Результат интеллектуальной деятельности: Установка для получения детали из металлического порошкового материала
Вид РИД
Изобретение
Изобретение относится к оборудованию для получения детали методом селективного лазерного спекания с применением поверхностно-пластического деформирования и точечной контактной сварки.
Известны различные аналоги установок для получения деталей из металлического порошкового материала с применением лазерной технологии, спекающие (сплавляющие) детали из порошков, и состоящие, в основном, из лазерно-оптической системы, рабочей камеры с вертикально подвижным столом, механизмов вертикальной подачи порошка из бункера-питателя и горизонтальной подачи порошка в рабочую камеру с последующим выравниванием ножами или валиками и спеканием каждого его слоя, с системами вакуумирования. очистки и защиты газовой среды, системой управления и т.д. (установки моделей «Phenix 250» (Франция).EOSINTS 750 (Германия), Concept М2 (Германия), патент US №6215093 В1, опубл. 10.04.2001).
Недостатком данных установок является низкое качество послойного формирования детали, в виду низкой эффективности уплотнения слоев при помощи ролика перед лазерной обработкой, зависящей от плотности и пористости формируемого слоя. Низкая плотность и высокая пористость приводит к неполному оплавлению металлического порошка находящегося на нижней поверхности сформированного слоя и снижает прочность детали в направлении вдоль формирования детали и приводит к анизотропии физико-механических свойств. Увеличение мощности лазера при лазерной обработке или времени воздействия приводит к выгоранию частиц на верхней поверхности сформированного слоя металлического порошкового материала, что делает невозможным получения детали из металлического порошкового материала с применением лазерной технологии. Также в результате низкой плотности и высокой пористости формируемого слоя металлического порошкового материала перед лазерной обработкой приводит усадке слоя при воздействии лазером, что отражается на погрешности формы и размеров, а также на высокой шероховатости получаемой детали.
В качестве прототипа взят патент US №20090206065 А1 опубл. 20.08.2009. Установка для формирования детали содержит камеру, в верхней части которой установлены оптическая система и механизм лазерной обработки, в нижней части размещена станина, с расположенными на ней системой осаждения металлического порошкового материала, содержащей ролик, два контейнера для сбора металлического порошкового материала и два питателя для подачи металлического порошкового материала, и строительной платформой, выполненной с возможностью поступательного перемещения в вертикальном направлении и расположенной между питателями системы осаждения металлического порошкового материала.
Недостатком данных установок является низкое качество послойного формирования детали, в виду низкой эффективности уплотнения слоев при помощи ролика перед лазерной обработкой, зависящей от плотности и пористости формируемого слоя. Низкая плотность и высокая пористость приводит к неполному оплавлению металлического порошка находящегося на нижней поверхности сформированного слоя и снижает прочность детали в направлении вдоль формирования детали и приводит к анизотропии физико-механических свойств. Увеличение мощности лазера при лазерной обработке или времени воздействия приводит к выгоранию частиц на верхней поверхности сформированного слоя металлического порошкового материала, что делает невозможным получения детали из металлического порошкового материала с применением лазерной технологии.
При формировании слоя детали посредством ролика происходит уплотнение металлического порошкового материала, однако ввиду недостаточности прилагаемых усилий на ролик, получаемый слой характеризуется невысокой плотностью и высокой пористостью, и дальнейшая лазерная обработка приводит к его усадке, что не позволяет обеспечить необходимую точность геометрических форм и размеров.
Задачей изобретения является усовершенствование установки для получения детали из металлического порошкового материала, позволяющее повысить качество послойного формирования детали и обеспечить формирование детали с высокими физико-механическими, прочностными свойствами,
Техническим результатом является повышение межслойной когезионной прочности, обеспечение изотропии физико-механических свойств, а также повышение чистоты и точности геометрических форм и размеров получаемой детали.
