Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ПОДЪЕМА И ОПУСКАНИЯ КОВША, УСТАНОВКА С ТАКИМ УСТРОЙСТВОМ И СПОСОБ
Вид РИД
Изобретение
Изобретение относится к устройству для подъема и опускания ковша для обработки жидкого металла в нем посредством устройства обработки. Далее изобретение относится к установке для обработки жидкого металла, в частности к установке для его дегазации, такой как установка Ruhrstahl-Heraeus (RH-установка), с таким устройством. Кроме того, изобретение относится к способу обработки жидкого металла в ковше посредством устройства обработки и к способу замены устройства обработки в такой установке.
Для повышения качества металлов они обрабатываются, при необходимости, в расплавленном состоянии. Известным способом обработки является, например, дегазация жидкого металла, чтобы удалить из металлического расплава остатки кислорода и/или других газов. Этот способ осуществляется, как правило, в RH-установке. Для этого жидкий металл позиционируется в так называемом разливочном ковше (ниже называется просто «ковш») под устройством обработки. Устройство обработки, например агрегат обработки с вакуумируемым внутренним пространством, имеет на своей нижней стороне, по меньшей мере, одно впускное отверстие и, как правило, также выпускное отверстие. Для обработки находящегося в ковше жидкого металла он помещается, в частности всасывается, через впускное отверстие во внутреннее пространство. Для этого ковш, как правило, поднимается устройством, так что впускное отверстие и, при случае, также выпускное отверстие могут погружаться в жидкий металл, а во время обработки во внутреннее пространство не может проникать воздух. В устройстве обработки металл обрабатывается, в частности дегазируется, и вслед за процессом обработки снова течет обратно в ковш. Последний затем снова опускается устройством вниз.
В WO2012000218 А раскрыта система подъема ковша, содержащая рамную конструкцию, поднимаемую посредством гидроцилиндров. Рамная конструкция, как и заполненный жидким металлом ковш, обладает большой собственной массой и требует соответственно мощных подъемных цилиндров.
Задачей изобретения является создание гибкого и недорогого устройства и подходящего способа для подъема ковша. Кроме того, задачей изобретения является создание легко обслуживаемой установки, включающей в себя такое устройство.
Эта задача решается в части устройства для подъема и опускания ковша для обработки жидкого металла в нем посредством устройства обработки, причем такое устройство включает в себя:
- по меньшей мере, три вертикально ориентированные металлические стойки,
- по меньшей мере, две горизонтально ориентированные перекладины, причем каждая перекладина соединяет между собой две металлические стойки и закреплена на них,
- две поперечные балки, причем каждая поперечная балка в вертикальном направлении подвижно соединена с одной из перекладин,
- по меньшей мере, один позиционирующий элемент для перемещения соответствующей поперечной балки, причем каждый позиционирующий элемент одним концом соединен с одной из перекладин, а другим – с одной из поперечных балок таким образом, что поперечные балки подвижны независимо друг от друга,
- соединенный с соответствующей поперечной балкой элемент для взятия ковша, посредством которого берется ковш, и
- по меньшей мере, один позиционирующий орган для ориентации положения соответствующего элемента для взятия ковша.
Предложенное устройство имеет то преимущество, что по сравнению с известными устройствами поднимаемый вес заметно уменьшен и поэтому могут использоваться позиционирующие элементы меньших размеров с меньшим энергопотреблением. В то время как в уровне техники в качестве части устройства часто используются тяжелые и негибкие рамные конструкции, здесь используются легкие и подвижные независимо друг от друга поперечные балки, которые сами и их позиционирующие элементы можно обслуживать или заменять независимо друг от друга.
При этом зарекомендовало себя, если металлические стойки предусмотрены на одном из своих концов для фиксации в основании. При этом основание может быть образовано фундаментом, несущей конструкцией, полом цеха и т.д.
Предпочтительно, по меньшей мере, один из обоих концов каждой поперечной балки направляется по вертикальной направляющей. Это надежно предотвращает колебание или качание поперечных балок в горизонтальном направлении. Повреждение, по меньшей мере, одного соединенного с поперечной балкой позиционирующего элемента надежно предотвращено. Особенно предпочтительно направлять оба конца каждой поперечной балки по соответствующей направляющей.
Каждая направляющая имеет, в частности, продольную ось, проходящую параллельно продольным осям металлических стоек. Предпочтительно каждая направляющая выполнена за одно целое с металлической стойкой. Для этого последняя может иметь паз для зацепления, в котором направляется конец поперечной балки. В качестве альтернативы направляющая может быть смонтирована на металлической стойке на расстоянии от нее или закреплена на перекладине или на основании без соединения с металлической стойкой.
В одном предпочтительном варианте устройство включает в себя четыре металлические стойки. При виде сверху они расположены, в частности, по углам прямоугольника. Зарекомендовало себя, однако, также устройство с тремя металлическими стойками, причем они тогда при виде сверху расположены по углам равнобедренного или равностороннего треугольника.
