Результат интеллектуальной деятельности: Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Вид РИД
Изобретение
Изобретение относится к металлургическому производству для получения горячей штамповкой заготовок-валов с конической шестерней на конце. Известна нижняя часть штампа для получения поковок типа стержней с головкой на конце, например, болтов, содержащая обойму с закрепленной в ней матрицей с формообразующей полостью и выталкивателем в ее нижней части (см. книгу Ковка и штамповка / Е.Н. Семенов и др. - М.: Машиностроение, 1986. - Т. 2, с. 32-33).
Его недостатки: незначительная стойкость формообразующей полости матрицы из-за значительных тепловых и силовых нагрузок, действующих на нее при получении поковки.
Известна формообразующая часть штампа для получения заготовок типа клапанов двигателей внутреннего сгорания, содержащая обойму с верхней и нижней кольцевыми канавками на внутренней поверхности с открытыми в них поперечными окнами под хладагент и концами ее и матрицы винтовых канавок, открытых также противоположными концами в среднюю кольцевую канавку ее, расположенную ниже зоны сопряжения частей полости матрицы (зсчпм) с выполненными в этой зоне ее наклонными каналами под хладагент с началом их в винтовых канавках обоймы, а концом их в начале винтовых канавок на наружной поверхности матрицы, охваченной обоймой, с частью ее полости меньшего диаметра (см. патент РФ №2670508 С2 от 23.10.2018).
Недостатки этого решения: из-за расположения средней канавки ниже зсчпм усложнено попадание хладагента из канавок матрицы в канавки обоймы, что также затрудняет сборку этих деталей между собой из-за необходимости совмещения концов этих канавок.
Заготовка матрицы материалоемка из-за одного диаметра по всей длине ее. Сложна сборка матрицы с обоймой, нагреваемой до 725К в течение 3-4 часов, а разборка не возможна из-за их коррозии от хладагента, что исключает использование обоймы с новыми матрицами, взаимодействующими с циркулирующим по их канавкам хладагентом-водой.
Задачей предлагаемого решения является упрощение сборки и разборки этой части штампа, конструкции обоймы и материалоемкости матрицы. Технический результат от него: повышение технологичности сборки-разборки обоймы с матрицей и уменьшение расхода стали 3Х3М3Ф ГОСТ 5950-00 на изготовление последней.
Это достигается тем, что формообразующая часть горячего штампа под заготовку-вал с шестерней на конце, содержащая обойму с верхней и нижней кольцевыми канавками на внутренней поверхности и открытыми в них поперечными окнами под хладагент и концами ее и матрицы винтовых канавок, открытых также противоположными концами в среднюю кольцевую канавку ее, расположенную ниже зоны сопряжения частей полости матрицы (зсчпм) с выполненными в этой зоне ее наклонными каналами под хладагент с началом их в винтовых канавках обоймы и концом в начале винтовых канавок на наружной поверхности матрицы с частью ее полости меньшего диаметра; при этом имеющаяся на конце матрицы гайка уперта передним торцом в задний торец обоймы, охватывающей матрицу с натягом, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО у обоймы без винтовых канавок и средней кольцевой канавки выполнена в верхней части цилиндрическая полость большего диаметра, переходящей в усеченную коническую полость, расположенную в зоне формообразующей полости матрицы, с основанием со стороны ее верхнего торца, с вершины которой образована другая цилиндрическая полость меньшего диаметра; в такой полости обоймы расположена матрица с идентичными наружными боковыми поверхностями и канавками с углом наклона ≥0° на ее конической поверхности, открытыми своими краями в нижнюю и верхнюю кольцевые канавки обоймы; канавки с углом наклона ≥0° выполнены на конической поверхности полости обоймы. Отсутствием у обоймы винтовых канавок и средней кольцевой канавки упрощается конструкция и повышается технологичность ее. Выполнением в верхней части обоймы цилиндрической полости большего диаметра, под ней усеченной конической полости и под последней другой цилиндрической полости меньшего диаметра обеспечивается сборка ее без нагрева с матрицей.
Созданием у последней идентичных наружных поверхностей поверхности осуществляется центрирование ее в обойме их контактирующими коническими поверхностями и натяг между ними. Перемещением при разборке изношенной матрицы на несколько миллиметров относительно обоймы достаточно для дальнейшего беспрепятственного извлечения ее из последней.
