Результат интеллектуальной деятельности: УЧАСТОК ОХЛАЖДЕНИЯ С НИЖНЕЙ РАСПЫЛИТЕЛЬНОЙ БАЛКОЙ
Вид РИД
Изобретение
Данное изобретение касается участка охлаждения для плоского проката,
- причем этот участок охлаждения имеет рамную конструкцию, в которой, если смотреть в направлении транспортировки для плоского проката, расположены друг за другом множество транспортировочных роликов,
- причем, если смотреть в направлении транспортировки, между каждыми непосредственно соседними транспортировочными роликами предусмотрены расстояния,
- причем эти транспортировочные ролики в такой рамной конструкции установлены с возможностью вращения относительно соответствующей оси ролика,
- причем эти оси роликов проходят ортогонально направлению транспортировки и горизонтально, так что транспортировочные ролики образуют ось прокатки для плоского проката,
- причем под этой осью прокатки по меньшей мере одна нижняя распылительная балка.
Участок охлаждения такого рода широко известен.
Согласно уровню техники часто происходит так называемое ламинарное охлаждение. При ламинарном охлаждении участок охлаждения содержит по меньшей мере одну распылительную балку, которая расположена под транспортировочными роликами. В такой распылительной балке обычно приварен проходящий параллельно осям роликов ряд трубок, которые выступают вверх в направлении проката. Эти трубки находятся на расстоянии друг от друга, если смотреть в направлении транспортировки транспортировочными роликами, а также если смотреть в направлении осей роликов. Отвод охлаждающего средства, подаваемого на прокат снизу, возможен поэтому без проблем.
С недавних пор стало известно так называемое интенсивное охлаждение. Интенсивное охлаждение представляет собой новый тип метода охлаждения, предназначенный для охлаждения проката во время горячей прокатки или непосредственно после нее. Оно служит для того, чтобы целенаправленно регулировать микроструктуру и тем самым механические свойства конечного продукта. В частности, так называемые прогрессивные стали повышенной прочности (AHSS = advanced high strength steels) требуют все более интенсивного и гибкого охлаждения. Этим требованиям удовлетворяет интенсивное охлаждение. Для интенсивного охлаждения нужно, чтобы нижняя распылительная балка была выполнена иначе, чем для ламинарного охлаждения. В частности, нижняя распылительная балка должна быть больших размеров. Кроме того, нижняя распылительная балка должна выдерживать высокое давление, возникающее при интенсивном охлаждении.
Из уровня техники известна нижняя распылительная балка для интенсивного охлаждения. Эта известная распылительная балка заполняет все пространство между непосредственно соседними транспортировочными роликами. Это препятствует стеканию охлаждающего средства, нанесенного разбрызгиванием снизу на плоский прокат. Поэтому требуется значительный избыток охлаждающего средства, чтобы обеспечить определенное охлаждающее действие.
Из DE 102 15 229 A1 известен участок охлаждения для плоского проката, причем этот участок охлаждения имеет рамную конструкцию, в которой в направлении транспортировки плоского проката расположено друг за другом множество транспортировочных роликов. Если смотреть в направлении транспортировки, между каждыми непосредственно соседними транспортировочными роликами имеется расстояние. Транспортировочные ролики в этой рамной конструкции установлены с возможностью вращения вокруг соответствующей оси ролика, причем эти оси роликов проходят горизонтально, под прямым углом к направлению транспортировки, так что эти транспортировочные ролики образуют ось прокатки для плоского проката. Под этой осью прокатки расположена по меньшей мере одна нижняя распылительная балка, имеющая установленный под транспортировочными роликами базовый блок, в который подается жидкое охлаждающее средство. Нижняя распылительная балка имеет основное тело, сужающееся к своей верхней стороне. На своей верхней стороне основное тело имеет сверленые отверстия, в которые вставлены распылительные трубки, сверху закрытые соплом. Распылительные трубки имеют постоянное поперечное сечение.
Задача данного изобретения заключается в том, чтобы сформировать участок охлаждения указанного вначале рода таким образом, чтобы охлаждающее средство, распыляемое снизу на плоский прокат, могло отводиться простым образом.
Эта задача решается посредством участка охлаждения с признаками пункта 1 формулы изобретения. Предпочтительные варианты осуществления участка охлаждения являются предметом зависимых пунктов 2–13 формулы.