На каждую поперечную балку может быть предусмотрен только один или же несколько позиционирующих элементов. Однако, в частности, предусмотрены два позиционирующих элемента. Это обеспечивает их взаимную подстраховку при выходе из строя или отказе одного из них, причем закрепленные на них поперечные балки защищены от неконтролируемого вертикального перемещения.
Предпочтительно поперечные балки содержат, по меньшей мере, по одному, также подвижному элементу для взятия устройства обработки, причем оно берется этими элементами. Для оптимального перемещения каждого элемента для взятия устройства обработки преимущественно имеется соответственно, по меньшей мере, один дополнительный позиционирующий элемент. Элементы для взятия устройства обработки используются тогда, когда требуется обслуживание или замена устройства обработки. Подробности принципа работы элементов для взятия устройства обработки приведены ниже.
Позиционирующий элемент для перемещения поперечной балки и/или дополнительный позиционирующий элемент для перемещения элемента для взятия устройства обработки выполнен предпочтительно в виде гидроцилиндра.
В качестве альтернативы позиционирующий элемент для перемещения поперечной балки может быть образован также, по меньшей мере, одной системой тросового привода.
Задача изобретения решается также посредством установки для обработки жидкого металла в ковше, содержащей предложенное устройство и устройство обработки, причем устройство обработки разъемно закреплено на металлических стойках и/или на перекладинах устройства. Установка обладает названными выше преимуществами устройства и в качестве опции обеспечивает быструю и недорогую возможность замены устройства обработки.
Преимущественно устройство обработки закреплено крепежными средствами на металлических стойках и/или на перекладинах, а также на других частях установки, которые могут активироваться и отделяться, в частности, автоматически посредством дистанционного управления. Это обеспечивает быстрые присоединение и отсоединение устройства обработки в случае обслуживания без необходимости привлечения персонала.
Установка содержит далее предпочтительно транспортирующую систему для транспортировки ковша в транспортирующем устройстве, в частности в вагонетке, к устройству обработки. В случае транспортирующего устройства в виде вагонетки требуется система рельсов, по которым движется вагонетка. В качестве альтернативы в качестве транспортирующего устройства может служить также автономное транспортное средство, которое транспортирует ковш под устройство обработки.
В одном особенно предпочтительном варианте речь идет об установке, в которой устройство обработки предназначено для дегазации жидкого металла. Предпочтительным образом установкой является RH-установка. При этом устройство обработки имеет вакуумируемое внутреннее пространство, которое соединено, по меньшей мере, с одной частью установки, включающей в себя, по меньшей мере, один вакуумный насос. В частности, соединение реализовано одним или несколькими трубопроводами, которые соединяют внутреннее пространство, по меньшей мере, с одним вакуумным насосом.
Способ обработки жидкого металла в ковше посредством устройства обработки оказался предпочтительным, причем ковш поднимается предложенным устройством настолько, что жидкий металл в ковше может обрабатываться устройством обработки. В частности, устройство обработки имеет при этом впускное и выпускное устройства, причем ковш поднимается настолько, что оба отверстия погружены в жидкий металл.
Однако способ особенно предпочтителен для замены устройства обработки в предложенной установке, включающий в себя следующие этапы:
- присоединение элементов для взятия устройства обработки к нему,
- отделение устройства обработки от металлических стоек и, при необходимости, от других, соединенных с ними частей установки,
- приведение в действие позиционирующих элементов и перемещение поперечных балок вместе с элементами для взятия устройства обработки и устройством обработки вертикально вниз,
- постановку устройства обработки на транспортирующее устройство, отсоединение элементов для взятия устройства обработки и его отвод,
- подвод другого устройства обработки на другом транспортирующем устройстве,
- присоединение элементов для взятия устройства обработки к другому устройству обработки,
- приведение в действие позиционирующих элементов и перемещение поперечных балок вместе с элементами для взятия устройства обработки и другим устройством обработки вертикально вверх,
- соединение другого устройства обработки с металлическими стойками и, при необходимости, другими частями установки и
- отсоединение элементов для взятия устройства обработки от другого устройства обработки.
Предложенный способ обеспечивает быструю и недорогую возможность замены устройства обработки. В то время как традиционные установки приходится обслуживать с большими затратами на персонал и большой затратой времени, использование предложенного устройства в установке дает здесь заметные преимущества.
Элементы для взятия устройства обработки выполнены в качестве опции подвижными. Они перемещаются и позиционируются тогда предпочтительно посредством других позиционирующих элементов.
При этом, в частности, оптимальным для способа замены устройства обработки оказалось то, что оно крепежными средствами закреплено на металлических стойках и/или перекладинах, а также других частях установки и активируется и отделяется, в частности, автоматически посредством дистанционного управления. Это обеспечивает особенно быстрые присоединение и отсоединение устройства обработки в случае обслуживания.
