Результат интеллектуальной деятельности: Способ получения керамических материалов на основе сложных оксидов АВО3
Вид РИД
Изобретение
Изобретение относится к технологии получения керамик на основе сложных оксидов АВО3, а именно, составов: ниобата щелочных металлов (НЩМ) (Na0,85Li0,15) NbO3+SrО, иттрий-бариевого купрата YBa2Cu3O7-Δ, феррита висмута BiFeO3, титаната свинца (ТС) PbTiO3, на основе титаната-цирконата свинца (ЦТС) PbTiO3-PbZrO3-PbNb2/3Mn1/3O3-PbNb2/3Zn1/3O3.
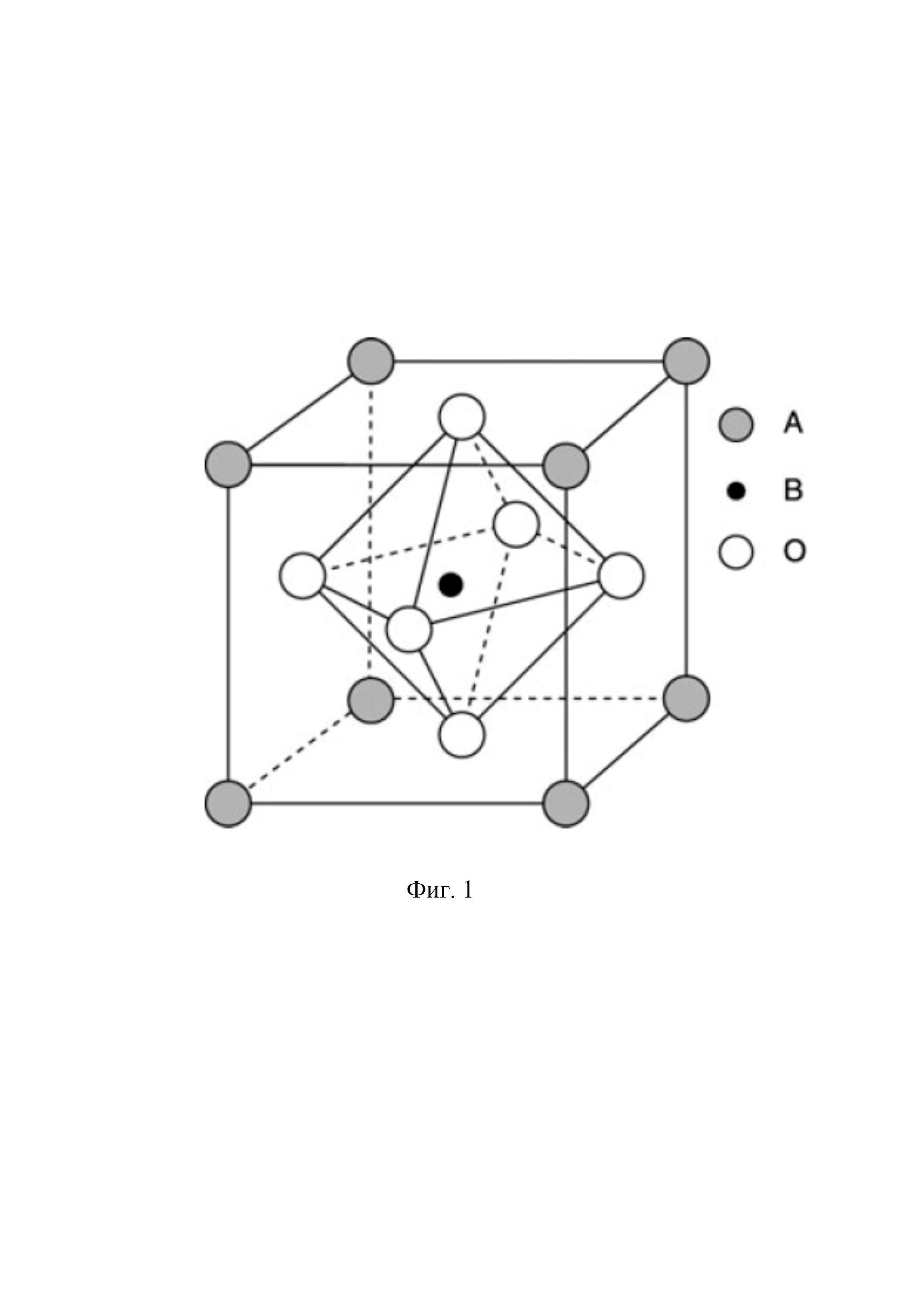
Ниобат щелочных металлов НЩМ [1, 2], титанат свинца ТС [3], состав на основе титаната-цирконата свинца ЦТС [4, стр. 353] обладают сегнетопьезоэлектрическими свойствами, иттрий-бариевый купрат YBa2Cu3O7-Δ [5] -сверхпроводящими свойствами, феррит висмута BiFeO3 [6] -сегнетомагнитными свойствами. Перовскитнаяя ячейка сложных оксидов АВО3 (фиг. 1) может быть заполнена на позиции А катионами из группы Na+, Li+, Cu+, Ba2+, Sr2+, Ca2+,Pb2+, Bi3+и др.; на позиции B - катионами из группы Mn2+, Zn2+, La3+, Bi3+, Fe3+, Ti4+, Zr4+, Hf4+, Nb5+и др. [7, стр. 138]. Указанные керамические материалы на основе сложных оксидов АВО3 широко используются в пьезотехнике, гидроакустике, спиновой электронике.
Керамические материалы на основе сложных оксидов АВО3 получают по обычной керамической технологии (ОКТ), которая заключается в твердофазном синтезе продукта необходимого стехиометрического состава, его измельчении, «холодном» (при комнатной температуре) формовании заготовок (ХФЗ) из синтезированных порошков и их спекании [7, стр. 215; 8, стр. 29]. Простота, доступность и дешевизна метода определяют его лидирующее положение среди керамических производств. Но обычной технологии присущи и общеизвестные недостатки: низкая плотность холодноформованной заготовки (ρХФЗ=50-60% ρтеор) (ρтеор - теоретическая плотность керамического материала заданного состава, рассчитанная по формуле [9, стр. 345] ρтеор = MZ/(NAV), где M - молекулярный вес, Z -число формульных единиц на элементарную ячейку, NA - число Авогадро, 1,66·10-24, V - объем элементарной ячейки); неоднородность по объему образцов, которая приводит при их спекании к неконтролируемой усадке и, как следствие, деформации (короблению) керамики; невозможность получения изделий с высокими значениями экспериментальной ρэксп и относительной ρотн плотностями образцов выше 90-95% ρтеор и воспроизводимыми электрофизическими свойствами. Указанные недостатки приводят к увеличению расхода материала при механической обработке изделий, разбросу электрофизических параметров, к увеличению брака продукции и удорожанию ее стоимости.
Использование при обычной керамической технологии тонкодисперсного сырья с частицами менее 1 мкм также не позволяет удовлетворить современным требованиям, предъявляемым к керамическим изделиям электронной техники, пористость которых должна быть не более 1% или даже 0,1%, для высокой точности воспроизведения размеров и формы, и безотходности производства. Это объясняется тем, что из-за высокого отношения площади поверхности к массе, между частицами таких порошков развиваются силы межмолекулярного взаимодействия [10], приводящие к их повышенной адгезионной способности, своеобразной «клейкости» [11]. Способствуя слипанию частиц и образованию ансамблей довольно прочных конгломератов [12], они делают порошковые системы крайне неоднородными. Адгезия обусловлена межмолекулярными взаимодействиями (Ван-дер-Ваальсовыми, полярными, иногда - взаимной диффузией) в поверхностном слое и характеризуется удельной работой, необходимой для разделения поверхностей.
Частично эти недостатки исключаются при использовании метода горячего прессования (ГП) [7, стр. 217; 8, стр. 172], при котором спекание холодноформованной заготовки осуществляют под давлением, в результате чего происходит «залечивание» дефектов ХФЗ. Метод обеспечивает получение керамических материалов на основе сложных оксидов АВО3 с экспериментальной плотностью, ρэксп близкой к теоретической, ρтеор (98-99% ρтеор) и предельно высоким уровнем эксплуатационных характеристик [4, стр. 30-33].