Формированием на наружной конической поверхности матрицы прямых или наклонных канавок под хладагент гарантируется нахождение их краев в кольцевых канавках обоймы, циркуляция хладагента по ним и эффективное охлаждение наружной и внутренней поверхностей этой части ее. Выполнением канавок с углом наклона ≥0° на конической поверхности полости обоймы, а не на конической поверхности матрицы, упрощается конструкция последней, снижается стоимости ее и штампа в целом из-за многократного использования обоймы с новыми матрицами. Анализ предлагаемого и известных решений показывает, что оно ново, с существенными отличиями, промышленно пригодно и отвечает критерию ИЗОБРЕТЕНИЕ.
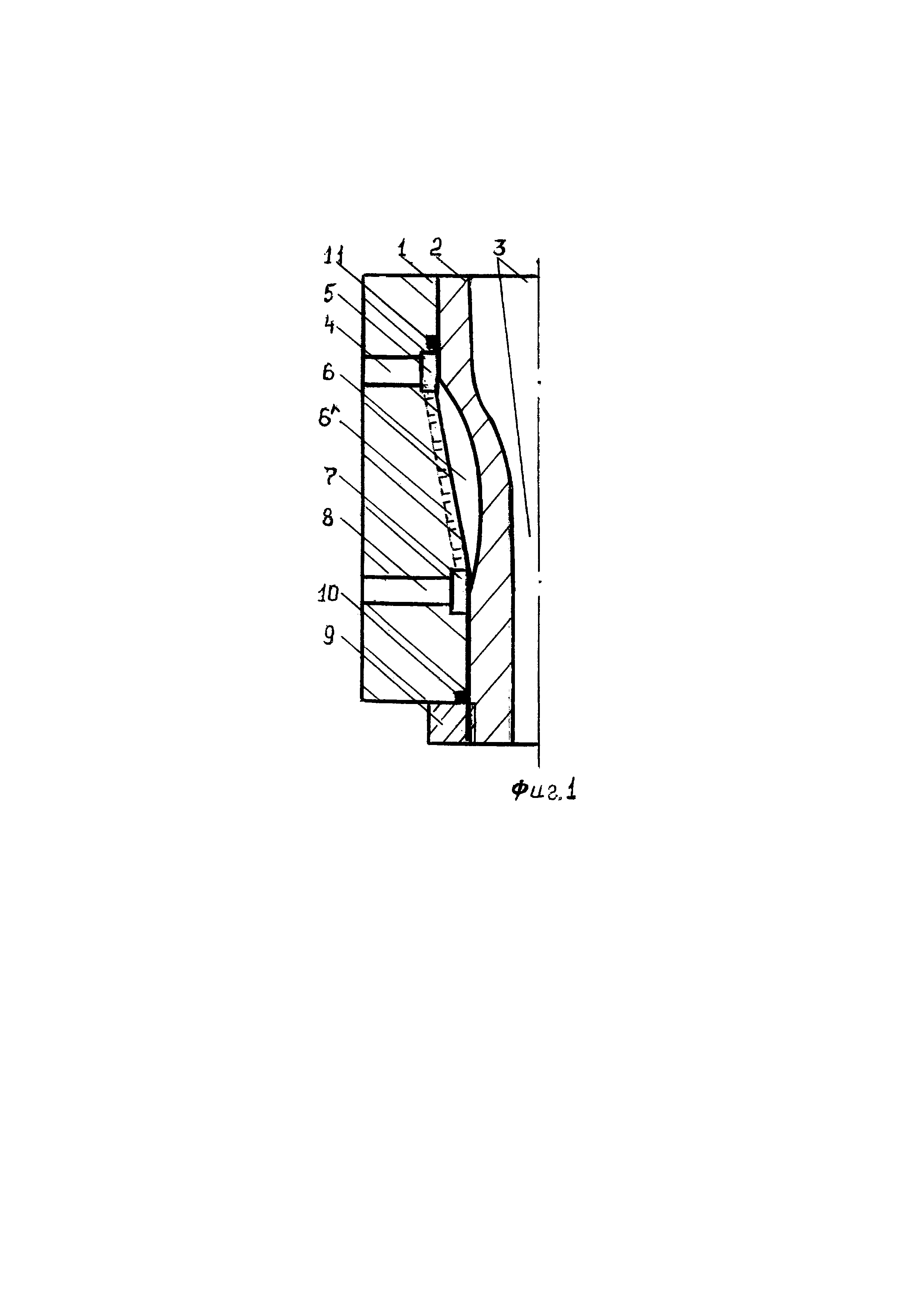
Данное решение представлено на чертеже фиг. 1, где показаны прямые продольные канавки на конической поверхности матрицы п. 1 формулы, и штриховыми линиями винтовые канавки на конической поверхности обоймы согласно п. 2 ее; оно содержит обойму 1, в которой с натягом по их коническим поверхностям расположена матрица 2 с формообразующей полостью 3 в верхней части большего диаметра, чем в остальной части ее, соединенными между собой радиусами сопряжения; при этом в обойме 1 выполнено верхнее поперечное окно 4 под отводимый нагретый теплом матрицы хладагент, выходящее в ее верхнюю внутреннюю кольцевую канавку 5, куда открыты также и верхние края прямых канавок 6 матрицы, образованных на ее конической поверхности в зоне ее формообразующей полости 3 или наклонных внутренних канавок 6^ обоймы, выполненных на ее внутренней конической поверхности; края этих канавок расположены в верхней 5 и нижней 7 кольцевых канавках обоймы 1, куда выходят ее верхнее 4 и нижнее 8 поперечные окна 8 под хладагент; на хвостовик матрицы 2 навернута и застопорена, например, не показанным штифтом, гайка 9, упирающаяся передним торцом в задний торец обоймы 1 и фиксирующая матрицу 2 в последней в осевом и радиальном направлениях с требуемым натягом между их контактирующими коническими поверхностями; герметичность зоны циркуляции хладагента обеспечивается сальником 10, размещенным в канавке заднего торца обоймы 1 и поджатого торцом гайки 9, а также уплотнительным элементом 11, расположенным в кольцевой канавке обоймы, образованной