Результат интеллектуальной деятельности: Способ электроэрозионной обработки поверхности молибдена
Вид РИД
Изобретение
Изобретение относится к электроэрозионной обработке поверхности металлов и сплавов, используемой для повышения твердости, жаропрочности и коррозионной стойкости деталей машин.
В тексте патента используются термины и определения установленные ГОСТ Р МЭК 60974-1-2012 «Оборудование для дуговой сварки. Часть 1. Источники сварочного тока» и ГОСТ 25331-82 «Обработка электроэрозионная. Термины и определения».
Электроэрозионная обработка поверхности - процесс, основанный на разрушении электрода (анода) при искровом разряде и переносе продуктов эрозии на поверхность изделия, служащего катодом. Известны две схемы процесса: а) перенос материала происходит в виде очень мелких капель с кратковременным замыканием искрового промежутка и физическим контактом анода на изделие, и б) с постоянным (фиксированным) зазором между электродами. Вибрация легирующего электрода с периодическим контактом с поверхностью изделия облегчает ведение процесса, а поддержка постоянного межэлектродного зазора требует сложной автоматики. Широкое распространение получила первая схема, хотя, стоит заметить, что современное развитие высокодинамичных автоматизированных систем, например, линейных серводвигателей, нивелирует сложность регулировки межэлектроного зазора. Электроэрозионная обработка поверхности характеризуется: а) высокой адгезией материала анода с поверхностью обрабатываемого изделия; б) локальной обработкой поверхности с минимальной зоной термического влияния; в) относительной простотой реализации; г) отсутствием жестких требований к подготовке поверхности перед нанесением и д) высокой надежностью оборудования.
Характерным недостатком электроэрозионной обработки является увеличение шероховатости поверхности обрабатываемого изделия, причем, чем больше энергия электрического разряда при электроэрозионной обработке, тем больше шероховатость. Увеличение шероховатости, в свою очередь, влечет за собой рост площади поверхности теплообмена, что и было положено авторами в основу изобретения для оребрения трубы теплообменника способом электроэрозионного легирования поверхности [Тарельник В.Б., Марцинковский В.С., Тарельник Н.В., Коноплянченко Е.В. // Патент РФ №2615096.03.04.2017. Бюл. №10] - аналог. Без дополнительной обработки для снижения шероховатости поверхности методами поверхностно-пластического деформирования в частности безабразивной ультразвуковой финишной обработки, предложенный способ электроэрозионной обработки не пригоден для создания износостойких покрытий с низкой шероховатостью (Ra=0,08-0,4 мкм), используемых в парах трения, в деталях и узлах газо- и гидродинамических установок. Применение шлифовки после электроэрозионной обработки не представляется возможным, так как в данном случае удаляется 50-100 мкм поверхностного слоя, причем слоя с наибольшей твердостью.
Известен способ электроэрозионной обработки поверхности [А.Е. Кудряшов, Д.Н. Лебедев, А.Ю. Потанин, Н.В. Швындина, И.В. Сухорукова, Д.В. Штанский, Е.А. Левашов. / Кинетика осаждения, структура и свойства электроискровых покрытий Cr-Al-Si-B на жаропрочном никелевом сплаве. // Известия вузов. Порошковая металлургия и функциональные покрытия. - 2015. - №4. - С. 59-70.] -аналог. Авторами установлен оптимальный высокочастотный режим электроэрозионной обработки: энергия импульса Е=0,048 Дж, ток искрового разряда I=120 А при напряжении U=20 В, частота следования импульсов f=3200 Гц, длительность импульса т=20 мкс, характеризующийся минимальной эрозией катода при удовлетворительной скорости осаждения покрытий и относительно низкой шероховатостью (при толщине покрытия 15-25 мкм шероховатость Ra варьируется от 3 до 8,5 мкм при исходной шероховатости образца Ra=0,38 мкм). В работах других авторов, например, [Игнатенко Э.П., Верхотуров А.Д., Маркман М.