На чертежах в качестве примера изображены предложенные устройство, установка и способ. На чертежах представляют:
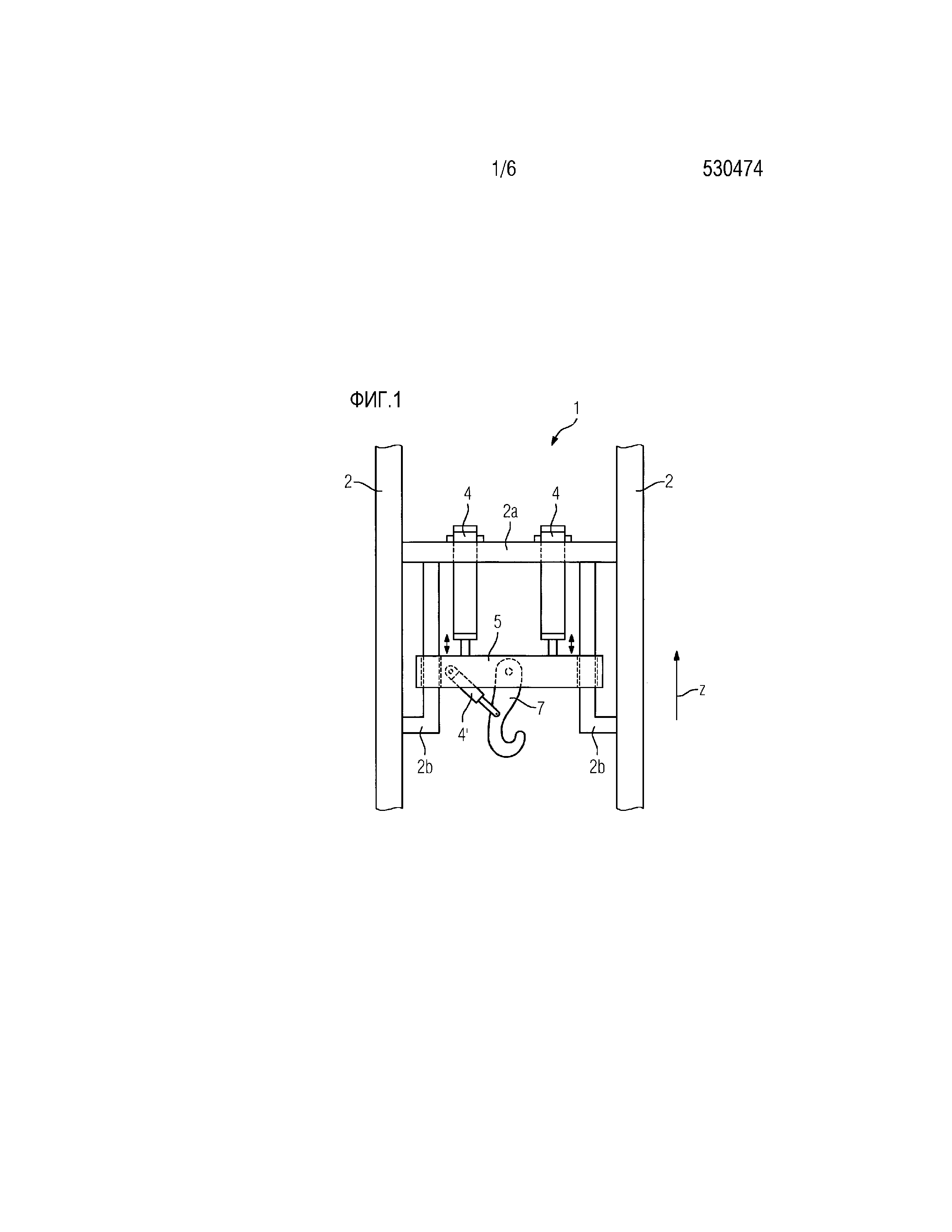
- фиг.1: схематично устройство при виде сбоку;
- фиг. 2: установку с устройством из фиг. 1 при виде сбоку;
