Результат интеллектуальной деятельности: СБОРОЧНАЯ МАШИНА ДЛЯ ПРОИЗВОДСТВА СИГАРЕТ И СООТВЕТСТВУЮЩИЙ СПОСОБ СБОРКИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к сборочному станку для производства сигарет и к соответствующему способу сборки.
УРОВЕНЬ ТЕХНИКИ
В последнее время в соответствующей области промышленности увеличился спрос на производство многокомпонентных сигарет, каждая из которых от конца до конца содержит несколько частей, по меньшей мере один из которых, обычно, образован фильтрующим элементом, и по меньшей мере один другой из которых образован ароматическим элементом, предпочтительно, на основе табака.
Производство сигарет такого типа требует сборочной машины, которую можно настраивать для получения разных комбинаций частей.
Например, US-A1-2006201523 описывает машину для производства сигарет с фильтром, содержащих табачную часть, а составной фильтр, в свою очередь, содержит по меньшей мере три части разных компонентов. Этот станок по производству сигарет содержит комбинирующий узел для формирования групп частей фильтра, каждая группа из которых содержит три разные части фильтра, аксиально выровненные друг с другом и контактирующие конец к концу, а также узел для формирования непрерывного табачного стержня, который разрезается на двойные по длине части и подается на обертывающий узел. Обертывающий узел получает от комбинирующего узла последовательность групп с частями фильтра двойной длины, а также последовательность частей табака двойной длины и предназначен для формирования групп, каждая из которых содержит табачную часть, фильтрующую часть двойной длины, и табачную часть, и обертывания их в лист оберточного материала с образованием сигарет двойной длины, которые затем разрезаются на отдельные сигареты. Производственная машина имеет Т-образную или L-образную форму, в которой узел для формирования табачных частей расположен перпендикулярно сборке, содержащей комбинирующего узел и обертывающий узел.
Описанная в US-A1-2006201523 производственная машина имеет несколько недостатков, обусловленных тем, что он громоздкий и не позволяет производить быстрое и легкое изменение марки сигарет (то есть, переключение с производства сигарет одного типа на сигареты другого типа). С другой стороны, чтобы соответствовать изменяющимся требованиям рынка, современная производственная машина такого типа должна быть способен рационально и эффективно производить сигареты различных типов.
US-A1-2006157070 и WO-A1-2006070289 описывают сборочные машины по производству сигарет, содержащие комбинирующий узел для формирования групп фильтрующих элементов, каждая из которых содержит по меньшей мере два разных аксиально выровненных друг с другом первых фильтрующих элементов, и где группы фильтрующих элементов подаются перпендикулярно их центральной оси. Комбинирующий узел содержит несколько конструктивно схожих, хотя и не одинаковых подающих станций, каждая из которых подает соответствующий фильтрующий элемент для образования групп фильтрующих элементов; и каждая подающая станция содержит вставляющий барабан, который принимает группу фильтрующих элементов от предшествующей подающей станции или создает группу фильтрующих элементов, получает соответствующие фильтрующие элементы и вставляет соответствующие фильтрующие элементы в группы фильтрующих элементов.
Сборочная машина содержит также первый обертывающий узел, который принимает последовательность групп фильтрующих элементов от комбинирующего узла, подает фильтрующие элементы перпендикулярно их центральной оси и частично обертывает первый лист оберточного материала вокруг каждой группы фильтрующих элементов. Первый обертывающий узел подает группу фильтрующих элементов, аксиально выровненных друг с другом, но не контактирующих конец к концу, чтобы позволить последующей станции вставлять в зазоры между смежными фильтрующими элементами гранулы и (или) им подобные частицы.
Сборочная машина содержит также первый обертывающий узел, который принимает последовательность групп фильтрующих элементов от первого обертывающего узла, подает группу фильтрующих элементов перпендикулярно их центральной оси и частично наматывает второй лист оберточного материала вокруг каждой группы фильтрующих элементов, так чтобы перекрывать первый лист оберточного материала, чтобы завершить фильтр, к которому затем присоединяют табачную часть.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача изобретения состоит в создании сборочной машины для производства сигарет, исключающей вышеупомянутые недостатки, и которая является недорогой и простой в реализации.
Дополнительной задачей настоящего изобретения является создание способа сборки сигарет, исключающего вышеупомянутые недостатки, и который является недорогим и простым в реализации.