З. / Формирование поверхностного слоя при электроискровом легировании легкоплавкими металлами // Электронная обработка материалов. - 1979. - №3. - С. 26-29.] установлено, что воздействие на поверхность электродов единичных искровых импульсов приводит к образованию лунок на аноде и катоде. Несмотря на одинаковое число искровых импульсов, воздействующих на поверхность электродов с одинаковой энергией, характер изменения массы последних различен: в режиме единичных импульсов всегда отмечалось уменьшение массы анода и катода, а в случае непрерывной подачи импульсов уменьшение массы у анода и повышение у катода. Приведенные экспериментальные данные объясняются тем, что в газовой среде вблизи электродов происходят чрезвычайно сложные процессы при возникновении разряда [Грановский В.Л. Электрический ток в газе. Установившийся ток./ под ред. Л.А. Сена и В.Е. Голанта. М., Наука, 1971.]. В частности, из-за негативного влияния пинч-эффекта (сжатие канала дугового разряда, вызванное силами магнитодинамической природы, зависящими от силы тока) в прикатодной области разряда возникают потоки плазмы, направленные от электрода, препятствующие осаждению легирующего материала. При токах разряда выше критических значений (50-100 А) катодный депозит образуется с большим трудом и наблюдается эрозия катода. По этой причине, получение износостойких покрытий с низкой шероховатостью (Ra=0,08-0,4 мкм) в известном способе электроэрозионной обработки поверхности при токах 120 А невозможно при любой длительности и частоте следования импульсов, что и наблюдается в ухудшении шероховатости поверхности в десятки раз по сравнению с исходной.
Известен способ цементации стальных деталей электроэрозионным легированием [Марцинковский В.С., Тарельник В.Б., Братущак М.П. // Патент РФ №2468899.10.12.2012 Бюл. №34] - прототип. Задача изобретения - снижение шероховатости поверхности стальных деталей после процесса цементации электроэрозионным легированием с сохранением качества поверхностного слоя: отсутствие микротрещин, наличие слоя повышенной твердости, 100% сплошность. Технический результат достигается за счет того, что последующее электроэрозионное легирование поверхности детали выполняют поэтапно тем же графитовым электродом, что и цементацию, при этом на каждом последующем этапе снижают энергию разряда режима электроэрозионного легирования. Наилучший результат по снижению шероховатости поверхности до значений Ra=0,8-0,9 мкм достигается при следующих режимах электроэрозионной обработки: энергия разряда Е=0,1 Дж, производительность 2 мин/см2. Процесс цементации стальных деталей электроэрозионным легированием проводили на открытом воздухе с физическим контактом анода на изделие при значениях тока, ведущих к эрозии катода (детали), что категорически неприемлемо для создания функциональных покрытий из карбида молибдена Мо2С с низкой шероховатостью (Ra=0,08-0,4 мкм).
Задачей настоящего изобретения является разработка способа электроэрозионной обработки поверхности деталей из молибдена графитовым анодом для получения функциональных покрытий из карбида молибдена Мо2С с шероховатостью не хуже Ra=0,08-0,4 мкм.
Технический результат достигается тем, что процесс электроэрозионной обработки поверхности проводят высоковольтной электрической дугой высокого давления в атмосфере водорода с фиксированным зазором между электродами и жесткой внешней характеристикой источника тока, причем скважность импульсов варьируется в зависимости от заданной шероховатости покрытия из карбида молибдена Мо2С.
При карбидизации тугоплавких металлов и сплавов, имеющих большое сродство к кислороду (вольфрам, молибден), для получения достаточно чистых по составу карбидных покрытий необходимо использовать защитные газовые смеси, не содержащие кислорода и его соединений [Самсонов Г.В., Эпик Л.П. / Тугоплавкие покрытия. // Изд. 2-е, пер. и доп. М. - «Металлургия». - 1973.]. В качестве защитного и плазмообразующего газа наиболее дешевым с экономической точки зрения и эффективным с термодинамической является использование водорода.
