Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОГО СТЕРЖНЯ ИЗ ВОЛОКНИСТОГО МАТЕРИАЛА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству и способу для создания непрерывного стержня из волокнистого материала в машине табачной промышленности.
В частности, настоящее изобретение относится к созданию стержня, содержащего волокнистый материал, такой как табачные волокна, или волокна фильтрующего материала, или множества фильтрующих элементов, которые отличаются друг от друга, причём каждый из них содержит волокна фильтрующего материала, к которому последующее описание имеет прямое отношение.
Уровень техники
Для того чтобы изготовить непрерывный стержень из волокнистого материала в табачной промышленности, известен способ подачи непрерывного полотна из материала, например, бумажного тонколистового материала, к формирующему кронштейну, который обворачивает непрерывное полотно вокруг волокнистого материала, укладываясь на него.
Термин «волокнистый материал» относится к волокнам фильтрующего материала (например, ацетата целлюлозы или комбинации ацетата целлюлозы и различных компонентов для создания комбинированных фильтров), предназначенных для формирования непрерывного одно- или двухпроходного фильтрующего стержня в машине для изготовления курительных изделий, таких как фильтры для сигарет; альтернативно, «волокнистый материал» относится к волокнам табака, предназначенным для формирования стержня из табака в машине, или в единичной, или сдвоенной линии для изготовления курительных изделий, таких как сигареты.
В частности, непрерывное полотно подаётся к формирующему устройству, в частности, непрерывное полотно подаётся вдоль определённого маршрута Р в направлении D перемещения вперёд в контакте с ленточным конвейером к формирующему кронштейну через загрузочную станцию, в которой полотно принимает волокнистый материал, укладываемый в центральной части этого полотна. Формирующий кронштейн содержит средства для загибания, а именно, желобок с переменным сечением, в котором ленточный конвейер и непрерывное полотно входят в контакт, чтобы деформироваться в поперечном направлении, таким образом обворачивая волокнистый материал и создавая трубчатую оболочку.
Лента из клеящего материала располагается параллельно торцевому краю непрерывного полотна на внутренней поверхности полотна таким образом, чтобы размещаться в контакте с внешней поверхностью трубчатой рубашки сигареты в формирующем кронштейне, и после стабилизации изготавливать непрерывный стержень.
При высоких рабочих скоростях режущих машин в табачной промышленности с увеличивающейся степенью необходимости требуется уменьшенное время для стабилизации склеенной трубчатой рубашки сигареты. По этой причине будет с увеличивающейся интенсивностью использоваться термоплавкий клеящий материал ленты, поскольку достаточно охладить участок с клеящим материалом, чтобы сделать склеивание постоянным, таким образом, стабилизируя склеенную трубчатую рубашку сигареты.
Термин «термоплавкий клеящий материал» или клей, активируемый при нагревании, или также термоплавкий клей, определяется как полимерный материал, который является активным, когда он находится в расплавленном состоянии, и выполняет клеящее воздействие во время охлаждения из расплавленного состояния. Если полимерный материал не находится в расплавленном состоянии, он не обладает клеящими свойствами, но может быть термически повторно активизирован, если его довести до температуры плавления.
Термоплавкий клеящий материал накладывается в горячем состоянии на непрерывное полотно через сопло для накладывания, которое создаёт ленту из клеящего материала. В дальнейшем тепловая энергия подаётся к ленте, чтобы поддерживать клей в расплавленном состоянии до момента сворачивания в формирующем кронштейне. Также возможен очень длинный маршрут подачи непрерывного полотна, вследствие внутренних геометрических параметров, связанных со структурой формирующего устройства, из положения накладывания ленты из клеящего материала к положению заворачивания в формирующем пучке, в котором полотно вводится в контакт с внешней поверхностью трубчатой рубашки сигареты.
Например, термоплавкий клеящий материал накладывается на непрерывное полотно при температуре, находящейся в диапазоне 160-200°С и должен поддерживаться при температуре плавления, приблизительно составляющей 110°С, которая может изменяться в зависимости от типа используемого термоплавкого клеящего материала, чтобы он мог выполнять клеящее действие.
Накладывание ленты из термоплавкого клеящего материала и его термическая обработка, чтобы поддерживать ленту в расплавленном состоянии, тем не менее вызывает проблемы.
Фактически необходимы нагревательные пластины, которые располагаются вдоль маршрута Р выше по ходу направления процесса от загрузочной станции волокнистого материала, которые являются подходящими для контактирования с поверхностью полотна, противоположной поверхности, на которую накладывается клей, чтобы поддерживать ленту в расплавленном состоянии (так называемые пластины предварительного нагревания). Кроме того, формирующий кронштейн должен обеспечиваться нагретыми средствами для загибания, расположенными выше по ходу направления процесса от положения заворачивания, чтобы поддерживать ленту клеящего материала в расплавленном состоянии перед заворачиванием, и охлаждающие бруски, расположенные ниже по ходу направления процесса от положения заворачивания, чтобы удалять тепло от ленты клеящего материала в контакте с трубчатой рубашкой сигареты и таким образом стабилизировать стержень волокнистого материала.
Тем не менее, присутствие нагревательных пластин и нагретых средств для загибания формирующего кронштейна не гарантирует, что клеящий материал ленты достиг желаемой температуры плавления в момент заворачивания в формирующем кронштейне.
Например, чтобы изготовить стержень из материала, содержащего многокомпонентные фильтрующие элементы, в которых несколько типов фильтрующего материала различаются между собой, причём материал большой толщины используется в непрерывном полотне, в частности, карточка, толщина которой составляет несколько десятых долей миллиметра.
Чтобы поддерживать расплавленное состояние ленты клеящего материала, прикладываемого к карточке, необходима очень высокая температура нагревательных пластин, таким образом тепло достигает клеящего материала через карточку и поддерживает клей в расплавленном состоянии. Однако, в то же самое время, невозможно увеличивать эту температуру слишком сильно, поскольку карточка может быть повреждена вследствие избыточной температуры. В результате, при максимальной температуре, до которой нагревательные пластины могут нагреваться без повреждения карточки, во внешнем поверхностном слое ленты может образовываться плёнка нерасплавленного клеящего материала, которая не достигла нужного состояния под воздействием тепла, и которая не позволяет идеальное приклеивание.