По изобретению обеспечена сборочная машина для производства сигарет и соответствующий способ сборки в том виде, как они заявлены в сопроводительных чертежах.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В виде примера будет описан неограничивающий вариант выполнения со ссылкой на сопровождающие чертежи, на которых:
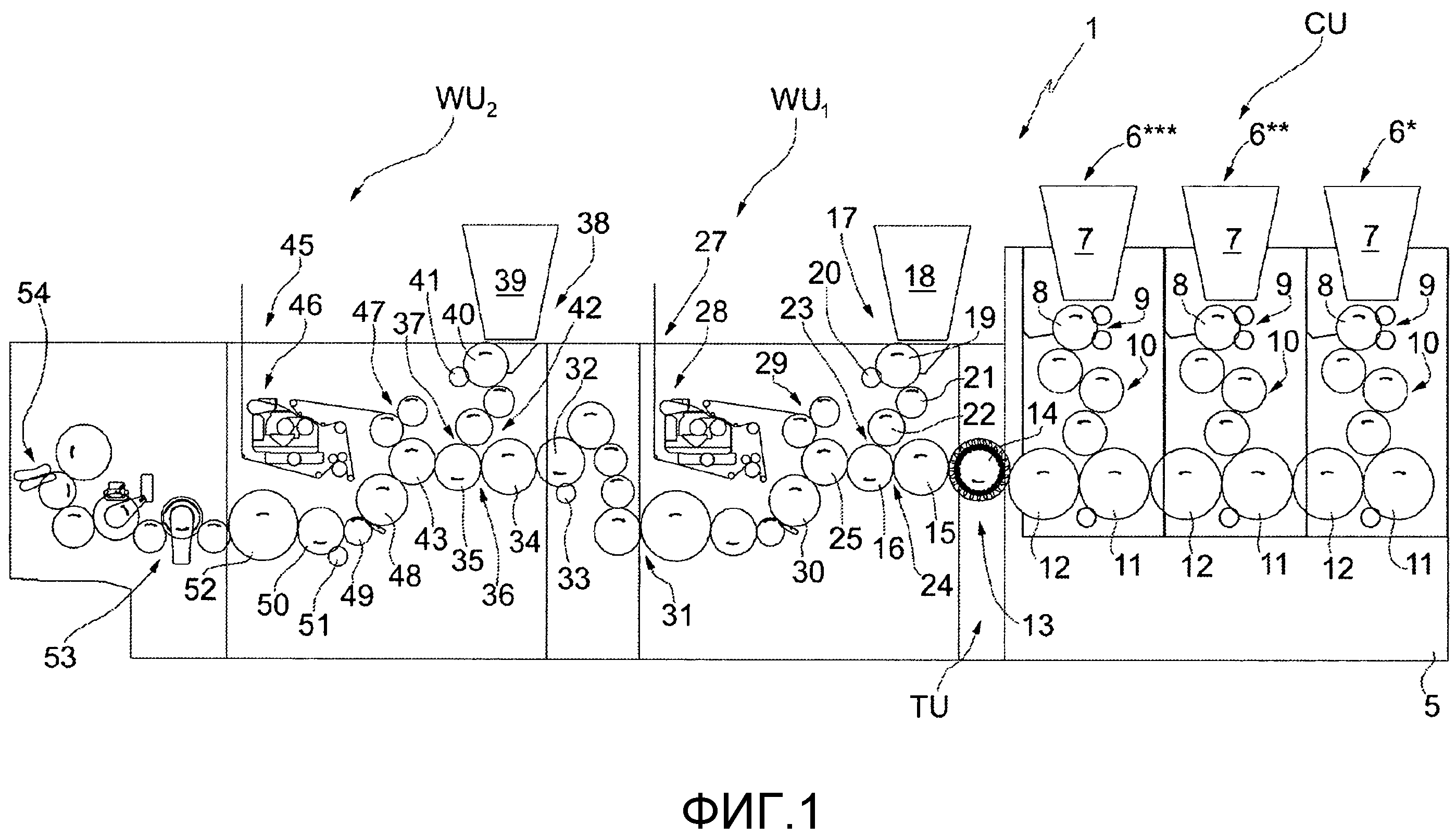
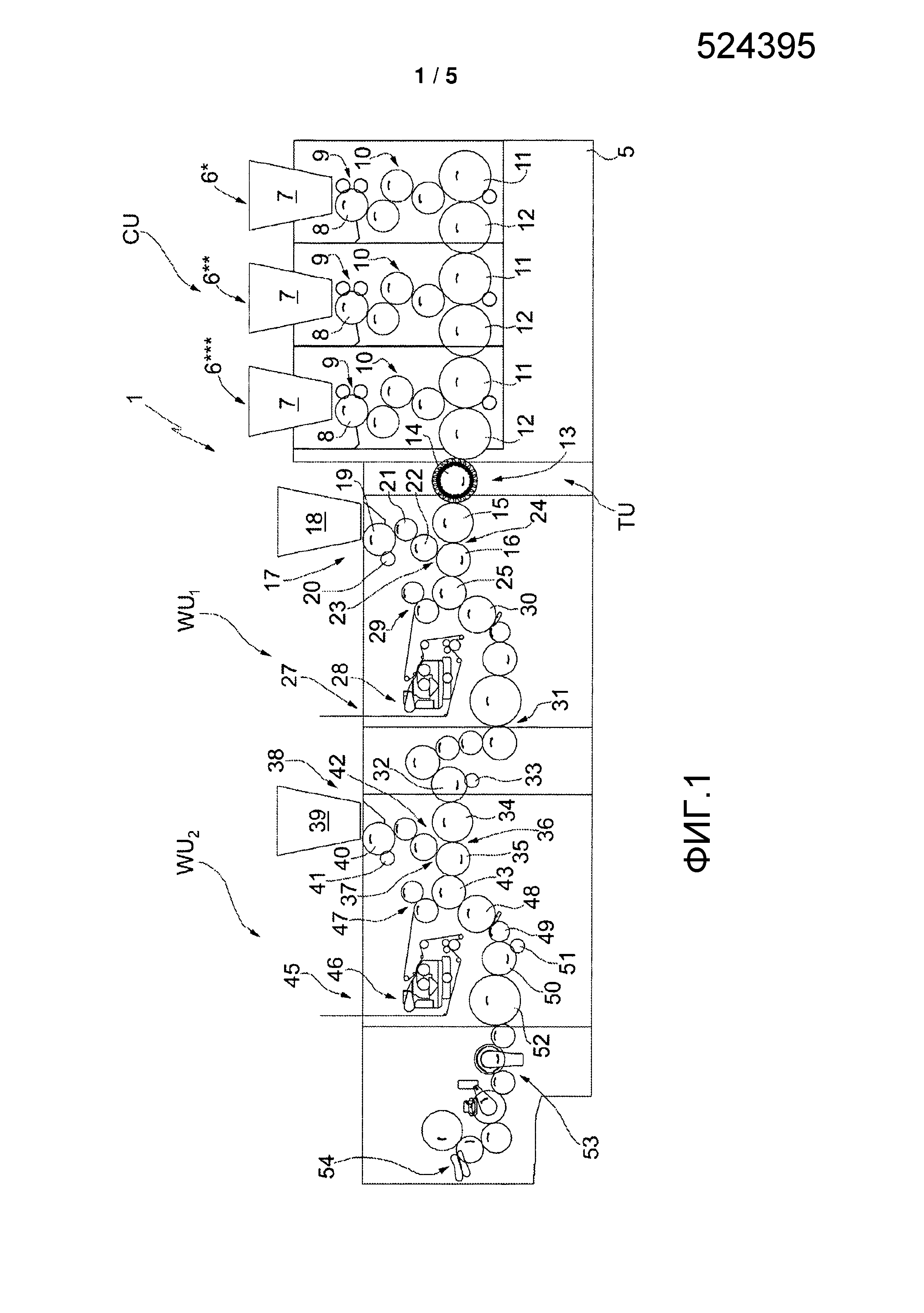
Фиг.1 - схематичный вид спереди машины для сборки сигарет по изобретению с удаленными частями для большей ясности;
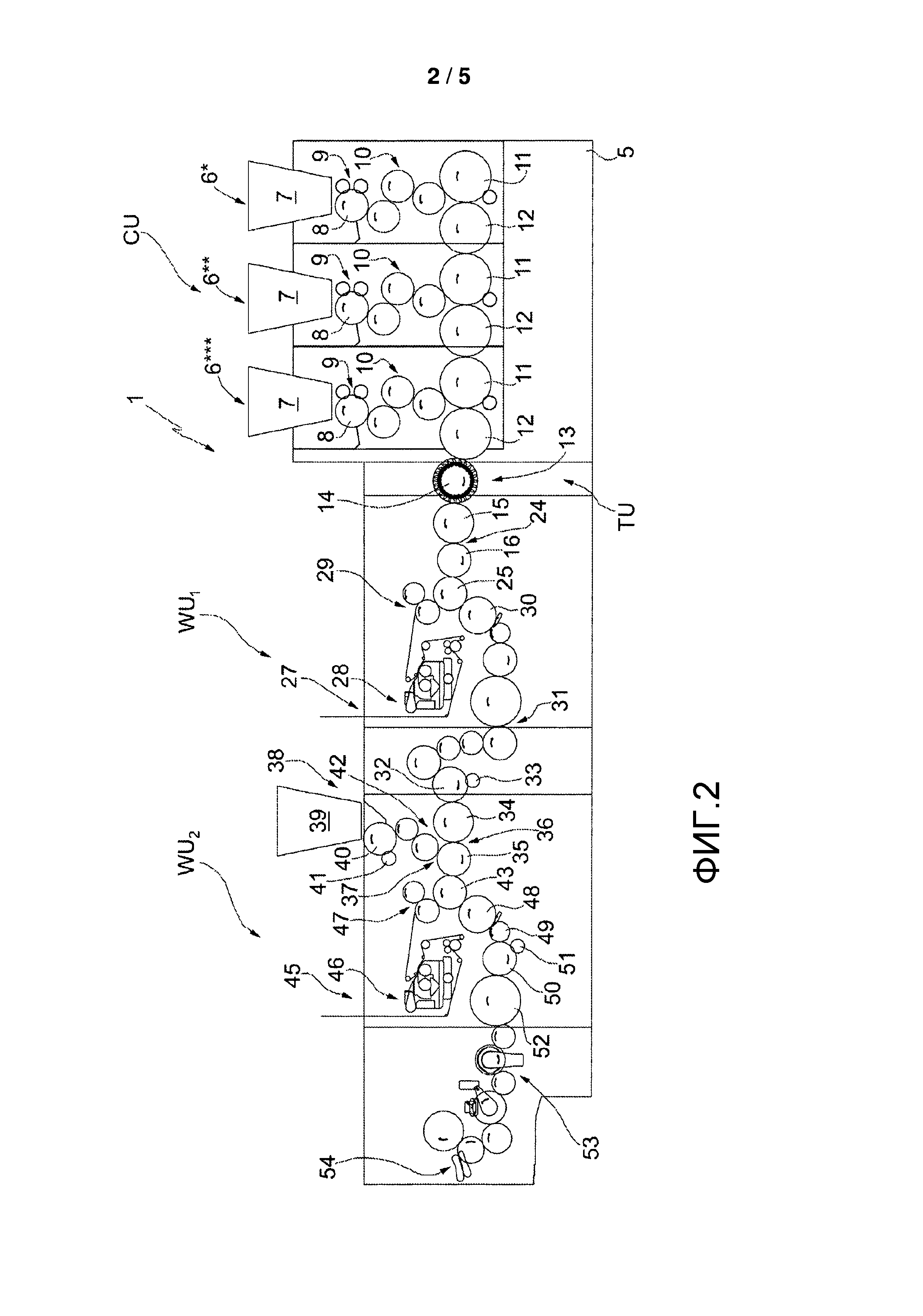
Фиг.2 - схематичный вид спереди варианта сборочной машины по Фиг.1 с удаленными частями для большей ясности;
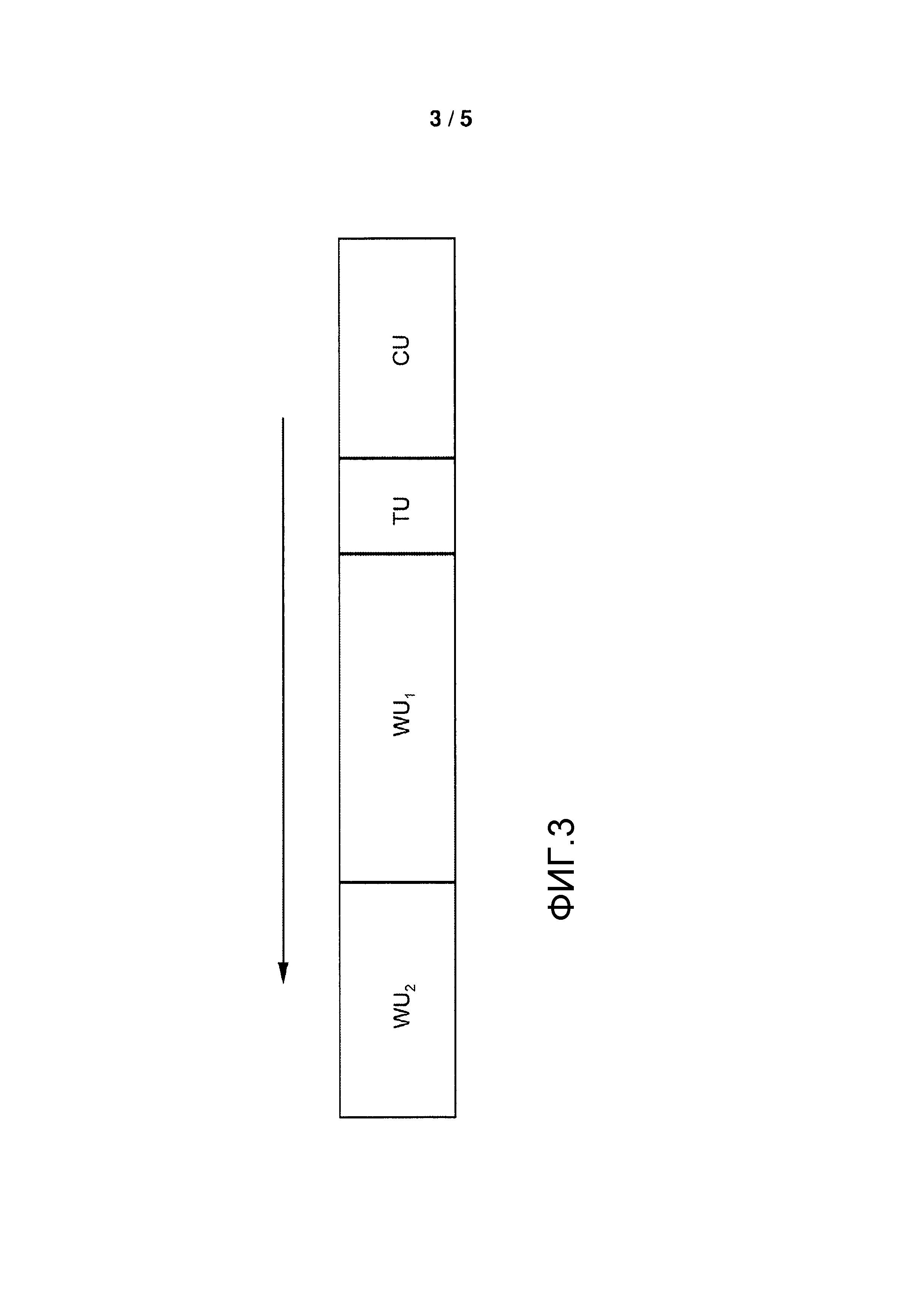
Фиг.3 - схематичный вид в плане сборочной машины по Фиг.1;
Фиг. 4а-4i - схематичные виды стадий способа сборки двух сигарет в соответствии с первым вариантом выполнения;
Фиг. 5а-5i - схематичные виды стадий способа сборки двух сигарет в соответствии со вторым вариантом выполнения.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
На Фиг.1-3 позицией 1 в целом обозначена сборочная машина для производства многокомпонентных сигарет 2. Каждая сигарета 2 содержит несколько частей 3 с центральной осью Х, из которых по меньшей мере одна часть 3 образована фильтрующим элементом, и по меньшей мере одна другая часть 3 образована ароматическим элементом, предпочтительно, на основе табака.