Технический результат достигается тем, что установка для получения детали из металлического порошкового материала содержит камеру, в верхней части которой установлен механизм лазерной обработки с оптической системой, а в нижней части - станина с расположенной на ней строительной платформой, выполненной с возможностью поступательного перемещения в вертикальном направлении, при этом она содержит размещенный с одной стороны строительной платформы манипулятор со встроенной горелкой высокоскоростного газопламенного напыления для нанесения слоев детали из металлического порошкового материала на строительную платформу, при этом строительная платформа выполнена из материала-магнетика для обеспечения фиксации напыленных слоев из металлического порошкового материала, а механизм лазерной обработки выполнен с возможностью вырезания контура детали в слое металлического порошкового материала и оплавления металлического порошкового материала внутри контура детали в слое.
При формировании детали путем послойного аддитивного наращивания на физико-механические и прочностные свойства формируемой детали влияет плотность, наносимого на платформу, металлического порошкового материала. При выравнивании и уплотнении металлического порошкового материала усилие ролика невелико и не позволяет значительно уменьшить пористость слоя, а при дальнейшей лазерной обработке приводит к усадке формируемого слоя, что снижает точность формирования геометрических форм и размеров формируемой детали. Также при лазерной обработке происходит оплавление частиц металлического порошкового материала вдоль контура формируемого слоя, что также снижает точность формирования геометрических форм и размеров формируемой детали.
В результате воздействия лазера поры снижают эффективность нагрева частиц находящихся ниже, чем поверхностные частицы и чем глубже частицы находятся от поверхности в формируемом слое, тем ниже эффективность воздействия лазера благодаря порам, В результате чего возможно неполное оплавления глубинных частиц, что приводит к сниженным физико-механическим характеристикам получаемой детали в частности речь идет о межслойной когезионной прочности вдоль направления формирования детали. В свою очередь повышение мощности лазерного луча воздействующего на поверхность формируемого слоя может привести к тому что будет происходить выгорание поверхностных частиц, что значительно ухудшит геометрические и физико-механические характеристики получаемой детали или вообще не позволит получить деталь данным способом.
Дополнительная установка с одной стороны строительной платформы манипулятора со встроенной горелкой высокоскоростного газопламенного напыления, сообщенной через шланги посредством блока управления с газовыми баллонами, обеспечит возможность высокоскоростного газопламенного напыления металлического порошкового материала на платформу, выполненную из материала-магнетика, что позволит повысить плотность, получаемого слоя, до его обработки лазером, за счет снижения пористости слоя и сплавления частиц металлического порошкового материала между собой. Таким образом, появляется необходимость не сплавлять частицы по контуру формируемой детали, а вырезать лазерным лучом контур формируемой детали. Дальнейшая обработка вырезанного слоя лазерным лучом повторно способствует оплавлению частиц металлического порошкового материала в сформированном слое, что значительно повысит точность формы (геометрических размеров) и чистоту поверхности получаемых слоев детали и самой детали в целом.
При этом снижение пористости слоев позволяет снизить усадку после обработки лазерным лучом, за счет оплавления частиц порошкового материала вдоль контура формируемого слоя и детали в целом, что повышает точность геометрических форм и размеров получаемой детали.
При этом эффективность оплавления лазером становиться выше благодаря высокой плотности частиц в сформированном слое и, зависящий от глубины, градиент температуры при нагреве поверхности сформированного слоя лазером становиться меньше, да и напыляемые поверх предыдущих слои, уже на этапе напыления имеют начальное значение (когезии) сцепления. Таким образом, за счет повышения когезионной прочности вдоль направления формирования детали, происходит повышение физико-механических свойствах получаемой детали.
Таким образом, необходимо повысить плотность получаемого слоя порошкового материала до его обработки лазером. Для этого предложено предварительно напылять на магнитную платформу металлический порошковый материал методом высокоскоростного газопламенного напыления, который после напыления будет иметь низкую пористость и частицы порошкового материала уже на данном этапе будут сплавлены между собой. Таким образом появляется необходимость не сплавлять частицы по контуру формируемой детали а вырезать лазерным лучом контур формируемой детали, что значительно повысит точность формы (геометрических размеров) и чистоту поверхности получаемых слоев детали и самой детали в целом, после этого происходит обработка вырезанного слоя лазерным лучом повторно оплавляя частицы порошкового материала в сформированном слое, что становиться гораздо эффективнее благодаря сниженной пористости сформированного слоя. А в результате низкой пористости усадка после обработки лазерным лучом становиться значительно ниже, что значительно повышает точность формы (геометрических размеров) получаемой детали и чистоты поверхности. Эффективность оплавления лазером становиться выше благодаря высокой плотности частиц в сформированном слое и градиент температуры при нагреве лазером в зависимости от глубины от поверхности сформированного слоя становиться меньше да и напыляемые слои поверх предыдущих после напыления уже на этапе напыления имеют начальное значение (когезии) сцепления сформированных слоев и напыляемых поверх слоев в результате чего удается значительно повысить физико-механические свойства получаемой детали за счет повышения когезионной прочности вдоль направления формирования детали.