Согласно изобретению участок охлаждения указанного вначале рода образован также за счет того, что
- указанная по меньшей мере одна нижняя распылительная балка имеет расположенный под транспортировочными роликами основной блок, в который подается жидкое охлаждающее средство,
- от этого основного блока несколько направляющих участков выступают вверх в промежутки между транспортировочными роликами,
- эти направляющие участки имеют завершающий элемент, на котором расположены распылительные сопла, посредством которых поданное в основной блок охлаждающее средство распыляется снизу на плоский прокат,
- каждый направляющий участок, если смотреть в направлении транспортировки плоского проката, имеет соответствующую длину, и
- эта длина по меньшей мере вблизи соответствующих верхних завершающих элементов уменьшается в направлении соответствующего верхнего завершающего элемента.
Благодаря предлагаемому изобретением сужению первых наружных размеров можно добиться того, что указанные длины направляющих участков в зоне транспортировочных роликов будут составлять максимум 80% от расстояния между непосредственно соседними транспортировочными роликами.
В одном предпочтительном варианте осуществления предлагаемого изобретением участка охлаждения предусмотрено, что каждый из этих направляющих участков имеет примыкающую к основному блоку нижнюю часть и верхнюю часть, включающую соответствующий верхний завершающий элемент, причем длины направляющих участков в зоне соответствующей нижней части постоянны, причем эти длины направляющих участков в зоне соответствующей верхней части уменьшаются к соответствующему верхнему завершающему элементу, а соответствующая нижняя часть и соответствующая верхняя часть привинчены друг к другу. За счет такого выполнения может быть повышена, в частности, комфортность монтажа и ухода.
В одном особенно предпочтительном варианте осуществления предлагаемого изобретением участка охлаждения дополнительно к сужению длины предусмотрено, чтобы каждый направляющий участок, если смотреть в направлении осей роликов, имел соответствующую ширину, причем эта ширина в зоне соответствующей нижней части была постоянной, а в зоне соответствующей верхней части уменьшалась в направлении к соответствующему верхнему завершающему элементу.
Такое выполнение – а именно уменьшение ширины – технологически может быть реализовано и в том случае, если направляющие участки не поделены на нижние части и верхние части. В этом случае ширина уменьшается по меньшей мере вблизи соответствующего верхнего завершающего элемента в направлении этого соответствующего верхнего завершающего элемента.
Предпочтительно распылительные сопла ввинчены в соответствующий верхний завершающий элемент.
Расположенные на верхних завершающих элементах распылительные сопла образуют, как правило, несколько рядов распылительных сопел, в частности, по меньшей мере два внешних ряда распылительных сопел, расположенных друг за другом в направлении транспортировки плоского проката. Распылительные сопла этих внешних рядов имеют соответствующие основные направления струй, включающие направленные снизу вверх вертикальные составляющие. В одном предпочтительном варианте осуществления данного изобретения эти основные направления струй дополнительно содержат и соответствующие горизонтальные составляющие. Горизонтальные составляющие основных направлений струй внешних рядов распылительных сопел в этом случае направлены прочь друг от друга.
Возможно, чтобы установленные на верхних завершающих элементах распылительные сопла (дополнительно) содержали по меньшей мере один средний ряд распылительных сопел, расположенный, если смотреть в направлении транспортировки плоского проката, между указанными внешними рядами распылительных сопел. Распылительные сопла среднего ряда имеют в этом случае предпочтительно одно основное направление струи, которое ориентировано чисто вертикально снизу вверх.
Может быть предусмотрено, что длина уменьшается ступенчато в направлении соответствующего верхнего завершающего элемента. Предпочтительно, однако, чтобы длина уменьшалась плавно.
Предпочтительно по меньшей мере в основном блоке предусмотрено усиление подкосами. Благодаря этому основной блок будет лучше выдерживать нагрузки давлением – в том числе и переменные нагрузки давлением за счет подключения и отключения нижней распылительной балки. При необходимости усиление подкосами может быть предусмотрено и в направляющих участках или на них.
Предпочтительно предусмотреть, чтобы жидкое охлаждающее средство подавалось в основной блок параллельно направлению оси роликов. Это упрощает конструктивное выполнение нижней распылительной балки.
