Результат интеллектуальной деятельности: МОТАЛЬНОЕ УСТРОЙСТВО С АСИММЕТРИЧНЫМ ОХЛАЖДЕНИЕМ НАМОТАННОЙ ПОЛОСЫ
Вид РИД
Изобретение
Данное изобретение относится к способу намотки катаной металлической полосы, в частности стальной полосы,
- причем металлическая полоса отклоняется при помощи блока тянущих роликов от первого направления движения во второе направление движения и подается на моталку,
- причем металлическая полоса наматывается в моталке в рулон с диаметром рулона,
- причем вызывается пластическая деформация концевого участка металлической полосы, так что концевой участок в ненагруженном состоянии изогнут с радиусом изгиба,
- причем пластическая деформация концевого участка, по меньшей мере, частично вызывается ассиметричным нагружением сторон концевого участка охлаждающей средой перед и/или во время намотки концевого участка.
Кроме того, данное изобретение относится к мотальному устройству для намотки катаной металлической полосы, в частности стальной полосы,
- причем мотальное устройство имеет блок тянущих роликов, при помощи которого металлическая полоса отклоняется от первого направления движения во второе направление движения,
- причем мотальное устройство имеет моталку, на которую металлическая полоса подается блоком тянущих роликов во втором направлении движения, и в которой металлическая полоса наматывается в рулон с диаметром рулона,
- причем мотальное устройство имеет устройство деформации, при помощи которого вызывается пластическая деформация концевого участка металлической полосы, так что концевой участок в ненагруженном состоянии изогнут с радиусом изгиба,
- причем устройство деформации выполнено в виде устройства охлаждения, при помощи которого концевой участок нагружается охлаждающей средой перед и/или во время намотки концевого участка.
В станах горячей прокатки металлическая полоса - обычно стальная полоса - после валков чистовой прокатки, как правило, сначала охлаждается на участке охлаждения до заданной температуры (температуры намотки). После этого охлажденная полоса наматывается в моток (рулон). Возможно, что температура намотки неизменна, если смотреть по длине металлической полосы. Альтернативно возможно, что температура намотки варьируется, если смотреть по длине металлической полосы. Например, голова полосы (= передний конец полосы) и хвост полосы (= задний конец полосы) могут наматываться неохлажденными. Затем намотанный рулон фиксируется для хранения и для транспортировки от самопроизвольного разматывания или раскрытия. Как правило, рулон извлекается с этой целью при помощи транспортного устройства из моталки и подается к связующей машине. В связующей машине осуществляется фиксация. Перед снятием с сердечника моталки намотанный рулон поворачивается таким образом, что конец полосы лишь незначительно выступает над самой нижней точкой рулона, и таким образом рулон стабилизируется своим собственным весом.
При намотке металлической полросы в рулон, как правило, уже возникает пластическая деформация металлической полосы. Тем не менее, во многих случаях может доходить до самопроизвольного раскрытия или разматывания еще не зафиксированного рулона. Причиной этого являются остаточные упругие напряжения в витках намотанного рулона. Величина этих остаточных напряжений зависит от нескольких факторов, например от толщины полосы и предела текучести при температуре намотки. В частности при высокопрочных материалах с пределом текучести приблизительно в 500 МПа (или выше) и толщиной приблизительно в 12 мм (или выше) может возникать подобное самопроизвольное раскрытие или разматывание.
Из WO 2008/000 348 A1 известно концевой участок металлической полосы предварительно изгибать правильным блоком. В качестве правильного блока может согласно WO 2008/000 348 A1 использоваться комбинация нижнего ролика и верхнего ролика блока тянущих роликов, включая расположенный перед блоком тянущих роликов, придвигаемый к металлической полосе прижимной ролик. Альтернативно в качестве правильного блока может использоваться расположенный перед или после блока тянущих роликов правильный блок. Расположенный выше или ниже правильный блок включает в себя в каждом случае три следующих последовательно друг за другом, придвинутых поочередно к одной и к другой стороне металлической полосы правильных ролика, из которых в каждом случае, по меньшей мере, один может придвигаться к металлической полосе.
