Результат интеллектуальной деятельности: Способ подготовки пылеугольного топлива для сжигания
Вид РИД
Изобретение
Изобретение относится к теплоэнергетике, а именно, к технологии сжигания углеводородных топлив, в том числе низкого качества.
Одной из основных проблем работы больших котлов на пылеугольном топливе является накопление шлаковых осадков на стенках котлов. Особенно эта проблема обостряется при переходе работы котла на новый тип топлива, на который изначально данный котел не рассчитывался. Такой подход к использованию топлива другого типа, зачастую с худшими характеристиками, наблюдается повсеместно во всем мире. Причины такого подхода могут быть как экономические, так и истощение запасов качественного легкодоступного вида угольного топлива.
Отложения на стенках можно разделить на мягкие и твердые. Твердые - трудно отделимые от стенок обычными методами, выдерживают большие ударные нагрузки и имеют большую намагниченность. Микрозондовый анализ шлаковых отложений на стенках котлов показывает наличие значительной доли магнитных частиц в жестких, твердых (не рыхлого типа) отложениях, которые закрепляются на стенках котлов. Выяснено, что это смесь состоит в основном из окислов железа типа магнетит. Через какое-то время требуется полная остановка котла для очистки стенок котлов от этих отложений.
Проведенный анализ литературы по магнитным частицам в котлах показал, что в таких частицах увеличивается доля окислов железа в десятки раз (http://earchive.tpu.ru/bitstream/11683/30400/1/TPU211194.pdf).
Магнитные частицы образуются при горении угольной пылевой частицы в высокотемпературных факелах больших котлов за счет раннего выброса из такой частицы летучих, с выносом частиц с содержанием железа из тела матрицы угля. Окисление железа происходит уже в оболочке горения вокруг такой частицы в зоне поступления внешнего окислителя - кислорода. При этом частицы магнитного железа имеют малый размер (менее 1 мкм), поэтому при притяжении к формирующемуся осадку на стенах котла, они упрочняют его до бетонного состояния.
Чтобы уменьшить осаждение частиц на стену, необходимо увеличить агрегаты, в которые собираются магнитные частицы. Именно за счет магнитного дипольного взаимодействия. Тогда эти агрегаты начинают седиментировать (осаждаться) вниз, на стенках не забивают поры осадка (как мелкие частицы), в результате чего осадок на стенке должен становиться рыхлым и опадать вниз, в бункер котла. Осаждение частиц, взвешенных в горячих газах, на холодных стенках котлов и теплообменников является нежелательным. Образующийся слой обладает низкой теплопроводностью, что приводит к ухудшению теплотехнических характеристик аппаратов. Плотность осадка на стенке котла во многом зависит от того, как новые частицы встраиваются в этот осадок.
Из физики аэрозолей известно, что процесс осаждения частиц на более холодную поверхность из более горячего газа идет очень эффективно по термофоретическому механизму.
Термофоретическая сила (она слабо зависит от размера частиц в области размеров до 5-10 мкм) подгоняет частицы из потока в котле (диаметром более 1-6 метров). Современные котлы имеют большие размеры, что важно для оценки, сколько частиц достигнет стенки котла, сколько упадет вниз или поднимется вверх на следующие повороты в котле. И уже на расстоянии в несколько миллиметров и менее вступает в силу магнитное притяжение между железо-содержащими частицами, уплотняя осадок. Например, параметры котла ТЭЦ-5, Новосибирск, на котором мы проводили часть экспериментов, описаны тут (http://scbist.com/scb/uploaded/kotly/4-parovye-kotly.htm).
С ростом толщины осадка на трубах охлаждения (приблизительно 300°С температуры воды внутри этих труб, а в факеле котла в центре 1200-1600°С) осадок (отложение) начинает прогреваться до 800°С и выше. Он начинает спекаться, уплотняться и очень плотно облегать трубы охлаждения. Что заставляет останавливать котел и сбивать осадок вручную спец-молотками. В областях, в которых происходит максимальный рост котловых отложений на стенках (верхняя треть котла для Новосибирской ТЭЦ-5, например), температура газа составляет около 1600°С.
Прогревание осадка приводит к спеканию относительно легкоплавких частиц с окислами железа (и кальция, для бурого угля, например) и формированию очень твердого жесткого осадка.
Наш анализ (численный и исследование образцов) показал, что необходимо учитывать еще и силы седиментации, и структуру (фрактальность) частиц аэрозолей [С.Э. Пащенко, К. К. Сабельфельд, Атмосферный и техногенный аэрозоль: кинетические, электронно-зондовые и численные методы исследования, Том 1 ВЦ СО РАН 1992; патент RU 2282742 - Способ сжигания твердого ракетного топлива, 2004].
