Результат интеллектуальной деятельности: Устройство для изготовления сигаретных фильтров и способ изготовления сигаретных фильтров
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к устройству для изготовления сигаретных фильтров и к способу изготовления сигаретных фильтров.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
В соответствии с предшествующим уровнем техники, сигаретные фильтры изготавливают из полос фильтрующего материала, обычно из ацетата целлюлозы. Указанные полосы вытягивают, растягивают и обрабатывают добавками, в частности, пластифицирующими текучими средами (например, триацетином) для получения жгута из фильтрующего материала. Жгут обрабатывают и подвергают воздействию технологических текучих сред, таких, например, как пар, для получения фильтрового стержня, который разрезают на отдельные части.
В патенте США №3377220 описана секция для обработки жгута из фильтрующего материала, в которой поток пара подают из внешнего источника в удлиненную камеру и обеспечивают его контакт со жгутом путем подачи пара через несколько радиальных каналов.
Это решение имеет некоторые недостатки, которые связаны с тем, что путь для прохождения пара не является оптимальным, поскольку пар проходит через удлиненную камеру и становится неравномерным, так как происходит его концентрация в указанных каналах в радиальном направлении.
Другое известное решение описано в европейском патентном документе 2636321, в соответствии с которым пар подают в накопительную камеру, окружающую формирующий канал и сообщающуюся с формирующим каналом через кольцевое сопло.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, цель данного изобретения заключается в создании устройства для изготовления сигаретных фильтров и соответствующего способа, в которых будут устранены вышеуказанные недостатки известного уровня техники.
Более конкретно, целью данного изобретения является создание устройства для изготовления сигаретных фильтров и соответствующего способа, которые позволили бы оптимизировать прохождение потока пара, входящего в контакт со жгутом, и обеспечить равномерность этого потока.
