Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении стволов с нарезными или гладкими направляющими частями.
Известен способ изготовления ствола, (см.кн. Троицкого Н.Д. Глубокое сверление. - Л.: Машиностроение, 1971, с.140-141). Заготовку-поковку предварительно обрабатывают по наружной поверхности, подрезают ее торцы, выполняют центрирующие шейки и контрольные пояски и осуществляют глубокое сверление. Далее производят термообработку, растачивают глубокое отверстие, выполняют в нем нарезы, в казенной части его - патронник и окончательно обрабатывают по наружной поверхности, получая готовый ствол.
Недостатками аналога являются: длина исходной заготовки больше длины ствола с учетом подрезки торцев и отделения темплета с дульной части под образцы - свидетели; поэтому разница объемов предварительной и окончательной механической обработки значительна, а коэффициент использования металла (КИМ - отношение массы ствола к массе исходной заготовки - η) не более 30%.
Известен способ изготовления ствола, принятый за прототип, (см. патент RU №2156670 С1, опубл. 27.09.2000 г.): сначала получают исходную заготовку (прокат или поковку), далее ее обрабатывают термически и предварительно механическим путем с получением заготовки-трубы, имеющей на концах заходную часть и поводковую часть в виде большого и малого цилиндров. Далее из нее радиальным обжатием получают поковку ствола, которую окончательно механически обрабатывают и удаляют ее заходную часть. При предварительной механической обработке у поводковой части малый цилиндр выполняют в диаметральный размер, равный или больший окончательного наружного диаметрального размера казенной части ствола, а у большого цилиндра сохраняют диаметральный размер исходной заготовки.
Преимущество прототипа перед аналогом в том, что поводковую часть после радиального обжатия не удаляют, а используют в качестве казенной части готового ствола, тем самым, достигая уменьшения расхода металла при ее механической обработке.
Недостатком прототипа является низкая стойкость штатного поводкового центра (порядка 1000 поковок стволов) по его внутренним радиусным зубьям, испытывающим большие напряжения: контактные, сжатия и изгиба, и их преждевременная поломка вследствие контакта их только с одной ступенькой, образованной пересечением боковой и торцевой поверхностями большого цилиндра заготовки-трубы, подаваемой в зону бойков этим центром и одновременно вращаемой им при радиальном обжатии соответствующим механизмом радиально-обжимной машины.
Задачей предполагаемого изобретения является повышение срока службы поводкового центра как минимум в 1,5…2 раза, достигаемой увеличением общей площади контакта его внутренних радиусных зубьев, взаимодействующих дополнительно с зоной пересечения боковой и торцевой поверхностей малого цилиндра заготовки-трубы, тем самым, уменьшая в его зубьях контактные напряжения, напряжения сжатия и изгиба.
Технический результат от этого изобретения - повышение срока службы поводкового центра как минимум в 1,5…2 раза - достигается за счет образования в казенной части заготовки-трубы двух ступенек под его внутренние радиусные зубья, с которыми они контактируют при вращении в процессе радиального обжатия.
Указанный технический результат достигается тем, что в способе изготовления поковок стволов с нарезными или гладкими направляющими частями, включающем термообработку исходной заготовки, ее предварительную механическую обработку с получением заготовки-трубы, имеющей на концах заходную часть и поводковую часть в виде большого и малого цилиндров, и изготовление поковки ствола путем радиального обжатия заготовки-трубы на радиально-обжимной машине при фиксации поводковой части заготовки-трубы в поводковом центре, выполненном с зубьями, новым является то, что малый цилиндр заготовки-трубы выполняют длиной, меньшей высоты ступеньки между большим и малым цилиндрами.
На торце малого цилиндра выполняют меньший цилиндр, длина которого превышает высоту ступеньки между малым и меньшим цилиндрами
Выполнением двух ступенек у заготовки-трубы под зубья поводкового центра увеличивается площадь контакта их с этими ступеньками, и уменьшаются возникающие в этих зубьях напряжения: контактные, сжимающие и изгибающие, чем повышается стойкость этих зубьев, обеспечивающих вращение заготовки-трубы в процессе радиального обжатия, необходимого для обжатия ее по периметру и образования нарезной направляющей части канала ствола.
Указанные отличительные признаки позволяют увеличить срок службы поводкового центра как минимум в 1,5…2 раза и улучшить другие производственно-экономические показатели, связанные с изготовлением поковки ствола.