Недостатками горячего прессования являются: высокая стоимость оборудования, быстрая изнашиваемость технологической оснастки, малая производительность, что ограничивает применение горячего прессования в серийных производствах. Кроме того, метод не исключает возможности нарушения целостности образцов путем их растрескивания и десквамации (отшелушивания поверхностного слоя) [13].
Состав ниобата щелочных металлов (Na0,85Li0,15)NbO3+SrО получают и методом горячего прессования [1], и по ОКТ с использованием способа горячего формования заготовок (ГФЗ) из синтезированного порошка [2]. При этом достигнутое максимальное уплотнение горячеформованной заготовки составляет 90-95% ρтеор. Это обеспечивает реализацию таких свойств керамических материалов, которые возможны только при горячем прессовании.
Сущность способа с использованием ГФЗ показана на примере НЩМ и заключается в формовании заготовок под действием статических, динамических или вибрационных нагрузок в условиях высоких температур, не превышающих температуру начала рекристаллизации порошка заданного состава. Определение условий ГФЗ осуществляют следующим образом: температуру горячего формования заготовок ТГФЗ выбирают по кривой расширения-сжатия (усадки) холодноформованной заготовки [2], выделяя на ней участок, соответствующий максимальной скорости уплотнения; давление и время - на серии пробных экспериментов, произведенных при выбранной ТГФЗ так, чтобы обеспечить плотность ГФЗ ρГФЗ ~ 90-95% ρтеор. Кривые расширения-сжатия (усадки) холодноформованной заготовки получают, исследуя кинетику их уплотнения при непрерывном нагревании в печи установки горячего прессования типа УГПЭ-2 [7, стр. 218] в неизотермических условиях при нагревании холодноформованной заготовки вместе с печью. Обжиги проводят в интервале температур 100-1250°С с шагом ΔТ=25°С и выдержкой при каждой температуре в течение 5 минут при минимальном внешнем давлении 10 МПа. Для построения кривых расширения-сжатия (усадки) используют формулу из [5]:
ΔL/L0 = (ΔL' - ΔL'')⋅n/kL0,
где ΔL/L0 - изменение линейных размеров заготовки;
L - высота заготовки;
ΔL' = L't - L'0 - изменение показаний индикатора линейных перемещений (ИЛП) после воздействия температуры на пресс-форму с образцом;
ΔL''= L''t - L''0 - изменение показаний ИЛП после воздействия температуры на пресс-форму без образца;
L'0=L''0 - показания ИЛП до воздействия температуры на пресс-форму с образцом - L'0 и без образца - L''0;
L't, L''t - показания ИЛП после воздействия температуры на пресс-форму с образцом - L’t и без него - L''t;
L0 - исходная высота образца до воздействия температуры, L0= 7 мм;
n - цена деления ИЛП, n =0.01 мм;
k - число рычажной системы установки, k=8.
Т ГФЗ выбирали на «падающем» участке кривой, в центре которого скорость уплотнения максимальна.
При выборе давления горячеформованной заготовки РГФЗ учитывается, что его верхний допустимый предел равен 80 МПа и ограничен прочностью технологической оснастки (пресс-формы, в которой формуется образец, верхнего и нижнего пуансонов, передающих на него внешнее прикладываемое давление). Продолжительность τГФЗ, с одной стороны, должна быть достаточной для полного прохождения процесса уплотнения ГФЗ при выбранных ТГФЗ и РГФЗ, с другой - кратковременной, во избежание, во-первых, химического взаимодействия материала ГФЗ с засыпкой из Al2O3, используемой для равномерной передачи давления на ГФЗ и изоляции последней от прессового инструмента, во-вторых, возможного нарушения стехиометрии состава за счет образования дефицита кислорода при длительном спекании в замкнутом объеме с ограниченным поступлением кислорода из воздуха. Следует заметить, что выбор ТГФЗ, РГФЗ и τГФЗ, необходимо производить так, чтобы исключить явления рекристаллизации, так как формирование сетки межзеренных границ разрыхляет и ослабляет структуру.
Формованные описанным образом заготовки, вследствие уменьшения трения при пластическом деформировании частиц уплотняемого порошка, обладают значительно сниженной пористостью. Это позволяет повысить их плотность и механическую прочность σрди, исключить саморазрушение образцов. Электрофизические параметры состава (Na0,85Li0,15)NbO3+SrО, полученные этим способом по ОКТ с ГФЗ, следующие: ρэксп = 4,22 г/см3, ρотн = 95,2 %, σрди = 40 МПа, ε33Т/ε0 = 95, Kp = 0,22, |d31| = 8,7 пКл/Н.
При изменении элементного состава материалов, химической и термической предыстории получения (вида используемого сырья и его физико-химического состояния: примесного, гранулометрического, полиморфного, методов и режимов синтеза), условий горячеформованной заготовки (среды: воздух, вакуум, кислород; величины и характера прикладываемого давления: статическое, динамическое, комплексное и т.д.), абсолютные значения параметров ГФЗ могут измениться, но принципы их выбора, изложенные выше, остаются универсальными для любого состава. Спекание ГФЗ возможно различными методами - обычная технология, горячее прессование в различных средах.
Метод горячего формования заготовки, описанный выше, использован для получения высокоплотной сверхпроводящей керамики состава YBa2Cu3O7-Δ [2, 14]. Электрофизичес ГФЗ, следующие: ρэксп = 5,7 г/см3, ρотн = 90 %, σрди = 37 МПа, температура перехода в сверхпроводящее состояние Тн= 89 K.
Известен способ получения феррита висмута c добавками редкоземельных элементов (РЗЭ) по обычной керамической технологии [6]. Его недостатки - дополнительная механоактивация синтезированного продукта в шаровой планетарной мельнице в течение 10-20 минут, закалка при 800-900°С с промежуточной выдержкой синтезированного продукта при температуре на 100-150°C ниже температуры закалки в течение 40-80 минут, включение в состав дополнительно РЗЭ, что приводит к усложнению технологического процесса и удорожанию производства материала. Диэлектрические параметры полученного сегнетоэлектрического керамического материала на основе феррита висмута состава Bi1-xAxFeO3, где А -La, Nd следующие: ε33Т/ε0 = 115, tgΔ = 0,17.
Метод горячего формования заготовки, описанный выше, был применен для получения составов на основе феррита висмута, а также для получения пьезокерамик свинецсодержащих композиций на основе ЦТС [15, 16] - материалы ПКР-37, ПКР-31 и материалов на основе титаната свинца [2].
Все рассмотренные способы не обеспечивают максимальные значения плотности и механической прочности материалов, а также не исключают возможность их растрескивания и саморазрушения в процессе изготовления.
Техническим результатом заявляемого изобретения является повышение плотности и механической прочности керамических материалов на основе АВО3 при сохранении совокупности электрофизических параметров, характерной для каждого материала, исключение растрескивания и саморазрушения готовых образцов.
Указанный технический результат достигается тем, что способ получения керамических материалов на основе сложных оксидов АВО3 составов ниобата щелочных металлов (Na0,85Li0,15)NbO3+SrО, иттрий-бариевого купрата YBa2Cu3O7-δ, феррита висмута BiFeO3, титаната свинца PbTiO3, титаната-цирконата свинца PbTiO3-PbZrO3-PbNb2/3Mn1/3O3-PbNb2/3Zn1/3O3 заключается в формовании заготовки из синтезированного порошка заданной стехиометрии прессованием при комнатной температуре, нагревании её с одновременным снятием кривой расширения-сжатия и изотермической выдержкой на участке перехода материала в пластическое состояние при температуре, соответствующей максимальной скорости уплотнения, но ниже температуры рекристаллизации, под внешней нагрузкой, и при температуре спекания, соответствующей заданному составу, без нагрузки, и охлаждении заготовки до комнатной температуры, на начальной стадии уплотнения проводят дополнительную изотермическую выдержку без нагрузки в температурно-временном режиме, достаточном для исключения водосодержащих соединений и продуктов гидролиза спекаемых фаз, при этом изотермическую выдержку на начальной стадии уплотнения заготовки проводят в течение 10-30 мин, а температуру этой изотермической выдержки определяют по кривой расширения-сжатия на участке с минимальным изменением размеров заготовки.