- фиг. 3: установку из фиг. 2 в продольном разрезе;
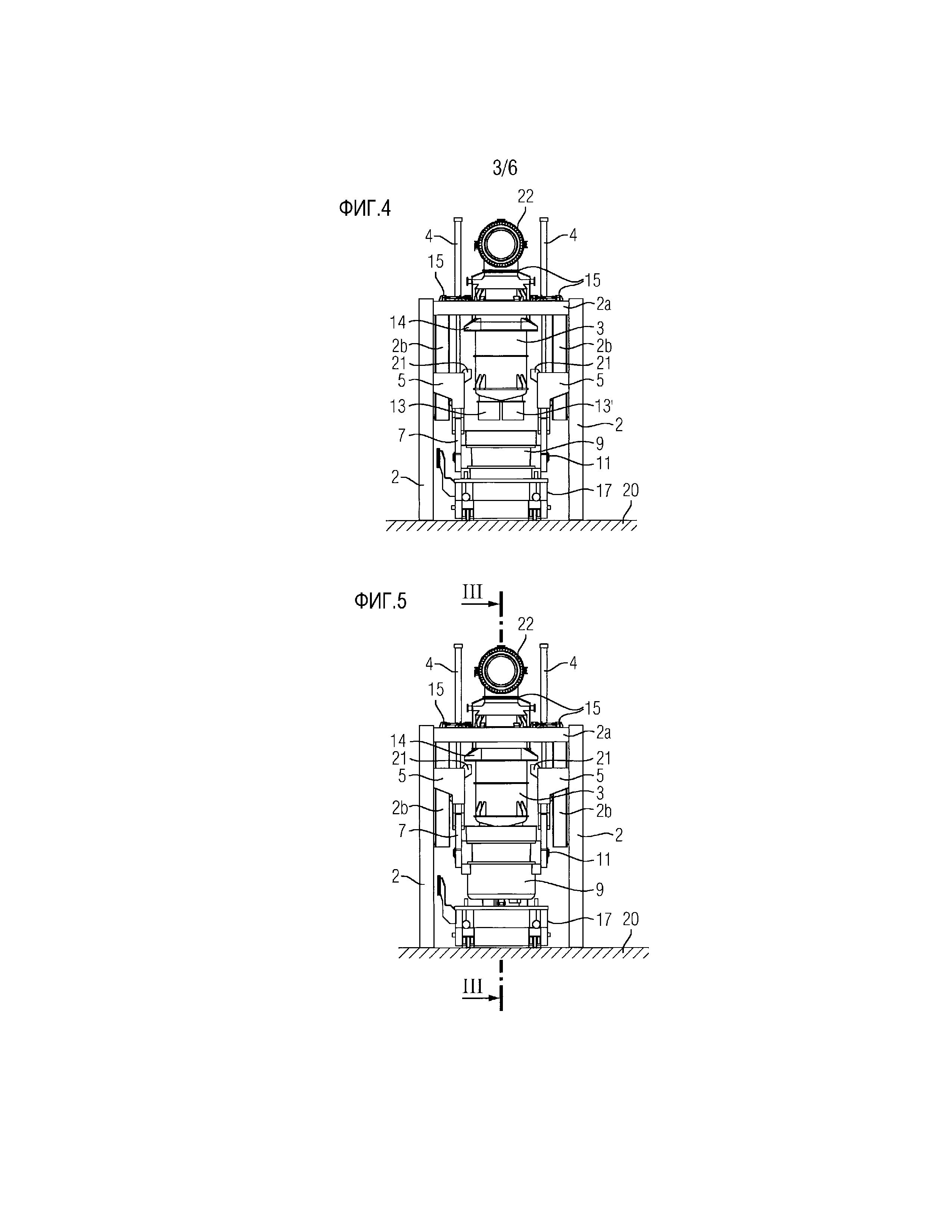
- фиг. 4: установку из фиг. 2 при виде спереди;
- фиг. 5: установку из фиг. 4 с поднятым ковшом;
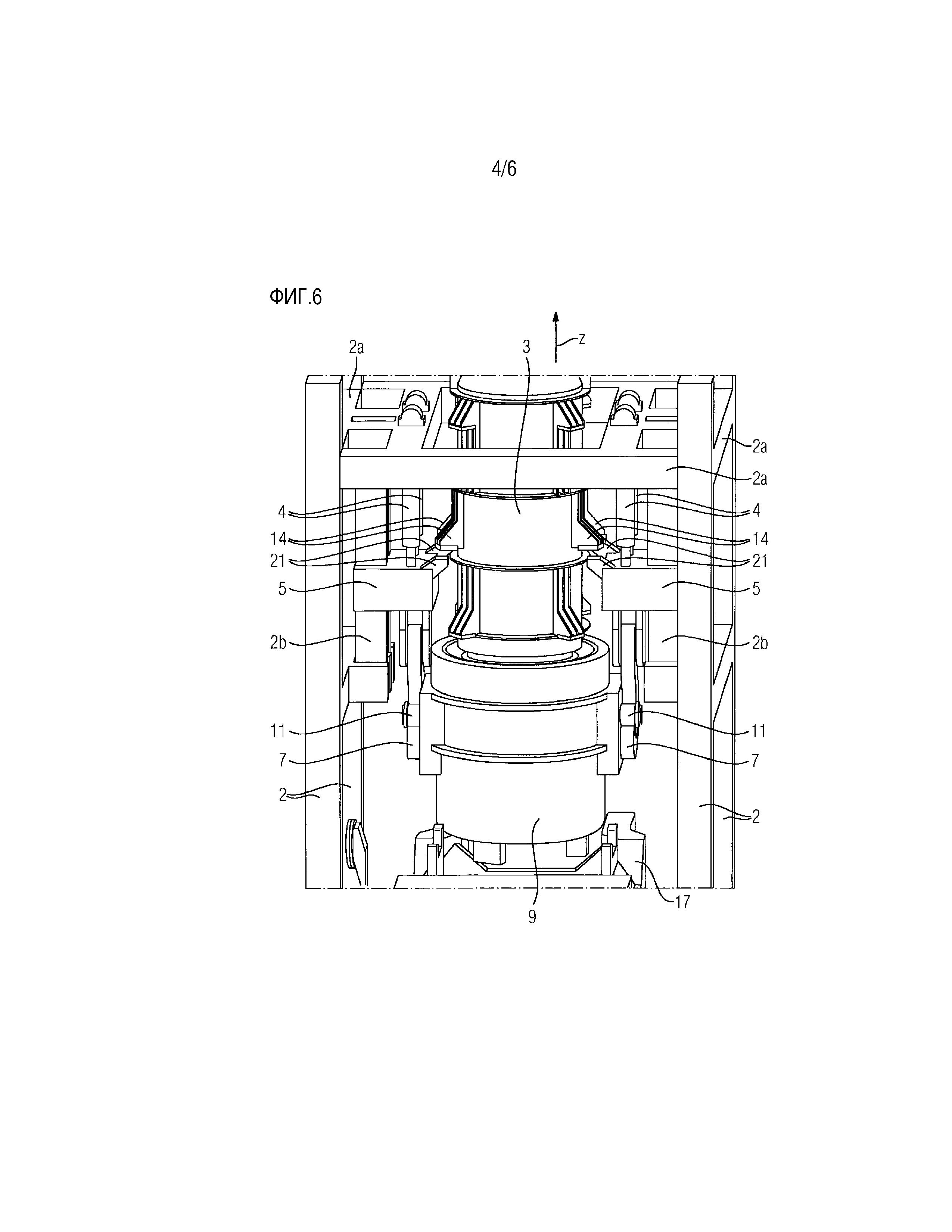