На основании вышеизложенного можно сделать вывод о том, что предполагаемое техническое решение обладает новизной и изобретательским уровнем и может использоваться в промышленности при изготовлении поковок стволов, например, крупнокалиберных пулеметов.
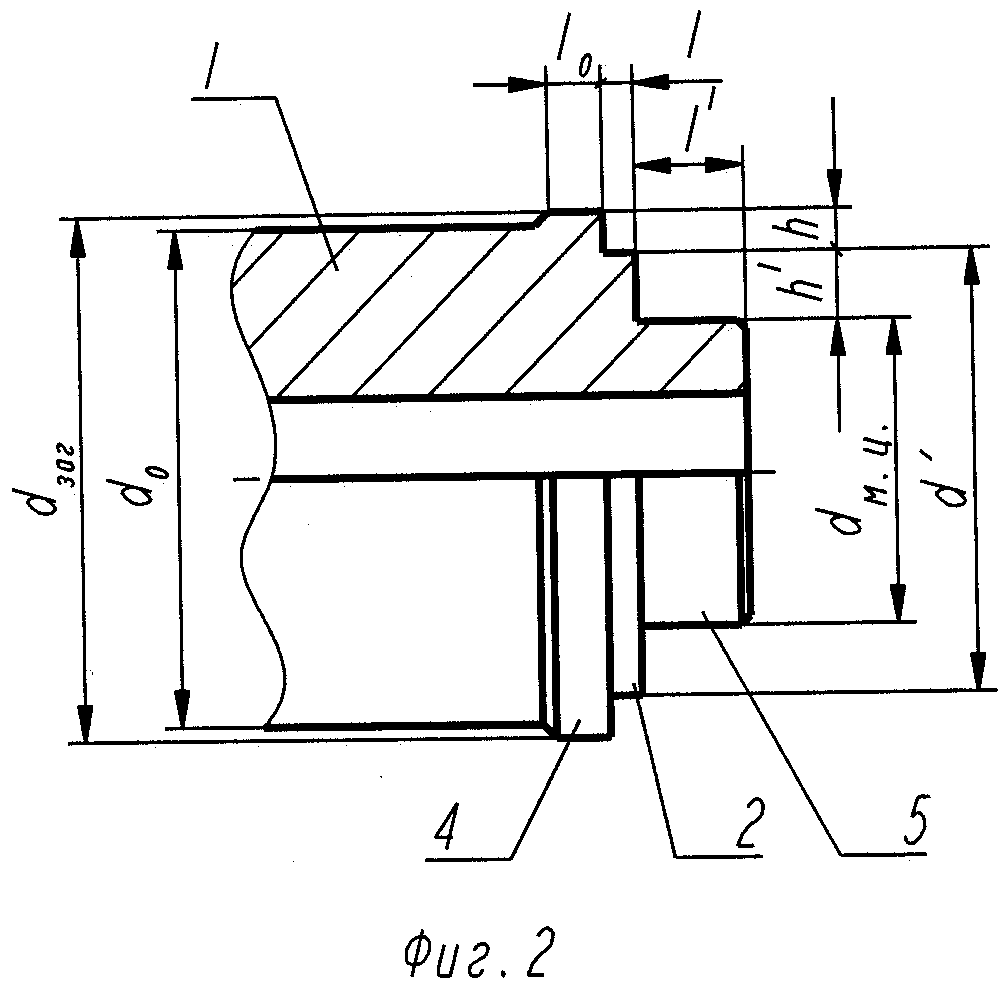
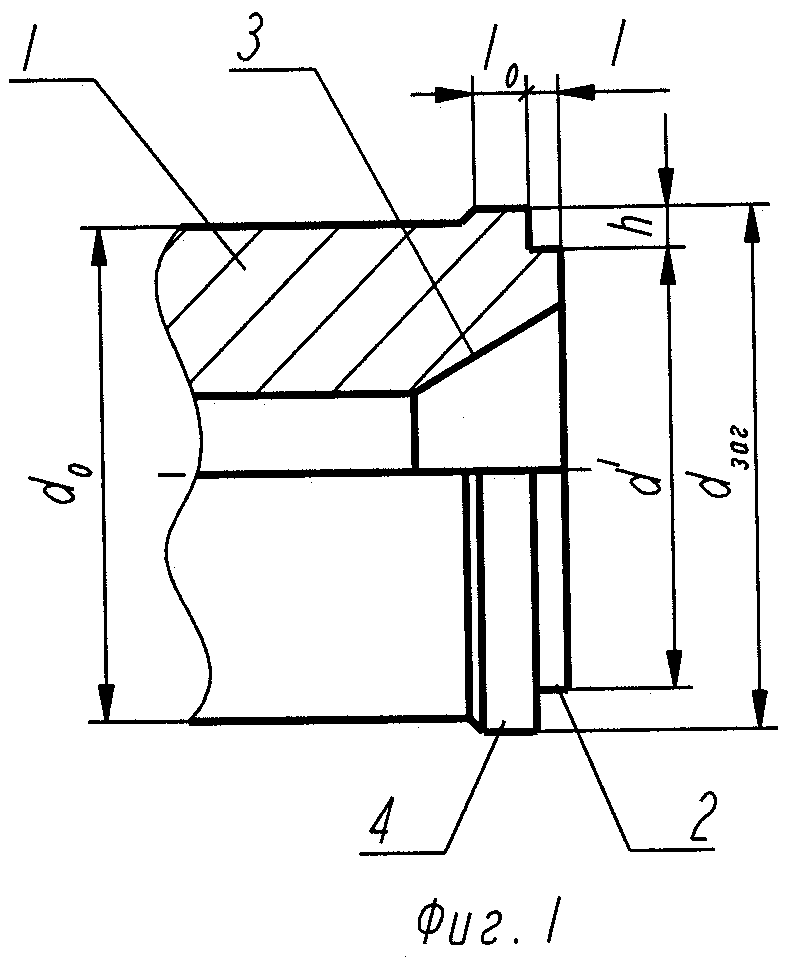
Предлагаемые способы поясняются чертежом, где на фиг.1 и 2 изображены варианты способов изготовления поводковой части заготовки-трубы, а на фиг.3 и 4 изображены варианты реализации их совместно с соответствующим вариантом поводкового центра.
Предлагаемые способы реализуется следующим образом.
На металлургическом предприятии изготавливают и термообрабатывают исходную заготовку (круглый прокат или поковку); затем на заводе-изготовителе стволов ее механически обрабатывают: подрезают торцы, центруют один из них, сверлят сквозное отверстие, и получают заготовку-трубу. Затем обтачивают с образованием заходной части и поводковой части (см. фиг.1) в виде большого цилиндра 1 диаметром do. При обтачивании у этого цилиндра 1 сохраняют необработанным участок 4, равный диаметру исходной заготовки dзаг и длиной l0=5…6 мм, а с торца его выполняют малый цилиндр 2, имеющий диаметр d1, причем длина l малого цилиндра должна быть меньше высоты h - ступеньки между этими цилиндрами. В осевом отверстии заготовки-трубы с казенной части ее выполняют технологическую фаску 3, необходимую для фиксации этой части в поводковом центре при радиальном обжатии заготовки-трубы и являющуюся частью 1-го конуса будущего патронника ствола.