В предпочтительном варианте выполнения:
- изотермическую выдержку на начальной стадии уплотнения заготовки проводят в течение 10-30 мин;
- изотермическую выдержку состава (Na0,85Li0,15)NbO3+SrО на начальной стадии уплотнения заготовки проводят при температуре 175-225°С;
- изотермическую выдержку состава YBa2Cu3O7-Δ на начальной стадии уплотнения проводят при температуре 275-325°С;
- изотермическую выдержку состава BiFeO3 на начальной стадии уплотнения проводят при температуре 325-375°С;
- изотермическую выдержку состава PbTiO3 на начальной стадии уплотнения проводят при температуре 375-425°С;
- изотермическую выдержку состава PbTiO3-PbZrO3-PbNb2/3Mn1/3O3-PbNb2/3Zn1/3O3 на начальной стадии уплотнения проводят при температуре 475-525°С.
Осуществление дополнительной изотермической выдержки указанных составов на начальной стадии уплотнения способствует исключению водосодержащих соединений и продуктов гидролиза спекаемых фаз. Продукты гидролиза образуются в процессе керамического производства в сложных перовскитных соединениях и их твердых растворах, к которым относятся рассматриваемые объекты. Каждая стадия керамического производства неизбежно связана с адсорбцией воды (атмосферной, технологической), которая сопровождается следующими эффектами: диссоциацией воды с присоединением водорода к атому кислорода, его взаимодействием с гидроксильными группами и их внедрением в кислородные октаэдры; образованием одномерных цепочек из димеров диссоциированной воды; формированием перколяционной сетки из гидроксильных групп, в которой вода адсорбируется молекулярно в промежутках; ограниченностью свободного движения групп ОН и их кружением вокруг атома водорода; взаимодействием ОН и Н с кислородными вакансиями, которое всегда имеется в сложных оксидах АВО3 [17].
Ниже приводим пояснение терминов «димер» и «перколяция». Димéр (от др.-греч. Δι- «два» + μέρος «часть») - сложная молекула, составленная из двух. Процесс распада или возникновения димеров меняет это число вдвое и, иногда, может быть легко наблюдаем: например, оксид азота … dimer молекула, состоящая из двух мономерных субъединиц. В физике и химии явлением перколяции (от лат. percōlāre - просачиваться, протекать) называется явление протекания или непротекания жидкостей через пористые материалы, электричества через смесь проводящих и непроводящих частиц и другие подобные процессы. Теория перколяции находит применение в описании разнообразных систем и явлений. Перколяция возникает в двух- или многофазных системах при приближении к некоторой критической концентрации (т. н. порогу перколяции). Такими системами могут быть различные природные системы и специально приготовленные материалы.
В зависимости от качественно-количественного элементного состава керамик на основе сложных оксидов АВО3, определяющего структурную гибкость их кристаллической решетки и наполненность ее дефектами, изменяются границы и протяженность температурных областей, в которых происходят эти явления, препятствующие уплотнению керамического каркаса материалов.
Дополнительная кратковременная выдержка на начальной стадии уплотнения способствует максимальной минимизации или полному исключению перечисленных процессов, что приводит к исключению балластных примесных фаз, расслоения структуры, межслоевых деформаций и, как следствие, обеспечивает повышение плотности и прочности материалов, исключает растрескивание и саморазрушение готовых образцов.
Изобретение поясняется чертежами и таблицей 1.
На фиг. 1 представлена перовскитная ячейка сложных оксидов АВО3, которая может быть заполнена на позиции А катионами из группы Na+, Li+, Cu+, Ba2+, Sr2+, Ca2+, Pb2+, Bi3+ и др.; на позиции B - катионами из группы Mn2+, Zn2+, La3+, Bi3+, Fe3+, Ti4+, Zr4+, Hf4+, Nb5+ и др.
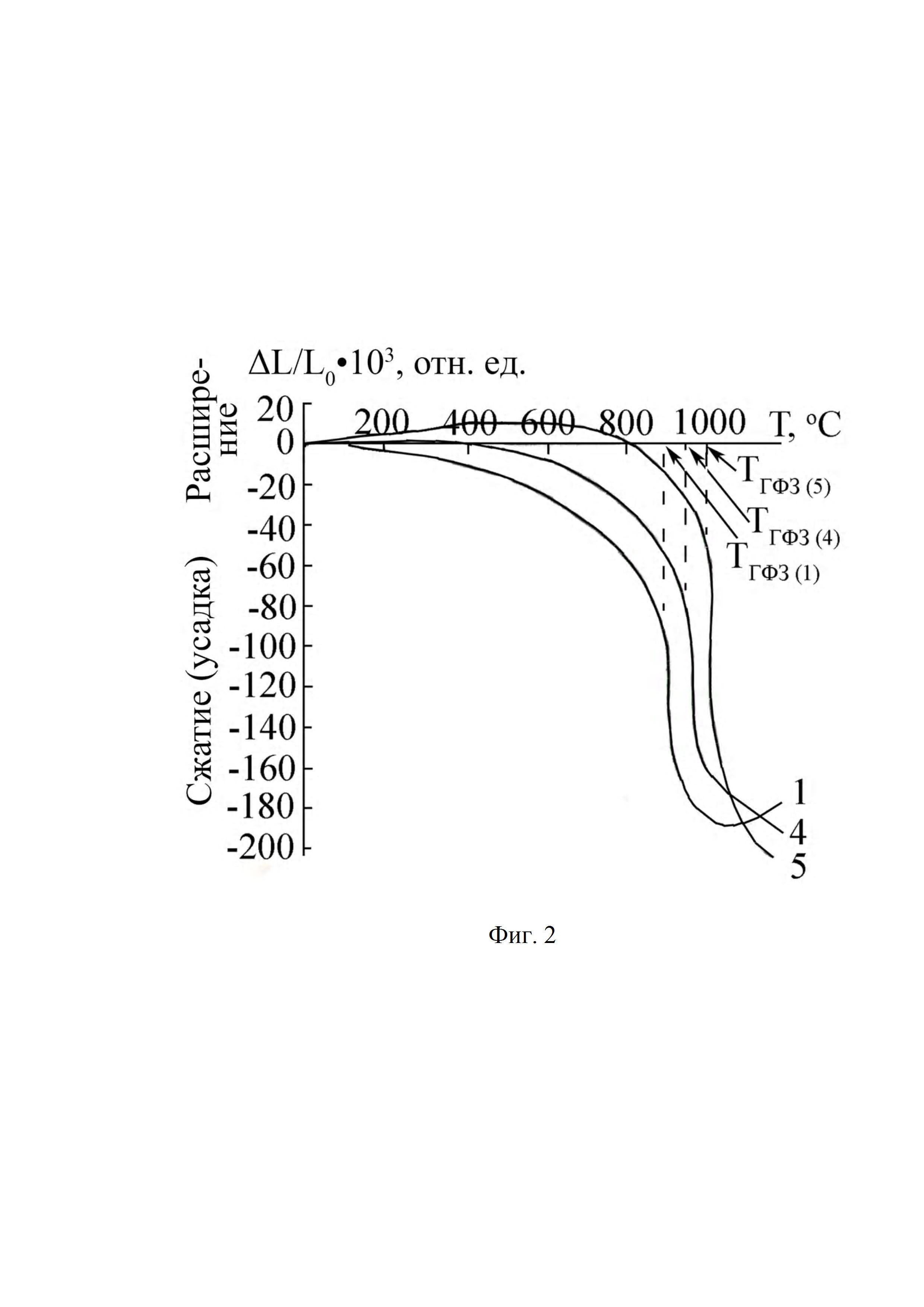
На фиг. 2 показаны зависимости изменения линейных размеров заготовки (высоты образца) ΔL/L0⋅103, отн. ед., от температуры Т,°С, представляющие собой кривые растяжения-сжатия (усадки) для сложных оксидов АВО3, где кривая 1 соответствует составу Na0,85Li0,15)NbO3+SrО, кривая 4 - составу PbTiO3, кривая 5 - составу PbTiO3-PbZrO3-PbNb2/3Mn1/3O3-PbNb2/3Zn1/3O3.