Из уровня техники известно, что использование электроэрозионной обработки поверхности с физическим контактом анода на изделие при токах 100-120 А даже с минимальной энергией импульса Е=0,05-0,1 Дж не может обеспечить шероховатость поверхности лучше, чем Ra=0,8-0,9 мкм. Поэтому в предлагаемом способе была выбрана схема процесса с фиксированным зазором между электродами, для того, чтобы однозначно исключить влияние пинч-эффекта на процесс обработки, ток разряда был снижен в 100 раз, по сравнению с прототипом, и варьировался в диапазоне 0,5-1 А. Напряжение между катодом и анодом было выбрано 2000 В, исходя из подводимой мощности (от 1 до 2 кВт), для достижения типовых значений производительности процесса 1-5 мин/см2. Источник тока имеет жесткую внешнюю характеристику. Во избежание поражения оператора электрическим током, частота следования импульсов выбрана 60 кГц - выше рекомендованного порогового значения 50 кГц [А.Г. Качалов В.В. Наумов / Основы электробезопасности. Методические материалы для работников охраны труда и ответственных за электрохозяйство. 3-е издание. // Издательство УПЦ «Талант» - 2003]. На фиг. 1 представлен график, поясняющий характер следования импульсов и их скважность (ϕа=2000 В - потенциал анода; ϕк=0 В - потенциал катода). Изменяя скважность импульсов (S) можно регулировать скорость массопереноса материала анода и контролировать шероховатость поверхности катода. На графике цифрами обозначены возможные режимы разряда, при которых: (1) S=1,1; (2) S=2; (3) S=10.
На фиг. 1 представлен график, поясняющий характер следования импульсов и их скважность.
На фиг. 2 представлено изображение рельефа поверхности, полученное с помощью атомно-силовой микроскопии.
Способ электроэрозионной обработки поверхности детали из молибдена (катод) с исходной шероховатостью после токарной обработки Ra=50-100 при использовании анода из графита в атмосфере водорода при давлении 0,1 МПа характеризуется следующими примерами.
Пример 1. Ток дугового разряда I=1 А, напряжение между электродами U=2000 В, межэлектродный зазор δ=2 мм, скважность импульсов S=1,1. Наблюдается активная эрозия анода с получением катодного депозита и карбидизацией Мо2С поверхности детали из молибдена. После электроэрозионной обработки шероховатость поверхности снизилась до значений Ra=0,8 мкм.
Пример 2. Ток дугового разряда I=0,5 А, напряжение между электродами U=2000 В, межэлектродный зазор δ=2 мм, скважность импульсов S=2. Эрозия анода снижается, производительность процесса карбидизации Мо2С поверхности молибденового изделия замедляется, шероховатость поверхности после обработки Ra=0,4 мкм.
Пример 3. Ток дугового разряда I=0,8 А, напряжение между электродами U=2000 В, межэлектродный зазор δ=2 мм, скважность импульсов S=10. Наблюдается выглаживание поверхности катода с «залечиванием» лунок и эрозией наростов, производительность процесса карбидизации Мо2С минимальна, шероховатость поверхности стремится к значению Ra=0,08 мкм. На фиг. 2 представлено изображение рельефа поверхности, полученное с помощью атомно-силовой микроскопии (Solver Р-47, NT-MDT).
Таким образом, предложенный способ электроэрозионной обработки является перспективным для создания покрытий на поверхности деталей из тугоплавких металлов, используемых в парах трения, в деталях и узлах газо- и гидродинамических установок.