Высота ступеньки h определяется выражением:
h=(dзаг- d1)/2,
а длину ступеньки 1 назначают из условия:
l<(dзаг-d1)/2
На фиг.2 представлена поводковая часть заготовки-трубы также в виде большого цилиндра 1 диаметром do и необработанного участка 4 с диаметром исходной заготовки dзаг длиной l0=5…6 мм, с торца его выполняют малый цилиндр 2, имеющий диаметр d1 длиной l, которая меньше ступеньки высотой h между этими цилиндрами. С торца малого цилиндра 2 заготовки-трубы выполняют меньший цилиндр 5 диаметром dм.ц≥ диаметра казенной части готового ствола и длиной l1 не более 10 мм, которая больше высоты h1 ступеньки между ним и малым цилиндром 2.
После радиального обжатия заготовки-трубы, завершенного на расстоянии 20…50 мм от ее казенного торца, полученную из нее поковку ствола (по пункту 1 формулы) обрабатывают окончательно с удалением у нее заходной части, а у поводковой части подрезают торец малого цилиндра 2, диаметром d1=dк.ч - диаметр казенной части ствола, на длине не более 2 мм, для удаления в зоне диаметра d1 отпечатков длиной до 2 мм и глубиной до 1,5 мм внутренних радиусных зубьев поводкового центра, согласно пункту 1 формулы. При выполнении по малому цилиндру в диаметр, больший максимального диаметра казенной части ствола d1>dк.ч подрезают казенный торец поковки ствола для удаления отпечатков зубьев поводкового центра на меньшей длине, а затем обтачивают необработанный исходный диаметр заготовки dзаг в окончательный диаметральный размер казенной части ствола (у пулемета КПВТ он равен 51 мм).