- фиг. 6: фрагмент фиг. 5 в зоне поперечных балок в перспективе;
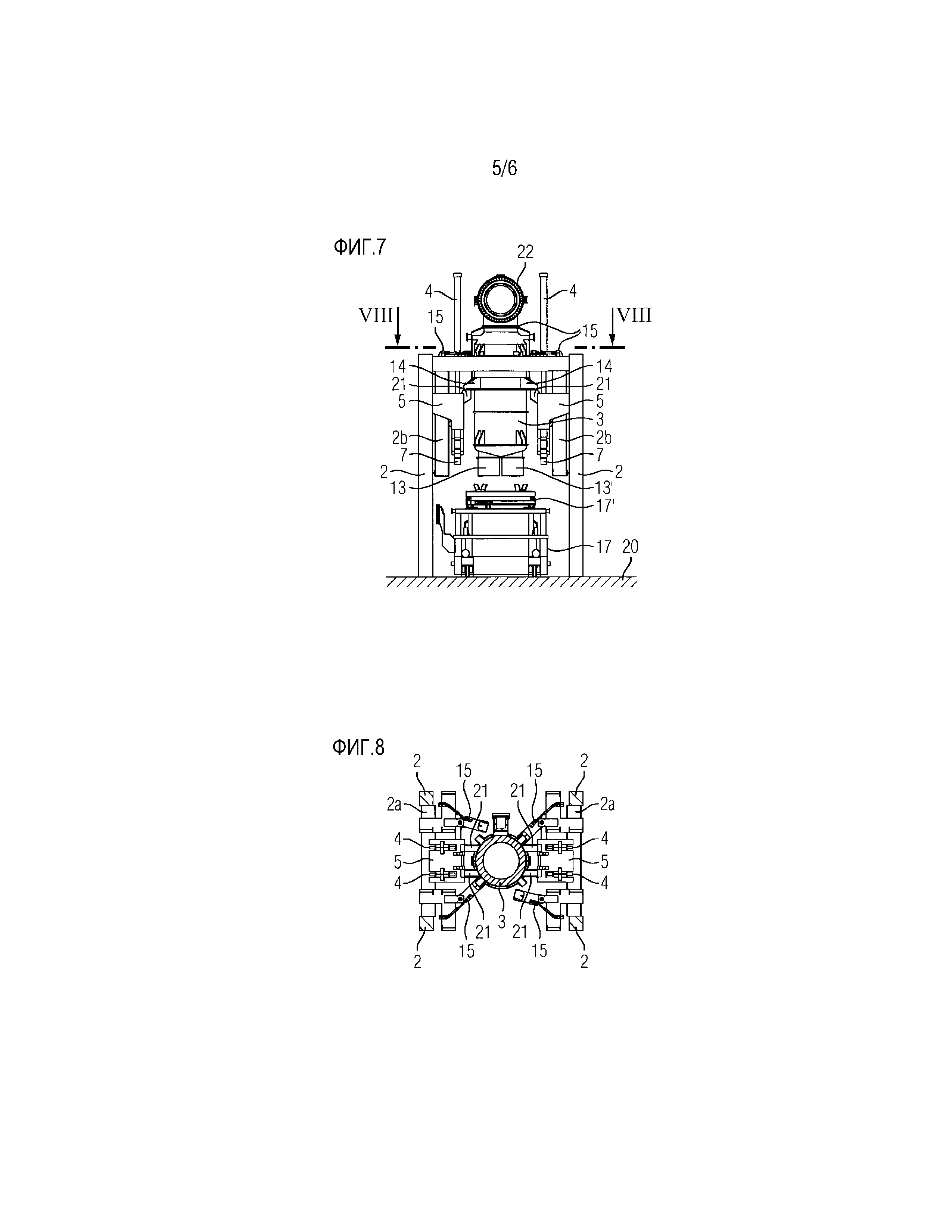
- фиг. 7: установку из фиг. 4 в режиме обслуживания;
- фиг. 8: установку из фиг. 7 в разрезе VIII-VIII;
- фиг. 9: установку из фиг. 7 с опущенным устройством обработки.
