая балка для каждой цельноструйной форсунки имеет форсуночную выемку, в которой разъемно закреплена цельноструйная форсунка. Этот вариант осуществления изобретения предпочтительно делает возможной простую замену дефектных цельноструйных форсунок.
Другой вариант осуществления изобретения предусматривает скребок для соскребания охлаждающего средства с валка, причем этот скребок и охлаждающая балка обладают возможностью совместного наклона. С помощью скребка может предпочтительно предотвращаться попадание слишком большого количества охлаждающего средства на прокатываемый материал и/или в межвалковый зазор, через который прокатываемый материал направляется между двумя валками, и смывание им, например, смазочного средства для уменьшения трения между прокатываемым материалом и валками. Благодаря возможности совместного наклона скребка и охлаждающей балки предпочтительно не требуется никакое дополнительное устройство для движения охлаждающей балки. При этом, в свою очередь, сказывается то, уже упомянутое выше, преимущество применения цельноструйных форсунок, что при применении цельноструйных форсунок расстояние от распылительной балки до валка в широких пределах некритично и поэтому не должно адаптироваться к диаметру валка. Далее, изобретение также особенно хорошо подходит в качестве решения дооснащения существующих прокатных установок скребками, при этом, например, необходимо только заменить традиционные распылительные балки высокого давления предлагаемыми изобретением охлаждающими балками.
Предлагаемая изобретением прокатная клеть включает в себя валок и два предлагаемых изобретением охлаждающих устройства, причем эти два охлаждающих устройства расположены на различных сторонах валка. Преимущества предлагаемой изобретением прокатной клети вытекают из уже названных выше преимуществ предлагаемого изобретением охлаждающего устройства.