При выполнении заготовки-трубы по пункту 2 формулы поковку ствола окончательно обрабатывают аналогично предыдущему варианту без удаления в отходы меньшего цилиндра 5 диаметром dм.ц длиной l1 при условии изготовления его в диаметр казенной части ствола или больше его и используют этот цилиндр как часть готового ствола.
Пример реализации данного способа (по пункту 1 формулы).
Для ствола длиной 1350 мм пулемета КПВТ калибра 14,5 мм исходную заготовку-прокат диаметром dзаг=56 мм разрезают на заготовки длиной 950 мм + l + припуск на подрезку торцев, где l=3,8 мм, затем заготовку подвергают предварительной механической обработке, а именно: подрезают один из торцев заготовки, центруют и сверлят в ней сквозное отверстие диаметром 15,6 мм, в котором с казенного торца выполняют технологическую фаску, служащую базовой поверхностью для поводкового центра, в диаметральный размер не больше максимального диаметра 1-го конуса патронника ствола, затем заготовку-трубу обрабатывают в центрах токарного станка, получая поводковую часть, состоящую из диаметра do=53,2 мм большого цилиндра, необработанного участка диаметром dзаг.=56 мм длиной l0=5…6 мм и малого цилиндра d1=51…52 мм с размерами 1=1,8…2,3 мм и h=2…2,5 мм (при условии использования поводкового центра, зубья которого получены при фрезеровании их фрезой диаметром 80 мм). После этого на станке с ЧПУ получают заходную часть заготовки общей длиной 25 мм, имеющую коническо-цилиндрическую поверхность с диаметрами 32 мм и 45 мм.
Таким образом, после механической обработки получают заготовку-трубу общей длиной 953,8 мм + припуск на подрезку торцев, имеющую осевое отверстие с технологической фаской, служащей базовой поверхностью для поводкового центра, со стороны поводковой части ее, в которой выполнен малый цилиндр d1=51…52 мм длиной l=1,9…2,1 мм, меньшей высоты h=2…2,5 мм ступеньки между ним и большим цилиндром (см. фиг.1).
Далее заготовку-трубу подвергают операции радиального обжатия на радиально-обжимной машине, получая поковку ствола с готовой направляющей частью. У полученной поковки удаляют заходную часть и подрезают только торец поводковой части при условии выполнения малого цилиндра диметром ≥ диаметра казенной части ствола, для удаления на этом цилиндре отпечатков зубьев поводкового центра и оставшееся от него используют для образования этой части ствола. После этого осуществляют окончательную механическую обработку всех поверхностей, в том числе и внутренней с образованием в ней патронника, часть которого уже выполнена в виде технологической фаски 3 первого конуса его.