В тех условиях, когда магнитные силы не являются определяющими, осадки на котлах являются рыхлыми и опадают вниз сами в режиме работы котла без его остановки. Для этого внизу котла есть холодные поддоны с нужным углом наклона, по которым и скатывается такой рыхлый осадок во внешний отвалоприемник.
Наиболее близким аналогом является техническое решение, описанное в патенте RU 2678310 от 02.11.2018, в котором на уголь перед помолом наносят модифицированное жидкое стекло (МЖС), обладающее высоким коэффициентом смачивания поверхности угольной пыли, образующейся в процессе размола угля.
МЖС заполняет трещины (щели) в угольных частицах образующиеся в процессе размола, далее при нагреве такой частицы в факеле на начальном этапе прогрева МЖС в трещине превращается в высокотемпературный гель окиси кремния, и препятствует выбросу летучих.
Модификаторами в жидком стекле могут служить поверхностно - активные вещества (ПАВ) Можно использовать, например, стеарат натрия C17H35COONa - этот компонент дешев и нетоксичен.
Но указанное техническое решение направлено на обеспечение при его использовании эффективного сжигания пылеугольного топлива с образованием экологически более чистого высокотемпературного факела с уменьшением выбросов окислов азота, а также уменьшение пылеобразования, взрывоопасности.
Задачей изобретения является разработка способа сжигания угля, позволяющего минимизировать или ликвидировать образование твердых магнитных отложений на стенках котлов, что позволит уменьшить время простоя котлов под очисткой и избежать повреждений стенок трубок котла при грубой механической очистке отложений, а также позволит расширить ассортимент углей, которые имеют большой шлакующий коэффициент (но дешевы).
Для решения задачи необходимо преобразовать частицы зольного осадка на стенках котлов и в выбросах из котлов перед электрическими фильтрами в оптимальные по размерам структуре, твердости и фрактальности. Для решения задачи необходимо научиться управлять свойствами дисперсной фазы (аэрозолей минерального остатка) в объеме котла (размер и фрактальность, рыхлость) для минимизации скоростей зарастания стенок. Физически это достигается за счет ускорения в десятки раз процессов коагуляции аэрозолей.
Таким образом, необходимо:
- изменить режимы горения одиночных пылевых частиц; вследствие наличия на их поверхности дополнительных магнитных частиц, которые при нагреве пылевой угольной частицы блокируют процесс раскрытия первичных щелей (как в прототипе), но еще и дополнительно перехватывают при последующем открытие щелей частицы окислов железа уже из матрицы угля. Эти частицы окислов железа всегда образуются при горении угольных пылевых частиц, так как в углях всегда имеется минеральная примесь окислов железа разного типа. Но введенная в молотковой мельнице добавка на поверхность пылевых частиц должна ускорить их коагуляцию над поверхностью горящей частицы, увеличить их размер, изменить форму. Что, как выше было уже сказано, приводит к образованию фрактальных частиц и к рыхлому осадку на стенках котлов. Рыхлый осадок потом опадает вниз в бункер под действием силы тяжести.
- увеличить размер пылевых частиц для более эффективной их седиментации в холодный и (или) горячий золо-отборники;
- увеличить эффективность зарядки частиц в электрофильтрах для повышения эффективности электрофильтров; когда мы увеличиваем фрактальный размер частиц, электронная диффузионная зарядка в электрофильтре будет более быстрой, а, значит, степень очистки будет более высокой.
Основным техническим результатом заявляемого изобретения является сокращение среднего времени выделения летучих, увеличение скорости коагуляции магнитных частиц, уменьшение зашлакованности стенок котлов за счет введения добавки из окислов железа на поверхность пылевых частиц в молотковой угольной мельнице, а также уменьшение выброса золовых аэрозолей в атмосферу.
Технический результат достигается путем способа подготовки пылеугольного топлива для сжигания, включающего сушку и дробление сырого угля, причем на этот уголь наносят окислы и (или) гидроокислы железа в виде суспензии или сухого порошкового распыла, при этом концентрация (количество) нанесенных окислов железа и (или) гидроокислов железа должна быть не более 0.4% от массы угля.
При этом на уголь наносят окислы железа и/или гидроокислы железа перед дроблением в виде суспензии с содержанием по массе окислов железа от 10 до 50%.
По способу на уголь наносят окислы и (или) гидроокислы железа в виде сухого порошкового распыла на входе или выходе молотковой мельницы с размерами этих частиц в струе распыла не более 0.5 мкм.
Окислы и/или гидроокислы железа также наносят на уголь в виде суспензии в модифицированном жидком стекле, в котором они составляют не более 5%.
В способе окислы и гидроокислы железа перед нанесением на уголь прогревают до фазы появления магнетита.
При этом окислы и гидроокислы железа перед нанесением на уголь прогревают в магнитном поле до достижения намагниченности всех железосодержащих соединений.