Как схематично показано на Фиг.3, сборочная машина 1 имеет прямолинейное расположение узлов и содержит комбинирующий узел CU для формирования групп 4 частей, передающий узел TU, обертывающий узел WU1 и обертывающий узел WU2.
Комбинирующий узел CU формирует группы 4 частей, каждая из которых, предпочтительно, содержит несколько аксиально совмещенных частей 3, и которые подаются в поперечном направлении (то есть, перпендикулярно своей центральной оси Х). Передающий узел TU расположен за комбинирующим узлом (CU) для перемещения групп 4 частей в поперечном направлении (то есть, перпендикулярно центральной оси Х) от комбинирующего узла CU к обертывающему узлу WU1.
Как описано далее более подробно, обертывающий узел WU1 принимает от передающего узла TU последовательность групп 4 частей, вставляет в группы 4 частей дополнительные части 3, обертывает лист оберточного материала вокруг последовательности групп 4 частей и, наконец, поперечно разрезает группы 4 частей.
Наконец, обертывающий узел WU2 принимает группы 4 частей от обертывающего узла WU1, вставляет в группы 4 частей дополнительные части 3, обертывает дополнительный лист оберточного материала вокруг последовательности групп 4 частей и, наконец, поперечно разрезает группы 4 частей на две сигареты 2, которые уносятся из сборочной машины 1 выводным конвейером.