Следует добавить, что, работая при очень высоких температурах, охлаждающие бруски формирующего кронштейна могут быть не способны эффективно стабилизировать клеящий материал ниже по ходу направления процесса от положения заворачивания ввиду того, что может быть необходимо удалять в короткий промежуток времени количество тепла, которое является слишком большим.
Другими словами, трубчатая оболочка может быть незакрытой, или вследствие того, что клей ленты не расплавился оптимальным образом во время заворачивания, или вследствие того, что клей ленты не охладился в достаточной степени ниже по ходу направления процесса от положения заворачивания в формирующем кронштейне.
Для того чтобы преодолеть эту проблему, было предложено увеличивать количество клея в ленте, чтобы таким образом увеличивать термическую инерцию ленты и создавать внешнюю плёнку ленты, если она представлена, не оказывающую влияния на цели приклеивания.
Тем не менее, при увеличении количества клея в ленте, существует опасность, что это будет загрязнять механические компоненты формирующего устройства, несмотря на присутствие всасывающих средств, чтобы удерживать в положении непрерывное полотно во время перемещения на маршруте подачи*, когда клеящий материал активизируется. Фактически, всасывающие средства могут быть неэффективными, если полотно является карточкой большой толщины.
Следует добавить, что контролирование температуры клеящего материала и процесс совершенного приклеивания практически невозможны, как во время включения, так и во время работы формирующего устройства, что может вызывать длительные периоды работы без остановок, а также частые остановки и короткие периоды работы.
Когда машина для изготовления курительных изделий включается, во время первоначального переходного процесса формирующего устройства, в течение которого нагревательные пластины ещё не достигли заданной рабочей температуры, если скорость машины является высокой и трубчатая оболочка в этом случае остаётся в контакте с нагревательными пластинами в течение маленького периода времени, нагревание ленты клеящего материала является недостаточным для поддержки клеящего материала в расплавленном состоянии оптимальным образом, в результате чего трубчатая оболочка не может закрываться.
Термическая инерция нагревательных механических элементов дополнительно вызывает нежелательное нагревание в том случае, если, например, устройство должно быть остановлено, а нагревательные пластины являются активными, или недостаточное нагревание, когда устройство перезапускается после остановки нагревательных пластин, которые охладились во время остановки и таким образом, всё ещё остаются холодными.
Кроме того, когда полотно непрерывного материала скользит в течение длительного времени в контакте с нагревательными пластинами, вследствие трения генерируется тепло, которое неконтролируемым образом увеличивает температуру нагревательных пластин. Для этой цели обеспечивается охлаждающее средство в виде обдувающего воздуха, которое воздействует на нагревательные пластины. Это средство приводится в действие, если формирующее устройство работает в течение длительного времени без остановки, что делает формирующее устройство всё более сложным и дорогим.
Документ GB1378169 раскрывает альтернативный способ для нагревания термоплавкого клеящего материала на основе полотна материала рубашки сигареты для фильтров.
Документ GB1378169 показывает формирующие средства непрерывного стержня фильтров, содержащего формирующий пояс, который подходит для направления полотна заворачивающего материала для фильтров, подаваемого с помощью катушки. Полотно имеет три полоски термоплавкого клеящего материала, предварительно накладываемого на полотно. Чтобы активизировать термоплавкий клеящий материал посредством нагревания этого материала, источник тепла обеспечивается в виде инфракрасного нагревателя с излучением энергии, расположенного за параболическим зеркалом, помещаемым выше маршрута подачи полотна заворачивающего материала.
Кроме того, в способе, предлагаемом в документе GB1378169, необходимо работать при очень высоких температурах, поскольку энергия излучения инфракрасных волн нагревает весь участок полотна, с которым входит в контакт. Также в этом случае охлаждённые бруски формирующего кронштейна могут быть неспособны эффективно стабилизировать клеящий материал ниже по ходу направления процесса от положения заворачивания, чтобы удалять слишком большое количество тепла в короткий промежуток времени.
Описание изобретения
Одной из задач настоящего изобретения является обеспечение устройства и способа изготовления стержня волокнистого материала, которые свободны от недостатков, раскрывавшихся выше и которые, в то же самое время, являются легко реализуемыми и дешёвыми.
Другой задачей настоящего изобретения является обеспечение устройства и способа изготовления стержня волокнистого материала, которые позволяют оптимальное нагревание термоплавкой ленты из клеящего материала, также использующих материал полотна большой толщины, без риска повреждения самого материала полотна.
Дополнительной задачей является использование минимального количества клея, необходимого для приклеивания, в то же время гарантируя эффективное приклеивание.
Другой дополнительной задачей является эффективное управление температурой нагревания клея в любом операционном состоянии формирующего устройства и при любой эксплуатационной скорости машины для изготовления курительных изделий.
В соответствии с настоящим изобретением, обеспечиваются устройство и способ для изготовления стержня из волокнистого материала, в соответствии с тем, что заявлено в прилагаемой формуле изобретения.