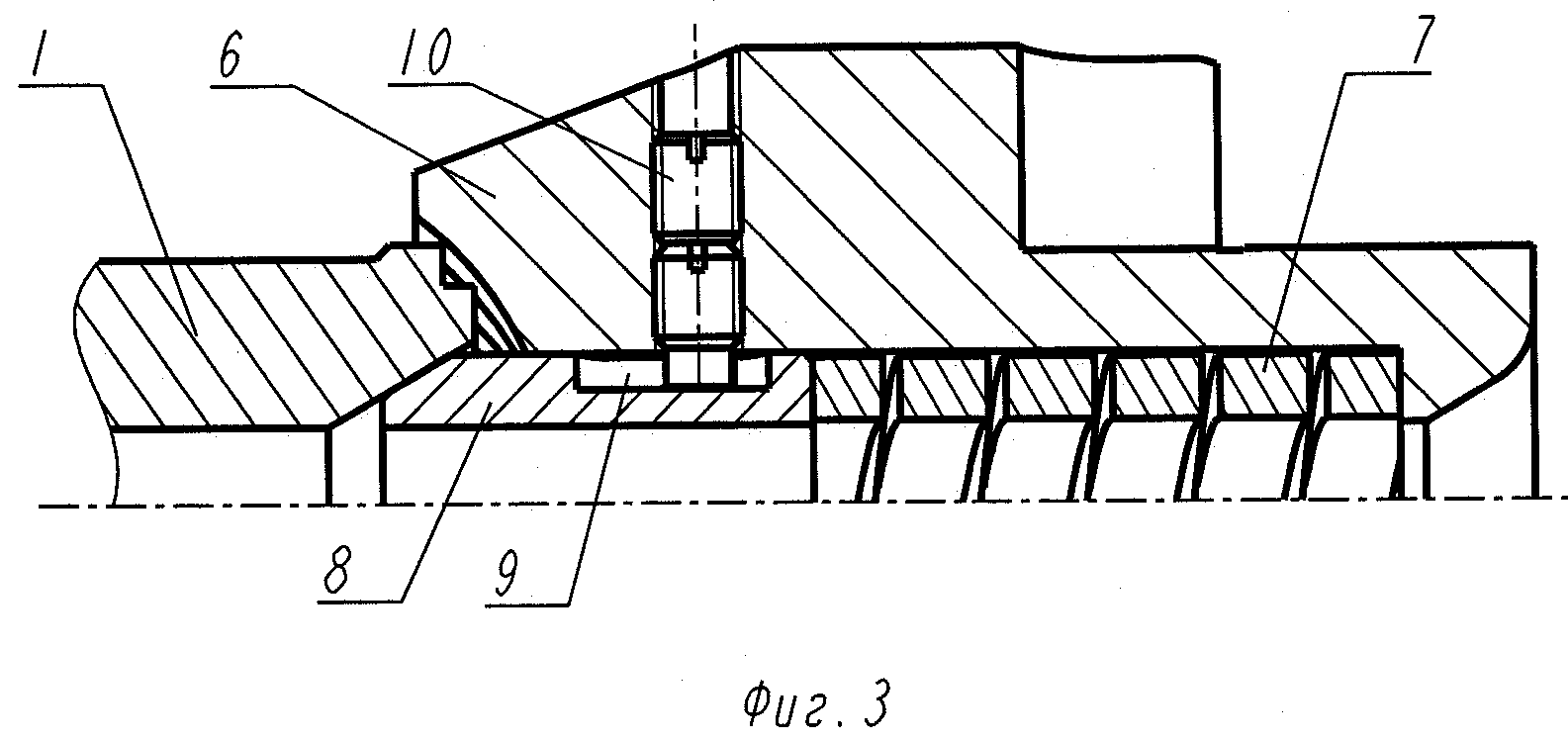
Реализацию данного способа по пункту 2 формулы производят аналогично предыдущему способу. Длина заготовки останется неизменной, если d1 ≥ диаметра казенной части готового ствола и не увеличится на длину l1≤10 мм меньшего цилиндра 5, которая больше высоты ступеньки между ним и малым цилиндром и определяется из выражения h1=(d1-dм.ц)/2 (см. фиг.2). При этом боковая поверхность меньшего цилиндра dм.ц служит для заготовки-трубы при радиальном обжатии базовой поверхностью, размещенной в полости 11 поводкового центра (см. фиг.4).
Данную заготовку-трубу также подвергают операции радиального обжатия на радиально-обжимной машине, получая поковку ствола, у которой удаляют в отходы заходную часть и технологическую фаску на меньшем цилиндре, выполненном в диаметр dм.ц ≥ диаметра казенной части ствола (например, у пулемета КОРД он равен 38 мм), этот цилиндр не отрезают, а используют для образования этой части ствола. При этом первая ступенька выполняется в диаметр dзаг=60 мм, а вторая ступенька в диаметр 52 мм. После этого осуществляют окончательную механическую обработку всех поверхностей.