выше канавки 5 ее, но соединенной с ней осевым зазором для его охлаждения; между цилиндрическими поверхностями обоймы 1 и матрицы 2 имеются гарантированные радиальные зазоры, чем упрощается сборка-разборка их. Матрица 2 охлаждается так: хладагент подводится через нижние поперечное окно 8 и кольцевую канавку 7 обоймы 1 к нижним краям прямых канавок 6 матрицы или наклонных канавок 6^ обоймы, по которым устремляется вверх к зоне сопряжения частей формообразующей полости 3 матрицы 2, где максимальные силовое, тепловое и прочие воздействия нагретого металла формируемой поковки; в этой зоне хладагент обеспечивает наибольший эффект охлаждения наружной (по доньям и боковым стенкам продольных канавок 6 матрицы 2 или по ее наружной боковой поверхности (п. 2 формулы) и, следовательно, внутренней поверхности-зоны сопряжения по радиусам верхней и нижней частей ее полости; из этой зоны через верхние края этих канавок нагретый хладагент поступает в верхнюю кольцевую канавку 5 обоймы 1 и через поперечное окно 4 отводится за ее пределы.
По п. 1 формулы толщина стенок матрицы 2 больше с учетом глубины ее канавок 6, а по п. 2 формулы она меньше как минимум на глубину указанных канавок, причем внутренний с постоянной температурой охлаждаемый периметр матрицы по п. 2 значительно протяженнее, чем по п. 1 и, следовательно, эффект охлаждения внутренней поверхности матрицы больше и стойкость ее выше.
Эффективность охлаждения матрицы определяется величиной установившейся к началу очередной запрессовки металла в нее температуры внутренней поверхности ее, зависящей от теплопоступления в нее, темпа работы пресса, толщины ее стенок по доньям канавок 6, расхода и скорости циркуляции хладагента по ним и чем меньше значение данной температуры, тем выше стойкость матрицы; предлагаемым решением она увеличится как минимум в 1,5-2 раза.
Заготовка матрицы - цилиндро-коническая с уменьшенными на одну треть массой по сравнению с цилиндрической заготовкой и объемом лезвийной обработки.
Таким образом, предлагаемым исключается нагрев обоймы перед сборкой с матрицей; она многоразовая в использовании с новыми матрицами; уменьшается расход металла на последние с объемом их лезвийной обработки и улучшаются экономические показатели такого штампа.