Более конкретно, и как более подробно показано на Фиг.1 и 2, комбинирующий узел CU содержит раму 5, которая установлена на полу и несет несколько конструктивно идентичных подающих станций 6, каждая из которых предназначена для подачи соответствующих частей 3, их которых требуемо образовать группы 4 частей.
Более конкретно, комбинирующий узел CU содержит три подающие станции 6*, 6**, 6***. Каждая подающая станция 6 содержит верхний бункер 7, содержащий множество соответствующих частей 3 и приемный барабан 8, который последовательно извлекает части 3 из нижней части верхнего бункера 7 и взаимодействует с режущим устройством 9 с ножами для поперечной разрезания частей 3 на части 3 требуемой длины. Кроме того, каждая подающая станция 6 содержит также несколько, в частности три, выравнивающих и передающих барабанов 10, которые получают, выравнивают и, если требуется, аксиально отделяют части 3 требуемой длины от приемного барабана 8. Кроме того, каждая подающая станция 6 содержит также вставляющий барабан 11, который принимает группу фильтрующих элементов от предшествующей подающей станции 6 или в случае первой подающей станции 6* создает группы 4 частей. На вставляющем барабане 11 части 3 требуемой длины вставляются в соответствующие группы 4 частей. Наконец, каждая подающая станция 6 содержит выходной барабан 12, который принимает группы 4 частей от вставляющего барабана 11 и передает их к следующей подающей станции 6 или в случае последней подающей станции 6*** к передающему узлу TU.