Как правило, дополнительно к нижней распылительной балке над осью прокатки расположена по меньшей мере одна верхняя распылительная балка, в которую тоже подается жидкое охлаждающее средство и на нижней стороне которой расположены дополнительные распылительные сопла, посредством которых подаваемое в верхнюю распылительную балку охлаждающее средство распыляется сверху вниз на плоский прокат.
Описанные выше свойства, признаки и преимущества данного изобретения, а также способ, которым они могут быть обеспечены, более ясно и четко поясняются ниже при описании примеров осуществления изобретения с привлечением приложенных чертежей. На чертежах схематично изображено следующее:
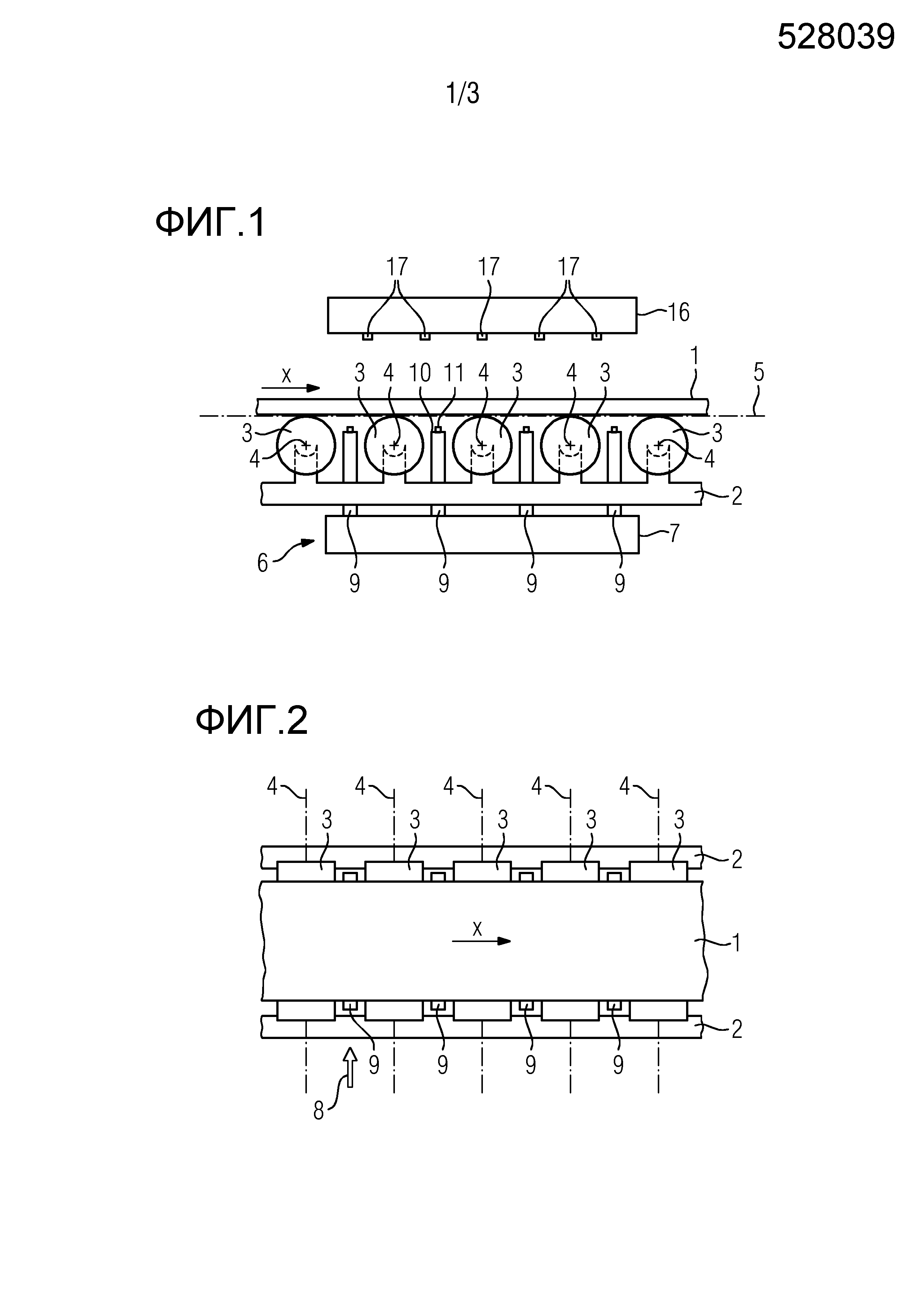
Фиг. 1 -участок охлаждения, вид сбоку,
Фиг. 2 -участок охлаждения по Фиг. 1, вид сверху,
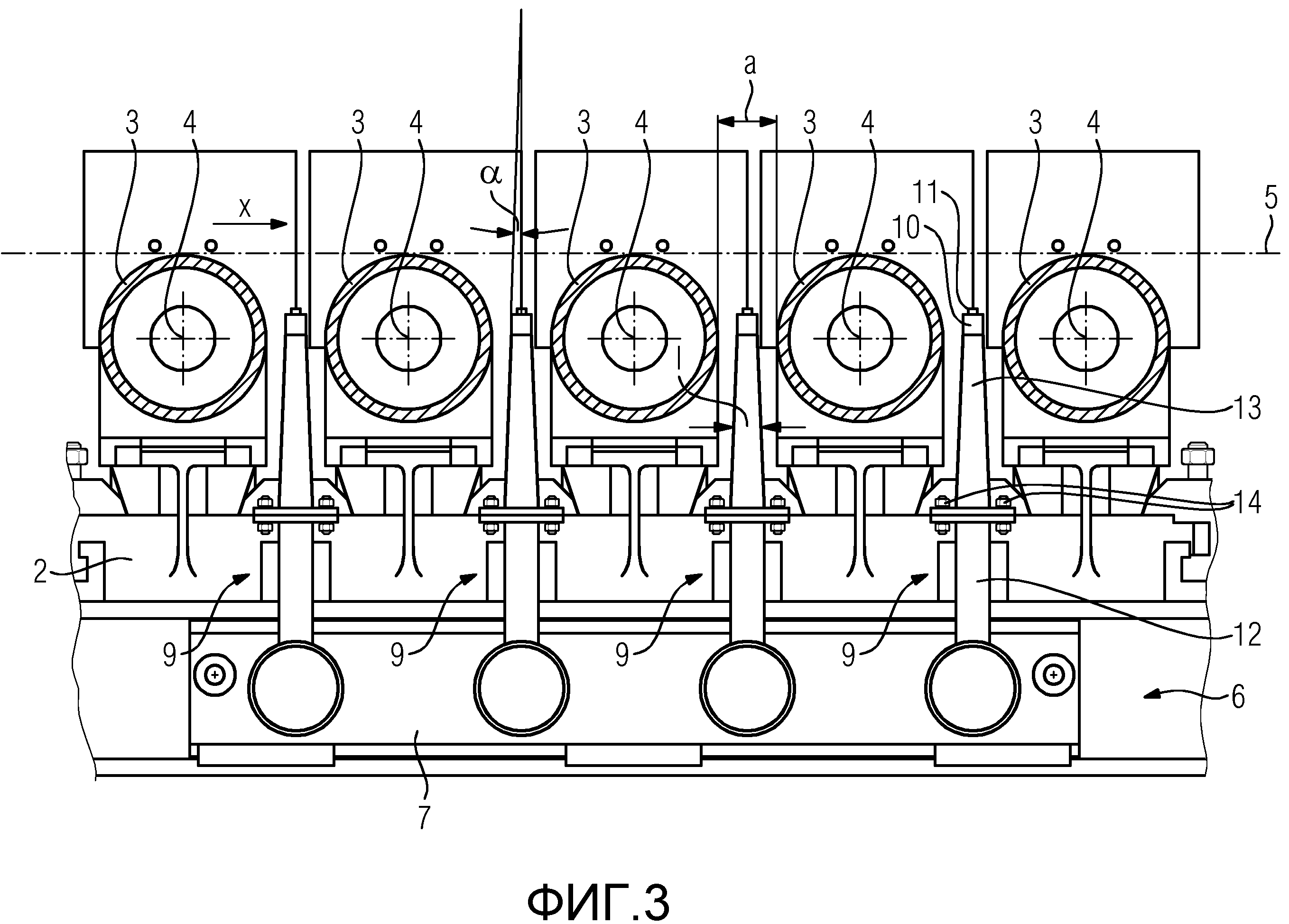