На фиг.1 при виде сбоку схематично изображено устройство 1 для подъема и опускания ковша 9 для обработки жидкого металла 8 в нем (см. также фиг. 2 и 3 в отношении ковша 9 и жидкого металла 8 соответственно). Устройство 1 включает в себя четыре металлические стойки 2, из которых показаны только две. Они соединены между собой поперечинами 2а. Кроме того, имеются две поперечные балки 5, которые соединены с поперечинами 2а посредством позиционирующих элементов 4 в виде гидроцилиндров. На каждую поперечную балку 5 предусмотрены два позиционирующих элемента 4, которые предназначены для перемещения соединенных с ними поперечных балок 5 в направлении z или навстречу ему. Каждая поперечная балка 5 соединена с элементом 7 для взятия ковша 9, посредством которого ковш 9 берется. На каждый элемент 7 для взятия ковша предусмотрен позиционирующий орган 4’ для ориентации положения соответствующего элемента 7 для взятия ковша. На металлических стойках 2 смонтированы направляющие 2b, по которым направляются оба конца каждой поперечной балки 5.
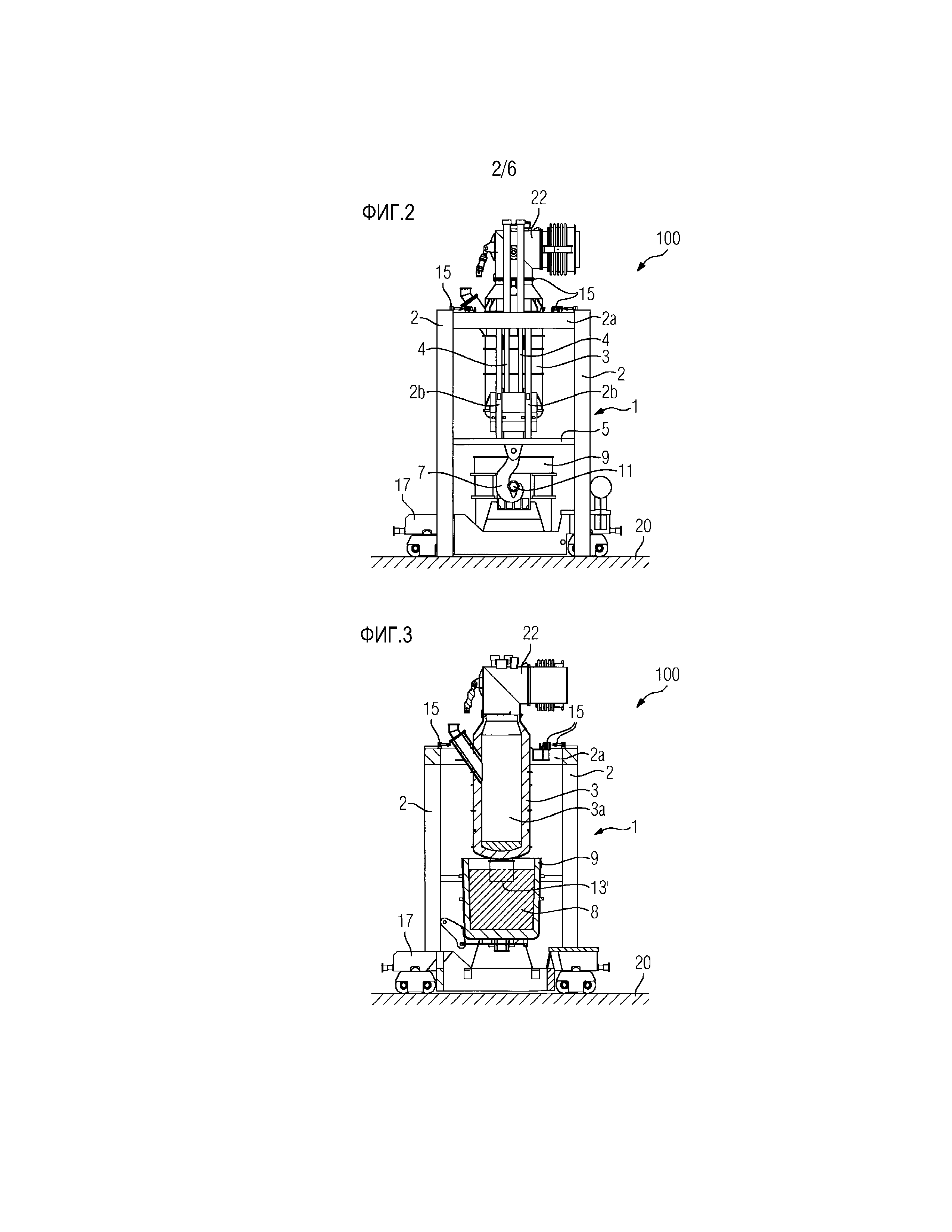
На фиг. 2 при виде сбоку изображена установка 100 с устройством 1 аналогично фиг. 1. Одинаковые элементы обозначены теми же ссылочными позициями, что и на фиг. 1. Металлические стойки 2 устройства 1 закреплены на основании 20. В зоне перекладин 2а расположено устройство обработки 3, закрепленное крепежными средствами 15. В верхней части устройства обработки 3 видны другие части 22 установки, создающие соединение между устройством обработки 3 и вакуумным насосом (не показан) для вакуумирования внутреннего пространства 3а устройства обработки 3. Ковш 9 содержит два элемента 11 для захвата, за которые его берут элементы 7 для взятия ковша 9, чтобы поднять его. Ковш 9 находится на вагонетке 17 и был с ее помощью транспортирован под устройство обработки 3.
