Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО ЗАМКНУТОГО КОЛЬЦЕВОГО ВЫСОКОТЕМПЕРАТУРНОГО УПЛОТНЕНИЯ ВАЛА
Вид РИД
Изобретение
Изобретение относится к области уплотнительной техники и представляет собой способ изготовления гибкого замкнутого кольцевого высокотемпературного уплотнения вала механизма, работающего в высокотемпературном окислительном (в частности - воздушном) газовом потоке, и может быть использовано для уплотнения подвижных и фланцевых соединений в ракетно-космической, авиационной и других отраслях промышленности.
На практике минимизация протока газов между сопрягаемыми поверхностями деталей обеспечивается помещением в зазор (стык) между ними некоторого элемента (уплотнения), обладающего эластичностью, которая обеспечивает достаточную его упругую деформацию при сопряжении деталей уплотняемого соединения. В качестве уплотнений в технике в подавляющем числе случаев за счет доступности сырья и относительной легкости формообразования (прессование или литье под давлением) используются резинотехнические изделия различных конфигураций. Однако при создании специальной техники возникает необходимость минимизации протока между контактирующими деталями смеси газов с температурой от 1000°С до 1500°С. Температуры же начала термического разложения всех материалов, обладающих достаточной для целей уплотнения стыков эластичностью, не превышают 500°С. Возможным решением в этом случае является применение уплотнения в виде несплошной пространственной структуры из волокнистых материалов, которые при указанных температурах не подвержены термической деструкции (окислению) или плавлению. В этом случае минимизация протока к валу осуществляется за счет динамического торможения горячего газового потока, обусловленного несплошной структурой уплотнения. При сопряжении уплотняемых поверхностей, всегда осуществляемом с некоторым усилием, происходит плотное прилегание уплотнения к контактирующим поверхностям и обратимое сдавливание (уменьшение размеров) внутренних пустот, что придает такому уплотнению квазиэластичные свойства. Однако термостойкие волокнистые материалы не обладают достаточной эластичностью, поэтому для обеспечения эластичности высокотемпературного уплотнения в целом необходимо создать технологию его изготовления из таких материалов.
Известно (US №3646846 А1, публ. 07.03.1972) уплотнение, выполненное в виде волокнистой плетеной основы, пропитанной смазочным материалом. Недостатком этого технического решения является низкая теплостойкость смазки, не обеспечивающая работу уплотнения при температурах выше +250°С.
Для устранения указанного недостатка предложен (JP №6027546 В4, публ. 13.04.1994; US №5605341 А1, публ. 25.02.1997; RU №2108511 С1, публ. 10.04.1998; RU №2258856 С1, публ. 20.08.2005; RU №2271488 С1, публ. 10.03.2006; RU №2491464 С1, публ. 15.06.2012) ряд конструкций, в которых в качестве уплотнительного элемента использован расширенный (терморасширенный) графит («графлекс»), обладающий заметно более высокой термостойкостью. Однако при температурах более +(500-600)°С в воздушной среде графит заметно окисляется с переходом в газообразное состояние.
Наиболее близким к предлагаемому решению, принятое за ПРОТОТИП, является RU №2269048 С1 (публ. 27.01.2006), в котором в качестве материала уплотнительного элемента предлагается волокнистое, или ленточное, или тканное термостойкое изделие, изготовленное в том числе из относительно термостойких в воздушной среде базальтовых волокна или ткани. Но базальтовое волокно имеет температуру плавления +(1100-1150)°С, что не позволяет обеспечить работоспособность уплотнения в диапазоне +(1200-1500)°С. Помимо этого, в этом случае изделие выполняется в виде ленты, что при изготовлении замкнутых (кольцевых и т.д.) уплотнений влечет необходимость разработки и изготовления соединительных элементов соответствующих типоразмеров. Наличие же стыка в уплотнении снижает его технологичность и, как правило, надежность.