Краткое описание чертежей
Далее изобретение описано со ссылками на прилагаемые чертежи, которые иллюстрируют некоторые неограничивающие варианты осуществления изобретения, в которых:
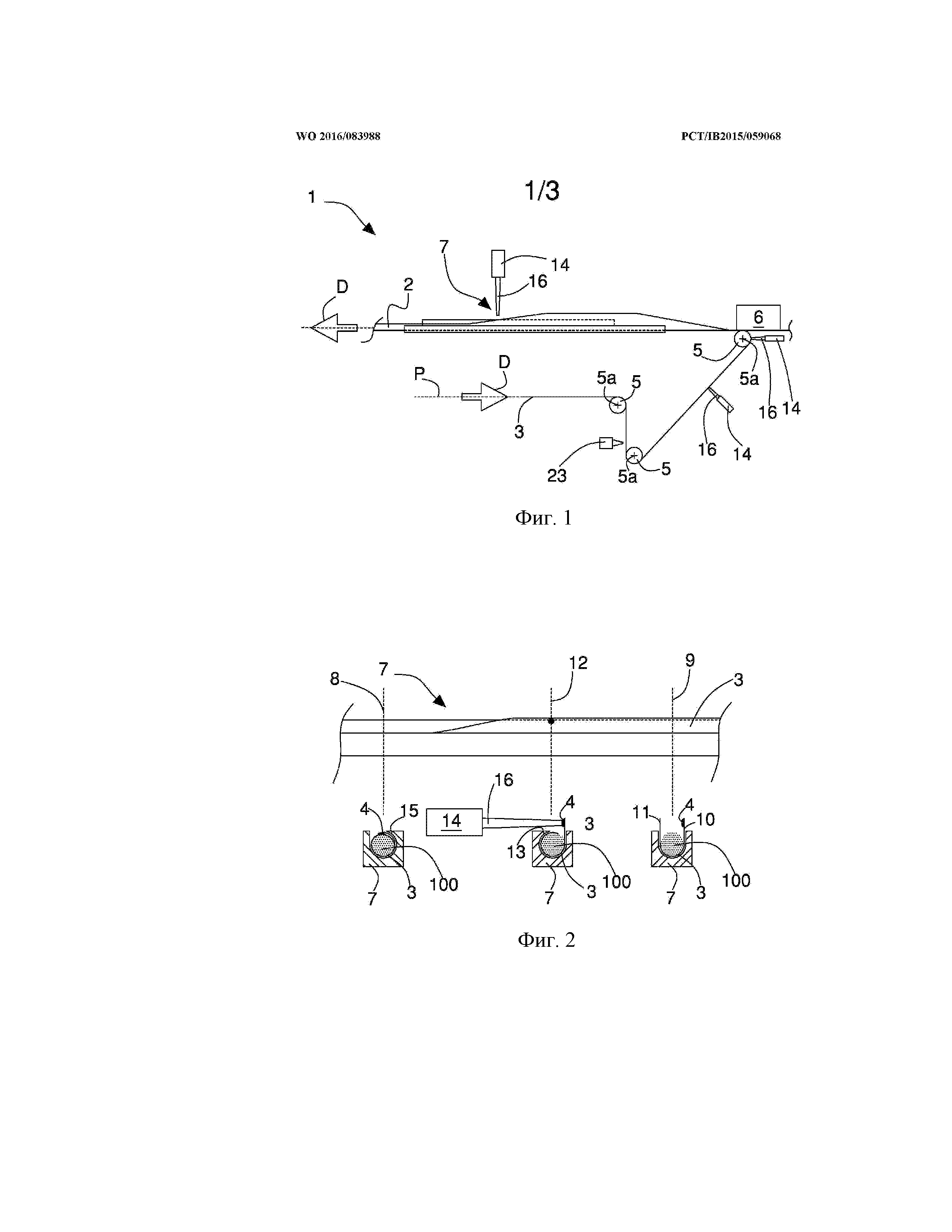
Фиг. 1 является схематическим видом формирующего устройства для стержня из табака, выполненного в соответствии с настоящим изобретением, в котором существует формирующий кронштейн для заворачивания стержня волокнистого материала из непрерывного полотна.
Фиг. 2 является схематическим боковым видом части формирующего кронштейна, показанного на фиг. 1, с которым взаимодействуют три схематические секции в обозначенных плоскостях секций, в частности, в положении заворачивания и выше по ходу процесса от этого положения.
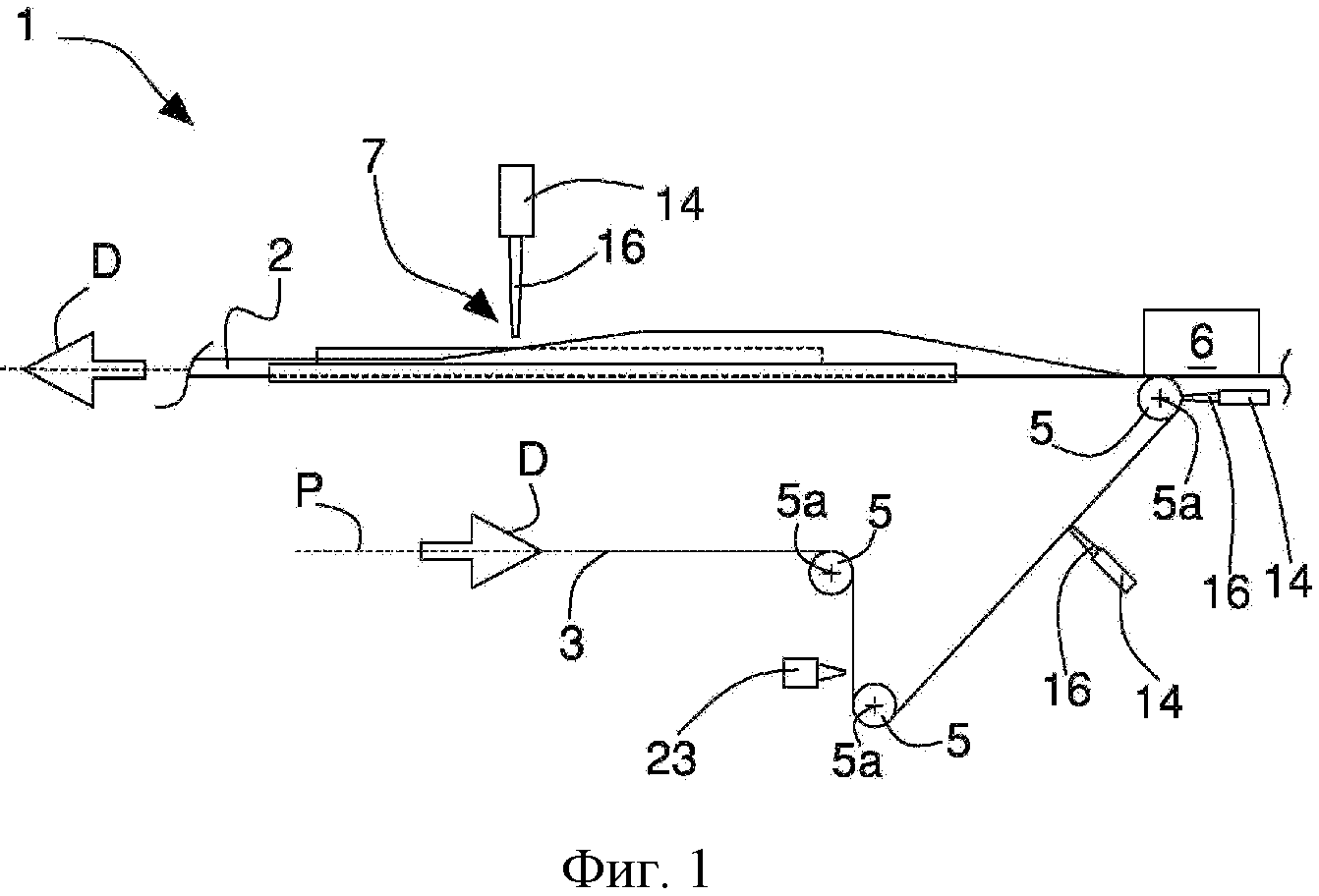
Фиг. 3 является схематическим видом части непрерывного полотна, обеспечиваемого лентой из клеящего материала, с которым показан схематический боковой вид взаимодействующего с ним источника энергии излучения, который нагревает ленту.