Эти цели достигаются благодаря устройству для изготовления сигаретных фильтров и соответствующему способу, которые обладают признаками, изложенными в одном или нескольких пунктах прилагаемой формулы изобретения.
Преимущественно благодаря устройству для изготовления сигаретных фильтров и соответствующему способу согласно данному изобретению обеспечивается лучшее распределение потока пара, проходящего в поперечном направлении относительно обрабатываемого жгута.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие признаки и преимущества данного изобретения станут более понятны из следующего примерного и, соответственно, неограничительного описания предпочтительного и, следовательно, неисключительного варианта выполнения устройства для изготовления сигаретных фильтров и соответствующего способа.
Далее приведено описание данного изобретения со ссылкой на сопроводительные чертежи, которые иллюстрируют неограничительный вариант выполнения изобретения и на которых:
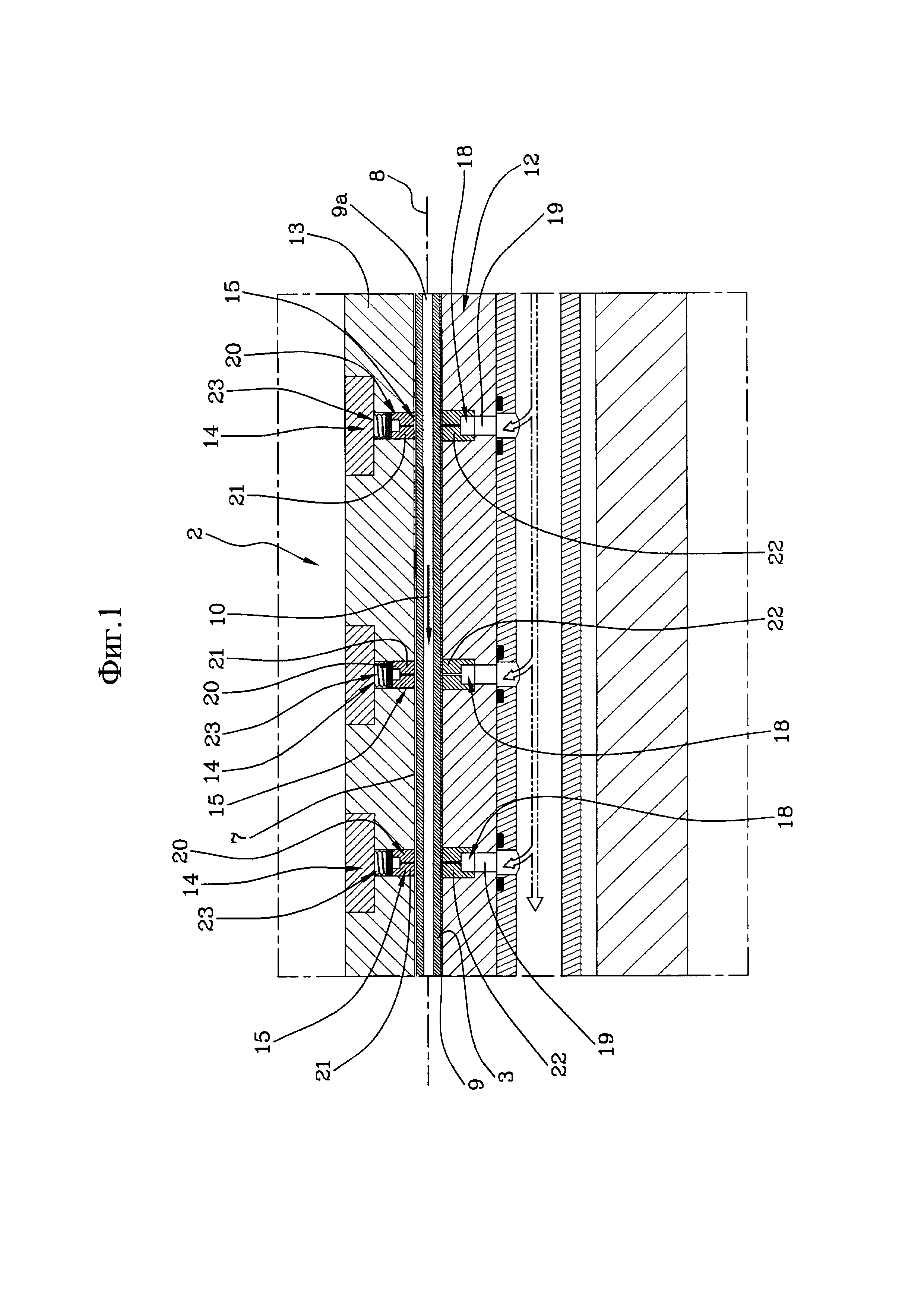
Фиг. 1 изображает разрез части формовочного блока устройства для изготовления сигаретных фильтров,
Фиг. 2 изображает увеличенный фрагмент чертежа, показанного на Фиг. 1,