Водную суспензию окислов и гидроокислов железа интенсивно насыщают кислородом (пробулькивание).
Приведем оценки для котлов 6 ТПЕ-214/А ТЭЦ-5, Новосибирск. Данная методика позволит при правильной эксплуатации котла увеличить падение отложений в нижний бункер с 5-7% для ТЭЦ-5 сегодня на буром угле, до 60-70%. Что резко уменьшает нагрузку на электрофильтры и выброс аэрозолей в трубу ТЭЦ-5 в атмосферу.
При размоле на первоначальный кусок угля размером менее нескольких сантиметров происходит многократное мощное воздействие на поверхности размола. Известно, что при таких нагрузках поверхность и объем угля проходят через процесс резкого образования щелей (например, зарождающихся в дислокационном росте). Эти щели в свою очередь порождают выброс мелких частиц угля (от нанометров до 1-2 мкм).
Соединения железа в угле при его нагреве переходят в газовую фазу и в аэрозольную фазу (они гораздо более летучие, чем окислы кремния и алюминия - основных компонентов зольного осадка угля).
Согласно изобретению, на режиме помола угля в молотковых мельницах вводятся окислы и гидроокислы железа, как в виде суспензии (распыл мокрый), так и в виде сухого порошкового распыла. Например, ферродобавки железа (II-Ш) вводятся в бункер перед размолом в виде высокодисперсного аэрозоля через сухую воздушную форсунку.
Как показывают наши модельные и стендовые лабораторные исследования, окислы железа в процессе помола концентрируются в области свежих активационных щелей. И когда пылевая частица с такой модифицированной поверхностью достигает начала факела в угольном котле (размер фракции частиц порядка 100 мкм), начинается прогрев ее поверхности. При нагревании частицы окислов железа на поверхности угольной частицы в основании факела котла переходят в 5-15 нм ферромагнитные частицы. Возникает обменный спиновый механизм в режиме создания супермагнетизма, малые частицы превращаются в один намагниченный домен, в котором все спины молекул окислов железа направлены в одном направлении. Что приводит к сильному дипольному магнитному полю около такой частицы, а значит и к эффективному захвату другой такой же частицей. Если частицы будут изначально большими - более 50-100 нм, внутри них возникнут несколько доменов, которые будут гасить общее магнитное поле из-за их случайной направленности в пространстве. Это плохо для нашей задачи. Таким образом, нами задаются требования к размерам вводимых частиц окислов железа в молотковую мельницу. Для, повторим, резкого увеличения силы магнитного диполь-дипольного притяжения таких частиц. Что и ведет к возрастанию скорости процессов их коагуляции в зоне горения каждой пылеугольной частицы.
В результате такой специфической коагуляции магнитных доменных (однодоменных) частиц происходит не только быстрая коагуляция, но и зацепление магнитных частиц север - юг полярностями. Это приводит к формированию цепочек, на 5-6 шаге замыкающихся в многогранники (по 5-6-7 сторон, почти плоские). Такая структура чрезвычайно рыхлая сама по себе. При этом ее основой является структура магнетита, точка Кюри которого достаточно высока, чтобы провести процесс коагуляции вблизи поверхности горения в факеле пылевой 50-100 мкм частицы угольной пыли.
Эти небольшие 3-6 нм частицы магнетита настолько пористы, что легко по механизму фрактального фильтра захватывают основную массу частиц окислов кремния и алюминия, вылетающих из частицы на более поздней стадии горения (например - коксового горения). Такие смешанные частицы легко наблюдаются под электронным микроскопом, так как плотность окислов железа более 5 г/см3, и значительно превышает плотность окислов алюминия и кремния.
Такой осадок виден в виде рыхлых серо-желтых отложений. Он легко опадает со стенок (как говорилось выше).
Нами были исследованы образцы, отобранные на ТЭЦ-5 при работе на буром угле - упавшие отложения, уголь до помола, уголь после помола, зола, уловленная электрофильтрами частиц, определены их магнитные свойства, СВЧ отклик, твердость осадков.
На фиг. 1 и фиг. 2 показана структура реального осадка с ТЭЦ-5.
Проведены модельные эксперименты с молотым бурым углем от ТЭЦ-5 - обоснованы режимы нанесения окислов и гидроокислов железа в модельных лабораторных шаровых мельницах.