Описанные выше свойства, признаки и преимущества этого изобретения, а также каким образом они достигаются, становится яснее и отчетливее понятно в контексте последующего описания примеров осуществления, которые поясняются подробнее со ссылкой на чертежи. При этом показано:
фиг.1: схематично прокатная клеть, имеющая охлаждающие устройства;
фиг.2: схематичное изображение в перспективе первого примера осуществления охлаждающей балки;
фиг.3: выпускаемые из изображенной на фиг.2 охлаждающей балки объемы потока охлаждающего средства в зависимости от положения;
фиг.4: выпускная сторона второго примера осуществления охлаждающей балки;
фиг.5: выпускная сторона третьего примера осуществления охлаждающей балки;
фиг.6: выпускная сторона четвертого примера осуществления охлаждающей балки;
фиг.7: выпускная сторона пятого примера осуществления охлаждающей балки;
фиг.8: выпускная сторона шестого примера осуществления охлаждающей балки;
фиг.9: выпускная сторона седьмого примера осуществления охлаждающей балки;
фиг.10: выпускная сторона восьмого примера осуществления охлаждающей балки;
фиг.11: выпускная сторона девятого примера осуществления охлаждающей балки; и
фиг.12: выпускная сторона десятого примера осуществления охлаждающей балки.
Соответствующие друг другу части на всех фигурах снабжены одними и теми же ссылочными обозначениями.
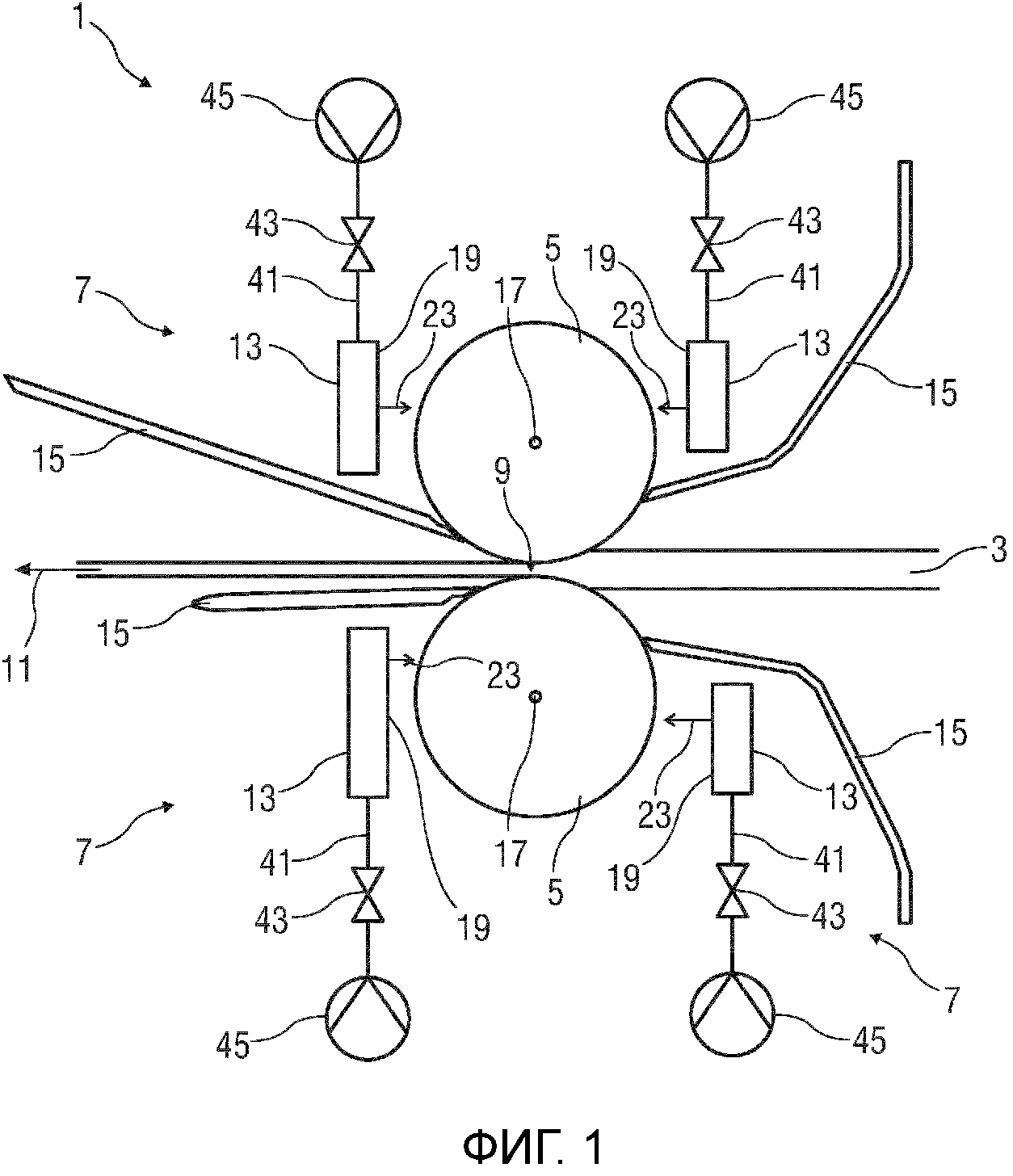
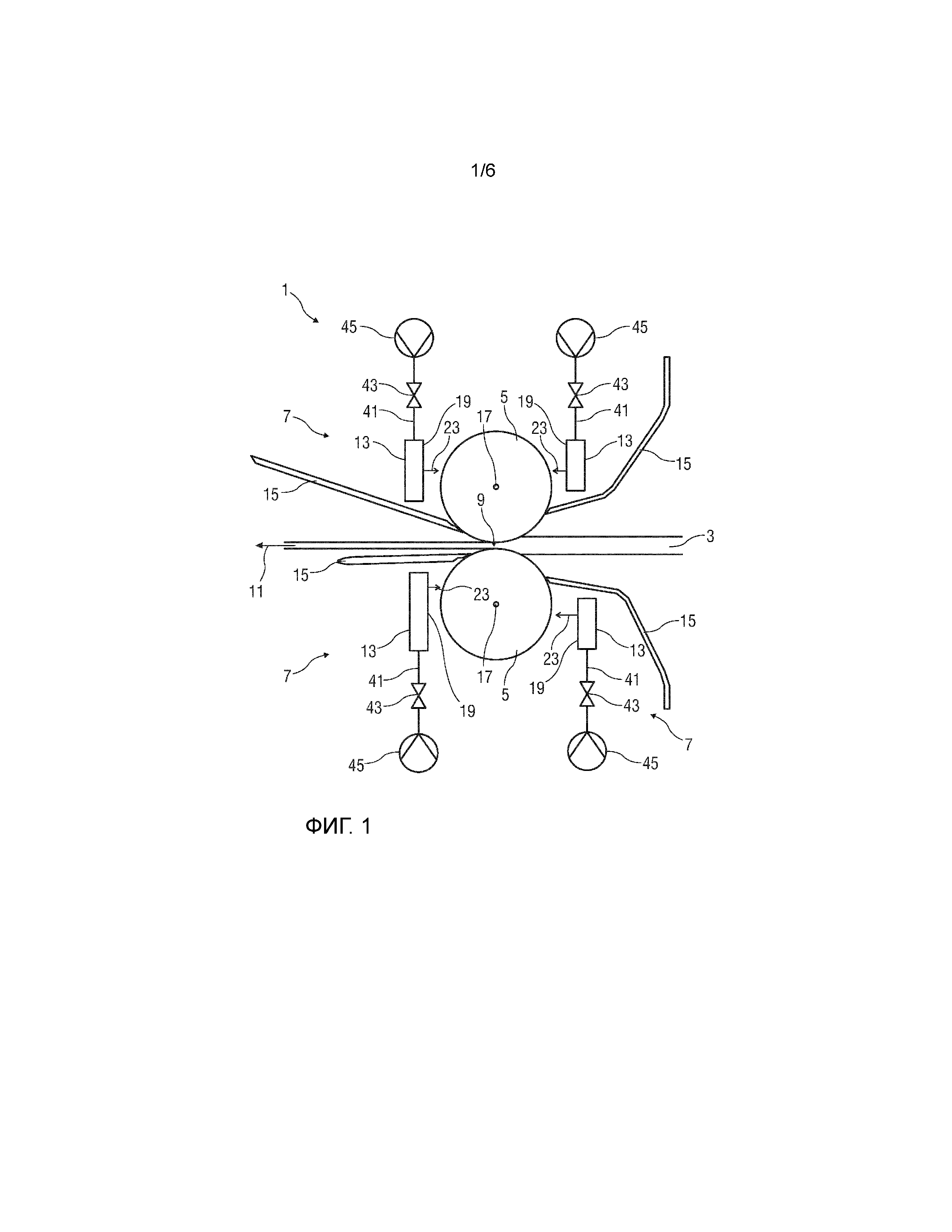
На фиг.1 схематично показана прокатная клеть 1 для прокатки прокатываемого материала 3. Прокатная клеть 1 включает в себя два выполненных в виде рабочих валков валка 5 и для каждого валка 5 два охлаждающих устройства 7, которые расположены на различных сторонах валка 5. Валки 5 удалены друг от друга на расстояние межвалкового зазора 9, через который прокатываемый материал 3 пропускается в направлении 11 прокатки для деформации прокатываемого материала 3. Каждое охлаждающее устройство 7 включает в себя охлаждающую балку 13 скребок 15.