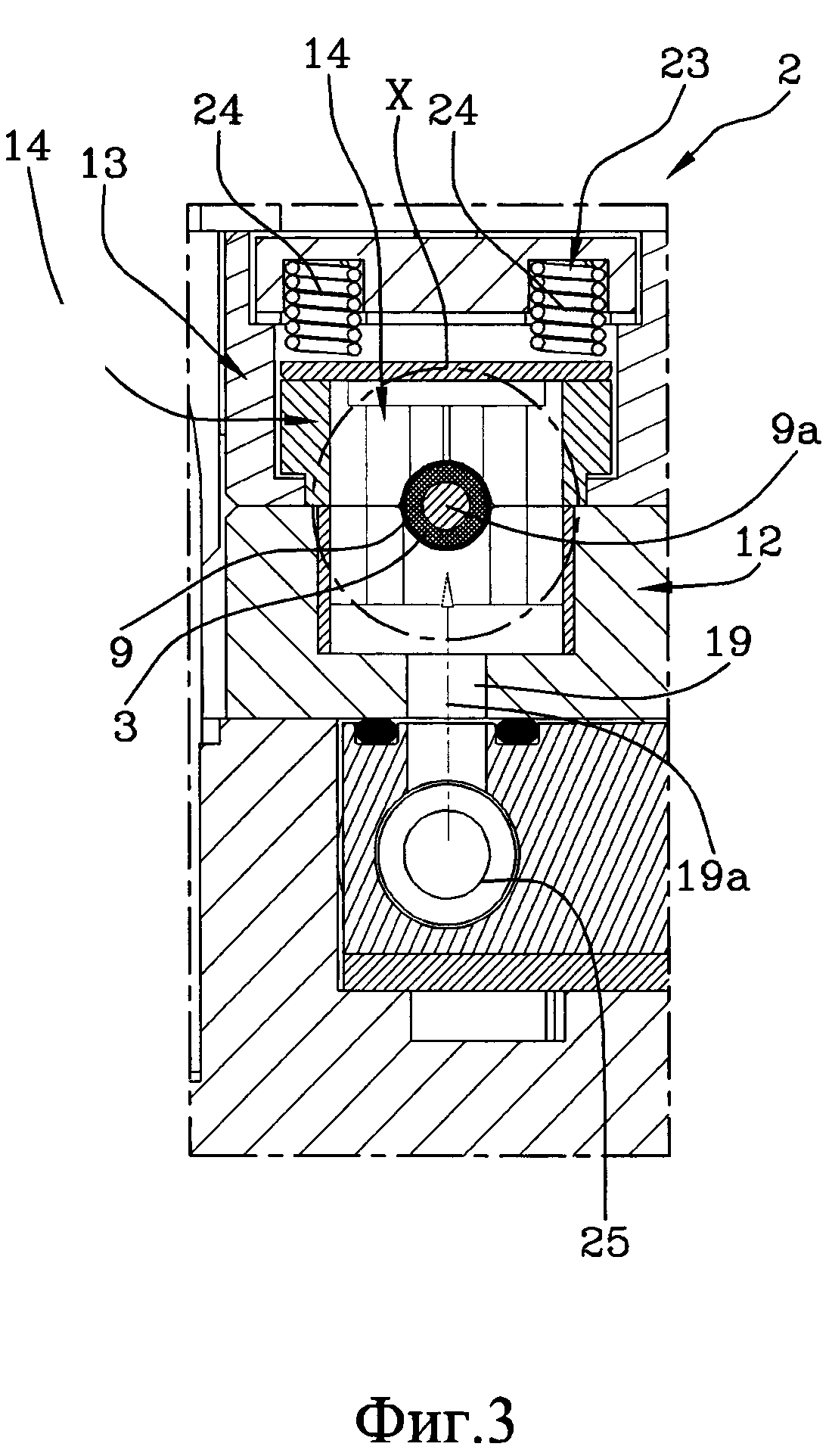
Фиг. 3 изображает разрез по линии III-III, показанной на Фиг. 2, Фиг. 3а изображает увеличенный фрагмент X чертежа, показанного на Фиг. 3,
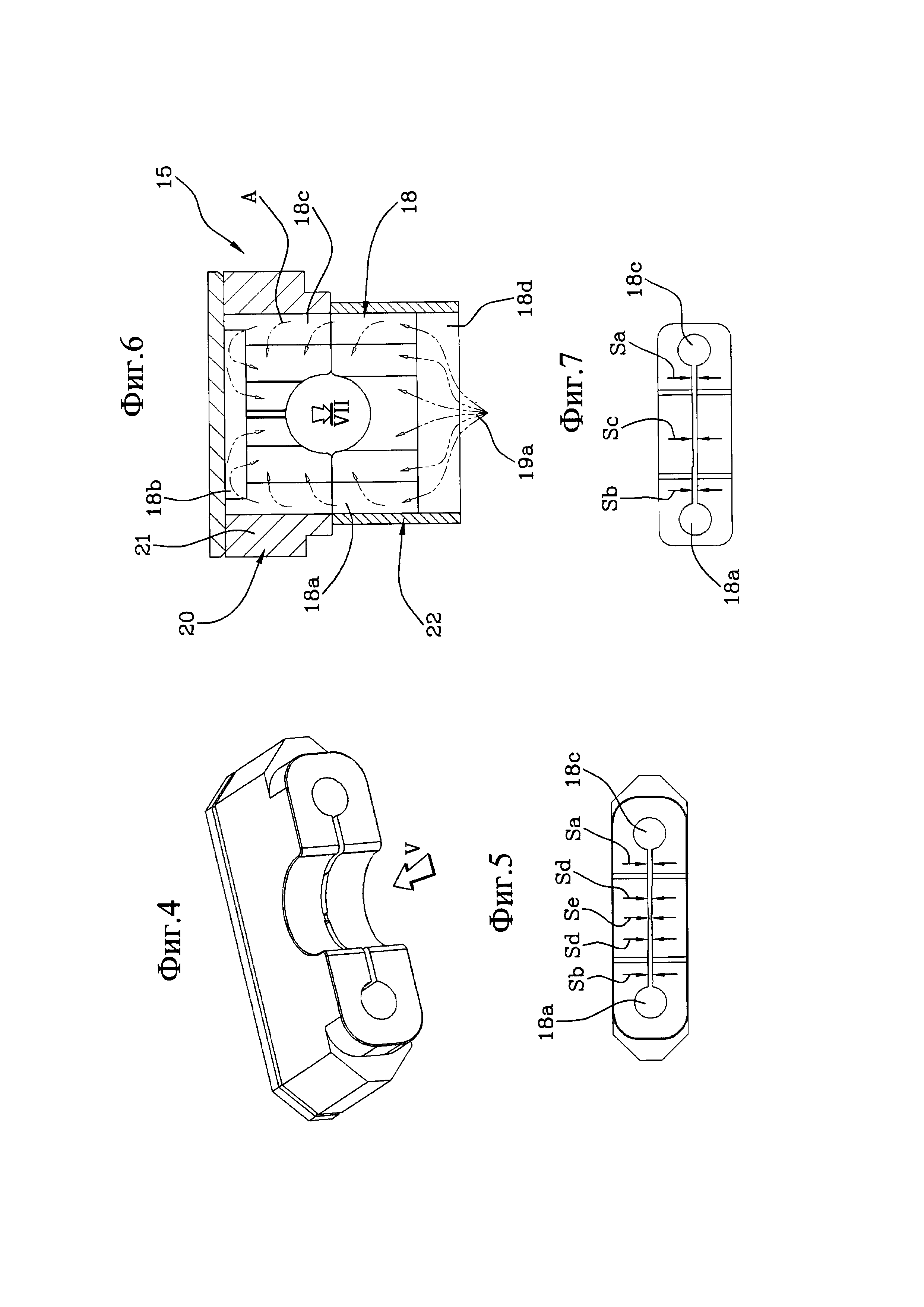
Фиг. 4 изображает вид в аксонометрии детали, показанной на Фиг. 1, Фиг. 5 изображает вид спереди детали, показанной на Фиг. 4, по стрелке V,
Фиг. 6 изображает увеличенный фрагмент чертежа, показанного на Фиг. 3,
Фиг. 7 изображает деталь, показанную на Фиг. 6, по стрелке VII,
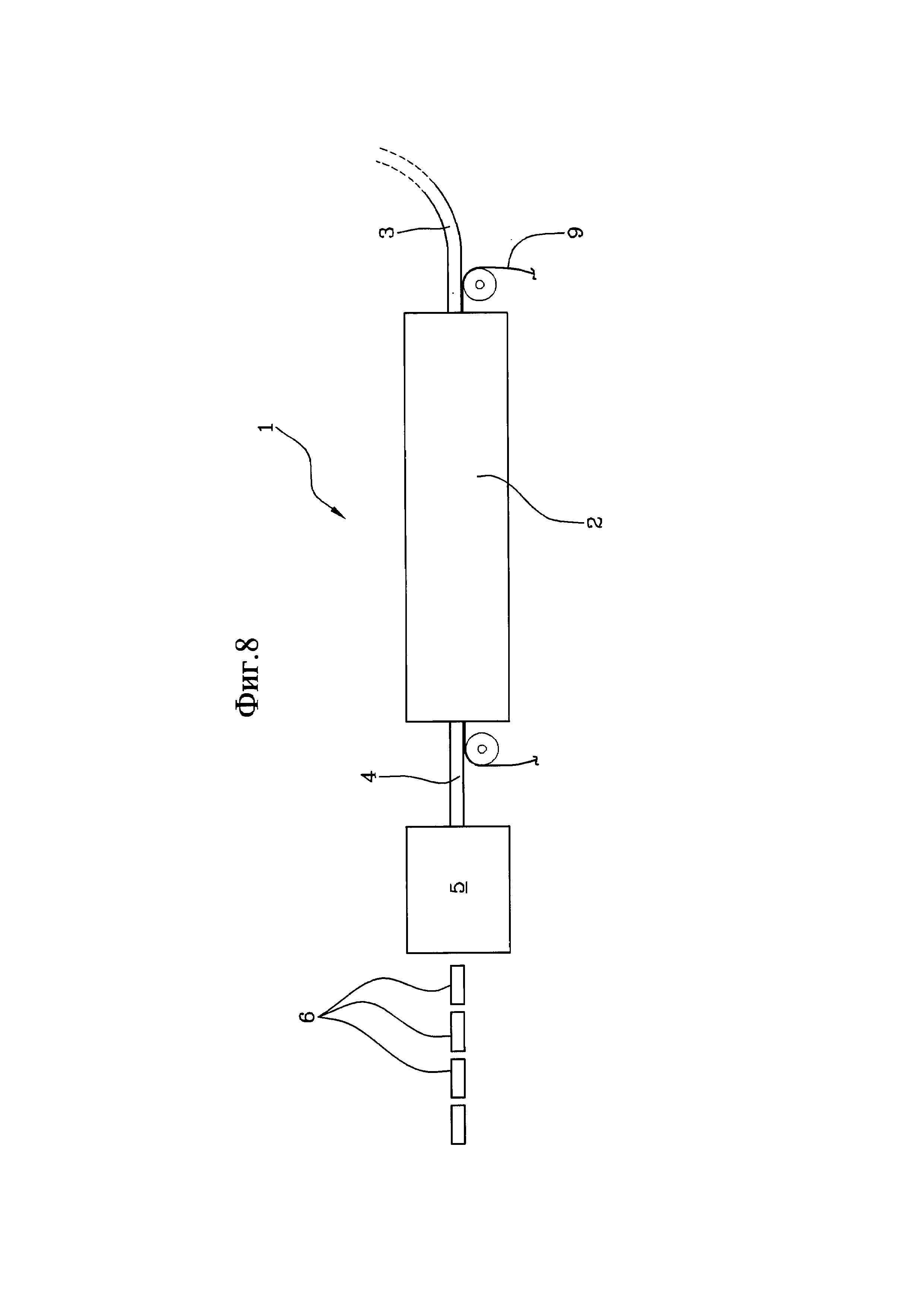
Фиг. 8 схематично изображает устройство для изготовления сигаретных фильтров.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
На Фиг. 8 показано устройство для изготовления сигаретных фильтров, обозначенное в целом номером 1.
Указанное устройство 1 содержит формовочный блок 2, выполненный с возможностью размещения в нем жгута 3 из фильтрующего материала. Жгут 3 из фильтрующего материала, например, из ацетата целлюлозы, поступает из одной или нескольких обрабатывающих секций, не проиллюстрированных на чертеже. Предпочтительно фильтрующий материал вытягивают из спрессованных брикетов фильтрующего материала и перемещают через вышеуказанные обрабатывающие секции, в которых его сначала растягивают, а затем пропитывают пластифицирующей текучей средой, такой как, например, триацетин. Таким образом, жгут 3 из фильтрующего материала, поступающий в формовочный блок 2, пропитан пластифицирующей текучей средой.
Жгут 3 при его прохождении через формовочный блок сгибают относительно его продольной оси для получения непрерывного стержня 4 из фильтрующего материала.
Устройство 1 также содержит режущее средство 5, выполненное с возможностью разрезания стержня 4 в поперечном направлении на части 6, продольные размеры которых обеспечивают возможность последующей обработки.
Формовочный блок 2 содержит внутренний канал 7, проходящий вдоль основного продольного направления 8 (Фиг. 1-3).
Канал 7 выполнен с возможностью размещения в нем жгута 3, при этом его поперечное сечение изменяется вдоль основного продольного направления 8 так, чтобы придать определенную форму жгуту 3 для формирования стержня 4.