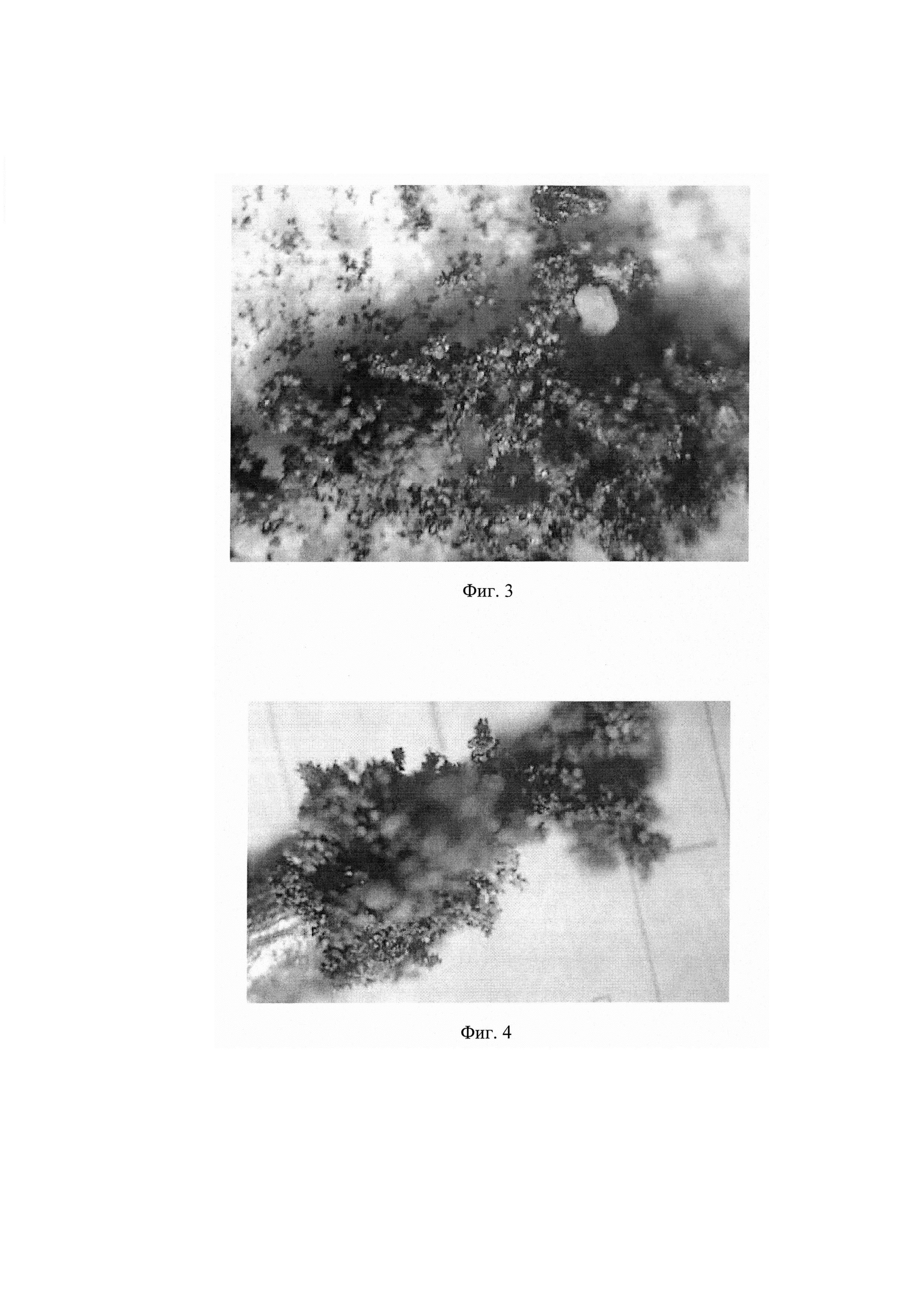
На фиг. 3 изображен магнитный агломерат, который образовался в объеме модельного котла. На фиг. 4 изображен результат осаждения таких магнитных агломератов на стенки котла (в данном случае на 600 мкм иглу из котельной стали). Видна высокая пористость и рыхлость осадка за счет магнитной коагуляции частиц.