Необходимость использования магнитной платформы обусловлено тем, что в результате напыления на предыдущие слои струя газа может сдвинуть сформированные слои и в таком случае формирование детали становиться невозможным или полученные геометрические характеристики детали не будут соответствовать заданным, поэтому появляется необходимость фиксации формируемых из металлического порошкового материала слоев с определенным значением усилий, которое можно добиться за счет магнитного поля.
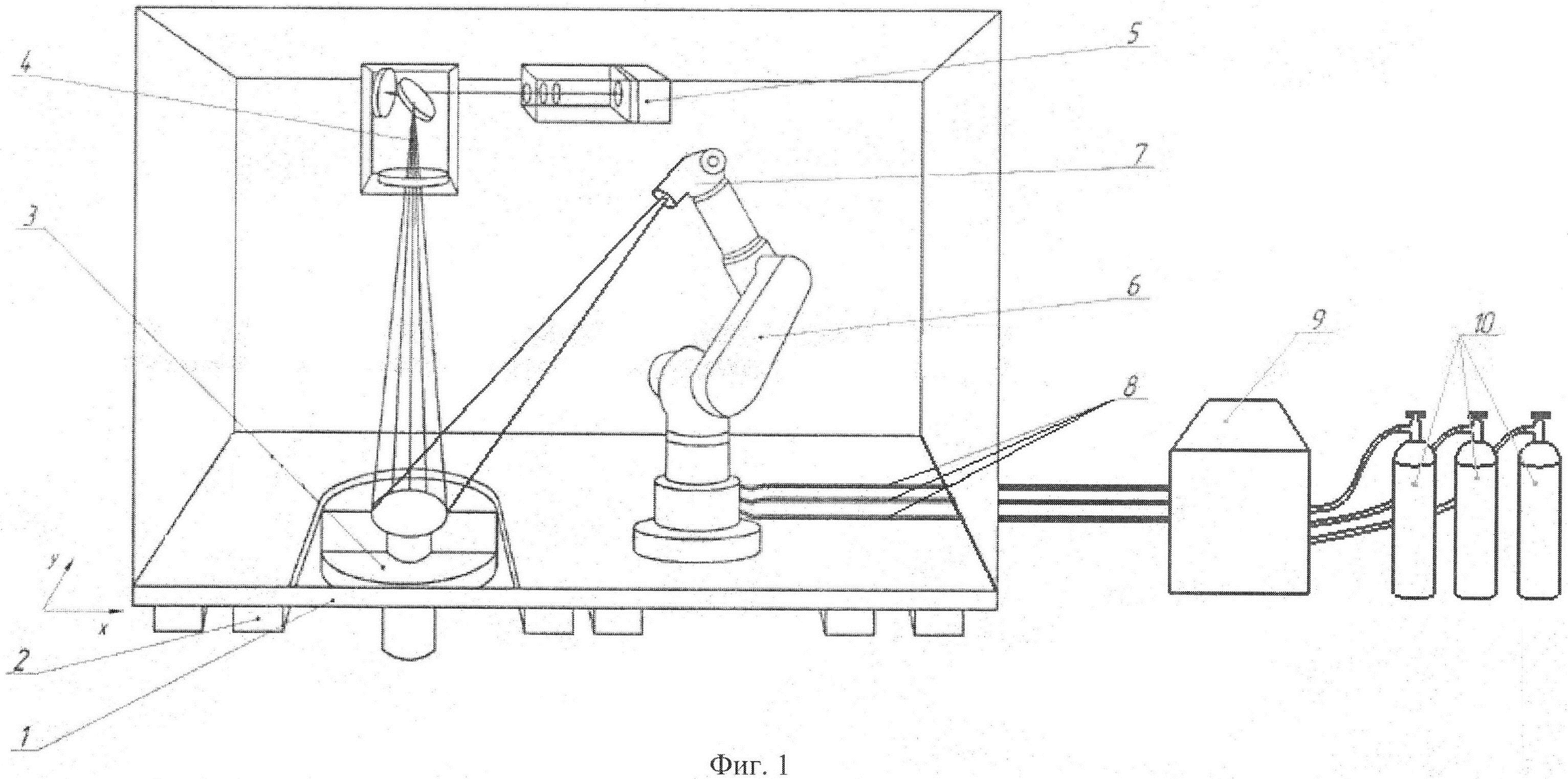
На фиг. 1 изображена установка для получения детали из металлического порошкового материала, которая состоит из камеры 1, станины 2 размещенной в камере 1, строительной платформы 3, расположенной в станине 2 с возможностью поступательного перемещения в вертикальном направлении, механизма лазерной обработки 5 и оптической системы 4, смонтированных в верхней части камеры 1 таким образом, чтобы оптическая система 4 была расположена над строительной платформой 3. манипулятора 6 установленного на станину 2 имеющего горелку 7 для высокоскоростного газопламенного напыления, которая по средством шлангов 8 через блок управления 9 сообщена с газовыми баллонами 10.
Установка для получения деталей из металлического порошкового материала работает следующим образом: выполненную с возможностью поступательного перемещения в вертикальном направлении строительную платформу 3, установленную на станине 2, расположенной в камере 1, отпускают на величину формируемого сдоя.