Номером 9 обозначено пористое конвейерное средство, например, конвейерная лента, изготовленная из материала, проницаемого для воздуха и пара, при этом указанное средство выполнено с возможностью скольжения в канале 7 формовочного блока 2 вдоль основного продольного направления 8. Конвейерные средства также выполнены с возможностью переноса жгута 3 вдоль траектории 10 подачи. В варианте выполнения, показанном на чертежах, для изготовления стержня 4 используется сердечник 9а с продольным отверстием, обеспечивающим возможность изготовления трубчатых фильтров. Как вариант, сердечник 9а может отсутствовать.
Конвейерные средства 9 выполнены так, что их форма соответствует форме поперечного сечения канала 7, и так, что они по меньшей мере частично обернуты вокруг жгута 3. Предпочтительно в конфигурации, в которой конвейерные средства 9 обернуты по возможности вокруг жгута 3, указанные средства 9 не перекрываются и оставляют часть 11 (Фиг. 3а) жгута 3 незакрытой.
Предпочтительно формовочный блок 2 содержит основание 12 и крышку 13, выполненную с возможностью размещения поверх основания 12 вдоль плоскости, параллельной основному продольному направлению 8, с образованием канала 7. Еще предпочтительнее основание 12 образует одну половину канала 7, например, нижнюю половину, а крышка 13 образует вторую половину канала 7, например, верхнюю половину, так что при размещении крышки 13 на основании 12 образуется канал 7.
Устройство 1 содержит по меньшей мере одну обрабатывающую секцию 14, расположенную вдоль траектории 10 подачи и содержащую по меньшей мере одно сопло 15, предназначенное для подачи потока пара во внутренний канал 7 в поперечном к нему направлении. На Фиг. 1 показаны три обрабатывающие секции 14, расположенные вдоль траектории 10 подачи. В других вариантах выполнения может быть выполнена одна или несколько обрабатывающих секций 14, распределенных различным образом вдоль траектории 10 подачи.
Как показано на Фиг. 2-7, в частности, на Фиг. 3а, сопло 15 содержит несколько плоских частей 16а-16е, проходящих поперечно внутреннему каналу 7.
Предпочтительно плоские части 16а-16е соединены друг с другом, образуя вместе целый непрерывный плоский пропускной проход 17 вокруг внутреннего канала 7. Целый плоский пропускной проход 17 показан на Фиг. 3а и предназначен для обеспечения направленного потока пара в канал 7. Целый плоский пропускной проход 17 сообщается непосредственно с каналом 18 для подачи пара, проходящим вокруг канала 7, например, в боковой части канала подачи, как схематично показано пунктирной линией «Т».
Предпочтительно канал 18 подачи проходит вдоль траектории «А» подачи и имеет многоугольную форму, предпочтительно, например, прямоугольную форму с проточными частями 18а - 18d.
Номером 19 обозначен впускной канал канала 18 подачи, например, выполненный в основании 12 формовочного блока 2. Впускной канал 19 определяет направление 19а потока пара.
В возможном варианте выполнения плоские части 16а-16е проходят параллельно направлению 19а потока пара вдоль впускного канала 19.
В возможном варианте выполнения сопло 15 содержит по меньшей мере две боковые плоские части 16а, 16b, расположенные в боковом направлении от внутреннего канала 7 относительно впускного канала 19, при этом по меньшей мере одна передняя плоская часть 16с расположена между впускным каналом 19 и каналом 7, и по меньшей мере одна задняя плоская часть 16d расположена на противоположной стороне канала 7 относительно впускного канала 19.
В возможном варианте выполнения сопло 15 содержит компенсирующую плоскую часть 16е, расположенную вблизи участка 11 жгута 3, не обернутого пористыми конвейерными средствами 9. Предпочтительно компенсирующая плоская часть 16е расположена на противоположной стороне внутреннего канала 7 относительно впускного канала 19 по центру между двумя задними плоскими частями 16d.
Предпочтительно плоские части 16а-16е проходят параллельно одной стороне траектории «А» подачи, например, параллельно проточным частям 18а, 18 с канала 18 подачи.
Все плоские части 16а-16е ограничивают соответствующие пропускные проходы 17а-17е, которые сообщаются непосредственно с каналом 18 подачи пара. В примере, проиллюстрированном на чертежах, пропускные проходы 17а-17е соответствуют участкам целого плоского пропускного прохода 17.
Все пропускные проходы 17а-17е проходят непосредственно в канал 7.