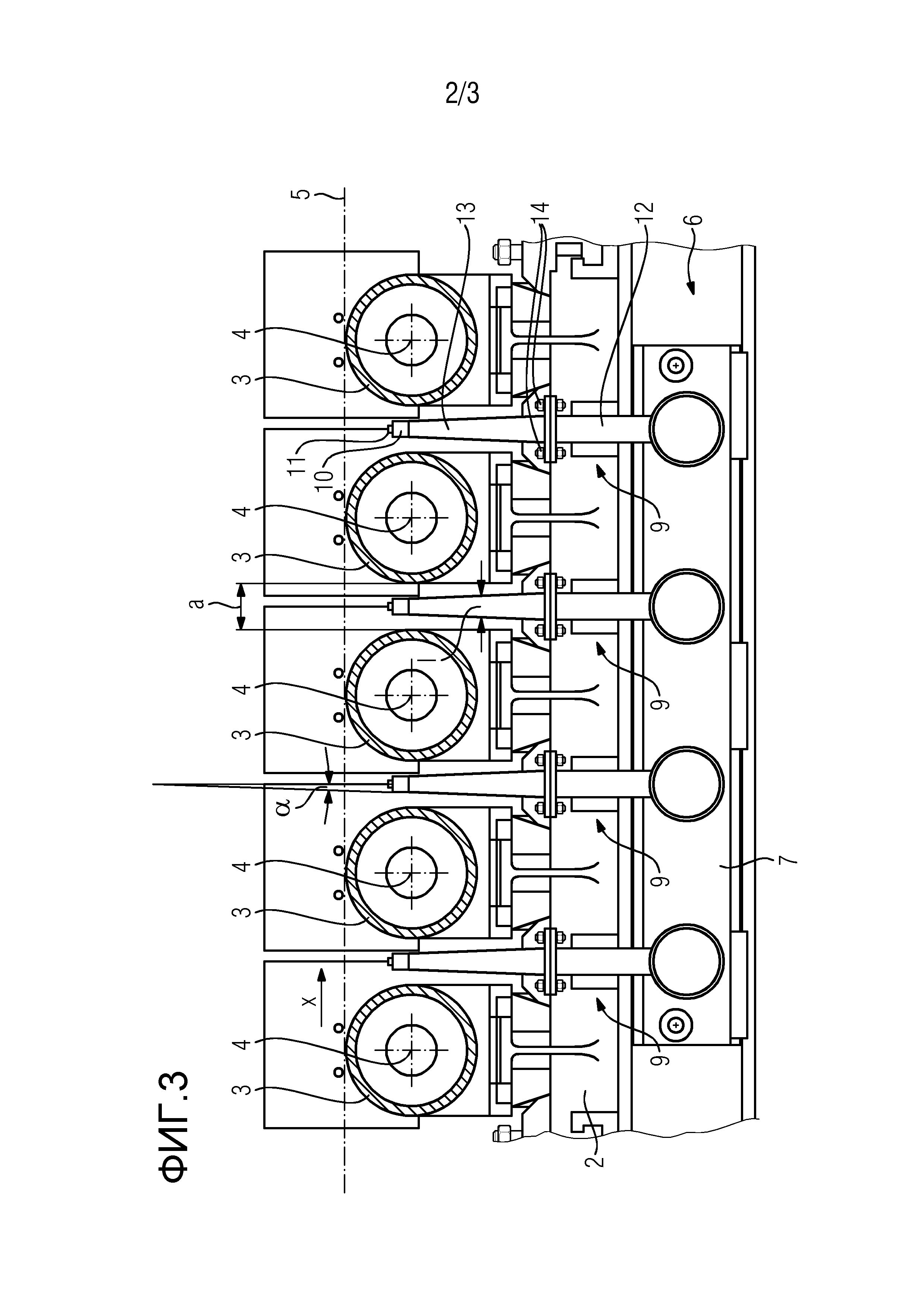
Фиг. 3 - частичный вид участка охлаждения по Фиг. 1, вид сбоку,
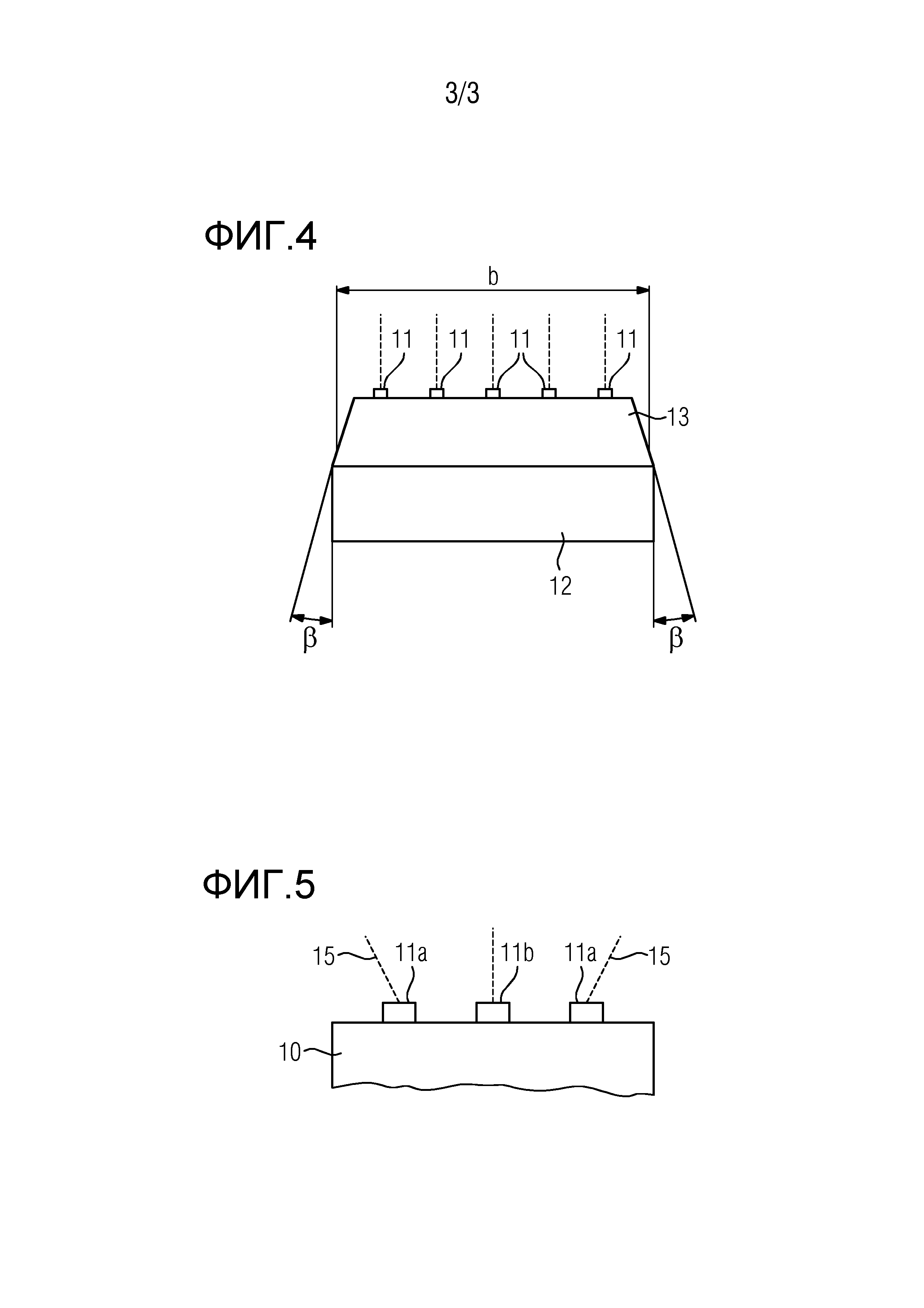
Фиг. 4 - направляющий участок, вид с направления транспортировки проката, и
Фиг. 5 - увеличенное изображение верхней части направляющего участка, вид сбоку.