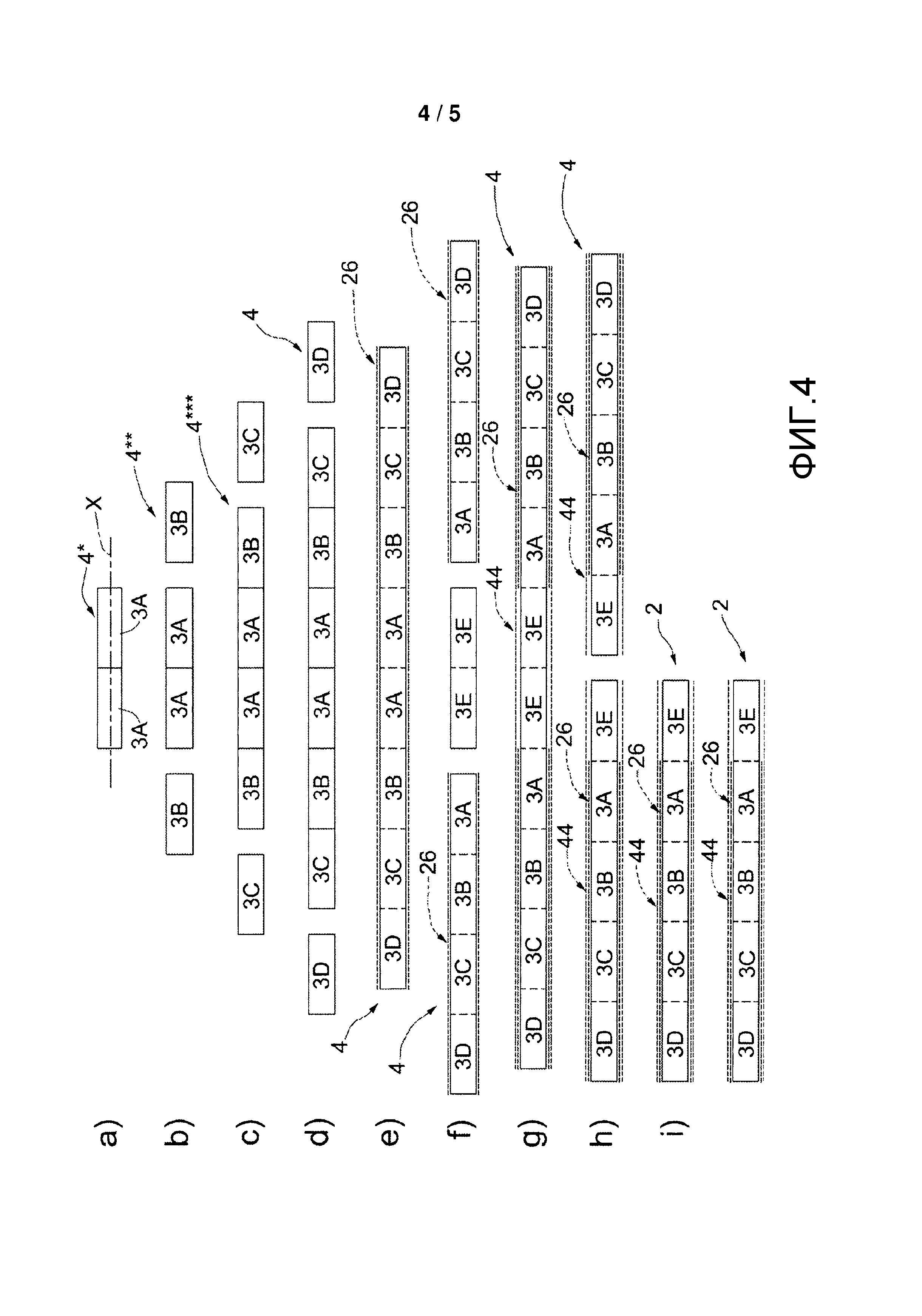
В первом варианте выполнения, схематично показанном на Фиг. 4а-4с, подающая станция 6* формирует группу 4* частей из двух коаксиальных частей 3А, контактирующих конец к концу (см. Фиг.4а).
Подающая станция 6** формирует группу 4** частей, в которой две части 3В расположены коаксиально с группой 4* частей из подающей станции 6*, каждый из которых одним концом направлен в сторону и контактирует с соответствующим концом группы 4* частей. Другими словами, в подающей станции 6** группа 4* частей расположена между двумя частями 3В (как показано на Фиг.4b).
Наконец, подающая станция 6*** формирует группу 4*** частей, в которой две части 3С расположены коаксиально с группой 4** частей из подающей станции 6**, каждый из которых одним концом направлен в сторону и контактирует с соответствующим концом группы 4** частей. Другими словами, в подающей станции 6*** группа 4** частей расположена между двумя частями 3С (как показано на Фиг.4с).
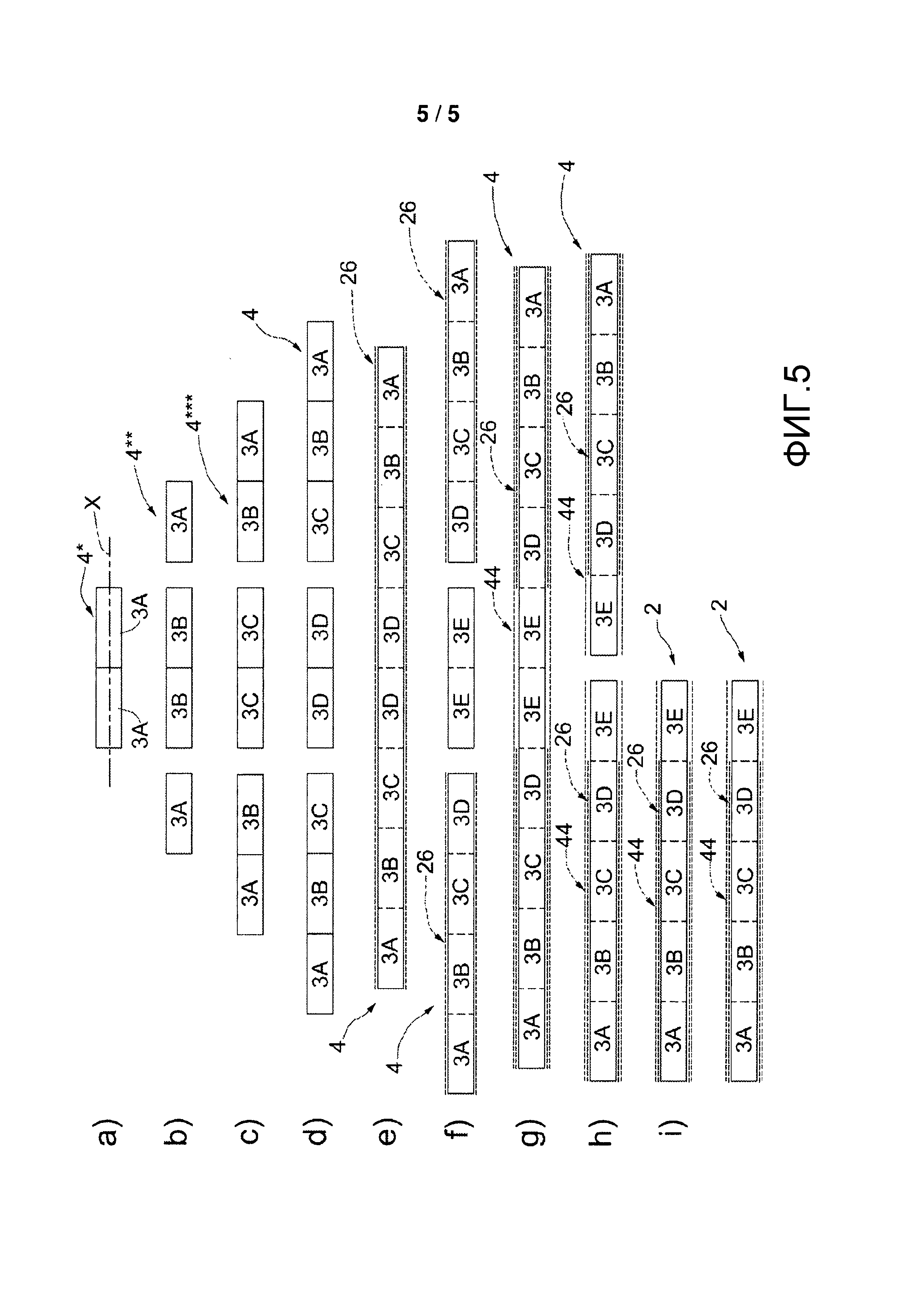
В другом варианте выполнения, схематично показанном на Фиг. 5а-5с, подающая станция 6* формирует группу 4* частей, в которой две части 3А сначала располагаются коаксиально и контактируют конец к концу, а затем аксиально разделяются на заданное расстояние.
Подающая станция 6** формирует группу 4** частей, в которой две части 3В коаксиально вставлены между двумя частями 3А из подающей станции 6*, каждый из которых одним своим концом направлен в сторону соответствующей части 3А. Части 3А, вначале контактировавшие конец к концу, аксиально разделяют на заданное расстояние для вставления двух частей 3В. Другими словами, в подающей станции 6** группа 4* частей из подающей станции 6* разделяется посередине, чтобы вместить две части 3В (как показано на Фиг.5b).
Наконец, подающая станция 6*** формирует группу 4*** частей, в которой две части 3С расположены коаксиально между двумя частями 3В, вставленными на подающей станции 6**, каждый одним концом направлен в сторону соответствующей части 3В. Части 3В сначала контактируют конец к концу, аксиально разделяют на заданное расстояние для вставления двух частей 3С. Другими словами, группа 4** частей из подающей станции 6** разделяется по центру, чтобы в подающей станции 6*** вместить две части 3С (как показано на Фиг.5с).
В вышеприведенном описании комбинирующий узел CU содержит три подающие станции 6, но очевидно, что он может содержать любое количество подающих станций 6 для подачи частей 3.
Важно заметить, что комбинирующий узел CU перемещает группы 4 частей в расположенный далее передающий узел TU с аксиально выровненными и контактирующими конец к концу частями 3, то есть, при отсутствии в каждой группе 4 частей каких бы то ни было зазоров между частями 3.