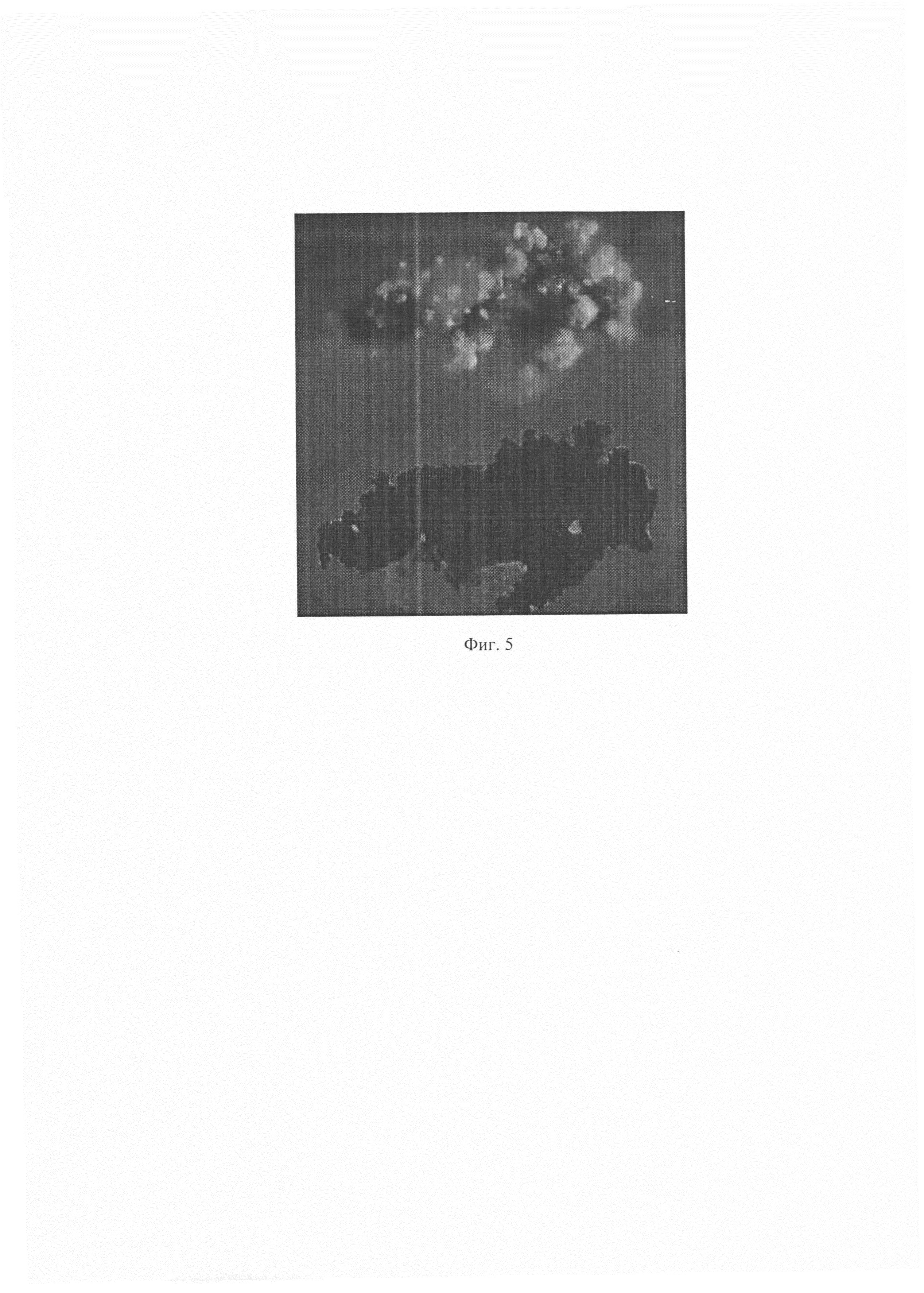
На фиг. 5 изображение в отраженных и на просвет лучах света фрагмента магнитного отложения с высокодисперсной фазой на поверхности первичных пылеугольных частиц.
Наблюдение и определение процесса задержки воспламенения угольной частицы (начало выброса летучих) за счет модификации поверхности горения различным добавками проводилось с использованием плазмотрона для поджига первичных частиц размером около 50-150 мкм и лазерной подсветки для визуализации высокодисперсных аэрозолей.
В основание факела модельной газовой горелки, размером в длину до 10 см и диаметром до 2 см, сверху вводились угольные частицы (впрыск или падение в гравитационном поле). Частицы подхватывались струей горелки, двигались в ней, нагревались, начинали гореть. Все регистрировалось на скоростной камере, как в собственном свечении, так и в режиме строб-засветки с частотой 200-1000 Гц. Когда начинается выделение летучих и их воспламенение, это видно по газовому ореолу свечения вокруг траектории частицы. После прекращения выделения летучих газовый ореол исчезает, и виден яркий (белый контраст), четкий и узкий след частицы в режиме гетерогенного горения. То есть идет только процесс окисление кислородом углеродного остатка.
Таким образом, в одном эксперименте можно выделить три основных фазы. Первая - разогрев, вторая - горение летучих, третья - горение коксового остатка.
Пример 1 - ввод сухого порошка.
Был приготовлен порошок окиси железа из раствора трехвалентного железа. Высушен при 50°С в течение 40 часов. При этом несколько образцов сушились в магнитном поле, величиной около 500 Э (4000 А/м), что приблизительно в 100 раз сильнее среднего поля Земли. Порошки были высокодисперсными, размер частиц менее 0.1 мкм, так как изготовлялись в растворе методом пробулькивания микропузырьками внешнего окислителя (кислорода).