На фиг. 3 установка 100 из фиг. 2 изображена в продольном разрезе, причем ковш 9 изображен в поднятом состоянии. Одинаковые элементы обозначены теми же ссылочными позициями, что и на фиг. 2. Здесь видны внутреннее пространство 3а устройства обработки 3 и жидкий металл 8 в ковше 9. Устройство обработки 3 имеет впускное 13 и выпускное 13’ отверстия (см. фиг. 4), которые погружены в жидкий металл 8. После запуска процесса вакуумирования внутреннего пространства 3а жидкий металл 8 всасывается в него через впускное отверстие 13, дегазируется там и через выпускное отверстие 13’ течет обратно в ковш 9.
На фиг. 4 установка 100 из фиг. 2 изображена при виде спереди. Одинаковые элементы обозначены теми же ссылочными позициями, что и на фиг. 2. Здесь видны также элементы 21 для взятия устройства обработки 3 в случае обслуживания. Эти элементы 21 жестко фиксированы здесь на обеих поперечных балках 5, однако в качестве альтернативы могут быть выполнены также подвижными и перемещаться и позиционироваться посредством других позиционирующих элементов (не показаны). Устройство обработки 3 имеет выступы 14, в которые элементы 21 упираются при подъеме поперечных балок 5, вызывая разгрузку от веса в зоне крепежных средств 15, в результате чего их можно простым образом отделить.
На фиг. 5 установка 100 из фиг. 4 изображена с поднятым ковшом 9. Одинаковые элементы обозначены теми же ссылочными позициями, что и на фиг. 4. При подъеме поперечных балок 5 посредством позиционирующих элементов 4 ковш поднимается и движется в направлении устройства обработки 3, пока оно не погрузится в жидкий металл 8 (см. фиг. 3). При этом поперечные балки 5 движутся своими обоими концами в направляющих 2b.
На фиг. 6 фрагмент фиг. 5 в зоне поперечных балок 5 изображен для большей наглядности в перспективе. Одинаковые элементы обозначены теми же ссылочными позициями, что и на фиг. 5.
На фиг. 7 установка из фиг. 4 изображена в режиме обслуживания. Одинаковые элементы обозначены теми же ссылочными позициями, что и на фиг. 4. Поперечные балки 5 переместились вверх посредством позиционирующих элементов 4 настолько, что элементы 21 уперлись в выступы 14 устройства обработки 3, а крепежные элементы 15 разгрузились от его веса. Под устройством обработки 3 расположена вагонетка 17 с приемным элементом 17’ для приема устройства обработки 3. В этом положении крепежные средства 15 отделяются. Отделяется также крепежное средство 15 между другими частями 22 установки и устройством обработки 3.
На фиг. 8 установка из фиг. 7 изображена в разрезе VIII-VIII. Одинаковые элементы обозначены теми же ссылочными позициями, что и на фиг. 7. Два крепежных средства 15 уже отделены от устройства обработки 3, а два еще не отделены.