Каждая охлаждающая балка 13 выполнена для приема и выпуска охлаждающего средства. Для выпуска охлаждающего средства охлаждающая балка 13 имеет несколько расположенных на обращенной к данному валку 5 и проходящей параллельно оси 17 валка 5 выпускной стороне 19 охлаждающей балки 13 цельноструйных форсунок 21, через которые из охлаждающей балки 13 в направлении 23 выпуска на валок 5 может выпускаться по струе охлаждающего средства, имеющей практически постоянный диаметр. Охлаждающее средство может подаваться в охлаждающие балки 13 по трубопроводам 41 для подвода охлаждающего средства, при этом управление подаваемыми в охлаждающие балки количествами охлаждающего средства возможно с помощью управляющих клапанов 43 и/или с помощью насосов 45, которые, например, являются частотно-регулируемыми. Охлаждающее средство представляет собой, например, воду.
Каждый скребок 15 выполнен для соскребания охлаждающего средства с данного валка 5 и может наклоняться к валку 5 и от валка 5. Предпочтительно охлаждающая балка 13 и скребок 15 каждого охлаждающего устройства 7 закреплены на устройстве наклона охлаждающего устройства 7, так что охлаждающая балка 13 и скребок 15 вместе могут наклоняться к валку 5 и от валка 5.
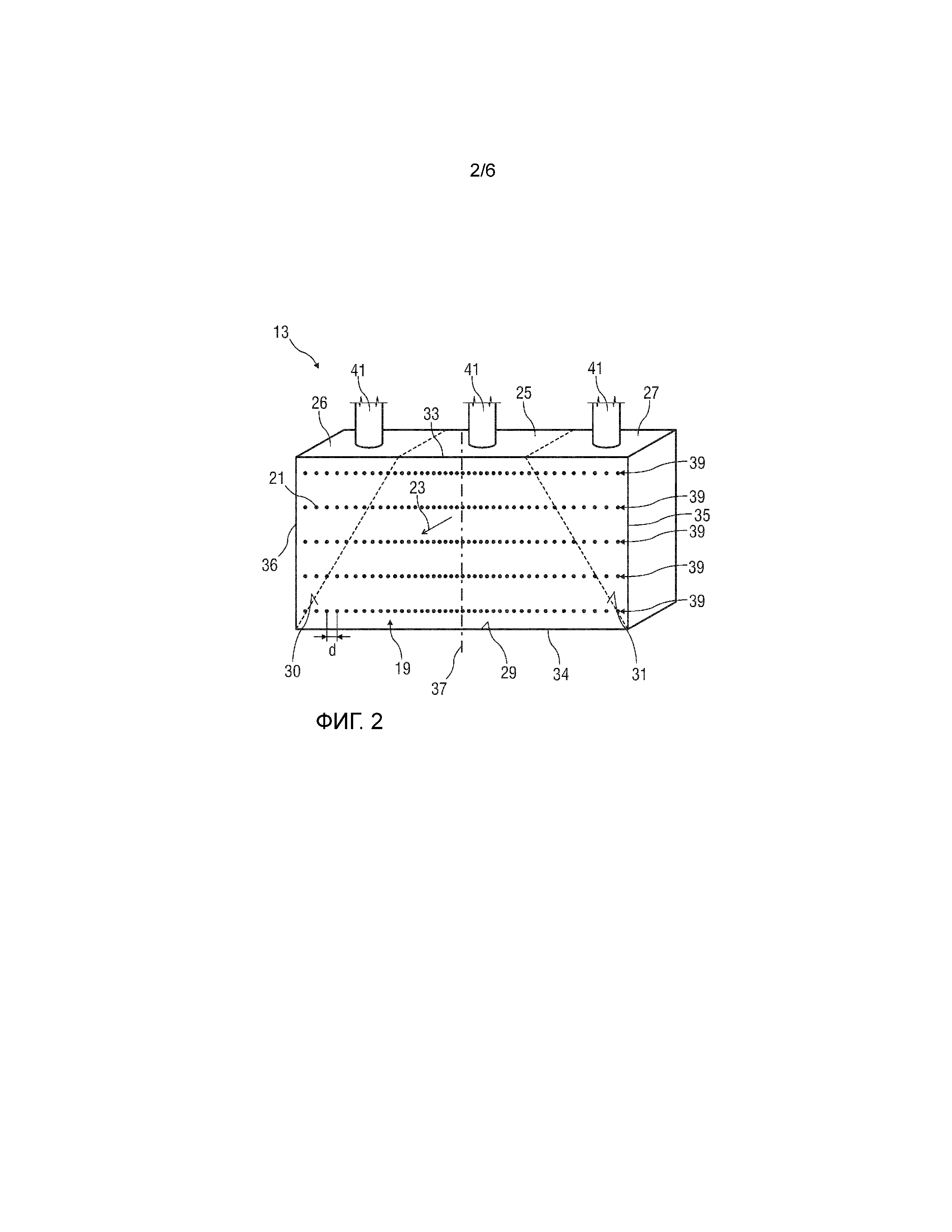
На фиг.2 показано схематичное изображение в перспективе первого примера осуществления охлаждающей балки 13 для выпуска охлаждающего средства на валок 5. Охлаждающая балка 13 разделена на три отдельные друг от друга камеры 25-27 для охлаждающего средства для приема охлаждающего средства. Каждая камера 25-27 для охлаждающего средства соответствует одной отдельной области 29-31 выпускной стороны 19, в которой расположены несколько цельноструйных форсунок 21, через которые из камер 25-27 для охлаждающего средства в направлении 23 выпуска на валок 5 может выпускаться по струе охлаждающего средства. Выпускная сторона 19 имеет форму прямоугольника, имеющего две параллельные оси 17 валка продольные стороны 33, 34 и две перпендикулярные им поперечные стороны 35, 36.