Сухой ввод осуществлялся в малой шаровой мельнице одновременно с измельчением первичного бурого угля (Бородинский разрез, ТЭЦ-5, сентябрь 2018 года).
После этого уголь с нанесенным порошком использовался в стандартных тестах сжигания, как описано выше и в основном прототипе. Соотношение угля и сухого порошка окислов (гидроокислов) железа изменялось в широком диапазоне отношений (100 к 1, 100 к 0.1 и 100 к 0.01). Однородность нанесения контролировалось сжиганием в модельной горелке и отслеживанием интенсивности желто-бурого облака свечения вдоль траекторий зажигания и горения угольных пылевых частиц.
Пример 2 - ввод в виде суспензии.
Ввод в виде суспензии отличался тем, что растворы окислов железа не высушивались, а только частично седиментационно обогащались за счет слива верхней части растворов после выключения продува воздушными пузырьками (до 90-95% от начальной концентрации).
Оставшаяся часть наносилась через пульверизатор непосредственно на уголь до помола (или после помола на уже молотый). Основное требование - однородность нанесения, что достигалось перемешиванием угля под струей распыла. Концентрации менялись в диапазоне, как в примере 1 выше.
Испытание покрытий проводилось методом модельного сжигания в модельных горелках (описан выше). Метод суспензий более капризный по параметрам подготовки образцов угля с железистыми соединениями, хотя и более быстрый, вследствие отсутствия долгого процесса сушки образцов.
Пример 3 - ввод с жидким стеклом.
Этот метод базируется во многом на технологиях и методах, описанных нами в прототипе. Основное действие - это ввод в раствор с окислами и гидроокислами железа малой доли жидкого стекла обычного типа. Ввод осуществляется в разных пропорциях.
После интенсивного пробулькивания окислителем (воздухом) не менее 30 минут (полное перемешивание 10 кратное) можно или сушить раствор, или готовить суспензию, как было описано выше. Нанесение на частицы угля не отличаются тоже от описанных выше, однако необходимо следить, чтобы температура веществ не превышала 60-70°С. Это необходимо для того, чтобы избежать преждевременного образования окислов кремния при высыхании жидкого стекла до полного помола или полного перемешивания угля в процессе углеподготовки.
Пример 4.
Угольные частицы с покрытием и без покрытия сжигались в газовой горелке, выхлоп которой входил в металлическую емкость объемом 60 литров прямоугольного сечения. Образовавшиеся частицы отбирались методом вакуумных отборников и исследовались в оптическом и электронном микроскопах. Первичные частицы имеют размер порядка характерного для коагуляционного предела в таком режиме сжигания угольной пыли. Это около 80-120 нм. С шириной спектра распределения около 1.3 σg. (σg параметр логнормального распределения).
Доля агломератов для сжигания угольных пылевых частиц без покрытия составляет не более 5% процентов от общего числа частиц. Число первичных частиц в таких агломератах составляет 3-5 штук. Это типичные характеристики при сжигании разных частиц размером около 100 мкм в условиях большой емкости.
При нанесении на первичные угольные частицы окислов железа, как предлагается в данной заявке, спектр отобранных частиц и их вид, состав, были совершенно другими. 90-95% частиц были в составе агломератов. Агломераты состояли из десятков, иногда до сотни первичных частиц. Причем это были не трехмерные шарообразные агломераты, а вытянутые цепочки или плоскостные образования. Их пористость, или так называемая фрактальная размерность, были малы.
Оценки электронно-микроскопических фотографий по плотностному контрасту дают плотность таких частиц на уровне 0.3-0.8 грамм на см3. Измерения осаждения таких фрактальных агломератов в магнитных полях показало наличие у них магнитного момента. Что и приводит к ускорению коагуляции за счет взаимодействия магнитных диполей первичных частиц, при их объединении в факеле котла (емкости).
Пример 5.
Мы проводили сжигание в описанной металлической емкости (модель котла) угольных пылевых частиц без покрытия и с покрытием окислами железа достаточно больших количеств (до 500 грамм). С целью создать осадок на металлических стенках, имитирующие реальные поверхности котла (материал стенок). Затем емкость охлаждали, осадок со стенок и дна отбирали специальными методами, взвешивали и исследовали его характеристики на оптических электронных микроскопах.
В девяти экспериментах по сжиганию равных количеств покрытых пылеугольных частиц осадок на дне (у стенок в основном) превышал от 4 до 7 раз вес осадка на дне не модифицированных угольных частиц. Соответственно суммарный вес осадка на стенках микрокотла от сжигания частиц с оболочкой был настолько же меньше, чем при сжигании обычных угольных частиц. В обоих случаях первичные частицы угля приготавливались из помола в молотковой мельнице бурого угля на ТЭЦ-5.
