Способ получения износостойкого покрытия на изделии из инструментальной стали
Вид РИД
Изобретение
Изобретение относится к технологиям, обеспечивающим повышение износостойкости режущего инструмента, в частности шнековых сверл, изготовленных из инструментальной стали, за счет изменения состава и структуры их поверхностных слоев.
Известен способ нанесения диффузионного покрытия на стальные изделия (пат. SU №1772215, МПК С23С 10/22, опубл. 30.10.2002 г.), включающий диффузионное насыщение поверхности легирующими элементами в расплаве, содержащем литий, никель и свинец при следующем соотношении компонентов, мас. %: Li - 0,5-0,8; Ni - 3; Pb - остальное, при температуре 1050-1100°С и времени выдержки 5-8 часов.
Недостатком данного способа является низкая твердость получаемого покрытия и как следствие низкая износостойкость.
Известен способ нанесения диффузионных покрытий на стальные изделия (пат. №2312164, МПК С23С 2/08, С22С 11/02, опубл. 10.12.2007 г. бюл. №34), включающий диффузионное насыщение поверхности легирующими элементами в расплаве, содержащем литий, никель, хром и свинец при следующем соотношении компонентов, мас. %: Li - 0,5-0,8; Ni -1-5; Cr 2-10; Pb - 84,2-96,5, при температуре 650-1250°С.
Недостатком данного способа является низкая твердость получаемого покрытия и как следствие низкая износостойкость.
Задачей изобретения является усовершенствование способа получения износостойкого покрытия на поверхности инструментальной стали, обеспечивающее повышение эксплуатационных характеристик и срока эксплуатации режущего инструмента, в частности шнековых сверл.
Техническим результатом является повышение стойкости инструмента, а именно повышение микротвердости и износостойкости рабочих поверхностей режущего инструмента.
Технический результат достигается тем, что способ получения износостойкого покрытия на изделии из инструментальной стали, включающий диффузионное насыщение поверхности легирующими элементами в расплаве, при этом дополнительно в два этапа осуществляют ультразвуковую обработку поверхности изделия с частотой ультразвуковых колебаний упрочняющего элемента 22-24 кГц, с силой его прижима к обрабатываемой поверхности 1000-3000 Н, а также линейной скорости перемещения пятна деформации упрочняющего элемента 50-100⋅10-3 м/с, первый из которых осуществляют перед диффузионным насыщением поверхности изделия легирующими элементами в расплаве, второй этап после диффузионным насыщением поверхности изделия легирующими элементами в расплаве, при этом расплав состоит из следующих элементов, взяты при следующем соотношении, масс. %:
|
а после второго этапа ультразвуковую обработку поверхности изделия дополнительно проводят диффузионное борирование при температуре 900-9500С и выдержке 2-3 часа в порошковой смеси карбида бора и фторида натрия, взятых при следующем соотношении, масс. %:
|
Ультразвуковая упрочняющая обработка, проводимая перед диффузионным насыщением поверхности легирующими элементами Ni и Cr, позволяет повысить плотность дислокационных структур на поверхности изделий изготовленных из инструментальной стали, а также приводит к изменению структуры поверхностного слоя, за счет интенсивного деформирования зерен, приводящего к увеличению площади межзеренной границы. Также в результате воздействия на поверхность изделия колебаний с ультразвуковой частотой происходит повышение внутренней энергии поверхностного слоя возбуждение атомов, что приводит к неравновесному состоянию поверхностного слоя изделия подвергнутого ультразвуковой упрочняющей обработки. Данная совокупность явлений позволяет увеличить скорость и глубину легирования при диффузионном насыщении, таким образом, являясь технологией механической активации поверхности изделия.
Ультразвуковая упрочняющая обработка, проводимая перед диффузионным борированием, позволяет за счет интенсивной пластической деформации повысить плотность дислокационных структур на поверхности изделия изготовленных из инструментальной стали с покрытием полученным в результате диффузионного насыщения поверхности изделия Ni и Cr, а также приводит к изменению структуры поверхностного слоя, за счет интенсивного деформирования зерен, приводящего к увеличению площади межзеренной границы. Также в результате воздействия на поверхность изделия колебаний с ультразвуковой частотой происходит повышение внутренней энергии поверхностного слоя возбуждение атомов, что приводит к неравновесному состоянию поверхностного слоя изделия подвергнутого ультразвуковой упрочняющей обработки. Данная совокупность явлений позволяет увеличить скорость и глубину легирования при диффузионном борировании, таким образом, являясь технологией механической активации поверхности изделия. При ультразвуковой упрочняющей обработке изделия, изготовленного из инструментальной стали с покрытием полученным в результате диффузионного насыщения поверхности изделия Ni и Cr, повышается плотность покрытия, а также обеспечивает продолжения диффузионного взаимопроникновения атомов изделия и атомов покрытия.