Формообразующая часть горячего штампа для получения заготовки в виде вала с шестерней на конце, содержащая обойму, в полости которой установлена матрица, выполненная с формообразующей полостью, имеющей верхнюю часть большего диаметра, сопряженную с частью меньшего диаметра, при этом обойма выполнена с поперечными окнами под хладагент и с верхней и нижней кольцевыми канавками на внутренней поверхности, в которые открыты упомянутые поперечные окна, отличающаяся тем, что полость обоймы выполнена с цилиндрической верхней частью большего диаметра, переходящей в коническую часть, со стороны вершины конуса которой расположена цилиндрическая часть меньшего диаметра, а матрица выполнена с наружной боковой поверхностью, идентичной поверхности полости обоймы, и с хвостовиком и установлена в полости обоймы с натягом между их коническими поверхностями, при этом на конической поверхности полости обоймы или на конической наружной боковой поверхности матрицы выполнены продольные или наклонные канавки под хладагент, открытые своими концами в верхнюю и нижнюю кольцевые канавки обоймы, а на хвостовик матрицы навернута с упором в задний торец обоймы и застопорена гайка.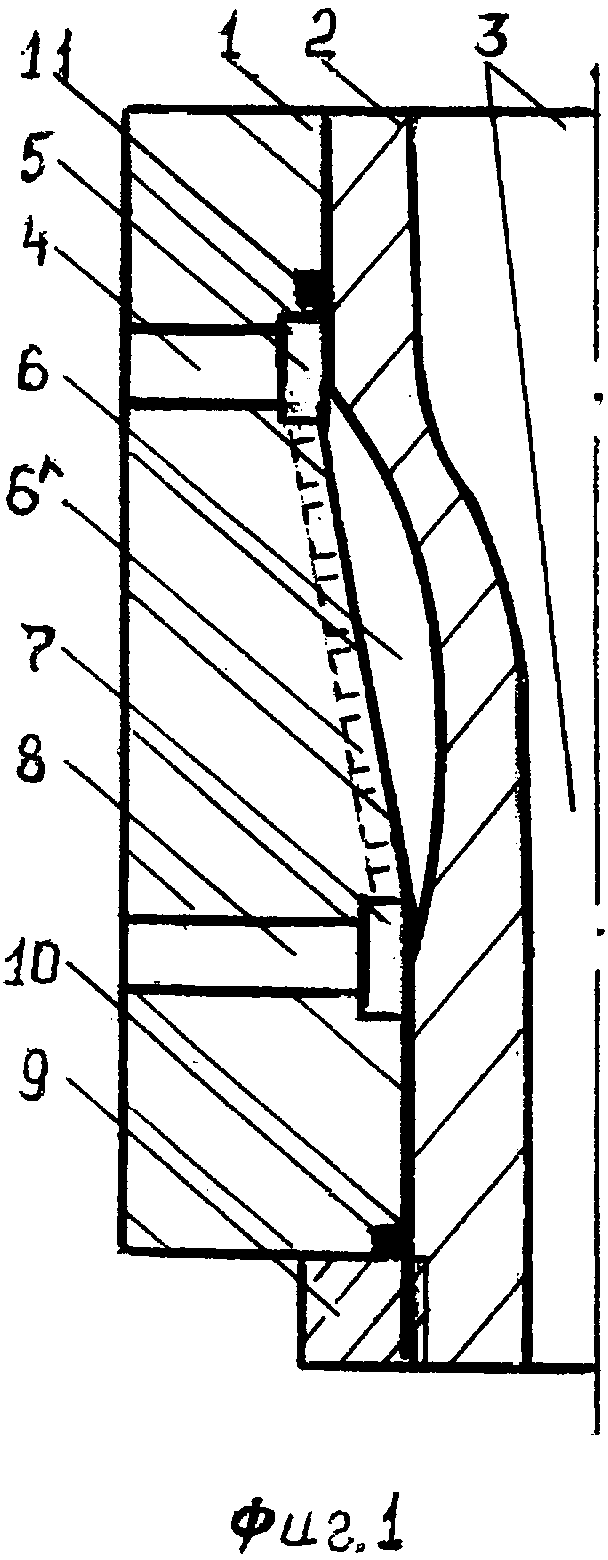
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Устройство для охлаждения электрода контактной точечной сварки (ктс)
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Способ изготовления ствола
Способ оптимизации конструкции поводковой части заготовки-трубы под радиальное обжатие