Передающий узел TU также установлен в раму 5 и содержит устройство 13, образованное барабаном 14, который постоянно вращается вокруг оси вращения и удерживает несколько периферийных элементов. Эти периферийные элементы предназначены для получения соответствующих групп 4 частей от выходного барабана 12 последней подающей станции 6*** комбинирующего узла CU и подачи их на обертывающий узел WU1.
Обертывающий узел WU1 также установлен в раму 5 и предназначен для получения группы 4 частей из передающего узла TU и подачи их вперед в поперечном направлении. Более конкретно, передающий узел TU последовательно перемещает группы 4 частей на приемный барабан 15, снабженный присасывающими гнездами для групп 4 частей.
Из приемного барабана 15 группы 4 частей перемещаются на следующий комбинирующий барабан 16, также снабженный периферийными присасывающими гнездами для групп 4 частей. В варианте выполнения по Фиг.1 обертывающий узел WU1 содержит узел 17 подачи частей 3D. Более конкретно, бункер 18 содержит множество частей 3D и имеет в нижней части выпуск, соединенный с подбирающим барабаном 19 с периферийными присасывающими гнездами для частей 3D. Подбирающий барабан 19 взаимодействует с ножами 20 для поперечного разрезания частей 3D на части 3D требуемой длины.
Части 3D требуемой длины передают от подбирающего барабана 19 на передающий барабан 21 с периферийными присасывающими гнездами для частей 3D. От передающего барабана 21 части 3D передают на разделяющий барабан 22, чтобы разделять части 3D в осевом направлении (одновременным перемещением обеих частей 3D в осевом направлении). Другими словами, части 3D, будучи загруженными на разделяющий барабан 22, расположены аксиально конец к концу, а будучи выгруженными из разделяющего барабана 22, являются расположенными вдоль оси на расстоянии друг от друга.
На входной станции 23 аксиально разнесенные части 3D передают с разделяющего барабана 22 на комбинирующий барабан 16, который на следующей входной станции 24, расположенной ранее входной станции 23, получает группы 4 частей, поданных приемным барабаном 15 от передающего узла TU.
В варианте, схематично показанном на Фиг.4d, комбинирующий барабан 16 формирует группу 4 частей, в которой две части 3D являются коаксиальными с группой 4*** частей из последней подающей станции 6***, и каждый из них расположен таким образом, что один его конец направлен в сторону и контактирует с соответствующим концом группы 4*** частей. Другими словами, группа 4*** частей из последней подающей станции 6*** вставлена между двумя частями 3D.