Проведение процесса диффузионного борирования в защитной атмосфере аргона при наличии активатора NaF, позволяет ускорить процесс высвобождения бора и его проникновение в поверхность изделия с образованием боридных соединений с металлами Fe, Ni и Cr. При этом борирование происходит равномерно по всей поверхности изделия на большую глубину.
Получение диффузионного покрытия на изделиях, изготовленных из инструментальной стали, методом диффузионного насыщения в среде легкоплавких металлов легирующими элементами Ni и Cr при дальнейшем борировании позволяет получить на поверхности изделия бориды Fe2B, (FeNi)2B и Cr2B находящихся в равновесном состоянии с чистым железом и имеющими высокую твердость и значительно повышающие износостойкость изделия, а также жаропрочность, жаростойкость, коррозионную стойкость. При этом благодаря близости по значениям атомарных радиусов Ni и Cr с Fe они имеют хорошую растворимость в стали, таким образом обеспечивая высокую адгезионную прочность, а также глубину диффузионного взаимопроникновения элементов подложки и покрытия. При образовании боридов происходит вытеснение углерода с поверхностного слоя, который диффундирует в сердцевину, образуя приповерхностную переходную карбидную зону, с повышенными прочностными характеристиками. Таким образом, получаемое на поверхности изделия, изготовленного из инструментальной стали, диффузионное покрытие позволяет повысить износостойкость изделий и как следствие эксплуатационные характеристики.
Получение износостойкого покрытия на изделиях из инструментальной стали происходит следующим способом. Сначала осуществляют ультразвуковую упрочняющую обработку (механическую активацию) поверхности изделия, после чего методом диффузионной металлизации в среде легкоплавкого сплава металлов Bi и Pb с добавлением легирующих компонентов Ni и Cr, при следующем соотношении компонентов, мас. %: Bi - 47-52; Ni - 4-6; Cr 6-8; Pb - 38-39, осуществляют диффузионное насыщения изделия из интрументальной стали при температуре 1000-1100°С и времени выдержки 10-12 часов. После чего поверхность изделия с диффузионным покрытием подвергают ультразвуковой упрочняющей обработке (механической активации). Затем осуществляют диффузионное борирование поверхности изделия в порошковой смеси карбида бора и активатора фторида натрия, при следующем соотношении компонентов, мас. %: В4С 96-98; NaF 2-4, при температуре 900-950°С при времени выдержки 2-3 часа. И в качестве финишной операции поверхность изделия подвергают ультразвуковой упрочняющей обработке.
В результате такой обработки рабочие поверхности шнековых сверл, изготовленных из инструментальной стали, имеют микротвердость на 2-18% выше в сравнении с технологией, предлагаемой в прототипе, и как следствие повышение стойкости инструмента в сравнении с прототипом на 10-30%
Пример 1.
Получение износостойкого покрытия на шнековом сверле, изготовленном из инструментальной стали 9ХС происходит следующим способом. Сначала осуществляют ультразвуковую упрочняющую обработку (механическую активацию) рабочих поверхностей шнекового сверла, после чего методом диффузионной металлизации в среде легкоплавкого сплава металлов Bi и Pb с добавлением легирующих компонентов Ni и Cr, при следующем соотношении компонентов, мас. %: Bi -52; Ni - 4; Cr - 6; Pb - 38, осуществляют диффузионное насыщения рабочих поверхностей шнекового сверла при температуре 1000°С и времени выдержки 10 часов. После чего рабочую поверхность шнекового сверла с диффузионным покрытием подвергают ультразвуковой упрочняющей обработке (механической активации). Затем осуществляют диффузионное борирование рабочей поверхности шнекового сверла в порошковой смеси карбида бора и активатора фторида натрия, при следующем соотношении компонентов, мас. %: В4С - 96; NaF - 4, при температуре 900°С при времени выдержки 2 часа. И в качестве финишной операции поверхность изделия подвергают ультразвуковой упрочняющей обработке.
Пример 2.
Получение износостойкого покрытия на шнековом сверле, изготовленном из инструментальной стали 9ХС происходит следующим способом. Сначала осуществляют ультразвуковую упрочняющую обработку (механическую активацию) рабочих поверхностей шнекового сверла, после чего методом диффузионной металлизации в среде легкоплавкого сплава металлов Bi и Pb с добавлением легирующих компонентов Ni и Cr, при следующем соотношении компонентов, мас. %: Bi - 49,5; Ni - 5; Cr 7; Pb - 38,5, осуществляют диффузионное насыщения рабочих поверхностей шнекового сверла при температуре 1050°С и времени выдержки 11 часов. После чего рабочую поверхность шнекового сверла с диффузионным покрытием подвергают ультразвуковой упрочняющей обработке (механической активации). Затем осуществляют диффузионное борирование рабочей поверхности шнекового сверла в порошковой смеси карбида бора и активатора фторида натрия, при следующем соотношении компонентов, мас. %: В4С - 97; NaF - 3, при температуре 925°С при времени выдержки 2,5 часа. И в качестве финишной операции поверхность изделия подвергают ультразвуковой упрочняющей обработке.