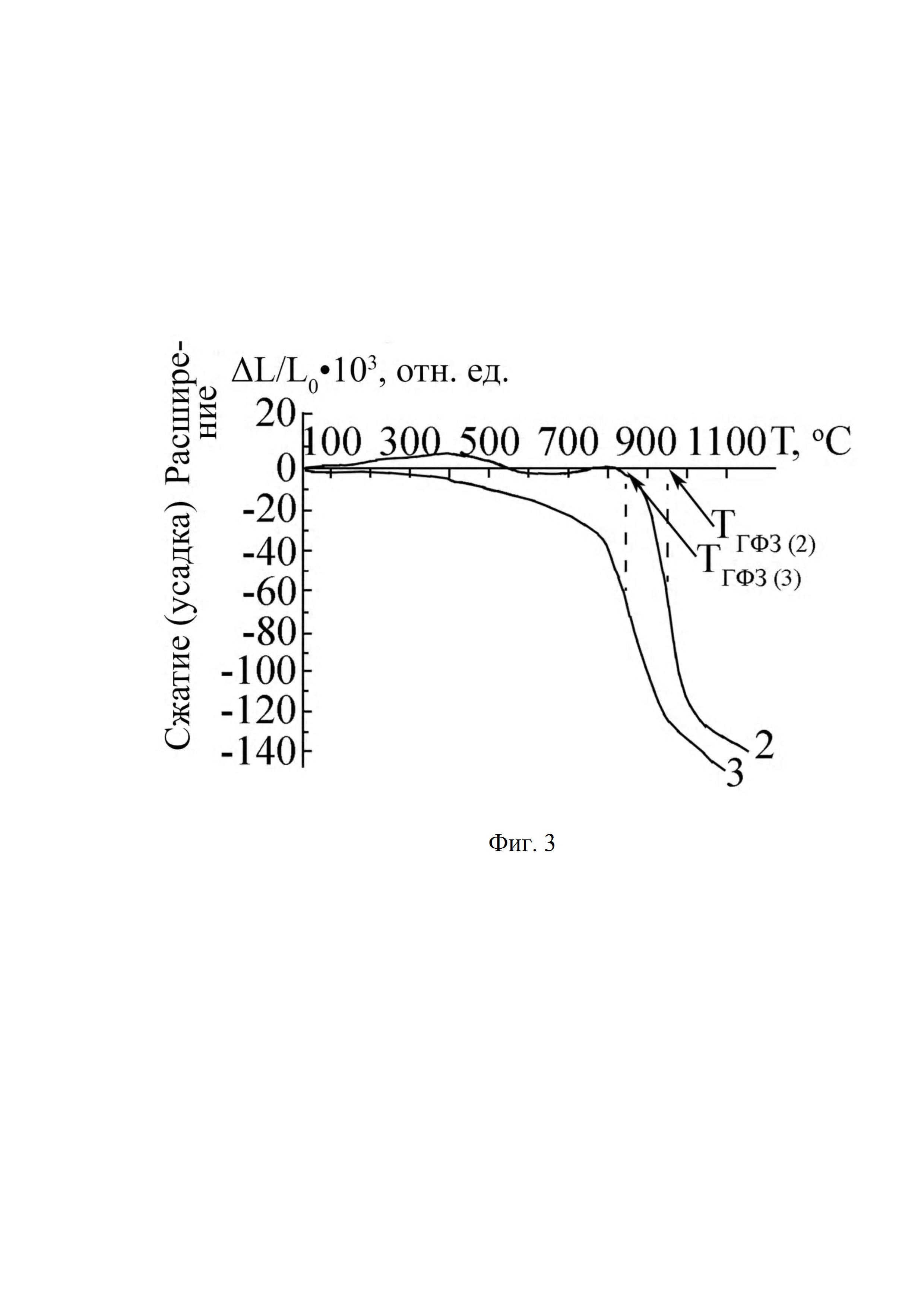
На фиг. 3 показаны зависимости изменения линейных размеров заготовки (высоты образца) ΔL/L0⋅103, отн. ед., от температуры Т,°С, представляющие собой кривые растяжения-сжатия (усадки) для сложных оксидов АВО3, где кривая 2 соответствует составу YBa2Cu3O7-Δ, кривая 3 - составу BiFeO3.
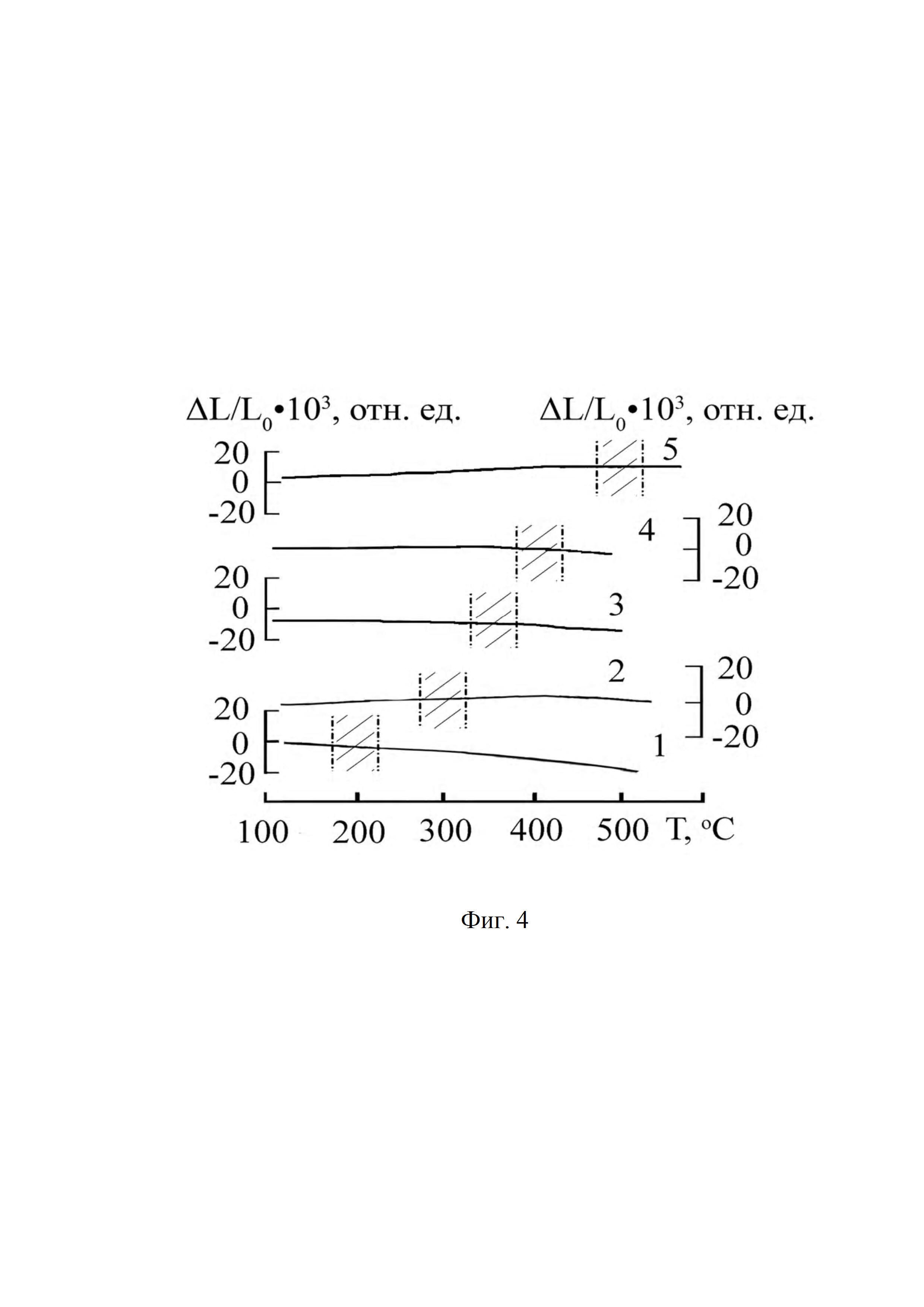
На фиг. 4 представлены фрагменты кривых расширения - сжатия горячеформованных заготовок керамических материалов с выделенными участками изотермической выдержки штриховкой, где кривая 1 соответствует составу (Na0,85Li0,15)NbO3+SrО, кривая 2 - составу YBa2Cu3O7-Δ, кривая 3 - составу BiFeO3, кривая 4 - составу PbTiO3, кривая 5 - составу PbTiO3-PbZrO3-PbNb2/3Mn1/3O3-PbNb2/3Zn1/3O3.