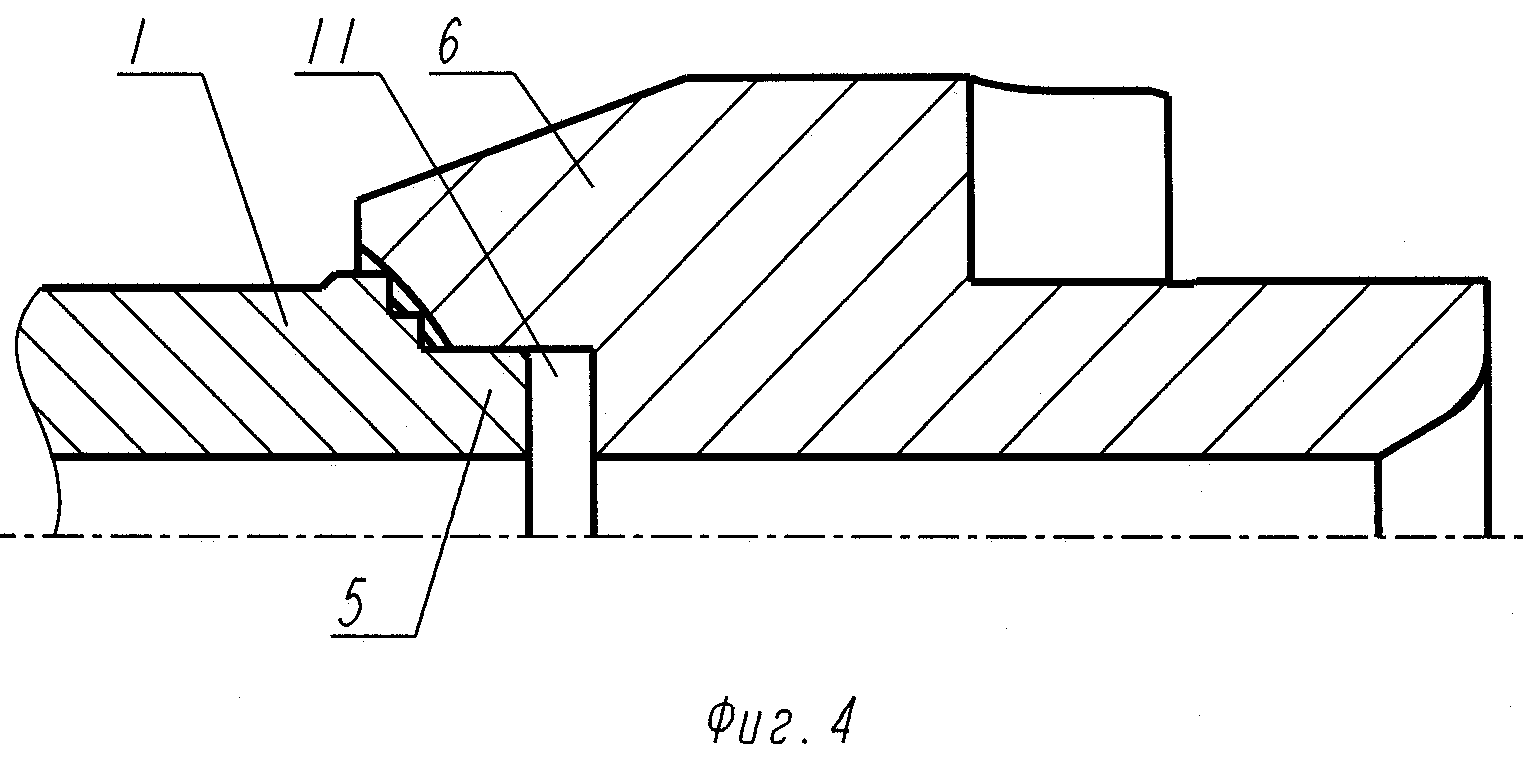
Варианты реализации предлагаемых способов с применением вариантов поводкового центра показаны на фиг.3 и 4, где по пункту 1 формулы на фиг.3 изображено: 1 - заготовка-труба, подвергаемая радиальному обжатию, установлена в поводковый центр 6 с полым упорным центром 8, который при воздействии упругого элемента 7 (например, пружины) своим передним торцем базируется на фаску, выполненную со стороны казенной части в осевом отверстии заготовки-трубы. Для обеспечения только прямолинейного перемещения полого упорного центра без вращения вокруг своей продольной оси в нем выполняют продольный паз 9 под фиксирующий элемент 10 - винт с цилиндрической передней частью, размещенной в этом пазу 9, при этом сам винт установлен в поперечном окне передней части поводкового центра 6.