Первая камера 25 для охлаждающего средства соответствует первой отдельной области 29 выпускной стороны 19 охлаждающей балки 13, которая образует среднюю область выпускной стороны 19. Первая отдельная область 29 зеркально-симметрична относительно перпендикулярной к оси 17 валка средней оси 37 выпускной стороны 19 охлаждающей балки 13 и имеет форму трапеции, которая имеет две угловые точки, лежащие на первой продольной стороне 33, и две угловые точки, лежащие каждая в одной конечной точке второй продольной стороны 34.
Цельноструйные форсунки 21 расположены на выпускной стороне 19 в несколько рядов 39 форсунок, которые проходят каждый параллельно оси 17 валка. При этом в каждом ряду 39 форсунок межфорсуночное расстояние d между соседними цельноструйными форсунками 21 варьируется симметрично относительно средней оси 37, так что межфорсуночное расстояние d между форсунками в средней области выпускной стороны 19 является наименьшим и увеличивается к краевым областям выпускной стороны 19, например, параболически. В изображенном на фиг.2 примере осуществления межфорсуночное расстояние d между форсунками на концах каждого ряда 39 форсунок вдвое больше, чем в середине ряда 39 форсунок. Межфорсуночное расстояние d между форсунками варьируется, например, от 25 мм до 50 мм. Ряды 39 форсунок проходят эквидистантно по существу по всей протяженности выпускной стороны 19, так что они создают относительно равномерное охлаждающее действие на поверхности валка 5.
Одно из усовершенствований показанного на фиг.2 примера осуществления предусматривает, что ряды 39 форсунок расположены со сдвигом друг относительно друга, так что цельноструйные форсунки 21 разных рядов 39 форсунок расположены в не перпендикулярных к оси 17 валка направлениях. Благодаря этому предпочтительно достигается особенно равномерное охлаждающее действие рядов 39 форсунок, при этом устраняются проходящие перпендикулярно рядам 39 форсунок «несплошности охлаждения», в которых на валок 5 не выпускается охлаждающее средство и из-за этого уменьшается охлаждающее действие.
Далее, цельноструйные форсунки 21, которые на фиг.2 находятся очень близко к или, соответственно, на граничной линии между двумя соседними отдельными областями 29-31, либо совсем отсутствуют, либо, по сравнению с расположением, изображенным на фиг.2, расположены, будучи смещены в одну из граничащих друг с другом отдельных областей 29-31, так как по такой граничной линии проходит соответствующее разделение внутреннего пространства охлаждающей балки 13 на камеры 25-27 для охлаждающего средства, например, разделительными щитками.
Каждая цельноструйная форсунка 21 разъемно, например, с помощью винтового соединения, смонтирована в форсуночной выемке охлаждающей балки 13. Каждая из цельноструйных форсунок 21 имеют, например, поперечное сечение форсунки, имеющее минимальный диаметр примерно 4 мм.
Каждая камера 25-27 для охлаждающего средства подключена к трубопроводу 41 для подвода охлаждающего средства для подачи охлаждающего средства в камеру 25-27 для охлаждающего средства, при этом трубопровод 41 для подвода охлаждающего средства впадает в камеру 25-27 для охлаждающего средства по существу перпендикулярно направлению 23 выпуска охлаждающего средства. Поперечные сечения каждого из трубопроводов 41 для охлаждающего средства имеют диаметр, например, от 100 мм до 150 мм.
Управление подаваемыми по трубопроводам 41 для подвода охлаждающего средства в камеры 25-27 для охлаждающего средства количествами охлаждающего средства может осуществляться взаимонезависимо с помощью собственного (на фиг.2 не изображенного) управляющего клапана 43 и/или с помощью собственного (на фиг.2 не изображенного) насоса 45. Это предпочтительно позволяет адаптировать выпускаемые из камер 25-27 для охлаждающего средства количества охлаждающего средства к различным термическим нагрузкам в разных областях поверхности валка.