В таблице 1 приведены электрофизические параметры керамик сложных оксидов АВО3, полученных по обычной керамической технологии, методом горячего прессования и заявляемым способом. Цифры соответствуют сложным оксидам: 1 - составу (Na0,85Li0,15)NbO3+SrО, 2 - составу YBa2Cu3O7-Δ, 3 - составу BiFeO3, 4 - составу PbTiO3, 5 - составу PbTiO3-PbZrO3-PbNb2/3Mn1/3O3-PbNb2/3Zn1/3O3.
Осуществление изобретения поясняется примерами.
Пример 1.
Для получения 50-55 г керамики ниобатов щелочных металлов (НЩМ) готовят навеску, включающую:
NaНCO3 - 17,3272 ( квалификация-х.ч.)
Li2CO3 - 1,0887 (квалификация- х.ч.)
SrCO3 - 0,3516 (квалификация- ч.д.а.)
Nb2O5 - 31,2694 (квалификации Нбо-Пт)
- полученную механическую смесь (шихту) перемешивают в спиртовой среде в полиэтиленовом барабане емкостью 200 мл в шаровой мельнице (в качестве мелющих тел используют яшмовые шары ∅ 10-15 см, соотношение - шихта: шары: спирт (по весу) составляет 1:1:0,5). Разгружают барабан в фарфоровые чашки или эмалированные кюветы и затем сушат шихту в сушильном шкафу при температуре 100-110°С до достижения остаточной влажности ~ 1%. По окончании сушки выгружают кюветы из сушильного шкафа и охлаждают до комнатной температуры на воздухе. Приготовленную шихту прессуют под давлением 30-50 МПа при комнатной температуре, используя гидравлический пресс типа ПГМ-100МГ4 с односторонней подачей давления (движется только нижний пуансон);
- осуществляют твердофазный синтез шихты двухстадийным обжигом при Т1=850оС, Т2=880оС, τ1=5 ч, τ2=4 ч (где τi - длительности изотермических выдержек при Т1 и Т2) с рентгенографическим контролем образующихся синтезированных продуктов;
- гранулируют синтезированный порошок заданной стехиометрии без примеси посторонних фаз путем проведения следующих операций:
- введение водного раствора пластификатора (поливинилового спирта) в сухой порошок;
- тщательное перемешивание увлажненного порошка;
- прессование пластифицированного материала под давлением 35-40 МПа;
- дробление полученных брикетов в фарфоровой ступке;
- двукратная протирка их через сито 09-08 и затем - 06-05;
- выдержка полученного пресс-порошка в эксикаторе в течение 4 часов.
Затем формуют заготовки из гранулированного порошка двусторонним прессованием с использованием специальных металлических вилок, вставляющихся между матрицей и нижним пуансоном пресса, применяя двухступенчатую подачу давления, сначала 20 МПа с выдержкой 1-2 сек, далее, после сброса давления до нуля, - 200 МПа с выдержкой 2-3 сек;
- нагревают полученную заготовку в печи со скоростью 300град./час с одновременным снятием кривой расширения-сжатия (усадки);
- определяют по кривой расширения-сжатия область температур начальной стадии уплотнения заготовки;
- при температуре из интервала - 175-225°С (фиг. 2, кривая 1; фиг.4, кривая 1 - штриховка) без нагрузки осуществляют изотермическую выдержку в течение 10-30мин;
- после чего продолжают нагревание заготовки до температуры перехода материала в пластическое состояние, соответствующей максимальной скорости уплотнения, но ниже температуры рекристаллизации;
- при этой температуре - 900-950°С под нагрузкой 40-50 МПа проводят изотермическую выдержку в течение 5-10 мин;
- после чего снимают нагрузку и продолжают нагревание образца до температуры спекания, соответствующей заданному стехиометрическому составу;
- при температуре спекания - 1190°С проводят изотермическую выдержку в течение 2 часов;
- после этого спеченный образец охлаждают вместе с печью до комнатной температуры со скоростью 300 град./час;
- после охлаждения образец вынимают из печи и проводят его аттестацию рентгенографическими, механическими и электрофизическими методами, определяя плотности керамики ρэксп и ρотн методом гидростатического взвешивания в октане по ГОСТ 24409-80, механическую прочность при статическом растяжении σрди − методом диаметрального сжатия диска плоскими штампами, электрофизические характеристики: относительную диэлектрическую проницаемость после поляризации ε33Т/ε0, коэффициент электромеханической связи Kр, пьезомодуль |d31| − методом резонанса - антирезонанса в соответствии с ОСТ 11 0444-87 или IEEE Standard on Piezoelectricity ANSI/IEEEStd 176-1987.
Пример 2.
Для получения 50-55 г купрата иттрия-бария готовят навеску, включающую:
Y2O3 - 8,2160 (квалификация-о.с.ч.).
BaO2 - 25,0190 (квалификация- о.с.ч.)
CuO - 19, квалификация- о.с.ч.)
Полученную механическую смесь (шихту) перемешивают в спиртовой среде в полиэтиленовом барабане емкостью 200 мл в шаровой мельнице (в качестве мелющих тел используют яшмовые шары диаметром 10-15 см, соотношение - шихта: шары: спирт (по весу) составляет 1:1:0,5). Разгружают барабан в фарфоровые чашки или эмалированные кюветы и затем сушат шихту в сушильном шкафу при температуре 100-110°С до достижения остаточной влажности ~ 1%. По окончании сушки выгружают кюветы из сушильного шкафа и охлаждают до комнатной температуры на воздухе. Приготовленную шихту прессуют под давлением 30-50 МПа при комнатной температуре, используя гидравлический пресс типа ПГМ-100МГ4 с односторонней подачей давления (движется только нижний пуансон).
Затем осуществляют твердофазный синтез шихты двухстадийным обжигом при Т1=890о С,Т2=900°С, τ1=24 ч, τ2=24 ч (где τi - длительности изотермических выдержек при Т1 и Т2) с рентгенографическим контролем образующихся синтезированных продуктов.
Далее гранулируют синтезированный порошок заданной стехиометрии без примеси посторонних фаз путем осуществления следующих операций:
- введение водного раствора пластификатора (поливинилового спирта) в сухой порошок;
- тщательное перемешивание увлажненного порошка;
- прессование пластифицированного материала под давлением 35-40 МПа;
- дробление полученных брикетов в фарфоровой ступке;
- двукратной протирки их через сито 09-08 и затем - 06-05;
- выдержка полученного пресс-порошка в эксикаторе в течение 4 часов.
После этого формуют заготовку из гранулированного порошка двусторонним прессованием с использованием специальных металлических вилок, вставляющихся между матрицей и нижним пуансоном пресса, применяя двухступенчатую подачу давления сначала 20 МПа с выдержкой 1-2 сек, далее после сброса давления до нуля – 200 МПа с выдержкой 2-3 сек;
- нагревают ее в печи со скоростью 100 град./час с одновременным снятием кривой расширения-сжатия (усадки);
- по кривой расширения-сжатия определяют область температур начальной стадии уплотнения заготовки;
- при температуре из интервала - 275-325°С (фиг. 3, кривая 2; фиг.4, кривая 2 - штриховка) без нагрузки осуществляют изотермическую выдержку в течение 10-30 мин;
- затем продолжают нагревание заготовки до температуры перехода материала в пластическое состояние, соответствующей максимальной скорости уплотнения, но ниже температуры рекристаллизации;
- при температуре 900-950°С под нагрузкой 40-50 МПа проводят изотермическую выдержку в течение 5-10 мин;
- после чего снимают нагрузку и продолжают нагревание образца до температуры спекания, соответствующей заданному стехиометрическому составу;
- при температуре спекания - 950°С проводят изотермическую выдержку в течение 24 часов;
- после этого спеченный образец охлаждают вместе с печью до комнатной температуры со скоростью 100 град./час;
- после охлаждения образец вынимают из печи и проводят его аттестацию рентгенографическими, механическими и электрофизическими методами, определяя плотность керамики методом гидростатического взвешивания в октане по ГОСТ 24409-80, механическую прочность при статическом растяжении - методом диаметрального сжатия диска плоскими штампами, микроструктуру по сколам, используя сканирующий электронный микроскоп, температуру начала перехода в сверхпроводящее состояние Тн по магнитным и резистивным измерениям.