Способ получения покрытия из карбида молибдена на детали из молибдена, включающий электроэрозионную обработку детали высоковольтной электрической дугой высокого давления в атмосфере водорода с фиксированным зазором между электродами, при которой в качестве катода используют обрабатываемую деталь, а в качестве анода - легирующий электрод из графита, при этом обработку осуществляют при напряжении 2000 B, токе разряда 0,5-1 А с частотой следования импульсов 60 Гц, причем путем изменения скважности импульсов контролируют шероховатость получаемого покрытия из карбида молибдена.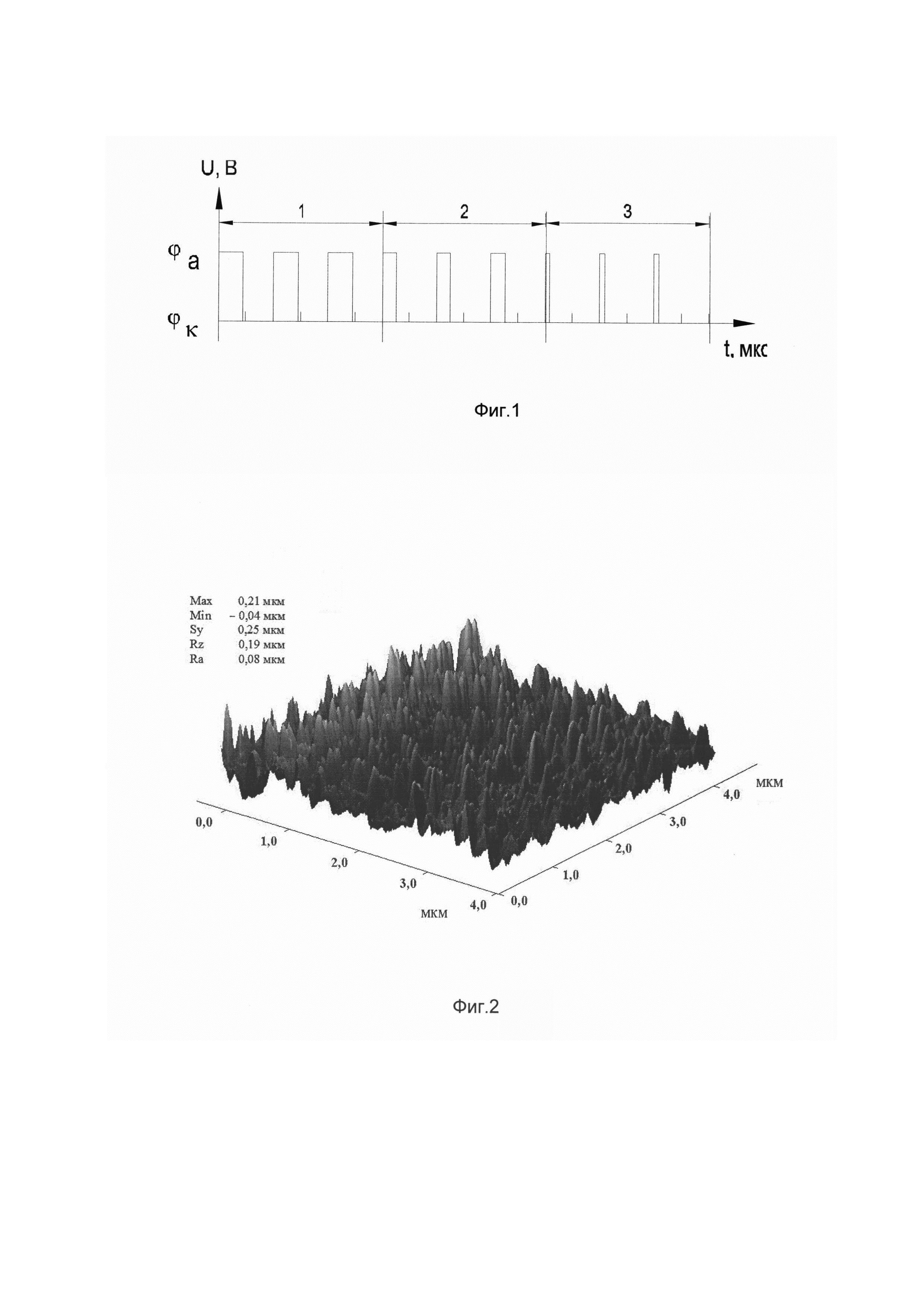
Электрод для дуговой плавки металлов
Способ обнаружения шумящих в море объектов
Способ автоматической классификации
Ключевое устройство (варианты)
Способ получения информации о шумящих в море объектах
Способ производства литой мишени для магнетронного распыления из сплава на основе молибдена
Способ производства литой мишени из сплава на основе тантала для магнетронного распыления
Способ внутриволноводной терагерцовой интерферометрии и сапфировая ячейка для его реализации
Способ получения составной мишени для распыления из сплава вольфрам-титан-кремний
Способ получения составной мишени для распыления из сплава вольфрам-титан-рений
Способ легирования кристаллов сульфида цинка железом или хромом
Способ синтеза шпинели ganbse
Осевой неразгруженный компенсатор
Сверхпроводящая цепь с эффектом близости
Сверхпроводящая цепь с эффектом близости
Опора тигля для выращивания кристаллов
Электродуговой способ получения слитков timnal
Электродуговой способ получения прецизионного сплава timnal