Согласно Фиг. 1-3 участок охлаждения для плоского проката 1 имеет рамную конструкцию 2. В рамной конструкции 2 расположено множество транспортировочных роликов 3. Транспортировочные ролики 3 расположены друг за другом в направлении x транспортировки плоского проката 1. Если смотреть в направлении x транспортировки, между каждыми непосредственно соседними транспортировочными роликами 3 имеется расстояние a. Транспортировочные ролики 3 установлены в рамной конструкции 2 с возможностью вращения вокруг соответствующей оси 4 ролика. Оси 4 роликов проходят под прямым углом к направлению x транспортировки. Кроме того, они проходят горизонтально. Транспортировочные ролики 3 образуют тем самым (горизонтальную) ось 5 прокатки для плоского проката 1.
Под осью 5 прокатки расположена нижняя распылительная балка 6. Зачастую имеется несколько нижних распылительных балок 6. Приводимые ниже разъяснения, в которых дается отсылка на нижнюю распылительную балку 6 и ее компоненты, следует понимать поэтому лишь как пример.
Нижняя распылительная балка 6 содержит основной блок 7. Основной блок 7 расположен под транспортировочными роликами 3. В основной блок 7 подается жидкое охлаждающее средство 8. В принципе подача жидкого охлаждающего средства 8 в основной блок 7 возможна с любого направления. Предпочтительно жидкое охлаждающее средство 8, как это показано на Фиг. 2 соответственно обозначенной стрелкой, подается в основной блок 7 параллельно направлению оси 4 роликов. По меньшей мере в основном блоке 7 предпочтительно предусмотрено усиление подкосами (на чертежах не показано). В случае необходимости усиление подкосами может быть предусмотрено также и в направляющих участках 9 или на них. Это усиление подкосами тоже на чертежах не показано.
От основного блока 7 вверх в промежутки между транспортировочными роликами 3 выступает несколько направляющих участков 9. Зачастую предусмотрено множество направляющих участков 9. Ниже дается ссылка лишь на один из направляющих участков 9 и его компоненты – в качестве примера для всех направляющих участков 9. Однако соответствующие варианты выполнения действительны для всех направляющих участков 9.
Направляющий участок 9 содержит согласно Фиг. 3 верхний завершающий элемент 10. На этом завершающем элементе 10 расположены распылительные сопла 11. Посредством распылительных сопел 11 жидкое охлаждающее средство 8, подведенное перед этим в основной блок 7, распыляется снизу на плоский прокат 1. Распылительные сопла 11 могут быть, в частности, ввинчены в верхний завершающий элемент 10.
В направлении x транспортировки плоского проката 1 направляющий участок 9 имеет длину l. Длина l изменяется в вертикальном направлении. В частности, длина l уменьшается по меньшей мере вблизи верхнего завершающего элемента 10 по направлению к этому верхнему завершающему элементу 10. Предпочтительно происходит плавное уменьшение длины l. Первый угол наклона α, образованный между направлением длины l и вертикальным направлением, составляет, как правило, от 3° до 10°, например от 4° до 7°. За счет уменьшения длины l, в частности, можно достичь того, что длина l направляющего участка 9 в зоне транспортировочных роликов 3 существенно меньше, чем расстояние a между двумя непосредственно соседними транспортировочными роликами 3. В частности, длина l в этой зоне предпочтительно составляет максимум 80% от этого расстояния a. Но она может быть и еще меньше, например лишь до 50% от расстояния a.
Возможно также, что длина l уменьшается по всей высоте направляющих участков 9. Предпочтительно, однако, длина l вблизи основного блока 7 постоянна. Как показано на Фиг. 3, там она уже может быть меньше, чем указанное расстояние a между каждыми непосредственно соседними транспортировочными роликами 3. Однако это не является обязательно необходимым.
Согласно Фиг. 3 направляющий участок 9 имеет примыкающую к основному блоку 7 нижнюю часть 12. Направляющий участок 9 имеет также верхнюю часть 13. Верхняя часть 13 содержит верхний завершающий элемент 10. Нижняя часть 12 и верхняя часть 13 свинчены друг с другом посредством резьбовых соединений 14. В зоне нижней части 12 длина l предпочтительно постоянна. В зоне верхней части 13, напротив, длина l уменьшается к верхнему завершающему элементу 10.