Морфологический анализ осадка (цвет, форма частиц, твердость закрепления на стенке и т.п.) показал, что угольные частицы с покрытием дают рыхлый осадок светло-коричневого типа. Осадок легко отделяется, разрезается скальпелем. И при вибрациях стенки котла просто осыпается вниз на дно на 30-70% от своей первичной массы.
При сжигании простых частиц угля в ряде мест на стенках котла образуются плотные, черноватые отложения, которые магнитны сами по себе. И на которые нельзя нанести значимые царапины скальпелем. Твердость таких отложений сильно зависит от места на стенке микро-котла. И максимально в зонах турбулентного поворота струи и больших температур факела.
Наши исследования показывают, что механизм образования отложений разных плотностей и твердости зависит от плотности первичных фрактальных агломератов, которые подходят к стенке и закрепляются на ней или на поверхности уже растущего отложения. Выше мы указывали в примере, что частицы с дополнительным магнитным дипольным моментом имеют намного меньшую плотность (в 3-8 раз) при коагуляционном образовании.
Пример 6.
Методом сухого распыла магнитных окислов на первичный бурый уголь Бородинского разреза и обработкой смеси в малой шаровой мельнице получались пылеугольные частицы.
Было нанесено 5%, 2%, 1%, 0.5%, 0.1%, 0.05%, 0.01% от массы бурого угля. Критерием служили микроскопные исследования получаемых модифицированных частиц и скорости сгорания таких частиц в режиме фоторегистрации времени газового горения и горения коксового остатка (описано выше). Дополнительно методами точечного магнитного щупа (5-10 мкм локализация) и методом суспензионной подвижности исследовались магнитные свойства получаемых частиц.
При 5%, 2% и 1% была обнаружена по цветовому контрасту избыточная доля частиц оксидов железа на поверхности пылеугольных частиц подготовленного топлива. Их размер составлял более 1-2 мкм, цвет - темно-оранжевый, и при горении в горелке они давали дополнительные треки горения с зеленоватым оттенком. То есть не участвовали полезно в процессе магнитной пассивации щелей пылеугольных частиц.
При исследовании смеси с 0.01% окислов железа нашими методами значимых изменений морфологии и режимов горения в треках мы не наблюдали. Это предел чувствительности наших экспериментальных методов.
При исследовании смеси с 0.05% еще наблюдались излишние частицы темно-оранжевых окислов железа на поверхности пылеугольных частиц, хотя 90-95% треков составляли классическое горение с задержкой газового горения как указывалось в таблице выше.
При исследовании смеси с 0.1% число полезных треков с задержкой газового воспламенения составляло около 30-50%.
Как ясно из теоретического рассмотрения данного процесса дробления смеси на пылевые угольные частицы в молотковых мельницах, результат эффективности покрытия будет зависеть от степени размола частиц (функции их распределения по размерам) и ударной нагрузки по разлому частиц с новым щелеобразованием на их поверхности. Однако в практике контроль таких характеристик очень трудоемок, а на производстве части и невозможен.
Таким образом, мы предлагаем взять обобщенный критерий 0.4% и менее по содержанию окислов железа от массы перемалываемого угля.
Пример 7.
В ряде производственных ситуациях на ТЭЦ при работе с разными углями удобно наносить окислы железа и гидроокиси в виде суспензии. Это обеспечивает более однородное нанесение. Есть два критерия для такого нанесения. Воды не должно быть много, но воды должно быть достаточно для получения однородной первичной суспензии и для отсутствия фазы водной коагуляции железистых намагниченных частиц.
Водные растворы (суспензии) в смеси с порошком железистых частиц брались с 80, 60, 50, 30, 10, 5 и 1%. Проценты относятся к массовой доле железистых частиц.
При 80, 60% распыл в форсунках затруднен, сопло форсунки быстро забивается. Особенно если оксиды железа имеют первичную намагниченность.
При распыле 5 и 1% раствора анализ поверхности первичной угольной частице показал, что при высыхании капли от распыла раствора частицы оксидов стягиваются в отдельные линии на поверхности первичной угольной частице. То есть последующее дробление приводит к значительным неоднородностям в покрытии пылевых частиц. Что сказывается на неоднородности треков зажигания.
Поэтому доля окислов в растворе от 10% до 50% позволяет удовлетворять признакам оптимального пассивирования угольных частиц до этапа их помола.
Пример 8.
В некоторых производственных процессах может оказаться выгодным нанести частицы окислов железа уже на подготовленные пылеугольные частицы перед их поступлением в горелки мощных котлов. При этом нанесение предлагается осуществлять сухой газовой форсункой, используя, например, тракты вторичного воздуха или дополнительного вдува по периметрам форсунок. Главное условие - частицы окислов железа должны быть пылеобразные, то есть меньше 0.5 мкм. Такой размер позволяет создать однородное аэрозольное облако и ввести его в горелки. Максимальный размер определяется размерами щелей в пылеугольных частицах, которые необходимо магнитно пассивировать. Как показывают электронно-микроскопические исследования, частицы распыла имеют в области малых размеров достаточную диффузионную подвижность (0.001 см2/с), что позволяет им достигать щелей на пылеугольных частицах, и закрепляться на их геометрических неровностях за счет сил Ван-дер-Ваальса за время нахождения в трактах пылепровода до впрыска в факел.