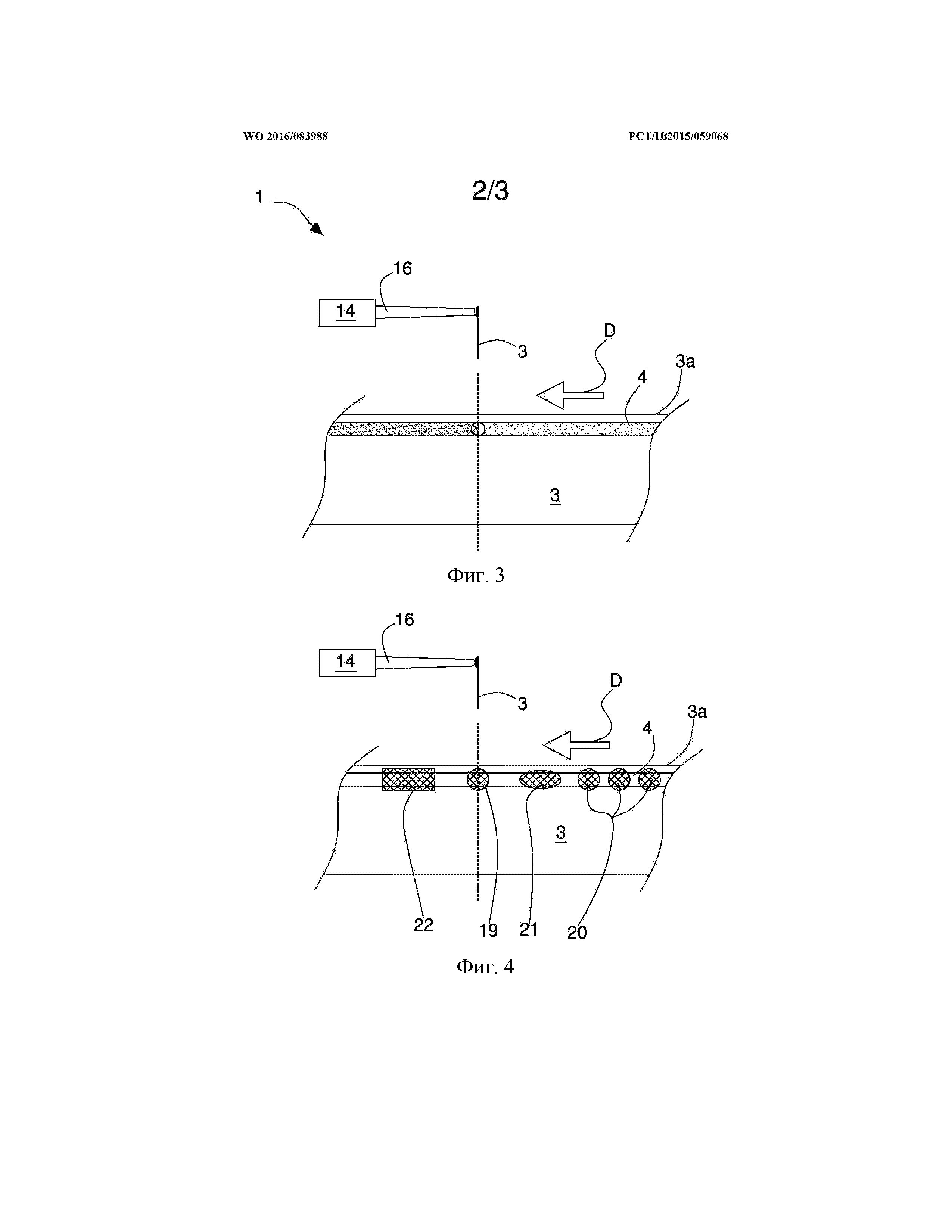
Фиг. 4 является схематическим видом части непрерывного полотна, обеспечиваемого лентой из клеящего материала, с которым показан схематический боковой вид взаимодействующего с ним одного источника энергии излучения, в котором показаны различные виды излучения световых пучков.