В варианте, схематично показанном на Фиг.5d, передающий барабан 22 замещен разделяющим барабаном 22, и с него части 3D выгружаются, соосно контактируя конец к концу.
Комбинирующий барабан 16 формирует группу 4 частей, в которой две части 3D являющиеся коаксиальными с группой 4*** частей из последней подающей станции 6***, расположены коаксиально между двумя частями 3С, вставленными на последней подающей станции 6***, и расположены таким образом, что одним концом направлены в сторону соответствующей части 3С. Части 3С, сначала контактирующие конец к концу, затем аксиально разделяют для вставления двух частей 3D. Другими словами, группа 4*** частей из последней подающей станции 6*** разделяется посередине, чтобы вместить две части 3D.
Группы 4 частей передают с комбинирующего барабана 16 к наносящему барабану 25 с присасывающими гнездами для групп 4 частей. На подающей станции на каждую группу 4 частей в присасывающем гнезде наносящего барабана 25 наносят лист 26 оберточного материала, поданный подающим узлом 27 ("узлом подачи обертки").
Каждый лист 26 оберточного материала служит для механического соединения частей 3A, 3B, 3C и 3D в группе 4 частей (как показано на Фиг.4е и 5е).
Как показано на Фиг.1 и 2, узел 27 подачи обертки содержит разматывающую станцию 28, где с валка (не показан) разматывается полоса постоянной ширины, и набор направляющих валков для подачи этой полосы на поперечно режущую станцию 29, которая содержит валок, который взаимодействует с контр-валком, снабженным несколькими периферийными ножами для поперечного разрезания непрерывной полосы на отдельные листы 26 оберточного материала, которые затем подаются на наносящий барабан 25 и на наносящем барабане 25 наматываются вокруг групп 4 частей.
Обертывающий узел WU1 наматывает один лист 26 оберточного материала по всей окружности каждой группы 4 частей. Лист 26 оберточного материала полностью окружает каждую группу 4 частей, так что он механически соединяет части 3 в каждой группе 4 частей.
Группы 4 частей с листами 26 оберточного материала передают от наносящего барабана 25 к обертывающему барабану 30, на котором завершается обертывание листа 26 оберточного материала вокруг каждой группы 4 частей с образованием трубчатой обертки, коаксиальной центральной оси Х.
Обертывающий узел WU1 содержит известную промежуточную часть 31 (подробно не описана), содержащую несколько барабанов, на которые в поперечном направлении подаются группы 4 частей от обертывающего барабана 30 на режущий барабан 32, который взаимодействует с ножами 33 для поперечного разрезания по центру каждой группы 4 частей около частей 3А на две зеркальные группы 4 частей, коаксиальные центральной оси Х и контактирующие конец к концу.
Обертывающий узел WU2, также установленный в раму 5, получает группы 4 частей от обертывающего узла WU1 и подает их вперед в поперечном направлении. Более конкретно, обертывающий узел WU2 последовательно перемещает группы 4 частей от режущего барабана 32 обертывающего узла WU1 на разделяющий барабан 34. На разделяющем барабане 34 каждые две группы 4 частей, первоначально контактирующие конец к концу, аксиально разделяют (осевым перемещением по меньшей мере одной группы 4 частей), так что они оказываются коаксиально разнесенными на заданное расстояние друг от друга. Другими словами, группы 4 частей, будучи загруженными на разделяющий барабан 34, расположены коаксиально концами друг к другу, а когда сняты с разделяющего барабана 34, аксиально разнесены друг от друга.
Разделяющий барабан 34 подбирает группы 4 частей с входной станции на режущем барабане 32 и подает их разнесенными друг от друга на выходную станцию у следующего комбинирующего барабана 35.
Аксиально разнесенные группы 4 частей передают на комбинирующий барабан 35 на входной станции 36. На следующей входной станции 37 после входной станции 36 каждая группа 4 частей располагается таким образом, чтобы получить другую часть 3Е требуемой длины.
Обертывающий узел WU2 содержит подающий узел 38 для подачи частей 3Е. Более конкретно, бункер 39 содержит множество частей 3Е и имеет в нижней части выпуск, соединенный с подбирающим барабаном 40, который взаимодействует с ножом 41 для поперечного разрезания частей 3Е на части 3Е требуемой длины.
Части 3Е требуемой длины передают от подбирающего барабана 40 на два передающих барабана 42 и от последнего передающего барабана 42 на комбинирующий барабан 35.
Комбинирующий барабан 35 формирует группу 4 частей, в которой две части 3Е требуемой длины коаксиально вставлены между двумя группами 4 частей и расположены таким образом, что соответствующими концами аксиально контактируют с соответствующими концами этих групп от обертывающего узла WU1 (как показано на Фиг.4f и 5f). Другими словами, две части 3Е, являющиеся коаксиальными с группами 4 частей от обертывающего узла WU1, помещены между двумя частями 3D, вставленными в обертывающем узле WU1, и расположены коаксиально двум частям 3D со своими соответствующими концами, направленными в их сторону.
Группы 4 частей передают от комбинирующего барабана 35 к наносящему барабану 43, и на каждую группу 4 частей в гнезде на наносящем барабане 43 наносят поданный подающим узлом 45 лист 44 оберточного материала. Каждый лист 44 оберточного материала служит для механического соединения групп 4 частей от обертывающего узла WU1 и частей 3Е требуемой длины (как показано на Фиг.4g и 5g).
Обертывающий узел WU2 обертывает один лист 44 оберточного материала вокруг всей окружности каждой группы 4 частей. Лист 44 оберточного материала полностью окружает каждую группу 4 частей, так что он механически соединяет группы 4 частей от обертывающего узла WU1 и части 3Е требуемой длины.
Как показано на Фиг.1 и 2, подающий узел 45 содержит разматывающую станцию 46, где с валка (не показан) разматывается полоса постоянной ширины, и набор направляющих валков для подачи этой полосы на станцию 47 поперечного разрезания, которая содержит валок, который взаимодействует с контр-валком, снабженным несколькими периферийными ножами для поперечного разрезания непрерывной полосы на отдельные листы 44 оберточного материала, которые затем подаются на наносящий барабан 43 и на наносящем барабане 43 обертываются вокруг групп 4 частей.