Задачей заявляемого изобретения является повышение интервала рабочих температур уплотнения гибкого замкнутого кольцевого высокотемпературного уплотнения вала за счет изготовления уплотнения в виде пространственной несплошной структуры из волокнистых материалов, не плавящихся в интервале температур 1200-1500°С и повышение его надежности и технологичности за счет отсутствия стыков
Поставленная задача решается тем, что:
В известном способе изготовления гибкого замкнутого кольцевого высокотемпературного уплотнения, заключающемся в продольно-поперечной намотке его жгутом в виде пространственной структуры, жгут выполняют из крученых стойких к окислению термостойких нитей с температурой плавления не менее 1200-1500°С, скручивая 50-60 нитей с частотой 90-100 круток на погонный метр в шнур в направлении, противоположном крутке исходной нити, затем два шнура объединяют в блок, который с частотой 30-50 круток на погонный метр скручивают в направлении, противоположном направлению скрутки шнура, затем четыре блока с частотой 30-50 круток на погонный метр скручивают в жгут в направлении, противоположном направлению скрутки блока, из полученного жгута продольной намоткой изготавливают кольцевой сердечник уплотнения, оставляя начало жгута свободным, затем тем же жгутом в один слой виток к витку осуществляют при усилии натяжения жгута 8-20 Н в направлении намотки сердечника поперечную намотку наружной оболочки уплотнения, после 3-4 витков наружной оболочки начало жгута и начальную часть первого витка сердечника, длина которой соответствует длине уже намотанной части наружной оболочки, извлекают из-под нее и снова оставляют свободным, после чего продолжают намотку наружной оболочки до плотного контакта ее последнего витка с первым, после этого ходовой конец жгута распускают на примерно равные части, располагают их равномерно по периметру поперечного сечения уплотнения, каждую часть пропускают в направлении намотки сердечника под 3-4 витками наружной оболочки, затем несколько раз продевают ее через полученное уплотнение для закрепления и обрезают начало и конец жгута.
Изобретение поясняется (без соблюдения масштаба) графически:
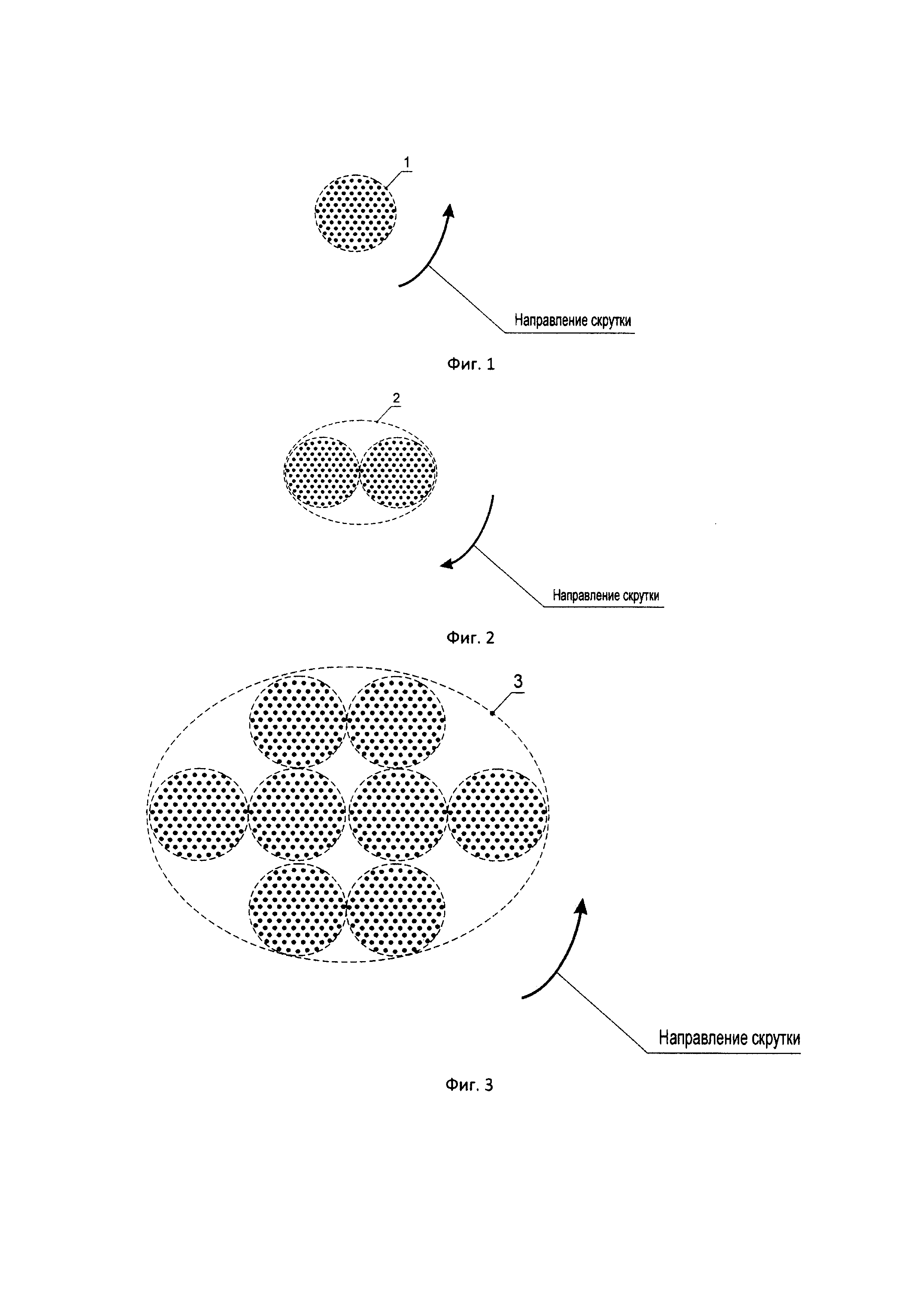
Фиг. 1 Поперечное сечение шнура 1
Фиг. 2 Поперечное сечение блока 2
Фиг. 3 Поперечное сечение жгута 3
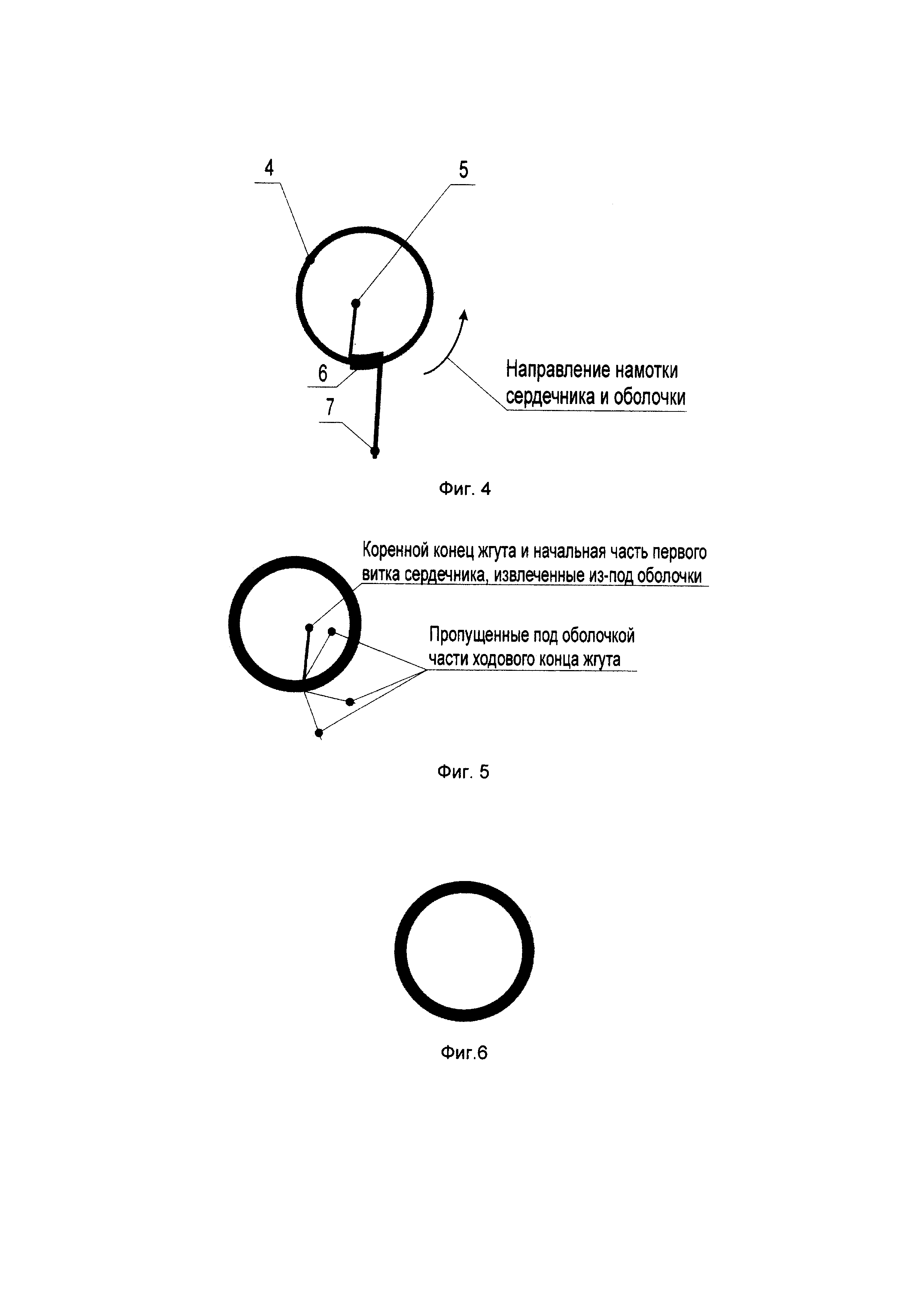
Фиг. 4 Начало намотки наружной оболочки (поперечная намотка)
Поз. 4 - Кольцевой сердечник
Поз. 5 - Коренной конец (начало) жгута 3
Поз. 6 - Намотанная часть наружной оболочки
Поз. 7 - Ходовой конец жгута 3
Фиг. 5. Заготовка уплотнения после извлечения коренного конца жгута и распущенного ходового конца жгута из-под наружной оболочки.