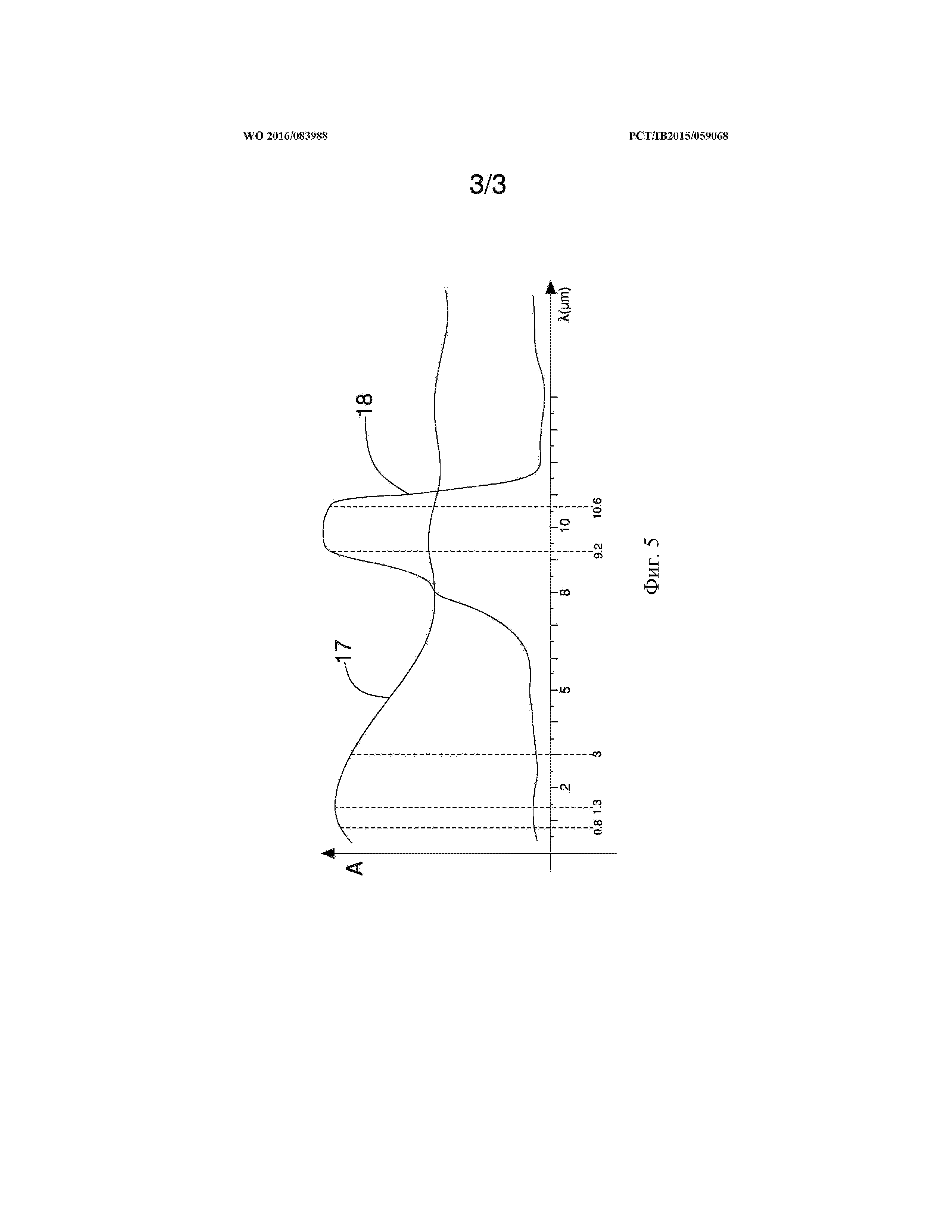
Фиг. 5 является графиком, который показывает по оси «у» спектр поглощения ленты клеящего материала и спектр поглощения непрерывного полотна, как функции от длины волны излучающей радиации, с которой они взаимодействуют.
Предпочтительные варианты осуществления изобретения
В этом описании идентичные элементы, которые являются общими для проиллюстрированных вариантов осуществления изобретения, обозначаются одинаковыми цифровыми позициями.
На фиг. 1 и 2 с помощью цифровой позиции 1 иллюстрируется устройство для создания непрерывного стержня 2 волокнистого материала 100, например, содержащего табачные волокна или волокна фильтрующего материала в машине табачной промышленности. Определение «волокнистый материал» обеспечивалось ранее и здесь для краткости не будет повторяться.
Непрерывный стержень 2 из волокнистого материала может получаться, начиная от непрерывного полотна 3.
Устройство 1 фактически содержит подающие средства известного типа, которые предназначаются для подачи в продольном направлении непрерывного полотна 3, ширина которого немного больше, чем окружность непрерывного стержня 2, который должен изготавливаться, вдоль определённого маршрута Р с продвижением вперёд в направлении D. Непрерывное полотно 3 обеспечивается лентой 4 термоплавкого клеящего материала (фиг. 2 и 4), расположенной параллельно торцевой границе 3а непрерывного полотна 3. Лента 4 клеящего материала накладывается на непрерывное полотно 3, как будет более подробно определяться в дальнейшем.
Подающие средства содержат множество роликов 5, в частности, цилиндрических роликов, вращающихся вокруг соответствующих осей 5а вращения, которые по существу параллельны друг другу, и в частности, перпендикулярны плоскости листа на фиг. 1. Оси 5а вращения роликов 5 обычно являются горизонтальными. Как известно, непрерывное полотно 3 подаётся в контакте с лентой транспортирующих средств (которые не проиллюстрированы), приводящихся в действие с помощью двигателя (который не проиллюстрирован) таким образом, что внешняя поверхность непрерывного полотна 3 входит в контакт с транспортирующим ответвлением транспортирующего средства, которое подходит для продвижения вперёд непрерывного полотна 3 вдоль маршрута Р вокруг роликов 5.
Вдоль маршрута Р обеспечивается загрузочная станция 6, которая располагается выше непрерывного полотна 3 для перемещения волокнистого материала 100 к непрерывному полотну 3, в частности, к внутренней поверхности непрерывного полотна 3. Волокнистый материал 100, как только он в центральной части накладывается на непрерывное полотно 3, оставляет две боковые полоски на внутренней поверхности непрерывного полотна 3 свободными, как будет более подробно показано в дальнейшем.
Формирующее устройство 1 содержит формирующий кронштейн 7, в частности расположенный горизонтально, проходящий в направлении вниз от загрузочной станции 6 вдоль маршрута Р в направлении D перемещения вперёд для обворачивания непрерывного полотна 3 вокруг волокнистого материала 100 в положении 8 для заворачивания, расположенном в промежуточном положении в формирующем кронштейне 7, таким образом получая непрерывный стержень 2.