Группы 4 частей с листами 44 оберточного материала передают от наносящего барабане 43 к обертывающему барабану 48, на котором завершается обертывание листа 44 оберточного материала вокруг каждой группы 4 частей с образованием трубчатой обертки, коаксиальной центральной оси Х.
Обертывающий узел WU2 содержит передающий барабан, который принимает группы 4 частей от обертывающего барабана 48 и подает их в поперечном направлении на режущий барабан 50, который взаимодействует с ножом 51 для поперечной разрезания по центру каждой группы 4 частей около частей 3Е на две сигареты 2, коаксиальные центральной оси Х и контактирующие конец к концу (как схематично показано на Фиг.4h и 5h).
В конце сборочной машины 1 содержится так называемый поворачивающий барабан 52, на котором одну линию сигарет 2 поворачивают в такую же ориентацию (как показано на Фиг.4i и 5i), как и продолжающаяся вдоль нее другая линия сигарет 2, таким образом превращая две расположенные бок о бок линии сигарет 2 в одну линию сигарет 2 (понятно, с половинным разнесением двух расположенных бок о бок линий сигарет 2).
Наконец, в конце сборочной машины 1 имеется несколько барабанов 53, с которых берут образцы, сигарет 2 проверяют, и бракованные сигареты 2 отбрасывают, до выходного конвейера, посредством которого сигареты 2 передают от сборочной машины 1 к упаковочному станку (не показан).
Показанный на Фиг.2 вариант сборочной машины 1 такой же самый, что и на Фиг.1 (он и проиллюстрирован с использованием тех же самых ссылочных обозначений), за исключением того, что обертывающий узел WU1 не содержит никакого узла 17 подачи концевых частей 3D. То есть, сигареты 2 содержат только части 3А, 3В, 3С и 3Е, которые подаются на комбинирующий узел CU подающим узлом 38 обертывающего узла WU2.
В другом, не показанном варианте выполнения сборочной машины 1 обертывающий узел WU2 не содержит никакого подающего узла 38 для подачи центральных частей 3Е. Другими словами, сигареты 2 содержат только части 3А, 3В, 3С и 3D, которые подаются на комбинирующий узел CU подающим узлом 17 обертывающего узла WU1. И в этом случае обертывающий узел WU2 обертывает один лист 44 оберточного материала по всей окружности каждой группы 4 частей. Лист 44 оберточного материала полностью окружает каждую группу 4 частей для улучшения механического соединения групп 4 частей от обертывающего узла WU1.
В другом, не показанном варианте выполнения сборочной машины 1 обертывающий узел WU1 не содержит никакого узла 17 подачи концевых частей 3D, а обертывающий узел WU2 не содержит никакого подающего узла 38 для подачи центральных частей 3Е. Другими словами, сигареты 2 содержат только части 3А, 3В, и 3С, которые подаются на комбинирующий узел CU, а группы 4 частей из комбинирующего узла CU заворачиваются в оба листа 26 и 44 оберточного материала, соответственно на оберточных узлах WU1 и WU2. И в этом случае обертывающий узел WU2 также наматывает один лист 44 оберточного материала по всей окружности каждой группы 4 частей для улучшения механического соединения групп 4 частей.
Важно заметить, что группы 4 частей подаются в поперечном направлении (то есть, перпендикулярно их центральной оси Х) вдоль всей сборочной машины 1. Другими словами, группы 4 частей никогда не подаются вдоль сборочной машины 1 в продольном направлении (то есть, параллельно их центральной оси Х).
Другой важный момент, который требуемо отметить, заключается в том, что описанный сборочная машина 1 позволяет выборочно загружать как ароматическую, предпочтительно табачную, часть 3, так и фильтрующий элемент в любой из узлов машины комбинирующий узел CU, обертывающий узел WU1 или обертывающий узел WU2.
Описанная сборочная машина 1 является недорогой и простой для производства, будучи не особенно сложной по своей конструкции, и, кроме того, обеспечивает рациональное и эффективное производство сигареты 2 или другого табачного изделия, содержащего несколько разных частей 3.
Это достигнуто посредством того, что сборочная машина может настраиваться на любую комбинацию частей 3 простой перенастройкой подающих станций 6 комбинирующего узла CU и подающих узлов 17 и 38 обертывающих узлов WU1 и WU2.
Жесткая с откидным открыванием пачка сигарет
Способ упаковки и узел для сгибания листа упаковочного материала вокруг изделия, такого как группа сигарет
Упаковка, содержащая обертку с повторно закрываемым отверстием для извлечения, соответствующий способ упаковки и машина
Жесткая упаковка с шарнирной крышкой, способ упаковки и машина для его выполнения
Машина и способ для упаковки сигарет
Пачка сигарет и способ изготовления пачки сигарет
Упаковка для изделий
Способ подачи и подающий узел для приделывания купона к манжете и упаковка с шарнирной крышкой, манжетой и купоном
Упаковка табачных изделий с внутренней упаковкой, снабженная запечатывающим клапаном, прикрепленным к шарнирной крышке
Способ упаковывания и машина для изготовления жесткой сигаретной пачки с откидным открыванием
Жесткая с откидным открыванием пачка сигарет
Способ упаковки и узел для сгибания листа упаковочного материала вокруг изделия, такого как группа сигарет
Упаковка, содержащая обертку с повторно закрываемым отверстием для извлечения, соответствующий способ упаковки и машина
Жесткая упаковка с шарнирной крышкой, способ упаковки и машина для его выполнения
Машина и способ для упаковки сигарет
Пачка сигарет и способ изготовления пачки сигарет
Упаковка для изделий
Способ подачи и подающий узел для приделывания купона к манжете и упаковка с шарнирной крышкой, манжетой и купоном
Упаковка табачных изделий с внутренней упаковкой, снабженная запечатывающим клапаном, прикрепленным к шарнирной крышке
Способ упаковывания и машина для изготовления жесткой сигаретной пачки с откидным открыванием