Были исследованы частицы сухого распыла с 1, 0.1 и 0.02 мкм средним размером. Разброс логнормальной функции распределения по размерам составлял 0.5-0.9 σg.
Для 1 мкм частиц при распыле начинали играть роль силы инерции и более 60% по массе таких частиц осаждались на деталях конструкций распылителя.
Для частиц около 0.01 мкм силы Ван-дер-Ваальса относительно их массы значительны, что приводило практически к однородному осаждению их по поверхности пылеугольных частиц. А значит, на долю пассивации трещин приходилось менее 10% от их массы.
Наиболее оптимальны размеры порядка 0.1 мкм. Как по массе, поступающей на щель, так и по эффективности диффузии к ней около поверхности. Дополнительно начинает действовать термофоретическая сила для таких частиц (разность между температурами впрыска и температурой поверхности частиц). Осаждение на поверхности приобретает структуру, отражающую в значительной степени структуру щелей и напряжений на пылеугольной частице до входа в факел.
Пример 9.
В патенте 2678310 (прототипе) мы наносили на щели в пылеугольных частицах модифицированное жидкое стекло.
Экспериментально показано на модельных установках, что введение ЖС в первичный порошок окислов железа на уровне не более 5% позволяет проводить все операции по введению Fe-ЖС в дробилки и в форсунки. При большем проценте начинаются проблемы, так как вязкость жидкого стекла значительна и начинаются проблемы комкования порошка железа в форсунках распыла даже при небольших еще температурах в воздушном тракте. Например, при 10% ЖС к весу окислов железа частицы окислов необратимо сцепляется, а при дроблении с углем в модельных шаровых мельницах в точках повышения локальных температур выше 130°С пылеугольные частицы просто начинают керамизироваться.
Согласно литературе, а также нашим экспериментам, можно резко увеличить магнитность окислов и гидроокислов железа, если их прогреть до температур более 180-250°С в зависимости от размеров первичных частиц.
Если проводить прогрев железистых частиц в магнитном поле, можно увеличить намагниченность таких частиц. При распыле они теряют сцепление друг с другом, и поэтому движутся как обычные частицы (размером желательно около 0.1 мкм). Однако при закреплении на поверхности первых частиц за счет сил Ван-дер-Ваальса, последующие частицы будут притягиваться (или отталкиваться) за счет взаимодействия их магнитных моментов. Что позволяет в итоге регулировать их структуру, плотность перемычки осадка между частицами первичного догорания (5-100 мкм). При этом, именно плотность железистых отложений на стенках больших котлов наиболее важна с точки зрения их прочности закрепления в котле (Алехнович А.Н. Влияние тонкости помола углей на шлакование котлов - Электрические станции, 2015, №10; Алехнович А.Н. Температура начала шлакования как показатель шлакующих свойств: определение и применение (часть 1) - Электрические станции, 2014, №3. С. 16-24).
Наш эксперименты показывают, что нагрев первичного порошка железистых оксидных частиц и прогрев в магнитном поле, существенно, в десятки раз, увеличивают намагниченность (или магнитную восприимчивость).
Способ создания термозависимой угольной пленочной оболочки
Синхронно-накачиваемый рамановский полностью волоконный импульсный лазер на основе кварцевого оптоволокна, легированного оксидом фосфора
Лекарственное средство, обладающее противовоспалительной активностью
Волоконный импульсный лазер с нелинейным петлевым зеркалом
Способ управления обтеканием сверхзвукового летательного аппарата
Способ управления спектром пучка широкополосного терагерцевого излучения
Стенд для испытаний на ударные воздействия
Устройство для промера распределения поля инфракрасной поверхностной электромагнитной волны над её треком
Способ приготовления металл-нанесенного катализатора для процесса фотокаталитического окисления монооксида углерода
Способ приготовления катализатора гидродеоксигенации алифатических кислородсодержащих соединений
Способ свч-градиентной активации угольного топлива с использованием защитной пленки
Способ создания термозависимой угольной пленочной оболочки
Способ подготовки пылеугольного топлива для сжигания
Система регулирования параметров ядерного реактора
Способ регулирования параметров ядерного реактора
Способ сжигания углеводородного топлива
Устройство для исследования образования отложений на стенках топки котла при сжигании топлива
Способ внесения в почву зольных минеральных добавок
Способ приготовления компоста