Формирующий кронштейн 7 содержит верхний желобок с переменным сечением, который в частности, имеет криволинейную форму с радиусом кривизны, который является переменным по отношению к расстоянию от загрузочной станции 6.
Около загрузочной станции 6 выше по ходу процесса от положения 8 для заворачивания и около первого положения 9 деформации, формирующий кронштейн 7 имеет U-образную форму, чтобы деформировать в поперечном направлении непрерывное полотно 3, выше которого представлен волокнистый материал 100. Первое боковое дополнение 10 и второе боковое дополнение 11 непрерывного полотна 3, которые обращены друг к другу и соответствуют боковым полоскам непрерывного полотна, оставляются свободными от волокнистого материала 100 в момент его перемещения, выходящего из желобка в формирующем кронштейне. Одно из боковых дополнений, в частности, боковое дополнение 10, как показано на фиг. 2, обеспечивается лентой 4 клеящего материала.
Во втором положении 12 деформации, расположенном ниже по ходу процесса от первого положения 9 деформации (таким образом, в большей степени отличающегося от загрузочной станции 6), но выше по ходу процесса от положения 8 для заворачивания, формирующий кронштейн 7 имеет первое складывающее средство 13, которое имеет внутренний полуцилиндрический профиль с радиусом кривизны, который является таким же, как и у стержня 2, который должен формироваться, для дальнейшего деформирования непрерывного полотна и сгибания бокового дополнения 11 на волокнистый материал 100. Это первое боковое дополнение 10 с лентой 4 клеящего материала выходит из формирующего кронштейна 7.
Формирующее устройство 10 дополнительно содержит нагревательное средство 14 ленты 4 клеящего материала, которое подходит для нагревания клеящего материала выше по ходу процесса от положения 8 для заворачивания. Нагревательное средство 14 располагается во втором положении 12 деформации.
В положении 8 для заворачивания формирующий кронштейн 7 имеет внутренний полуцилиндрический профиль с радиусом кривизны, который является таким же, как и у стержня 2, который должен формироваться, а также дополнительно имеет второе складывающее средство 15 для заворачивания первого бокового дополнения 10 лентой 4, которая была предварительно нагрета, на уже частично сформированном стержне 2.
Вслед за поперечной деформацией, благодаря первому складывающему средству 13 и второму складывающему средству 15, непрерывное полотно 3 полностью обворачивается вокруг волокнистого материала 100 в положении 8 для заворачивания.
Нагревательное средство 14 содержит, по меньшей мере, источник излучаемой энергии, который предназначается для направления вышеуказанной излучаемой энергии на ленту 4, для того чтобы попадать непосредственно на ленту 4 и нагревать её.
Источник 14 излучаемой энергии подходит для излучения одного светового пучка 16 с такой длиной волны, которая позволяет поглощение лентой 4 такой излучаемой энергии и прогревает ленту 4, в то время как полотно непрерывного материала 3 отражает эту энергию. На фиг. 5 показан график, который изображает первый спектр 17 поглощения ленты 4 клеящего материала, и второй спектр 18 поглощения непрерывного полотна 3, как функции длины волны излучающей радиации, с помощью которой соответственно облучаются клеящий материал ленты 4 и непрерывное полотно 3. Ось «у» показывает поглощение А, которое выражает долю света, воздействующего на данной длине волны, которая поглощается образцом, в специфическом случае доля воздействующего света, которая поглощается лентой 4 клеящего материала или непрерывным полотном 3 и вызывает нагревание этого образца.
Экспериментально было обнаружено, что если длина волны светового пучка содержится в диапазоне между 800 и 3000 нм, в частности предпочтительно, содержится в диапазоне между 800 и 1100 нм, лента 4 клеящего материала поглощает воздействующую на неё лучистую энергию, в то время как с другой стороны непрерывное полотно 3 бумаги отражает воздействующую на него лучистую энергию. Другими словами, воздействующий пучок 16 света, длина λ волны которого находится в диапазоне между 800 и 3000 нм, и который направляется на ленту 4 и попадает на эту ленту, не повреждает непрерывное бумажное полотно, на которое накладывается лента 4 клеящего материала, ввиду того, что излучаемая энергия отражается.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения, источник 14 излучаемой энергии содержит один лазерный источник, который подходит для излучения одного коллимированного пучка света, который предназначается для попадания по существу исключительно на вышеуказанную ленту.
Альтернативно, в соответствии с одной версией, которая не иллюстрируется, источник 14 излучаемой энергии может содержать, по меньшей мере, лампу, которая взаимодействует с набором фокусирующих линз, который подходит для излучения одного сфокусированного светового пучка, предназначенного для попадания по существу исключительно на вышеуказанную ленту.
Как правило, источником излучаемой энергии, который подходит для выделения светового излучения с длиной λ волны, находящейся в диапазоне между 800 нм и 3000 нм, является неодимовый лазер/лазер на алюмо-итриевом гранате (Nd/YAG), т.е. твердотельный лазер, который использует активированный неодимом (Nd:Y3Al5O12) алюмо-итриевый гранат (TAG). Первый спектр 17 поглощения, показанный на фиг. 5, был получен при облучении ленты 4 с помощью одного источника излучаемой энергии (Nd/YAG).
Чтобы изменить длину λ волны, при которой лента 4 клеящего материала поглощает излучаемую энергию, возможно добавлять присадки к самому клеящему материалу.
Второй спектр 18 поглощения показывает, как непрерывное полотно поглощает максимальное количество энергии, когда непрерывное полотно облучается источником излучаемой энергии, который подходит для выделения светового излучения с длиной λ волны, находящейся в диапазоне между 9200 нм и 10600 нм. Эти диапазоны длин волн обычно используются для создания отверстий в непрерывном полотне 3, когда это требуется, в машине табачной промышленности. Второй спектр 18 поглощения, показанный на фиг. 5, был получен при облучении непрерывного полотна 4 с помощью источника излучаемой энергии, получаемой посредством углекислотного лазера (CO2-лазер).
В соответствии с тем, что проиллюстрировано на фиг. 2, источник 14 излучаемой энергии располагается таким образом, что он обращён к ленте 4.