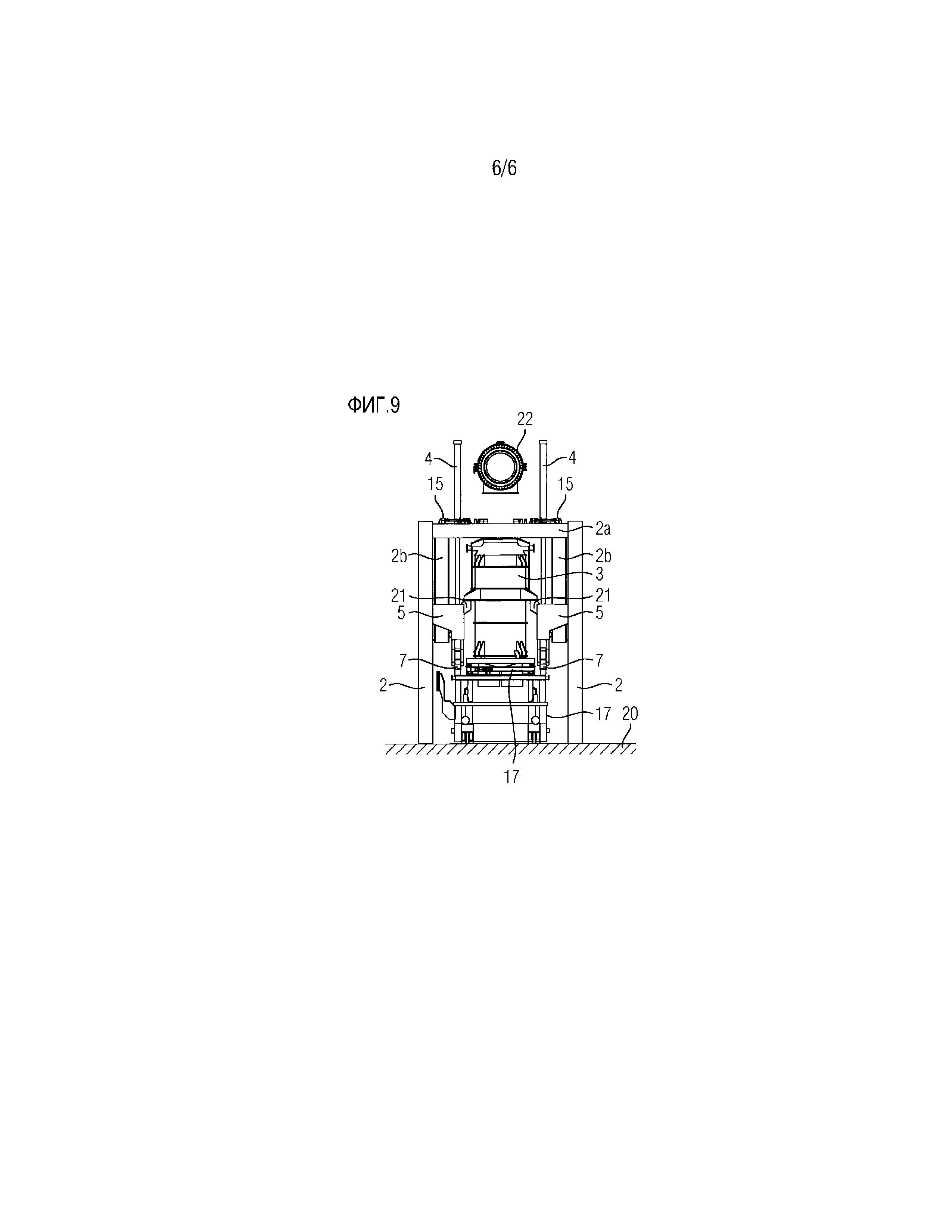
На фиг. 9 установка из фиг. 7 изображена с опущенным на приемный элемент 17’ устройством обработки 3. Одинаковые элементы обозначены теми же ссылочными позициями, что и на фиг. 7. Вагонетку 17 вместе с приемным элементом 17’ устройством обработки 3 можно теперь откатить. Чтобы как можно быстрее привести установку снова в готовое к эксплуатации состояние, на другой вагонетке с приемным элементом подкатывается другое, при необходимости, новое или отремонтированное устройство обработки. Оно берется элементами 21, поднимается и фиксируется крепежными средствами 15. Пустая вагонетка с приемным элементом откатывается. Установка снова готова для обработки жидкого металла.
На фиг. 1-9 изображены лишь примеры того, как могут быть выполнены устройство обработки, элементы для взятия устройства обработки, элементы для взятия ковша, направляющие, позиционирующие элементы и т.д. Располагая данным изобретением, специалисту открывается большое число возможностей того, как можно выполнить предложенное устройство или предложенную установку без необходимости проявления при этом изобретательской деятельности.
Способ изготовления стальных полос посредством бесконечной прокатки или полубесконечной прокатки
Оптимизированный по энергопотреблению и выходу способ и установка для изготовления горячекатаной стальной полосы
Способ и установка для энергетически эффективного изготовления горячекатаной стальной полосы
Высокоскоростные ножницы
Способ изготовления прессованных изделий, содержащих частицы угля
Способ повышения глубины проникновения кислородной струи
Способ и устройство для загрузки углесодержащего материала и железосодержащего материала
Способ получения высокопрочной низколегированной стали
Способ получения чугуна или жидких стальных полупродуктов
Способ и устройство для измерения скорости прокатываемого изделия
Устройство и способ подъема ковша
Устройство подъема ковша и способ вертикального перемещения ковша ванны жидкого металла
Подъемное устройство для металлургического ковша и устройство обработки для жидкого металла