Затем осуществляют нанесение слой изготавливаемой детали, толщиной равной величине, на которую отпускают строительную платформу 3, путем высокоскоростного газопламенного напыления с помощью горелки 7, в которую металлический порошковый материал доставляют по шлагам 8 посредством блока управления 9, из сообщенных с ним баллонов 10.
После чего в механизме лазерной обработки 5, расположенном в верхней части камеры 1, генерируют лазерный луч, который направляют в оптическую систему 4, расположенную в верхней части камеры 1 над строительной платформой 3. При помощи сгенерированного лазерного луча по заданной программе вырезают контур слоя детали, а затем осуществляют оплавку металлического порошкового материала внутри контура слоя детали. Получение последующих слоев осуществляют аналогичным образом до завершения процесса формирования детали.
Установка для получения детали из металлического порошкового материала, содержащая камеру, в верхней части которой установлен механизм лазерной обработки с оптической системой, а в нижней части - станина с расположенной на ней строительной платформой, выполненной с возможностью поступательного перемещения в вертикальном направлении, отличающаяся тем, что она содержит размещенный с одной стороны строительной платформы манипулятор со встроенной горелкой высокоскоростного газопламенного напыления для нанесения слоев детали из металлического порошкового материала на строительную платформу, при этом строительная платформа выполнена из материала-магнетика для обеспечения фиксации напыленных слоев из металлического порошкового материала, а механизм лазерной обработки выполнен с возможностью вырезания контура детали в слое металлического порошкового материала и оплавления металлического порошкового материала внутри контура детали в слое.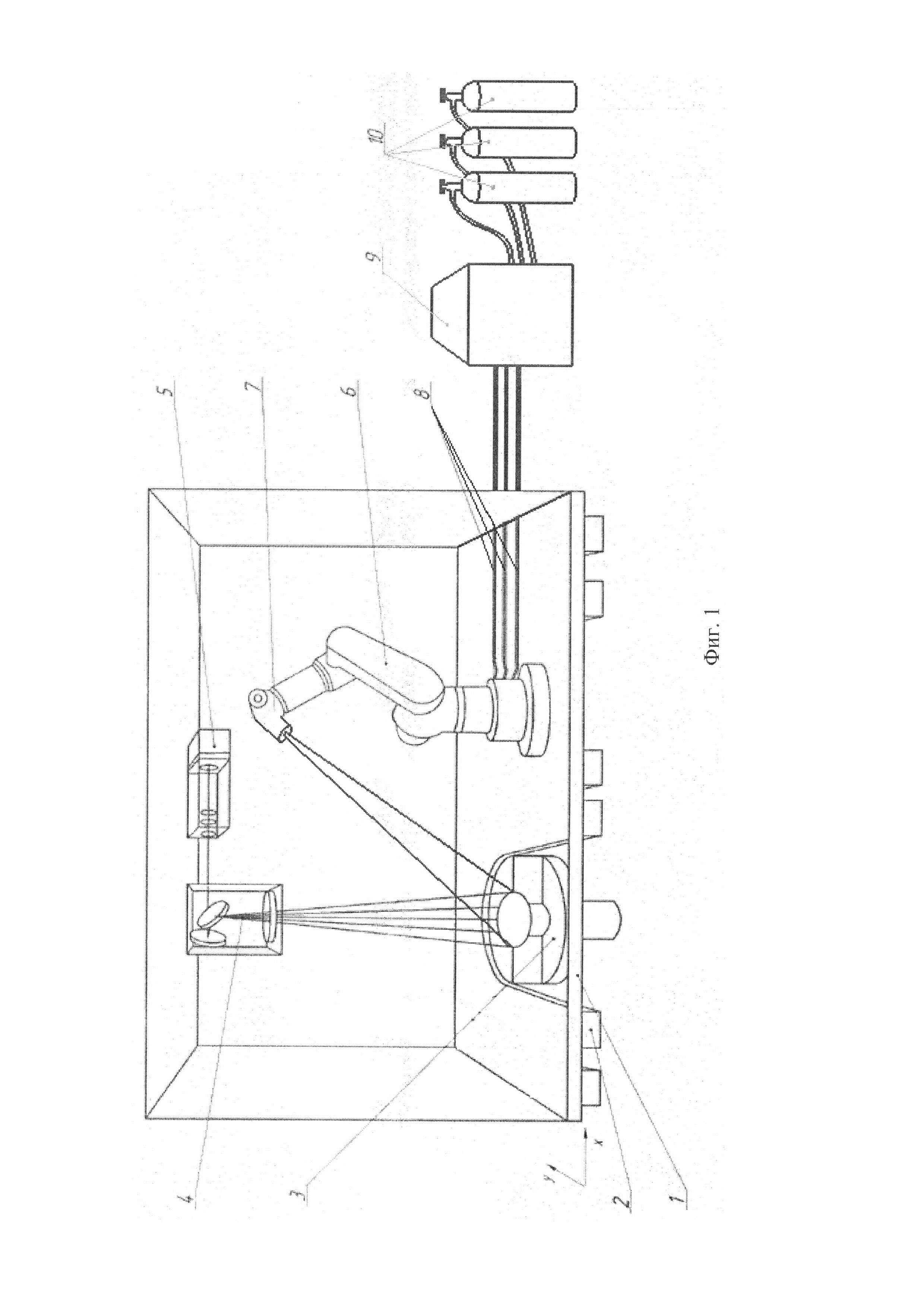