Вариант реализации предлагаемого способа по пункту 2 формулы изображен на фиг.4, где 1 - заготовка-труба, подвергаемая радиальному обжатию, устанавливается меньшим цилиндром 5 в полость 11 поводкового центра 6, который конструктивно проще предыдущего варианта фиг.3, но обеспечивает большую несоосность между линией центров радиально-обжимной машины и продольной осью заготовки-трубы вследствие большого диаметрального зазора (до 0,2 мм) между меньшим цилиндром 5 и боковой поверхности полости 11 под него у поводкового центра, чем поводковый центр фиг.3. У последнего этот зазор между поверхностями полого упорного центра 4 и гнездом поводкового центра под него в несколько раз меньше (до 0,07 мм).
При реализации этого способа в пулемете КОРД диаметр казенной части его ствола длиной 1100 мм равен d1=38 мм, а исходная заготовка ствола диаметром 60+0,4/-1 мм и длиной 750 мм. Казенную часть заготовки-трубы под радиальное обжатие выполняют в следующие размеры (см. фиг.2): d0=57 мм; dзаг=60 мм; l0=5…6 мм; l=3,9 мм; h=4 мм; h1=7 мм; l1≤10 мм; при d0=dзаг=57 мм: h=4 мм; д=3,5 мм; h1=5,5 мм; l1≤ мм. При выполнении казенной части заготовки-трубы в меньший диаметр dм.ц=40 мм, который больше этого диаметра готового ствола в приведенных примерах h1 будет равна соответственно 6 мм и 4,5 мм. При меньшем диаметре dм.ц=40 мм казенный торец поковки ствола не требует подрезки, так как ее технологическую фаску 1×45° удалят механической обработкой при понижении этого диаметра d1=40 мм до диаметра казенной части готового ствола равной 38 мм.
Приведенные примеры реализации данных способов пригодны для стволов калибра 12,7 и 14,5 мм. При больших калибрах стволов, например, 23 мм, 30 мм и так далее может быть образовано и большее количество ступенек в поводковой части заготовки-трубы, которая может и не иметь необработанный диаметр заготовки dзаг длиной l0, а иметь только диаметр d0 в казенной части (это относится и к стволу калибра 12,7 мм).
У заготовки-трубы под калибры 12,7 и 14,5 мм целесообразнее иметь необработанную поверхность диаметром dзаг допуском до 1,4 мм (у ствола калибра 14,5 мм диаметр заготовки dзаг=56 мм имеет допуск +0,4/-1,0 мм), что больше допуска +0/-0,2 на d0=53,2 мм большого цилиндра. При таком большом допуске в 1,4 мм зубья поводкового центра контактируют с металлом периферийной ступеньки не локально на длине зубьев в диапазоне>0,1 мм, последнего примера do.=53,2 мм, а на длине >0,7 мм и благодаря этому также возрастает их стойкость от действующих в них напряжений, возникающих при вращении заготовки-трубы в процессе радиального обжатия ее. Этим самым также повышается срок службы поводкового центра.
Не исключается вариант изготовления поводковой части заготовки-трубы в диаметр d0 без черновой поверхности выполненной в диаметр dзаг, с соответствующими параметрами для данного размера d0.
Таким образом, предлагаемым способом изготовления ствола в виде заготовки-трубы, имеющей в поводковой части две ступеньки под внутренние радиусные зубья поводкового центра, уменьшаются напряжения в этих зубьях, и увеличивается срок службы этого центра в 1,5…2 раза по сравнению со штатным, контактирующим только с одной ступенькой, имеющейся у заготовки-трубы.
Способ термической обработки бойков и тяжелонагруженных штампов
Кронштейн для установки панельного компьютера на подвижном объекте
Унитарный боеприпас для гладкоствольного оружия
Автоматическое стрелковое оружие
Функциональный комплект установочных средств
Стол для размещения аппаратных средств в подвижном объекте
Способ контроля электрических параметров системы вооружений и автоматизированный комплекс для его осуществления
Спусковой механизм автоматического оружия
Контрольно-проверочная машина
Огнестрельное оружие с устройством для выбора правостороннего или левостороннего выброса гильзы
Способ термической обработки бойков и тяжелонагруженных штампов
Кронштейн для установки панельного компьютера на подвижном объекте
Унитарный боеприпас для гладкоствольного оружия
Автоматическое стрелковое оружие
Функциональный комплект установочных средств
Стол для размещения аппаратных средств в подвижном объекте
Способ контроля электрических параметров системы вооружений и автоматизированный комплекс для его осуществления
Спусковой механизм автоматического оружия
Контрольно-проверочная машина
Огнестрельное оружие с устройством для выбора правостороннего или левостороннего выброса гильзы