Пример 3.
Получение износостойкого покрытия на шнековом сверле, изготовленном из инструментальной стали 9ХС происходит следующим способом. Сначала осуществляют ультразвуковую упрочняющую обработку (механическую активацию) рабочих поверхностей шнекового сверла, после чего методом диффузионной металлизации в среде легкоплавкого сплава металлов Bi и Pb с добавлением легирующих компонентов Ni и Cr, при следующем соотношении компонентов, мас. %: Bi - 47; Ni - 6; Cr 8; Pb - 39, осуществляют диффузионное насыщения рабочих поверхностей шнекового сверла при температуре 1100°С и времени выдержки 12 часов. После чего рабочую поверхность шнекового сверла с диффузионным покрытием подвергают ультразвуковой упрочняющей обработке (механической активации). Затем осуществляют диффузионное борирование рабочей поверхности шнекового сверла в порошковой смеси карбида бора и активатора фторида натрия, при следующем соотношении компонентов, мас. %: В4С - 98; NaF - 2, при температуре 950°С при времени выдержки 3 часа. И в качестве финишной операции поверхность изделия подвергают ультразвуковой упрочняющей обработке.
Результаты испытаний сведены в таблицу 1.
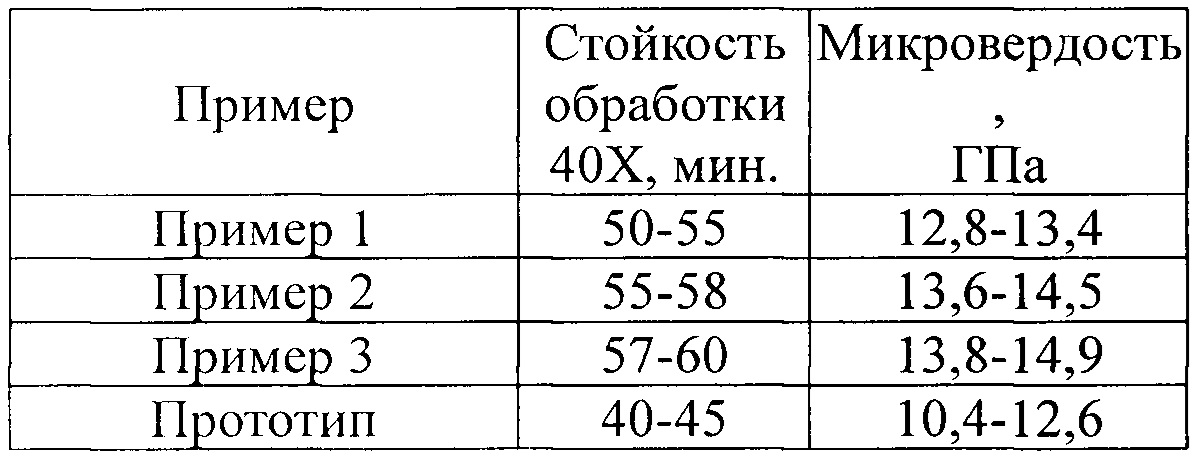
Анализ данных представленных в таблице, позволяет сделать вывод о том, что получаемое износостойкое покрытие на шнековых сверлах по предлагаемому способу по сравнению с прототипом обеспечивает более высокие значения микротвердости рабочей поверхности шнекового сверла, и как следствие повышение стойкости сверла.
Таким образом, совокупность заявляемых признаков позволяет достичь поставленный технический результат.
Способ определения площадей поверхностей металлических дисков при различной их энергоемкости в дисково-колодочных тормозных устройствах
Устройство для охлаждения пар трения ленточно-колодочного тормоза
Система и способ охлаждения пар трения ленточно-колодочного тормоза
Устройство для измерения плотности сыпучих тел
Установка для сепарирования нефти
Устройство для изготовления ротора самотормозящегося асинхронного электродвигателя
Способ повышения износостойкости изделий из твердых сплавов
Способ азотирования изделия из стали в плазме тлеющего разряда
Состав для производства сахарного печенья функционального назначения
Способ производства фитосоуса
Способ получения керамической пластины для режущего инструмента
Способ строгания бронзовой плиты
Способ изготовления полой цилиндрической заготовки
Способ получения износостойкого покрытия режущего инструмента
Установка для получения детали из металлического порошкового материала
Способ изготовления детали из металлического порошкового материала
Установка для получения детали из металлического порошкового материала
Способ изготовления детали из металлического порошкового материала
Способ заточки шнекового сверла
Способ получения покрытия на поверхности детали из цветных металлов