Пример 3.
Для получения (50-55) г феррита висмута - готовят навеску, включающую:
Bi2O3 - 37,2377 (квалификация - х.ч.)
Fe2O3 - 12,7623 (квалификация - ч.д.а.)
- полученную механическую смесь (шихту) перемешивают в спиртовой среде в полиэтиленовом барабане емкостью 200 мл в шаровой мельнице (в качестве мелющих тел используют яшмовые шары ∅ 10-15 см, соотношение - шихта: шары: спирт (по весу) составляет 1:1:0,5). Разгружают барабан в фарфоровые чашки или эмалированные кюветы и затем сушат шихту в сушильном шкафу при температуре 100-110°С до достижения остаточной влажности ~ 1%. По окончании сушки выгружают кюветы из сушильного шкафа и охлаждают до комнатной температуры на воздухе. Приготовленную шихту прессуют под давлением 30-50 МПа при комнатной температуре, используя гидравлический пресс типа ПГМ-100МГ4 с односторонней подачей давления (движется только нижний пуансон);
- осуществляют твердофазный синтез шихты двухстадийным обжигом при Т1=790оС, Т2=800оС, τ1=10 ч, τ2=10 ч (где τi - длительности изотермических выдержек при Т1 и Т2) с рентгенографическим контролем образующихся синтезированных продуктов;
- гранулируют синтезированный порошок заданной стехиометрии без примеси посторонних фаз путем осуществления последовательности следующих операций:
- введение водного раствора пластификатора (поливинилового спирта) в сухой порошок;
- тщательное перемешивание увлажненного порошка;
- прессование пластифицированного материала под давлением 35-40 МПа;
- дробление полученных брикетов в фарфоровой ступке;
- двукратная протирка их через сито 09-08 и затем - 06-05;
- выдержка полученного пресс-порошка в эксикаторе в течение 4 часов.
После этого формуют заготовку из гранулированного порошка двусторонним прессованием с использованием специальных металлических вилок, вставляющихся между матрицей и нижним пуансоном пресса, применяя двухступенчатую подачу давления сначала 20 МПа с выдержкой 1-2 сек, далее, после сброса давления до нуля, - 200 МПа с выдержкой 2-3 сек;
- нагревают ее в печи со скоростью 300 град./час с одновременным снятием кривой расширения-сжатия (усадки);
- по кривой расширения-сжатия определяют область температур начальной стадии уплотнения заготовки;
- при температуре из интервала - 325-375°С (фиг. 3, кривая 3; фиг.4, кривая 3 - штриховка) без нагрузки осуществляют изотермическую выдержку в течение 10-30 мин;
- после чего продолжают нагревание заготовки до температуры перехода материала в пластическое состояние, соответствующей максимальной скорости уплотнения, но ниже температуры рекристаллизации;
- при этой температуре - 800-850°С под нагрузкой 40-50 МПа проводят изотермическую выдержку в течение 5-10 мин;
- после чего снимают нагрузку и продолжают нагревание образца до температуры спекания, соответствующей заданному стехиометрическому составу;
- при температуре спекания - 850°С проводят изотермическую выдержку в течение 1 часа;
- затем спеченный образец охлаждают вместе с печью до комнатной температуры со скоростью 300 град./час;
- после охлаждения образец вынимают из печи и проводят его аттестацию рентгенографическими, механическими и электрофизическими методами, определяя плотность керамики методом гидростатического взвешивания в октане по ГОСТ 24409-80, механическую прочность при статическом растяжении - методом диаметрального сжатия диска плоскими штампами, микроструктуру по сколам, используя сканирующий электронный микроскоп, электрофизические характеристики: относительную диэлектрическую проницаемость до поляризации ε/ε0, тангенс угла диэлектрических потерь tgΔ - в соответствии с ОСТ 11 0444-87.
Пример 4.
Для получения (50-55)г титаната свинца - готовят навеску, включающую:
PbO - 38,263 (квалификация - ч.)
TiO2 - 13,697 (квалификация - о.с.ч.)
Полученную механическую смесь (шихту) перемешивают в спиртовой среде в полиэтиленовом барабане емкостью 200 мл в шаровой мельнице (в качестве мелющих тел используют яшмовые шары ∅ 10-15 см, соотношение - шихта: шары: спирт (по весу) составляет 1:1:0,5). Разгружают барабан в фарфоровые чашки или эмалированные кюветы и затем сушат шихту в сушильном шкафу при температуре 100-110°С до достижения остаточной влажности ~ 1%. По окончании сушки выгружают кюветы из сушильного шкафа и охлаждают до комнатной температуры на воздухе. Приготовленную шихту прессуют под давлением 30-50 МПа при комнатной температуре, используя гидравлический пресс типа ПГМ-100МГ4 с односторонней подачей давления (движется только нижний пуансон).
Затем осуществляют твердофазный синтез шихты двухстадийным обжигом при Т1=920°С, Т2=920°С, τ1=4 ч, τ2=5 ч (где τI - длительности изотермических выдержек при Т1 и Т2) с рентгенографическим контролем образующихся синтезированных продуктов и гранулируют синтезированный порошок заданной стехиометрии без примеси посторонних фаз путем осуществления следующей последовательности операций:
- введение водного раствора пластификатора (поливинилового спирта) в сухой порошок;
- тщательное перемешивание увлажненного порошка;
- прессование пластифицированного материала под давлением 35-40 МПа;
- дробление полученных брикетов в фарфоровой ступке;
- двукратная протирка их через сито 09-08 и затем - 06-05;
- выдержка полученного пресс-порошка в эксикаторе в течение 4 часов.
После этого формуют заготовку из гранулированного порошка двусторонним прессованием с использованием специальных металлических вилок, вставляющихся между матрицей и нижним пуансоном пресса, применяя двухступенчатую подачу давления сначала 20 МПа с выдержкой 1-2 сек, далее, после сброса давления до нуля – 200 МПа с выдержкой 2-3 сек;
- нагревают ее в печи со скоростью 300 град./час с одновременным снятием кривой расширения-сжатия (усадки);
- по кривой расширения-сжатия определяют область температур начальной стадии уплотнения заготовки;
- при температуре из интервала - 375-425°С (фиг. 2, кривая 4; фиг.4, кривая 4 - штриховка) без нагрузки осуществляют изотермическую выдержку в течение 10-30 мин;
- после чего продолжают нагревание заготовки до температуры перехода материала в пластическое состояние, соответствующей максимальной скорости уплотнения, но ниже температуры рекристаллизации;
- при этой температуре - 900-950°С под нагрузкой 40-50 МПа проводят изотермическую выдержку в течение 5-10 мин;
- затем снимают нагрузку и продолжают нагревание образца до температуры спекания, соответствующей заданному стехиометрическому составу;
- при температуре спекания - 1220°С проводят изотермическую выдержку в течение 3 часов;
- затем этот спеченный образец охлаждают вместе с печью до комнатной температуры со скоростью 300 град./час.
После охлаждения образец вынимают из печи и проводят его аттестацию рентгенографическими, механическими и электрофизическими методами, определяя плотности керамики ρэксп и ρотн методом гидростатического взвешивания в октане по ГОСТ 24409-80, механическую прочность при статическом растяжении σрди - методом диаметрального сжатия диска плоскими штампами, микроструктуру по сколам, используя сканирующий электронный микроскоп, электрофизические характеристики: относительную диэлектрическую проницаемость после поляризации ε33Т/ε0, коэффициент электромеханической связи Kt- методом резонанса - антирезонанса, пьезомодуль d33 - квазистатическим методом в соответствии с ОСТ 11 0444-87 или IEEE Standard on Piezoelectricity ANSI/IEEEStd 176-1987.