Каждый пропускной проход 17а-17е имеет соответствующую ширину «Sa»-«Se», измеряемую вдоль основного продольного направления 8. По меньшей мере два из указанных проходов 17а-17е отличаются по ширине.
Предпочтительно боковые плоские части 16а, 16b имеют соответствующие толщины «Sa», «Sb», превышающие толщину «Sc» передней плоской части 16 с и/или толщину «Sd» задней плоской части 16d.
Предпочтительно боковые плоские части 16а, 16b имеют соответствующие толщины «Sa», «Sb», которые являются одинаковыми и предпочтительно равны 0,3 мм - 0,9 мм.
Предпочтительно передняя плоская часть 16 с и задняя плоская часть 16d имеют соответствующие толщины «Sc», «Sd», которые являются одинаковыми и предпочтительно составляют от 0,25 мм до 0,8 мм.
Предпочтительно компенсирующая плоская часть 16е имеет толщину «Se», которая меньше толщины «Sc» передней плоской части 16 с и/или толщины «Sd» задней плоской части 16d. Например, компенсирующая плоская часть 16е имеет толщину «Se», которая составляет от 0,20 мм до 0,25 мм.
В возможном варианте выполнения сопло 15 представляет собой вкладыш 20, размещенный вокруг внутреннего канала 7 и содержащий по меньшей мере две части 21, 22, выполненные отдельно друг от друга.
Предпочтительно две части 21, 22 соединены в плоскости, параллельной основному продольному направлению 8, например, горизонтальной плоскости. Предпочтительно части 21, 22 вкладыша 20 соединены, соответственно, с основанием 12 и крышкой 13 формовочного блока 2. Более конкретно, часть 21, расположенная над каналом 7, соединена с крышкой 13, а часть 22, расположенная под каналом 7, соединена с основанием 12.
Возможный вариант выполнения включает компенсирующие средства 23, которые размещены между по меньшей мере одной частью 21, 22 вкладыша 20 и, соответственно, крышкой 13 и/или основанием 12.
Предпочтительно компенсирующие средства размещены между частью 21, расположенной над каналом 7, и крышкой 13. Компенсирующие средства предназначены для удерживания двух частей 21, 22 в неизменном положении относительно друг друга, когда рабочее расстояние между основанием 12 и крышкой 13 меняется. В сущности обеспечена возможность регулирования этого рабочего расстояния в зависимости от диаметра изготавливаемого стержня 4.
Предпочтительно компенсирующие средства 23 представляют собой по меньшей мере один упругий элемент, предпочтительно пружину 24.
Данное изобретение также относится к способу изготовления сигаретных фильтров, который может быть осуществлен, например, с помощью вышеописанного устройства. Данный способ включает этап введения жгута 3 из фильтрующего материала, пропитанного пластифицирующей текучей средой, в канал 7 формовочного блока 2. Посредством пористых конвейерных средств 9 обеспечивается перемещение жгута 3 вдоль траектории 10 подачи. Данный способ также включает этап подачи в канал 7 потока пара в поперечном направлении с помощью сопла 15. Возможность выполнения этапа подачи пара обеспечена благодаря изменению ширины прохода 17 для прохождения потока пара через сопло 15. Предпочтительно ширина прохода 17 для прохождения потока через сопло изменяется в зависимости от местоположения в канале 18 подачи относительно впускного канала 19.
Далее описан процесс работы рассмотренного выше устройства для изготовления фильтров.
Во время перемещения жгута 3 вдоль внутренней части формовочного блоки 2 с помощью сопла 15 обеспечивают подачу пара в виде струи на жгут 3. Предпочтительно устройство 1 содержит основной канал 25, с помощью которого пар подается во все обрабатывающие секции 14, в частности, во все впускные каналы 19, расположенные вдоль формовочного блока.
Пар проходит в направлении 19а по впускному каналу 19 и поступает по траектории «А» подачи, ограниченной каналом 18 подачи. Траектория подачи оптимизирована, поскольку она проходит непосредственно в пропускные проходы 17а-17е (и, таким образом, в целый пропускной проход 17) без чрезмерных потерь в нагрузке и расширений. Более конкретно, боковая часть «Т» канала подачи окружает и ограничивает полный плоский пропускной проход для обеспечения прямого потока пара.