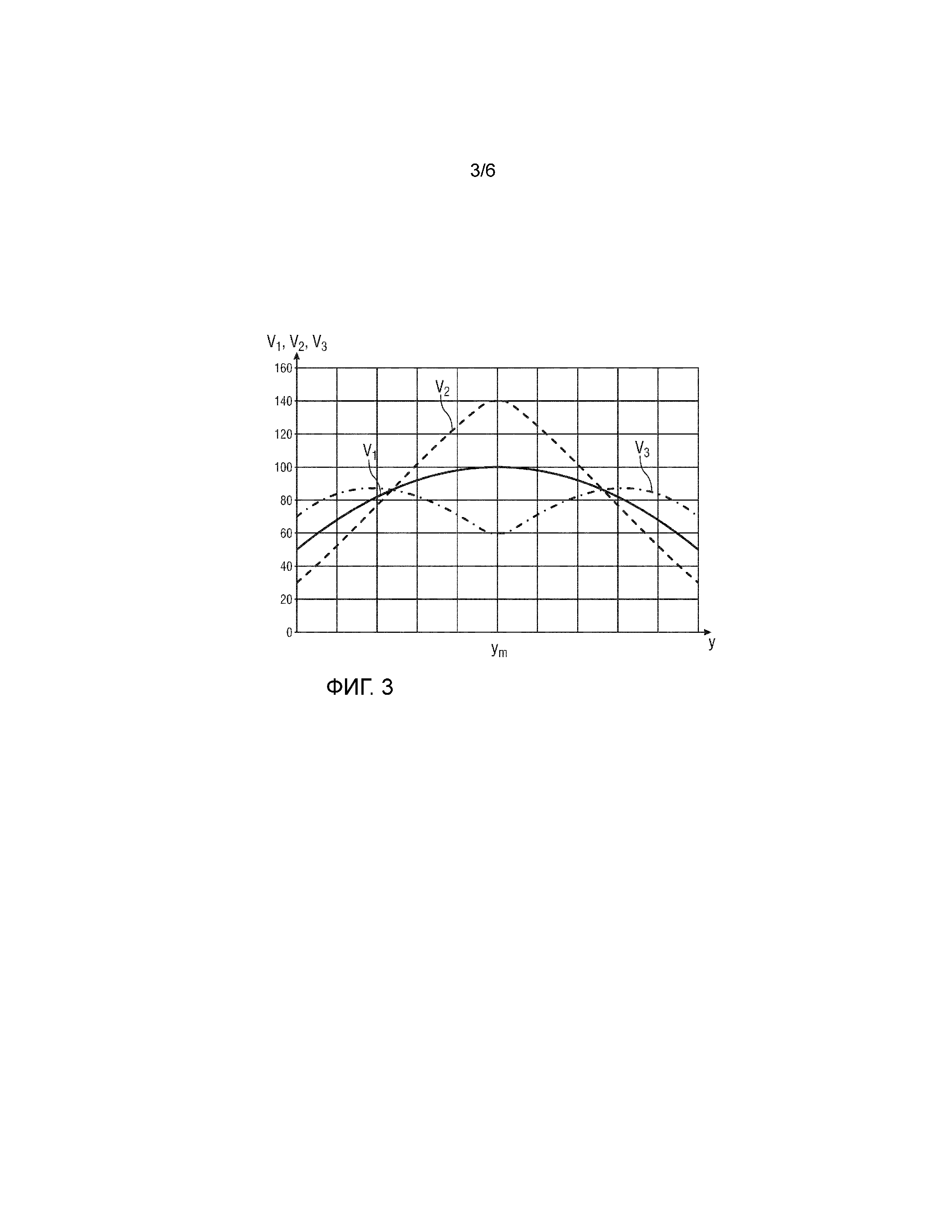
На фиг.3 в качестве примера показаны три объема V1, V2, V3 потока охлаждающего средства, выпускаемых из изображенной на фиг.2 охлаждающей балки 13, в зависимости от положения y, в направлении, параллельном оси 17 валка, причем эти объемы V1, V2, V3 потока указаны в процентах относительно номинального потока.
Номинальный поток представляет собой значение первого объема V1 потока в среднем положении ym. Первый объем V1 потока создается, когда во все три камеры 25-27 для охлаждающего средства подается охлаждающее средство с определенным, совпадающим для всех камер 25-27 для охлаждающего средства номинальным давлением. Первый объем V1 потока проходит параболически, имея максимум в среднем положении ym, и уменьшается от среднего положения ym к двум концевым областям до половины значения в среднем положении ym. Причиной этой формы кривой первого объема V1 потока является увеличение межфорсуночного расстояния d между цельноструйными форсунками 21 вдоль рядов 39 форсунок от их середины к двум концам до удвоенного значения, при этом было принято параболическое увеличение межфорсуночного расстояния d.
Второй объем V2 потока создается, когда в первую камеру 25 для охлаждающего средства подается охлаждающее средство с давлением охлаждающего средства, которое примерно вдвое больше номинального давления, а в каждую из двух других камер 26, 27 для охлаждающего средства с давлением охлаждающего средства, которое составляет примерно половину номинального давления.
Третий объем V3 потока создается, когда в первую камеру 25 для охлаждающего средства подается охлаждающее средство с давлением охлаждающего средства, которое составляет примерно половину номинального давления, а в каждую из двух других камер 26, 27 для охлаждающего средства с давлением охлаждающего средства, которое примерно вдвое больше номинального давления.
На фиг.3 показано, что с помощью различных давлений охлаждающего средства в камерах 25-27 для охлаждающего средства могут создаваться объемы V1, V2, V3 потока, имеющие различную зависимость от положения y в направлении, параллельном оси 17 валка, так что выпускаемый охлаждающей балкой 13 объем V1, V2, V3 потока может адаптироваться к распределению температуры на поверхности валка. Давление охлаждающего средства в каждой камере 25-27 для охлаждающего средства регулируется с помощью собственного управляющего клапана 43 и/или с помощью собственного насоса 45.