Пример 5.
Для получения 50-55 г композиции на основе титаната-цирконата свинца готовят навеску, включающую:
PbO - 34,405 (квалификация - х.ч.)
TiO2 - 5,850 (квалификация - х.ч.)
ZrO2 - 7,310 (квалификация - ч.д.а.)
Nb2O5 - 1,915 (квалификация - ч.д.а.)
ZnO - 0,070 (квалификация - ч.д.а.)
MnO - 0,450 (квалификация - ч.д.а.)
Полученную механическую смесь (шихту) перемешивают в спиртовой среде в полиэтиленовом барабане емкостью 200 мл в шаровой мельнице (в качестве мелющих тел используют яшмовые шары ∅ 10-15 см, соотношение шихта, шары, спирт (по весу) составляет 1:1:0,5, соответственно. Разгружают барабан в фарфоровые чашки или эмалированные кюветы и затем сушат шихту в сушильном шкафу при температуре 100-110°С до достижения остаточной влажности порядка 1%. По окончании сушки выгружают кюветы из сушильного шкафа и охлаждают до комнатной температуры на воздухе. Приготовленную шихту прессуют под давлением 30-50 МПа при комнатной температуре, используя гидравлический пресс типа ПГМ-100МГ4 с односторонней подачей давления (движется только нижний пуансон). Затем осуществляют твердофазный синтез шихты двухстадийным обжигом при Т1=1100°С, Т2=1150°С, τ1=4 ч, τ2=4 ч (где τI - длительность изотермических выдержек при Т1 и Т2) с рентгенографическим контролем образующихся синтезированных продуктов и гранулируют синтезированный порошок заданной стехиометрии без примеси посторонних фаз путем осуществления следующей последовательности операций:
- введение водного раствора пластификатора (поливинилового спирта) в сухой порошок;
- тщательное перемешивание увлажненного порошка;
- прессование пластифицированного материала под давлением 35-40 МПа;
- дробление полученных брикетов в фарфоровой ступке;
- двукратная протирка их через сито 09-08 и затем - 06-05;
- выдержка полученного пресс порошка в эксикаторе в течение 4 часов.
После этого формуют заготовку из гранулированного порошка двусторонним прессованием с использованием специальных металлических вилок, вставляющихся между матрицей и нижним пуансоном пресса, применяя двухступенчатую подачу давления сначала 20 МПа с выдержкой 1-2 сек, далее, после сброса давления до нуля, - 200 МПа с выдержкой 2-3 сек;
- нагревают ее в печи со скоростью 300 град./час с одновременным снятием кривой расширения-сжатия (усадки);
- по кривой расширения-сжатия определяют область температур начальной стадии уплотнения заготовки;
- при температуре из интервала - 425-475°С (фиг. 2, кривая 5; фиг.4, кривая 5 - штриховка) без нагрузки осуществляют изотермическую выдержку в течение 10-30 мин;
- затем продолжают нагревание заготовки до температуры перехода материала в пластическое состояние, соответствующей максимальной скорости уплотнения, но ниже температуры рекристаллизации;
- при этой температуре - 950-1000°С под нагрузкой 40-50 МПа проводят изотермическую выдержку в течение 5-10 мин;
- затем снимают нагрузку и продолжают нагревание образца до температуры спекания, соответствующей заданному стехиометрическому составу;
- при температуре спекания - 1250°С проводят изотермическую выдержку в течение 3 часов;
- после этого спеченный образец охлаждают вместе с печью до комнатной температуры со скоростью 300 град./час.
После охлаждения образец вынимают из печи и проводят его аттестацию рентгенографическими, механическими и электрофизическими методами, определяя плотности керамики ρэксп и ρотн методом гидростатического взвешивания в октане по ГОСТ 24409-80, механическую прочность при статическом растяжении σрди - методом диаметрального сжатия диска плоскими штампами, микроструктуру по сколам, используя сканирующий электронный микроскоп, электрофизические характеристики: относительную диэлектрическую проницаемость после поляризации ε33Т/ε0, коэффициент электромеханической связи Kр, пьезомодуль |d31| - методом резонанса - антирезонанса в соответствии с ОСТ 11 0444-87 или IEEE Standard on Piezoelectricity ANSI/IEEEStd 176-1987.
В табл. 1 приведены характеристики исследуемых материалов, полученных заявляемым способом и способами-аналогами (ОКТ с ХФЗ, ОКТ с ГФЗ и ГП, в табл. 2 - параметры керамик сложных оксидов АВО3, которые получены заявляемым способом при разных значениях интервалов длительности дополнительной изотермической выдержки на начальной стадии уплотнения материала, в табл. 3 - параметры керамик сложных оксидов АВО3, которые получены заявляемым способом (с дополнительной изотермической выдержкой на начальной стадии уплотнения материала длительностью 10-30 мин) при разных значениях интервалов температур.
На фиг. 2-4 показаны кривые расширения-сжатия (усадки) керамик сложных оксидов АВО3, которые описаны в примерах 1-5, где номера кривых соответствуют номерам примеров с выделенными (штриховкой на фиг. 4) интервалами изотермической выдержки согласно изобретению. На фиг. 2, 3 приведены также температуры перехода материала в пластическое состояние ТГФЗ, соответствующие максимальной скорости уплотнения для составов 1-5, полученных способом-аналогом ОКТ с ГФЗ. Анализ фиг. 2, 3, на которых приведены кривые расширения-сжатия (усадки) для составов 1-5, показал, что выбранные интервалы температур, соответствующие формуле изобретения, характеризуются минимальными изменениями размеров заготовки ΔL/L0 на данных участках (на фиг. 4 выделены штриховкой, кривые 1-5), что связано, как отмечалось ранее, с исключением водосодержащих соединений и продуктов гидролиза спекаемых фаз, которые образуются в процессе керамического производства в сложных перовскитных соединениях и их твёрдых растворах, к которым относятся рассматриваемые объекты.
Из табл. 1 следует, что максимальные значения плотности керамик и механической прочности при сохранении совокупности электрофизических параметров, характерной для каждого материала, достигаются заявляемым способом, обеспечивающим, к тому же, исключение эффектов растрескивания, саморазрушения образцов в процессе технологического производства. Так, значения плотности ρэксп и механической прочности σрди, полученные заявляемым способом, превышают их значения, полученные способами-аналогами (ОКТ с ХФЗ - ОКТ с ГФЗ и ГП), например, для состава 1 - на 5,1-8,1 % и на 20-71 %, соответственно. Аналогичные результаты получены и для других составов: для состава 2 увеличение значений ρэксп и σрди составляет 5,2-27,0 % и 17,5-74,0%, соответственно, для состава 3 - 1,7-3,1% и 33,3-74,0%, для состава 4 - 2,4-6,4% и 21,8-48,9%, для состава 5 - 1,3-2,4% и 22,8-55,6%, соответственно. При этом совокупность значений электрофизических параметров, характерная для каждого из рассматриваемых составов: ε33Т/ε0, Kр, |d31| для составов 1 и 5, ε33Т/ε0, Kt, d33 для состава 4, ε/ε0 и tgΔ для состава 3, Тн для состава 2 - сохраняется. Кроме того заявляемый способ получения материалов исключает эффекты саморазрушения и растрескивания при изготовлении образцов; отмечены в таблице знаком «-».
Изменения длительности дополнительной выдержки 10-30 мин показывают (табл. 2), что как ее уменьшение, так и увеличение приводят к уменьшению плотности ρэксп и механической прочности σрди материалов. Для состава 1 значения ρэксп и σрди уменьшаются на 3,8-4,8% и 21,0-25,0%, соответственно, для состава 2 - на 3,3-4,9% и 10,6-14,9%, для состава 3 - на 1,0-1,3% и 12,5%, для состава 4 - на 1,2-2,8% и 14,9-17,9%, для состава 5 - на 0,9-1,3% и 11,4-18,5%. Кроме того, увеличение длительности дополнительной выдержки на начальной стадии уплотнения материала приводит к усложнению технологического процесса, увеличению энергозатрат и удорожанию производства.