Благодаря наличию по меньшей мере двух пропускных проходов с разной шириной происходит равномерное и оптимальное распределение потока пара.
Более конкретно, боковые плоские части 16а, 16b имеют большую толщину для того, чтобы компенсировать то, что они расположены сбоку относительно впускного канала 19. Кроме того, наличие компенсирующей плоской части 16е с меньшей толщиной позволяет компенсировать отсутствие конвейерных средств 9 на участке 11 жгута и, таким образом, компенсировать меньшие потери в напоре, которые возникают в паре перед тем, как он проникает в жгут.
При наличии компенсирующих средств, траектория подачи пара может быть оптимизирована и выполнена независимой от регулирования рабочего расстояния между основанием и крышкой формовочного блока при регулировании диаметра жгута.
Возможны альтернативные варианты выполнения того, что изложено и проиллюстрировано в данном документе. В частности, может быть обеспечено устройство для изготовления фильтров, которое вне зависимости от типа сопла и наличия плоских частей содержит компенсирующие средства, размещенные между по меньшей мере одной частью 21, 22 вкладыша 20 и, соответственно, крышкой 13 и/или основанием 12 для обеспечения удерживания двух частей 21, 22 в неизменном положении относительно друг друга, когда меняется рабочее расстояние между основанием 12 и крышкой 13.
Таким образом, в данном случае устройство для изготовления содержит формовочный блок 2, который имеет внутренний канал 7, проходящий вдоль основного продольного направления 8 и предназначенный для размещения в нем жгута 3 из фильтрующего материала, пропитанного пластифицирующей текучей средой. Поперечное сечение канала 7 изменяется вдоль основного продольного направления 8 для того, чтобы придать определенную форму жгуту 3 для получения непрерывного стержня 4 из фильтрующего материала.
Пористые конвейерные средства 9 выполнены с возможностью скольжения в канале 7 формовочного блока 2 вдоль основного продольного направления 8 и с возможностью обеспечения перемещения жгута 3 вдоль траектории 10 подачи. Конвейерные средства выполнены с возможностью соответствия форме поперечного сечения внутреннего канала 7 и по меньшей мере частичного обертывания вокруг жгута 3. По меньшей мере одна обрабатывающая секция 14, расположенная вдоль траектории 10 подачи, содержит по меньшей мере одно сопло 15, выполненное с возможностью подачи потока пара во внутренний канал 7 в поперечном направлении. Преимущественно сопло 15 представляет собой вкладыш 20, размещенный вокруг внутреннего канала 7 и содержащий по меньшей мере две части 21,
22, выполненные отдельно друг от друга. Формовочный блок 2 содержит основание 12 и крышку 13, выполненную с возможностью закрывания поверх основания 12 вдоль плоскости, параллельной основному продольному направлению 8, с образованием внутреннего канала 7, при этом части 21, 22 вкладыша 20 соединены, соответственно, с основанием 12 и крышкой 13. Между по меньшей мере одной частью 21, 22 вкладыша 20 и крышкой 13 и/или основанием 12, соответственно, размещены компенсирующие средства
23. Например, компенсирующие средства 23 представляют собой по меньшей мере один упругий элемент, предпочтительно пружину 24.
В этом варианте выполнения наличие нескольких плоских частей 16а-16е, как указано выше, является второстепенным и несущественным признаком.
Устройство для обработки фильтрующего материала для табачных изделий
Пачка для табачных изделий
Способ и устройство для изготовления непрерывного стержня из волокнистого материала
Электрический картридж для электронной сигареты и электронная сигарета
Электрический картридж для электронной сигареты и способ изготовления электрического картриджа
Устройство для обработки фильтрующего материала для табачных изделий
Сборочная машина для производства сигарет и соответствующий способ сборки
Сигаретоделательная машина для сборки сигарет и соответствующий способ сборки
Курительное изделие
Фильтрующий элемент и курительное изделие, содержащее курительное изделие
Способ и устройство для изготовления непрерывного стержня из волокнистого материала
Электрический картридж для электронной сигареты и электронная сигарета
Электрический картридж для электронной сигареты и способ изготовления электрического картриджа