В соответствии с одной версией, которая не иллюстрируется, источник 14 излучаемой энергии не обращён к ленте 4, но всё ещё имеет возможность направлять лучистую энергию к ленте 4 с помощью отражающих средств (которые не проиллюстрированы), например, зеркал, для отражения светового пучка 16.
Источник 14 излучаемой энергии, независимо от способа получения, т.е. от лазерного источника или от лампы, может активизироваться для излучения непрерывного светового пучка 16 или может активизироваться для излучения пульсирующего светового пучка на заданной частоте, причём каждый импульс излучается в течение заданного периода времени, в зависимости от клеящего материала, который должен нагреваться, и/или в соответствии с рабочей скоростью машины.
Источники излучаемой энергии фактически могут действовать как непрерывные, и как пульсирующая волна. В последнем режиме, если источник излучаемой энергии является источником лазерного типа, каждый единичный импульс может быть очень мощным, с оптической выходной мощностью, например, достигающей даже 6 МВт, а продолжительности импульсов могут составлять менее 10 наносекунд.
Таким образом, как например показано на фиг. 4, источник 14 излучаемой энергии может активизироваться для излучения световых пятен различной формы, в частности, пятен круглой формы 19, последовательности из круглых пятен 20, пятна эллиптической формы 21 или пятна прямоугольной формы 22. В последнем случае, например, если источник излучаемой энергии активизируется непрерывно в течение заданного периода времени.
С помощью изменения частоты излучения импульсов, и/или их продолжительности, общая оптическая мощность излучения может изменяться по отношению к эксплуатационным нуждам формирующего устройства, как будет более подробно разъясняться в дальнейшем. Альтернативно или дополнительно, может изменяться мощность излучения каждого единичного светового импульса.
Следует отметить, что импульс 16 излучения света, излучается ли он с помощью коллимированного источника 14 лазерного типа, или излучается с помощью лампы и в дальнейшем фокусируется посредством набора фокусирующих линз, имеет соответствующий размер, т.е. размер, который является таким, что пятно, попадающее на ленту 4 клеящего материала, по существу имеет одинаковые размеры с лентой 4, как показано на фиг. 4. Тем не менее в том случае, если световые пятна были большего размера, чем лента 4, непрерывное полотно 3 не будет повреждаться, поскольку световое излучение, которое будет попадать на полотно, будет отражаться.
Как показано на фиг. 1, источник 14 излучаемой энергии может позиционироваться в нескольких точках формирующего устройства 1, или может существовать несколько источников 14 излучаемой энергии, расположенных последовательно, вдоль маршрута Р.
Источник 14 излучаемой энергии может позиционироваться выше по ходу процесса от формирующего кронштейна, например, на прямолинейном участке маршрута Р или также на ролике 5.
Альтернативно, этот источник 14 может позиционироваться на формирующем кронштейне, выше по ходу процесса от положения 8 заворачивания.
Формирующее устройство может содержать, как показано на фиг. 1, устройство 23 для накладывания клея, чтобы накладывать ленту 4 из клеящего материала на непрерывное полотно. В этом случае при расположении на прямолинейном участке маршрута Р перед загрузочной станцией 6, источник 14 излучаемой энергии будет иметь функцию предварительного нагревания, чтобы поддерживать желаемую температуру ленты 4. Излучаемая энергия, необходимая для нагревания ленты 4, которая уже будет горячей, поскольку она только что была наложена с помощью устройства 23 для накладывания клея, будет минимальной. С другой стороны, если источник 14 излучаемой энергии будет располагаться дальше от устройства 23 для накладывания клея, например, на формирующем кронштейне 7, требуемая оптическая энергия излучения будет больше.
Альтернативно, формирующее устройство 1 может не иметь устройства для накладывания клея и снабжаться с помощью катушки (не показана) непрерывного полотна 3, в котором представлена лента 4 из клеящего материала, которая накладывается таким же образом, как и ранее, но в неактивном состоянии. В неактивном состоянии клеящий материал не имеет клеящих свойств и не является липким. Таким образом, лента 4 должна быть термически снова активизирована с помощью излучаемой энергии от источника 14, который должен иметь один источник энергии для излучения, причём эта энергия должна быть достаточно высокой, чтобы вернуть клеящий материал ленты 4 в расплавленное состояние. Альтернативно, вдоль маршрута Р может быть представлено несколько источников 14 излучаемой энергии, чтобы нагревать ленту 4 в двух различных положениях и с увеличением энергии.
Формирующее устройство содержит средства управления, которые не проиллюстрированы на фиг.1, для управления работой формирующего устройства 1, чтобы регулировать излучаемую энергию от источника 14 излучаемой энергии (или альтернативно, чтобы синхронизировать между собой множество источников 14 излучаемой энергии, которые могут быть представлены) и контролировать частоту и продолжительность активизации светового пучка 16.
По выбору, формирующее устройство 1 может содержать пирометр, который не показан, расположенный вдоль маршрута Р в направлении перемещения вперёд, чтобы считывать температуру клеящего материала ленты 4 ниже по ходу процесса от источника 14 излучаемой энергии.
Средства управления, в том случае, если представлен пирометр, могут запрашивать температуру Т ленты 4 клеящего материала ниже по ходу процесса от источника 14 излучаемой энергии, и таким образом могут контролировать излучение светового пучка 16 (продолжительность и частоту импульсов и/или мощность излучения), соответственно, на основе запрашиваемой температуры Т, для оптимального нагревания ленты.
Во время практического использования, чтобы изготавливать непрерывный стержень 2 волокнистого материала в машине табачной промышленности, способ содержит следующие этапы: подачу непрерывного полотна 3, в котором представлена лента 4 термоплавкого клеящего материала, к формирующему кронштейну 7 вдоль определённого маршрута Р, который проходит в направлении D перемещения вперёд через загрузочную станцию 6; перемещение волокнистого материала к непрерывному полотну 3 в загрузочной станции 6 и заворачивание с помощью формирующего кронштейна 7 непрерывного полотна 3 в положении 8 для заворачивания, чтобы получить непрерывный стержень 2. Способ дополнительно обеспечивает нагревание ленты 4 клеящего материала выше по ходу процесса от положения 8 для заворачивания, чтобы поддерживать клеящий материал в расплавленном состоянии. Этап нагревания ленты 4 клеящего материала обеспечивается для испускания излучаемой энергии и направления излучаемой энергии к ленте 4 таким образом, чтобы она попадала непосредственно на ленту 4 для нагревания этой ленты 4.