Фиг. 6. Готовое изделие (после удаления начала и конца жгута)
Изготовление уплотнения вала производится следующим образом:
- исходные 50-60 крученых кварцевых плотностью 110-150 текс или кремнеземных плотностью 150-190 текс нитей скручивают с частотой 90-100 круток на погонный метр в шнур 1 (фиг. 1) в направлении, противоположном крутке исходной нити, затем два шнура объединяют в блок 2 (фиг. 2), который с частотой 30-50 круток на погонный метр скручивают в направлении, противоположном направлению скрутки шнура 1, затем четыре блока с частотой 30-50 круток на погонный метр скручивают в жгут 3 (фиг. 3) в направлении, противоположном направлению скрутки блока 2;
- из полученного жгута продольной намоткой изготавливают кольцевой сердечник 4 уплотнения, оставляя коренной конец (начало) 5 жгута 3 свободным;
- тем же жгутом 3 в один слой виток к витку осуществляют в направлении намотки сердечника 4 поперечную намотку наружной оболочки 6 уплотнения, при этом после 3-4 начальных витков наружной оболочки 6 коренной конец 5 жгута 3 и начальную часть первого витка сердечника 4, длина которой соответствует длине уже намотанной части наружной оболочки 6, извлекают из-под нее и снова оставляют свободным (фиг. 5), после чего продолжают намотку наружной оболочки 6 до плотного контакта ее последнего витка с первым;
- ходовой конец 7 жгута 3 распускают на примерно равные части, располагают их равномерно по периметру поперечного сечения уплотнения, каждую часть пропускают (фиг. 5) в направлении намотки сердечника 4 под 3-4 витками наружной оболочки 6;
- несколько раз продевают каждую часть ходового конца 7 жгута 3 через полученное уплотнение для закрепления и обрезают концы жгута 3.
Технический результат изобретения достигается тем, что из кремнеземных или кварцевых нитей изготавливают замкнутый сердечник, являющийся силовым элементом уплотнения, на который тем же материалом наматывают наружную оболочку, являющуюся защитной для сердечника и одновременно придающую структуре необходимую несплошность, которая вызывает динамическое торможение высокотемпературного газового потока и тем самым минимизирует поступление горячего газа к валу через уплотняемый стык.
Описанный способ изготовления гибкого замкнутого кольцевого высокотемпературного уплотнения вала позволяет обеспечить работоспособность конструкции при рабочих температурах 1200-1500°С за счет минимизации поступления горячего газа к валу исполнительного механизма через уплотняемый стык.