Направляющий участок 9 согласно Фиг. 4 имеет в направлении осей 4 роликов ширину b. Ширина b уменьшается предпочтительно аналогично длине l тоже вблизи верхнего завершающего элемента 10 в направлении верхнего завершающего элемента 10. В случае деления направляющего участка 9 на нижнюю часть 12 и верхнюю часть 13 длина I предпочтительно постоянна в зоне нижней части 12. В зоне верхней части 13, напротив, ширина b уменьшается по направлению к верхнему завершающему элементу 10.
Аналогично длине l уменьшение ширины b происходит предпочтительно бесступенчато (плавно). Второй угол наклона ß, образованный направлением прохождения ширины b с вертикальным направлением, лежит, как правило, между 5° и 15°, например от 7° до 12°.
Согласно Фиг. 5 расположенные на верхнем завершающем элементе 10 распылительные сопла 11 установлены по меньшей мере в два внешних ряда 11a распылительных сопел 11. Эти внешние ряды 11a, если смотреть в направлении x транспортировки, расположены друг за другом. Дополнительно может быть предусмотрен по меньшей мере один средний ряд 11b распылительных сопел 11. Если имеется такой средний ряд 11b распылительных сопел 11, то он, если смотреть в направлении x транспортировки, находится между указанными внешними рядами 11a распылительных сопел.
Распылительные сопла 11 внешних рядов 11a согласно Фиг. 5 имеют соответствующее основное направление 15 струи. Основные направления 15 струй имеют (общую) вертикальную составляющую, направленную, разумеется, снизу вверх. Основные направления 15 струй внешних рядов 11a распылительных сопел 11 согласно Фиг. 5 имеют также соответствующие горизонтальные составляющие. Эти горизонтальные составляющие основных направлений 15 струй внешних рядов 11a распылительных сопел 11 очевидным образом ориентированы прочь друг от друга.
Распылительные сопла 11 среднего ряда 11b тоже имеют соответствующее основное направление струй. Основное направление струй распылительных сопел 11 среднего ряда 11b на Фиг. 5 не обозначено ссылочной позицией. Основное направление струй среднего ряда 11b распылительных сопел 11 является, как правило, чисто вертикальным снизу вверх.
Выше подробно рассматривалась исключительно нижняя распылительная балка 6 и ее конструкция. Как правило, соответственно изображению на Фиг. 1 дополнительно к нижней распылительной балке 6 над осью 5 прокатки расположена (по меньшей мере) одна верхняя распылительная балка 16. В верхнюю распылительную балку 16 тоже подается жидкое охлаждающее средство 8. Верхняя распылительная балка 16 на своей нижней стороне имеет дополнительные распылительные сопла, обозначенные позицией 17 для их различения от распылительных сопел 11 нижней распылительной балки 6. Посредством распылительных сопел 17 верхней распылительной балки 16 подаваемое в верхнюю распылительную балку 16 охлаждающее средство 8 распыляется сверху на плоский прокат 1.
Данное изобретение обладает многими преимуществами. В частности, может быть значительно снижено потребление охлаждающего средства в нижней распылительной балке 6. Возможна экономия охлаждающего средства 8 от около 40% до около 50%.
Хотя данное изобретение было подробно проиллюстрировано и описано на предпочтительном варианте осуществления, оно не ограничивается раскрытыми примерами, и специалист может вывести из них другие модификации, не выходя за объем защиты данного изобретения.
Перечень ссылочных позиций
|
Способ изготовления стальных полос посредством бесконечной прокатки или полубесконечной прокатки
Оптимизированный по энергопотреблению и выходу способ и установка для изготовления горячекатаной стальной полосы
Способ и установка для энергетически эффективного изготовления горячекатаной стальной полосы
Высокоскоростные ножницы
Способ изготовления прессованных изделий, содержащих частицы угля
Способ повышения глубины проникновения кислородной струи
Способ и устройство для загрузки углесодержащего материала и железосодержащего материала
Способ получения высокопрочной низколегированной стали
Способ получения чугуна или жидких стальных полупродуктов
Способ и устройство для измерения скорости прокатываемого изделия
Не требующее частого обслуживания смесительное сопло для смазки зазора между валками
Охлаждающее устройство с охлаждающим действием, зависящим от ширины
Удержание и транспортировка намотанной в рулон металлической полосы
Очищающее устройство для прокатной клети
Охлаждение валка прокатной клети