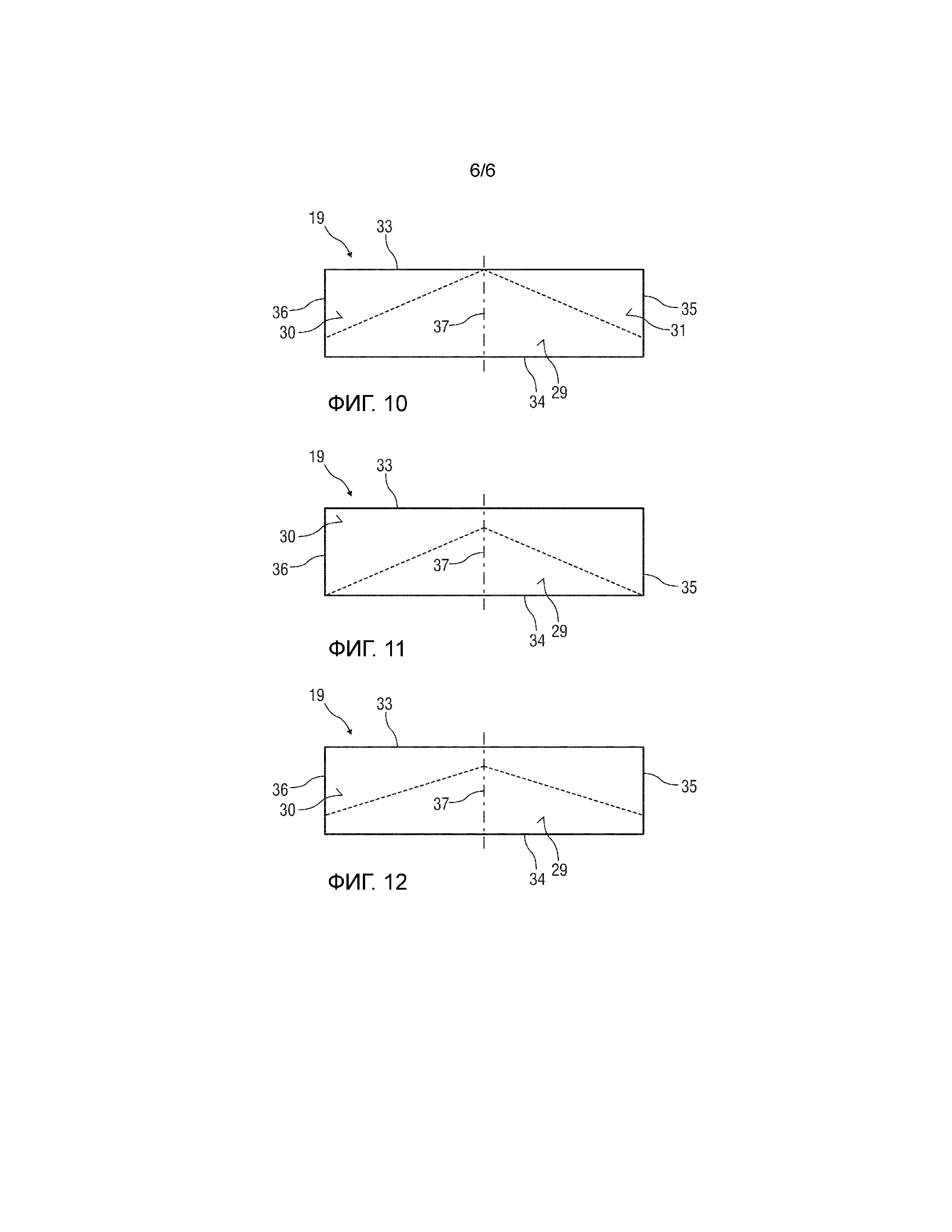
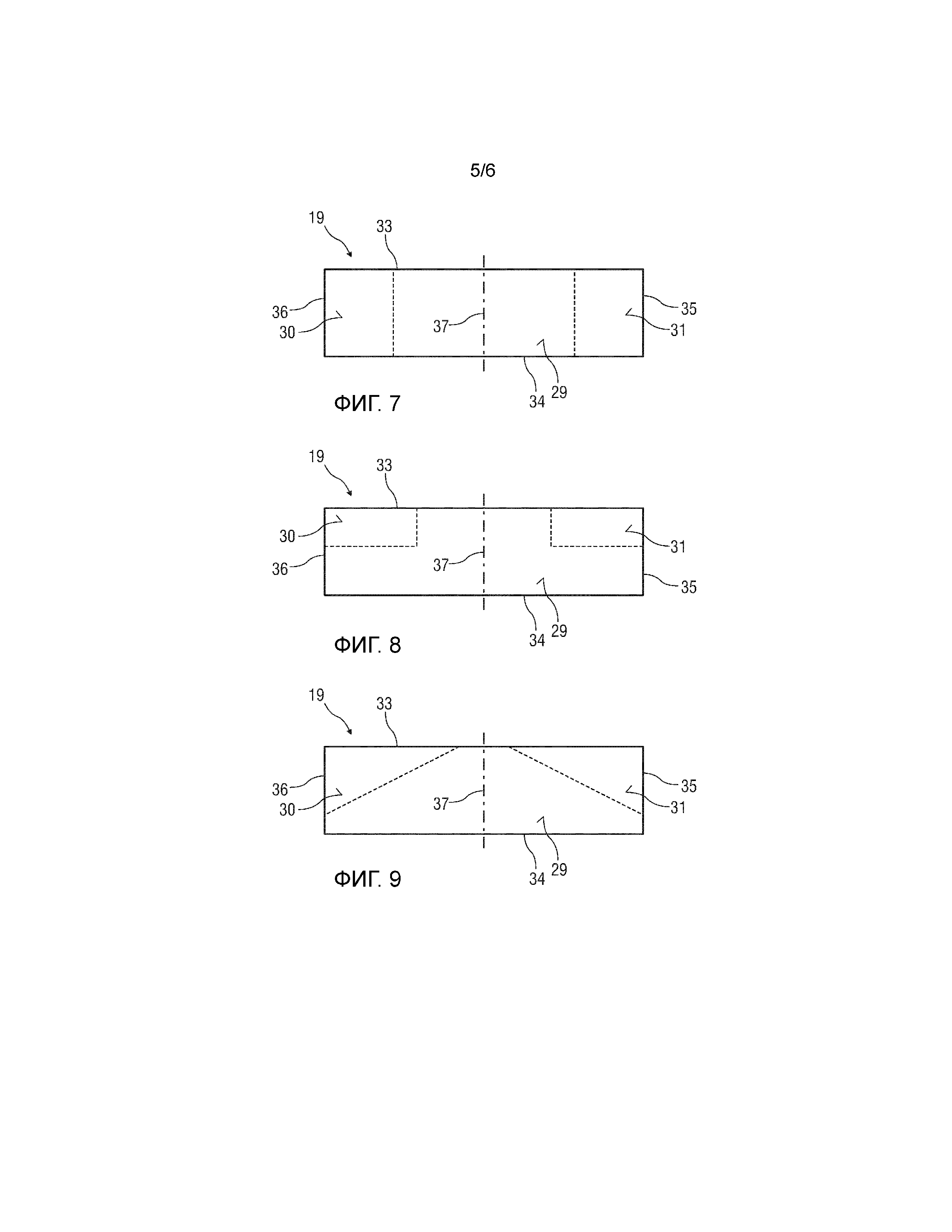
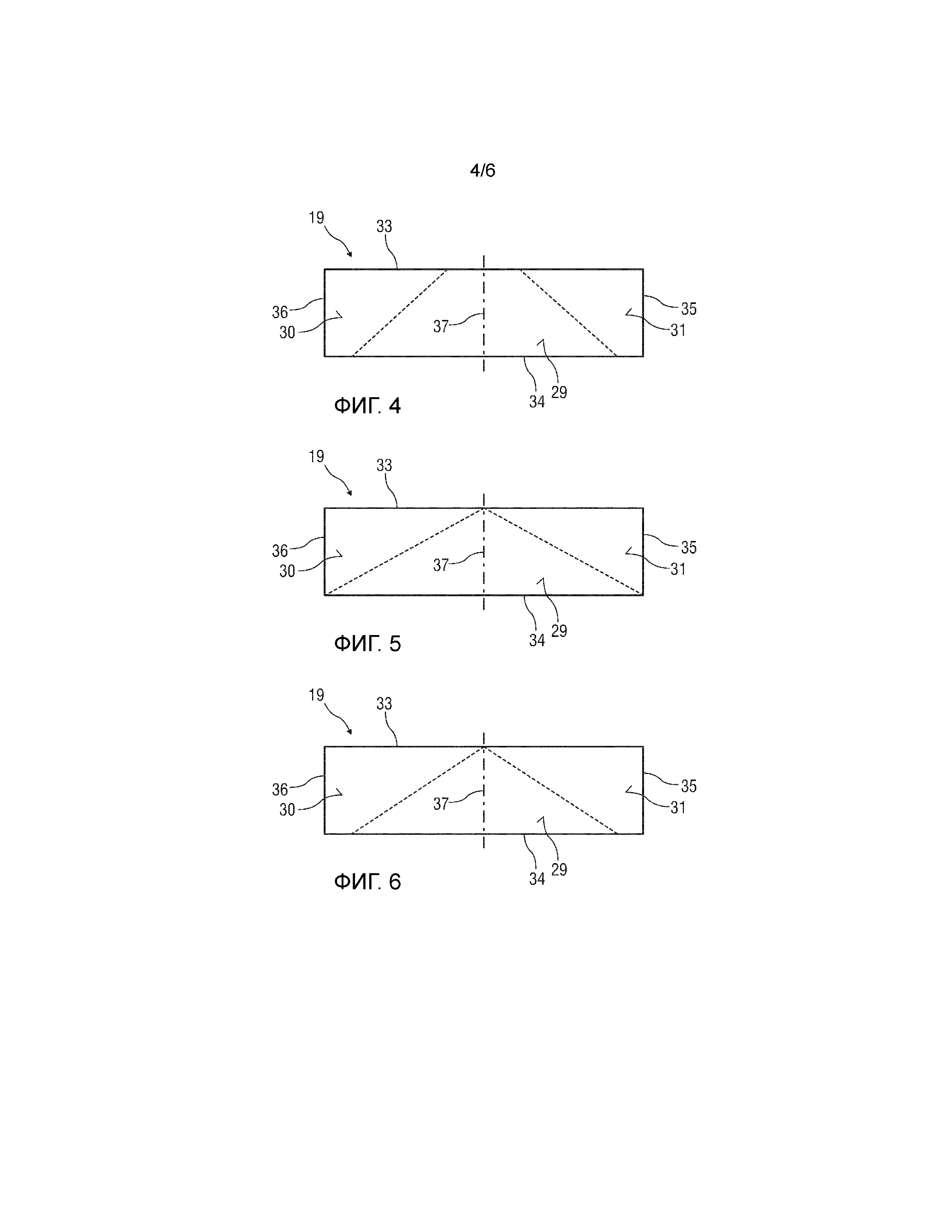
На каждой из фиг.4-12 показана выпускная сторона 19 другого примера осуществления охлаждающей балки 13. Эти примеры осуществления отличаются от примера осуществления, изображенного на фиг.2, только формой и количеством камер 25-27 для охлаждающего средства и соответствующих им отдельных областей 29-31 выпускной стороны 19. Цельноструйные форсунки 21 расположены каждая, как и в примере осуществления, изображенном на фиг.2, в несколько рядов 39 форсунок, вдоль каждого из которых межфорсуночное расстояние d увеличивается от середины к двум концам. Поэтому цельноструйные форсунки 21 на фиг.4-12 повторно не изображены. Вследствие аналогичного примеру осуществления, изображенному на фиг.2, распределения цельноструйных форсунок 21 на выпускной стороне 19 с помощью каждого из изображенных на фиг.4-12 примеров осуществления могут создаваться объемы V1, V2, V3 потока аналогично фиг.3.