Способ изготовления гибкого замкнутого кольцевого высокотемпературного уплотнения вала, заключающийся в продольно-поперечной намотке его жгутом в виде пространственной несплошной структуры, отличающийся тем, что жгут выполняют из крученых стойких к окислению термостойких нитей с температурой плавления не ниже 1200-1500°С, скручивая 50-60 нитей с частотой 90-100 круток на погонный метр в шнур в направлении, противоположном крутке исходной нити, затем 2 шнура объединяют в блок, который с частотой 30-50 круток на погонный метр скручивают в направлении, противоположном направлению скрутки шнура, затем 4 блока с частотой 30-50 круток на погонный метр скручивают в жгут в направлении, противоположном направлению скрутки блока, из полученного жгута продольной намоткой изготавливают кольцевой сердечник уплотнения, оставляя начало жгута свободным, затем тем же жгутом в один слой виток к витку осуществляют при усилии натяжения жгута 8-20 Н в направлении намотки сердечника поперечную намотку наружной оболочки уплотнения, после 3-4 витков наружной оболочки начало жгута и начальную часть первого витка сердечника, длина которой соответствует длине уже намотанной части наружной оболочки, извлекают из-под нее и снова оставляют свободным, после чего продолжают намотку наружной оболочки до плотного контакта ее последнего витка с первым, после этого ходовой конец жгута распускают на примерно равные части, располагают их равномерно по периметру поперечного сечения уплотнения и каждую часть пропускают в направлении намотки сердечника под 3-4 витками наружной оболочки, затем несколько раз продевают ее через полученное уплотнение для закрепления и обрезают начало и конец жгута.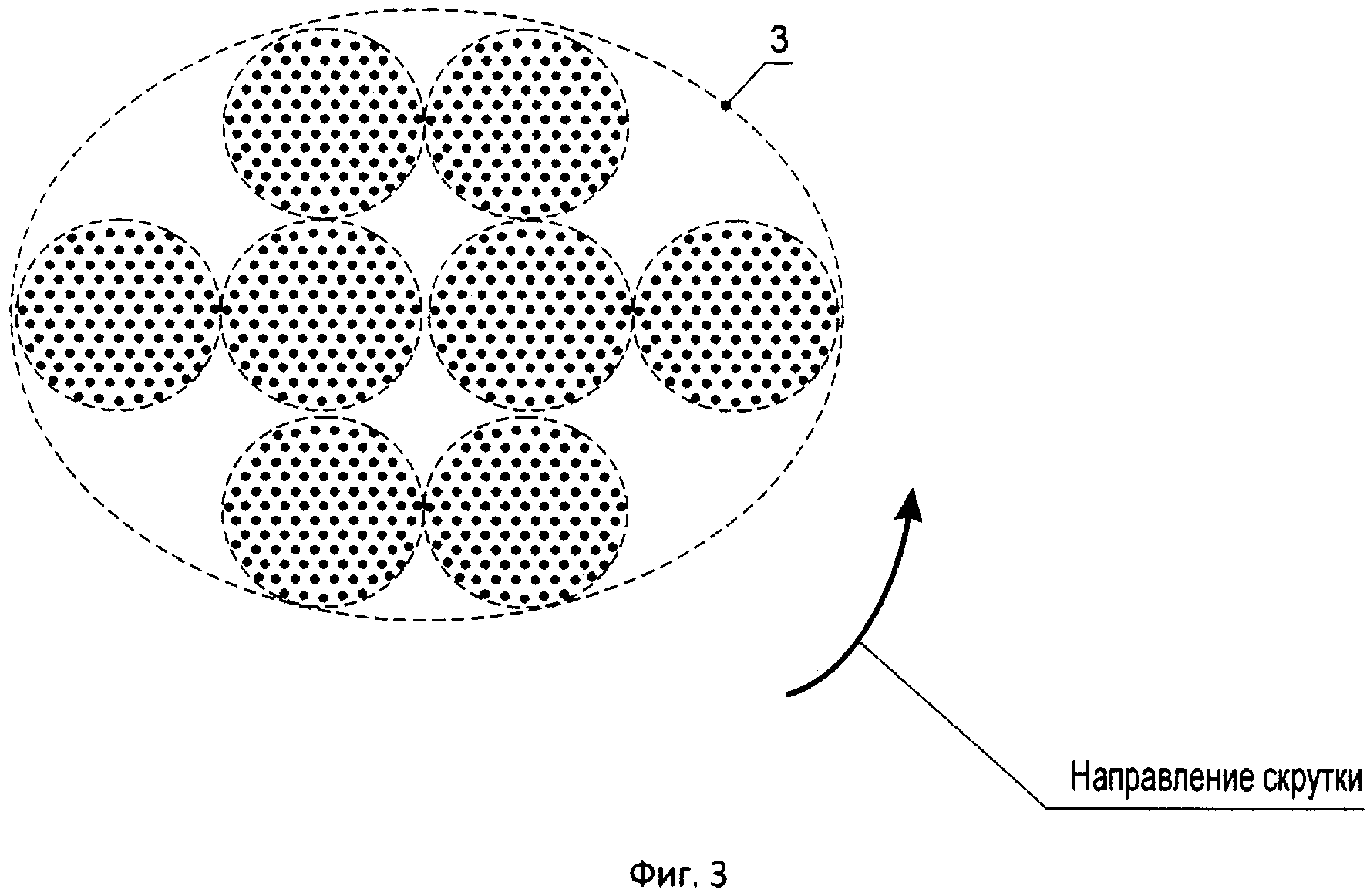
Способ обтачивания наружной поверхности прецизионной длинномерной трубы
Ракетный двигатель на твёрдом топливе
Ракетный двигатель на твёрдом топливе
Способ эксплуатации никель-водородных аккумуляторных батарей системы электропитания космического аппарата
Система управления и наведения вооружения боевой машины
Система подачи боеприпасов для огнестрельного оружия
Способ определения угловой ориентации наземного транспортного средства
Способ изготовления заряда твёрдого топлива
Система разделения элементов конструкции
Регенеративный патрон изолирующего противогаза
Установка для опреснения соленой воды и способ опреснения соленой воды с использованием установки
Способ изготовления патронов кольцевого воспламенения
Самосвальный автотракторный прицеп