Способ определения погрешности геодезических приборов за неправильность формы цапф и боковое гнутие зрительной трубы
Вафельное изделие функционального назначения
Устройство для вычисления функции arctg(y/x)
Способ производства хлебобулочных изделий
Способ производства кексов
Способ приготовления хлеба из ржаной или из смеси ржаной и пшеничной муки
Состав теста для производства кексов
Кондитерская смесь для производства персипана
Начинка маковая для кондитерских изделий
Способ производства фитнес-батончиков
Установка для получения наноструктурированных покрытий из материала с эффектом памяти формы на цилиндрической поверхности деталей
Способ получения наноструктурированных покрытий с эффектом памяти формы на стали
Технологическая вакуумная установка для получения наноструктурированных покрытий из материала с эффектом памяти формы на поверхности детали
Лопастной насос
Устройство для формирования на поверхности полых деталей наноструктурированных покрытий с эффектом памяти формы
Способ получения наноструктурированных покрытий титан-никель-цирконий с эффектом памяти формы
Способ получения высокотемпературного многослойного композита на металлической поверхности
Способ получения многослойных композитных покрытий
Способ получения наноструктурированных покрытий титан-никель-гафний с высокотемпературным эффектом памяти формы на стали
Способ восстановления рабочей поверхности стенок кристаллизатора