Изображенные на фиг.4-10 примеры осуществления имеют, как пример осуществления, изображенный на фиг.2, по три камеры 25-27 для охлаждающего средства и соответствующие им отдельные области 29-31 выпускной стороны 19. Так же, как и в примере осуществления, изображенном на фиг.2, первая отдельная область 29 зеркально-симметрична относительно перпендикулярной к оси 17 валка средней оси 37 выпускной стороны 19 охлаждающей балки 13, а две другие отдельные области 30, 31 присоеиняются к первой отдельной области 29 с разных сторон средней оси 37.
На фиг.4 показан пример осуществления, в котором первая отдельная область 29 имеет форму трапеции, которая имеет две угловые точки, лежащие на первой продольной стороне 33, и две угловые точки, лежащие на второй продольной стороне.
На фиг.5 показан пример осуществления, в котором первая отдельная область 29 имеет форму треугольника, который имеет угловую точку, лежащую в точке пересечения средней оси 37 с первой продольной стороной 33, и две угловые точки, лежащие в конечных точках второй продольной стороны 34.
На фиг.6 показан пример осуществления, в котором первая отдельная область 29 имеет форму треугольника, который имеет угловую точку, лежащую в точке пересечения средней оси 37 с первой продольной стороной 33, и две угловые точки, лежащие на второй продольной стороне 34.
На фиг.7 показан пример осуществления, в котором первая отдельная область 29 имеет форму прямоугольника, угловые точки которого лежат на продольных сторонах 33, 34. В этом примере осуществления выпуск охлаждающего средства может создаваться только в средней области выпускной стороны 19, при этом через две наружные отдельные области 30, 31 охлаждающее средство не выпускается. Поэтому этот пример осуществления подходит, в частности, для прокатки прокатываемого материала 3, имеющего отличающиеся ширины.
На фиг.8 показан пример осуществления, в котором вторая отдельная область 30 и третья отдельная область 31 имеют каждая форму прямоугольника, который имеет угловую точку на первой продольной стороне 33, угловую точку, лежащую в конечной точке первой продольной стороны 33, и угловую точку, лежащую на поперечной стороне 35, 36.
На фиг.9 показан пример осуществления, в котором первая отдельная область 29 имеет форму шестиугольника, который имеет две угловые точки на первой продольной стороне 33, две угловые точки, лежащие каждая в конечной точке второй продольной стороны 34, и по угловой точке на каждой поперечной стороне 35, 36.
На фиг.10 показан пример осуществления, в котором первая отдельная область 29 имеет форму пятиугольника, который имеет угловую току, лежащую в точке пересечения средней оси 37 с первой продольной стороной 33, две угловые точки, лежащие каждая в одной конечной точке второй продольной стороны 34, и по угловой точке на каждой поперечной стороне 35, 36.
Изображенные на фиг.11 и 12 примеры осуществления имеют по две камеры 25, 26 для охлаждающего средства и соответствующие им отдельные области 29, 30 выпускной стороны 19. Обе отдельные области 29 зеркально-симметричны относительно перпендикулярной к оси 17 валка средней оси 37 выпускной стороны 19 охлаждающей балки 13.
На фиг.11 показан пример осуществления, в котором первая отдельная область 29 имеет форму треугольника, который имеет угловую точку, лежащую на средней оси 37, и две угловые точки, лежащие каждая в одной конечной точке второй продольной стороны 34.
На фиг.12 показан пример осуществления, в котором первая отдельная область 29 имеет форму пятиугольника, который имеет угловую точку, лежащую на средней оси 37, две угловые точки, лежащие каждая в одной конечной точке второй продольной стороны 34, и по одной угловой точке на каждой поперечной стороне 35, 35.
Хотя изобретение было подробнее проиллюстрировано и описано в деталях на предпочтительных примерах осуществления, изобретение не ограничено раскрытыми примерами, и специалистом могут быть выведены отсюда другие варианты без выхода из объема охраны изобретения.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Прокатная клеть
2 Прокатываемый материал
5 Валок
7 Охлаждающее устройство
9 Межвалковый зазор
11 Направление прокатки
13 Охлаждающая балка
15 Скребок
17 Ось валка
19 Выпускная сторона
21 Цельноструйная форсунка
23 Направление выпуска
25-27 Камера для охлаждающего средства
29-31 Отдельная область
33, 34 Продольная сторона
35 36 Поперечная сторона
37 Средняя ось
39 Ряд форсунок
41 Трубопровод для подвода охлаждающего средства
43 Управляющий клапан
45 Насос
d Межфорсуночное расстояние
Устройство для подъема и опускания ковша, установка с таким устройством и способ
Пневматическая загрузка руды
Устройство и способ изготовления длинных металлических изделий
Металлургическая емкость
Способ быстрого переоборудования одноручьевой слябовой установки непрерывной разливки в многоручьевую сортовую установку непрерывной разливки и наоборот
Способ получения жидкого чугуна
Устройство и способ регулировки зазора между лезвиями у барабанных ножниц для поперечной резки металлической полосы
Барабан, система и способ для работы с длинными катаными изделиями, поступающими с разных участков прокатного стана
Способ перемешивания ванны металла и печная установка
Устройство и способ охлаждения рабочего валка
Охлаждающее устройство с охлаждающим действием, зависящим от ширины
Участок охлаждения с нижней распылительной балкой
Удержание и транспортировка намотанной в рулон металлической полосы
Мотальное устройство с асимметричным охлаждением намотанной полосы
Очищающее устройство для прокатной клети