Этап испускания излучаемой энергии содержит излучение, по меньшей мере, светового пучка 16, который коллимируется (поскольку излучается лазерным источником) или фокусируется (поскольку излучается с помощью лампы, взаимодействующей с системой линз) с такой длиной волны, при которой лента 4 способна поглощать излучаемую энергию и нагреваться, в то время как полотно 3 непрерывного материала отражает эту энергию. Этот световой пучок 16 попадает по существу исключительно на ленту 4.
Излучается непрерывный световой пучок 16 или пульсирующий световой пучок заданной частоты, при этом каждый импульс имеет заданную продолжительность в отношении клеящего материала, который должен нагреваться, и/или рабочей скорости формирующего устройства 1.
Например, если рабочая скорость низкая, то существует возможность излучать световой пучок 16 средней мощности в течение длительного времени, и, например, световое пятно может быть продолговатой эллиптической формы 21 или прямоугольной формы 22. С другой стороны, если рабочая скорость является высокой, должен излучаться световой пучок высокой мощности, чтобы нагревать клеящий материал за короткое время, таким образом, может быть возможно излучать круглое пятно 19 или последовательность круглых пятен 20 с большой оптической мощностью.
Управляющие средства формирующего устройства изменяют размеры, и/или продолжительность, и/или мощность излучения для излучаемого светового пучка на основе рабочих условий формирующего устройства. Кроме того, если обеспечивается пирометр для считывания температуры Т ленты 4 клеящего материала, то источник излучаемой энергии 4 контролируется с помощью обратной связи на основе данных температуры Т ленты 4, которые собираются ниже по ходу процесса от источника 14.
Принимая во внимание маршрут Р и перемещение вперёд в направлении D непрерывного полотна 3, клеящий материал ленты 4 может подвергаться воздействию излучаемой энергии выше по ходу процесса от формирующего кронштейна 7, или на формирующем кронштейне 7, но выше по ходу процесса от положения 8 заворачивания. Например, может быть выбрано такое положение, которое является подходящим для расположения источника 14 излучаемой энергии, исходя из общих размеров источника в формирующем устройстве 1, или может быть выбрано положение, в котором нагревание ленты 4 является более эффективным.
Выбор положения, в котором располагается источник 14, также может зависеть от конфигурации формирующего устройства, если лента 4 клеящего материала накладывается на непрерывное полотно 3 выше по ходу процесса от загрузочной станции 6, или если лента 4 клеящего материала, представленная в неактивном состоянии на непрерывном полотне 3, подаваемом с помощью катушки, заново активизируется.
Таким образом, благодаря изобретению, возможно нагревать ленту 4 без повреждения непрерывного полотна 3, поскольку лента подвергается воздействию непосредственно, а не через непрерывное полотно 3.
Кроме того, посредством выбора источника 14 излучаемой энергии, который может излучать световой пучок 15, возможно позиционировать источник 14 таким образом, чтобы он был обращён к ленте или был разнесён с ней, подходящим образом направляя световой поток 16 на ленту 4 посредством оптических направляющих средств, например, таких как зеркала. Это гарантирует большую гибкость при позиционировании источника 14 излучаемой энергии в формирующем устройстве 1.
Кроме того, поскольку возможно регулировать продолжительность, частоту и мощность импульсов излучаемого светового пучка 16, гарантируется эффективное приклеивание для непрерывного стержня 2 в первый ежедневный запуск машины, или после остановки, или для длительных периодов эксплуатации, ввиду того, что клеящий материал всегда нагревается оптимальным образом. Другим результатом является то, что может быть использовано минимально возможное количество клеящего материала, нагревание которого используется независимо от количества клеящего материала.
Таким образом, охлаждающие пластины, представленные в формирующем кронштейне 7, могут быть более простыми и это, вместе с отсутствием нагревательных пластин вдоль маршрута Р и гибкостью позиционирования источника 14 излучаемой энергии, преобразует формирующее устройство в более простое и таким образом менее дорогое устройство.
Кроме того, благодаря выбору светового пучка 16 в специфическом диапазоне длины волны, в котором клеящий материал поглощает лучистую энергию, в то время как непрерывное полотно отражает лучистую энергию, непрерывное полотно 3 не повреждается, хотя оно и подвергается воздействию светового пучка 16, даже в том случае, когда пучок имеет большую мощность.
Возможность нагревания ленты 4, даже с использованием большой мощности излучаемой энергии, позволяет дополнительное упрощение формирующего устройства, что может позволить исключить устройство для накладывания клея. Фактически, хотя повторная активизация клеящего материала требует нагревания с высокой мощностью, возможно обеспечивать только один источник 14 излучаемой энергии, который способен излучать соответствующую мощность, или возможно обеспечивать несколько источников энергии вдоль маршрута Р, которые способны излучать соответствующую мощность, чтобы гарантировать оптимальное нагревание ленты 4.
Кроме того, как говорилось ранее, формирующее устройство преобразуется в более простое, и таким образом менее дорогое устройство.
Устройство для обработки фильтрующего материала для табачных изделий
Пачка для табачных изделий
Электрический картридж для электронной сигареты и электронная сигарета
Электрический картридж для электронной сигареты и способ изготовления электрического картриджа
Устройство для изготовления сигаретных фильтров и способ изготовления сигаретных фильтров
Устройство для обработки фильтрующего материала для табачных изделий
Сборочная машина для производства сигарет и соответствующий способ сборки
Сигаретоделательная машина для сборки сигарет и соответствующий способ сборки
Курительное изделие
Фильтрующий элемент и курительное изделие, содержащее курительное изделие
Устройство для изготовления сигаретных фильтров и способ изготовления сигаретных фильтров