Такое же влияние на параметры ρэксп и σрди оказывает и выход за пределы указанных интервалов температур, при которых проводится дополнительная изотермическая выдержка для каждого состава 1-5. Из табл. 3 видно, что как уменьшение нижней границы интервала температур, так и увеличение его верхней границы также приводит к уменьшению значений параметров ρэксп и σрди в пределах: для состава 1 - 3,8-4,4% и 20-28,3%, соответственно, для состава 2 - 2,9-4,1% и 4,2-10,6%, для состава 3 - 0,6-1,0%, для состава 4 - 2,8-2,9% и 3,4-19,0%, для состава 5 - 1,1-1,4% и 12,8-20,0%.
Таким образом, анализ параметров материалов, полученных при дополнительной выдержке и температурах, согласно формуле изобретения, подтверждает преимущества заявляемого способа по сравнению со способами-аналогами, что соответствует задаче изобретения: повышение плотности и механической прочности керамических материалов на основе АВО3 при сохранении совокупности электрофизических параметров, характерной для каждого материала, и исключении эффектов растрескивания, саморазрушения образцов в процессе их изготовления.
Источники информации
1. Фесенко Е.Г., Бондаренко В.С., Разумовская О.Н., Резниченко Л.А., Клевцов А.Н., Панич А.Е. и Стембер Н.Г. Пьезоэлектрический керамический материал // Авторское свидетельство № 694478 по заявке № 2620607/29-33 от 24.05.1978 (приоритет). Опубл. 30.10.1979. Бюл. № 40. М.Кл.2 С04В 35/00.
2. Клевцов А.Н., Резниченко Л.А.Горячее формование порошков материалов для устройств функциональной пьезоэлектроники // Фундаментальные проблемы пьезоэлектроники. Междунар. научн.-практ. конф. «Пьезотехника-95». 1995. Т. 2. С. 98-106.
3. Расторопов С.В., Бородин В.З., Панич А.Е. Высокая анизотропия пьезоэффекта модифицированных керамик на основе PbTiO3. Краткий обзор // Фундаментальные проблемы пьезоэлектроники. Междунар. научн.-практ. конф. «Пьезотехника-95». 1995. Т. 2. С. 78-83.
4. Данцигер А.Я., Разумовская О.Н., Резниченко Л.А., Сахненко В.П., Клевцов А.Н., Дудкина С.И., Шилкина Л.А., Дергунова Н.В., Рыбянец А.Н. Многокомпонентные системы сегнетоэлектрических сложных оксидов: физика, кристаллохимия, технология. Аспекты дизайна пьезоэлектрических материалов. РГУ: Ростов н/Д, 2001. Т. 1 - 408 с. (стр. 353).
5. Разумовская О.Н., Комаров В.Д., Резниченко Л.А., Рудковская Л.М., Шилкина Л.А., Фесенко Е.Г. Получение высокоплотной сверхпроводящей керамики YBa2Cu3O7-б // Проблемы ВТСП. Ростов н/Д.: Изд-во РГУ, 1990. Ч. II. С. 3-31.
6. Резниченко Л.А., Вербенко И.А., Миллер А.И., Титов С.В., Абубукаров А.Г. Способ изготовления сегнетоэлектрического керамического материала на основе феррита висмута // Патент 2580114 от 14.03.2016. Заявка на выдачу патента на изобретение № 2014153269 от 29.12.2014 (приоритет). Опубл. 10.04.2016. Бюл. 10.
7. Фесенко Е.Г. Семейство перовскита и сегнетоэлектричество. М.: Атомиздат, 1972.- 248 с. (стр. 138, 215, 217, 218, 220).
8. Окадзаки К. Технология керамических диэлектриков. Пер. с яп. М.: Энергия, 1976. -336 с. (стр. 29, 172).
9. Уманский Я.С. Рентгенография металлов и полупроводников. Москва: Изд-во «Металлургия», 1969. -496 с. (стр. 345).
10. Одеман Дж. // Сб. трудов Керамика I и II конф. Британского и Голландского керамических обществ. М.: Металлургия, 1967. С. 75-86.
11. Коробцев В.П., Дедов Н.В., Кутявин Э.М., Соловьев А.И., Сенников Ю.Н., Заворин А.С., Макеев А.А., Кошкарев А.И. Изготовление высокоплотных керамических изделий // Междунар. научн.-практ. конф. «Пьезотехника-94». Томск, 1994. С. 122-127.
12. Резниченко Л.А., Донскова Т.В., Разумовская О.Н., Комаров В.Д., Иванова Л.С., Шилкина Л.А., Алешин В.А. Спекание ниобатной пьезокерамики из тонкодисперсных порошков // Изв. АН СССР, сер. Неорганич. материалы. 1990. Т. 26. № 10. С. 2190-2193.
13. Бондаренко Е.И., Комаров В.Д., Резниченко Л.А., Чернышков В.А. Саморазрушение сегнетокерамики // ЖТФ. 1988. Т. 58. № 9. С. 1771-1774.
14. Клевцов А.Н., Резниченко Л.А., Зацаринный В.П. Получение высокопрочной сверхпроводящей керамики YBa2Cu3O7-Δ // Проблемы ВТСП. Ростов н/Д.: Изд-во РГУ, 1990. Ч. II. С.32-51.
15. Клевцов А.Н., Резниченко Л.А., Разумовская О.Н., Дергунова Н.В., Сервули В.А. Применение метода горячего формования при получении сегнетопьезоматериала с высоким пьезомодулем // Междунар. научн.-практ. конф. «Пьезотехника-97». Обнинск. 1997. С. 188-190.
16. Гавриляченко С.В., Резниченко Л.А., Рыбянец А.Н., Гавриляченко В.Г. Пьезокерамика для частотно-селективных устройств. Ростов н/Д.: Изд-во РГПУ, 1999. -240с. (стр. 187).
17. Halwidl D., Stöger B., Mayr-Schmölzer W., Pavelec J., Fobes D., Peng J., Mao Z., Parkinson G.S., Schmid M., Mittendorfer F., Redinger J., Diebold U. Adsorption of water at the SrO surface of ruthenates // Nature materials. 2016. V. 15. P. 450-456.
Таблица 1
Электрофизические параметры керамик сложных оксидов, полученных по обычной керамической технологии, методом горячего прессования и заявляемым способом, где: ОКТ с ХФЗ - обычная керамическая технология с холодноформованной заготовкой, ОКТ с ГФЗ- обычная керамическая технология с горячеформованной заготовкой, ГП- горячее прессование, 1- состав (Na0,85Li0,15)NbO3+SrО, 2 - состав YBa2Cu3O7-Δ, 3 – состав BiFeO3, 4 – состав PbTiO3, 5 - состав PbTiO3-PbZrO3-PbNb2/3Mn1/3O3-PbNb2/3Zn1/3O3.
|
Таблица 2
Параметры керамик сложных оксидов АВО3, которые получены заявляемым способом при разных значениях интервалов длительности дополнительной изотермической выдержки на начальной стадии уплотнения материала
|
Таблица 3
Параметры керамик сложных оксидов АВО3, которые получены заявляемым способом (с дополнительной изотермической выдержкой на начальной стадии уплотнения материала длительностью 10-30 мин) при разных значениях интервалов температур
|
Способ изготовления сегнетоэлектрического керамического материала на основе феррита висмута
Сегнетоэлектрический керамический материал
Пьезоэлектрический керамический материал
Пассивный беспроводный датчик на поверхностных акустических волнах для измерения концентрации моноокиси углерода
Цифровой способ измерения параметров пьезоэлектрических элементов
Способ дифференциальной диагностики стадий гонартроза
Пьезоэлектрический керамический материал
Способ измерения расстояния между объектами
Пьезоэлектрический керамический материал
Способ прогнозирования предрасположенности к развитию посттравматического остеоартроза коленного сустава
Пьезоэлектрический керамический материал
Пьезоэлектрический керамический материал
Пьезоэлектрический керамический материал
Пьезоэлектрический керамический материал
Способ производства формованных изделий из морских моллюсков
Пьезоэлектрический керамический материал
Пьезоэлектрический керамический материал
Пьезоэлектрический керамический материал
Пьезоэлектрический керамический материал
Пьезоэлектрический керамический материал