Из EP 0 906 797 A1 известно располагать между блоком тянущих роликов и моталкой правильно-растяжной блок с несколькими рабочими роликами, причем металлическая полоса отклоняется на каждом рабочем ролике. Между рабочими роликами дополнительно может осуществляться охлаждение металлической полосы. При помощи системы из EP 0 906 797 A1 может оказываться влияние в частности на распределение напряжений металлической полосы по ее ширине.
Из WO 2011/073 016 A1 известен способ и мотальное устройство указанного вначале типа. В WO 2011/073 016 A1 концевой участок охлаждается непосредственно перед намоткой. Длина концевого участка выбрана таким образом, что она находится между одним и пятью витками.
Из JR 2012 024 793 A также известен способ и мотальное устройство указанного вначале типа. В JR 2012 024 793 A сначала полностью наматывается рулон. Затем охлаждается внешний виток рулона. Рулон вращается во время охлаждения.
Из JR 2010 162 594 A можно позаимствовать основывающийся на том же объем раскрытия.
Задача данного изобретения заключается в предоставлении возможностей, при помощи которых может простым образом достигаться пластическая деформация концевого участка металлической полосы.
Задача решается с помощью способа с признаками пункта 1 формулы изобретения. Предпочтительные варианты осуществления способа являются предметом зависимых пунктов 2-6 формулы изобретения.
Согласно изобретению способ указанного вначале типа расширяется вследствие того, что длина концевого участка больше чем половина внешнего витка рулона и меньше чем полный внешний виток рулона.
Вследствие этого в случае, если температура концевого участка в момент времени, когда осуществляется ассиметричное нагружение охлаждающей средой, еще достаточно высока, вызывается то, что по толщине полосы задается профиль напряжения на концевом участке металлической полосы. Выравнивание этого профиля напряжения вызывает изгиб концевого участка.
Ассиметричное нагружение сторон концевого участка охлаждающей средой может по необходимости осуществляться перед намоткой концевого участка и/или во время намотки концевого участка и/или после намотки концевого участка. Кроме того, ассиметричное нагружение сторон концевого участка охлаждающей средой может по необходимости осуществляться неизменяемым количеством охлаждающей среды, варьирующимся количеством охлаждающей среды или периодически.
Масштаб ассиметричного нагружения предпочтительно выбран таким образом, что радиус изгиба максимально настолько велик, как половина диаметра рулона. Вследствие этого достигается то, что концевой участок прилегает под давлением к следующему внутреннему витку рулона. Тем самым самопроизвольное раскрытие или разматывание рулона надежно предотвращается.
Возможно, что пластическая деформация концевого участка осуществляется исключительно ассиметричным нагружением концевого участка охлаждающей средой. Альтернативно возможно, что пластическая деформация концевого участка поддерживается расположенным перед моталкой правильным блоком.
В случае поддержки пластической деформации расположенным перед моталкой правильным блоком возможны различные варианты осуществления способа.
Так, например, в качестве правильного блока может использоваться комбинация нижнего ролика и верхнего ролика блока тянущих роликов, включая расположенный перед блоком тянущих роликов, придвигаемый к металлической полосе прижимной ролик. Альтернативно в качестве правильного блока может использоваться расположенный перед или после блока тянущих роликов правильный блок. В этом случае расположенный выше или ниже правильный блок включает в себя, по меньшей мере, три следующих последовательно друг за другом, придвинутых поочередно к одной и к другой стороне металлической полосы правильных ролика, из которых в каждом случае, по меньшей мере, один может придвигаться к металлической полосе.
Далее задача решается с помощью мотального устройства с признаками пункта 7 формулы изобретения. Предпочтительные варианты осуществления мотального устройства являются предметом зависимых пунктов 8-11 формулы изобретения.
Согласно изобретению мотальное устройство указанного вначале типа расширяется вследствие того, что устройство охлаждения выполнено таким образом, что оно нагружает концевой участок охлаждающей средой на длине, которая больше чем половина внешнего витка рулона и меньше чем полный внешний виток рулона.
Предпочтительные варианты осуществления соответствующего изобретению мотального устройства соответствуют по существу вариантам осуществления соответствующего изобретению способа.
Описанные выше свойства, признаки и преимущества этого изобретения, а также способ их достижения становятся более ясно и отчетливо понятными в связи с последующим описанием примеров осуществления, которые более подробно разъясняются в сочетании с чертежом. При этом на схематичном чертеже показаны:
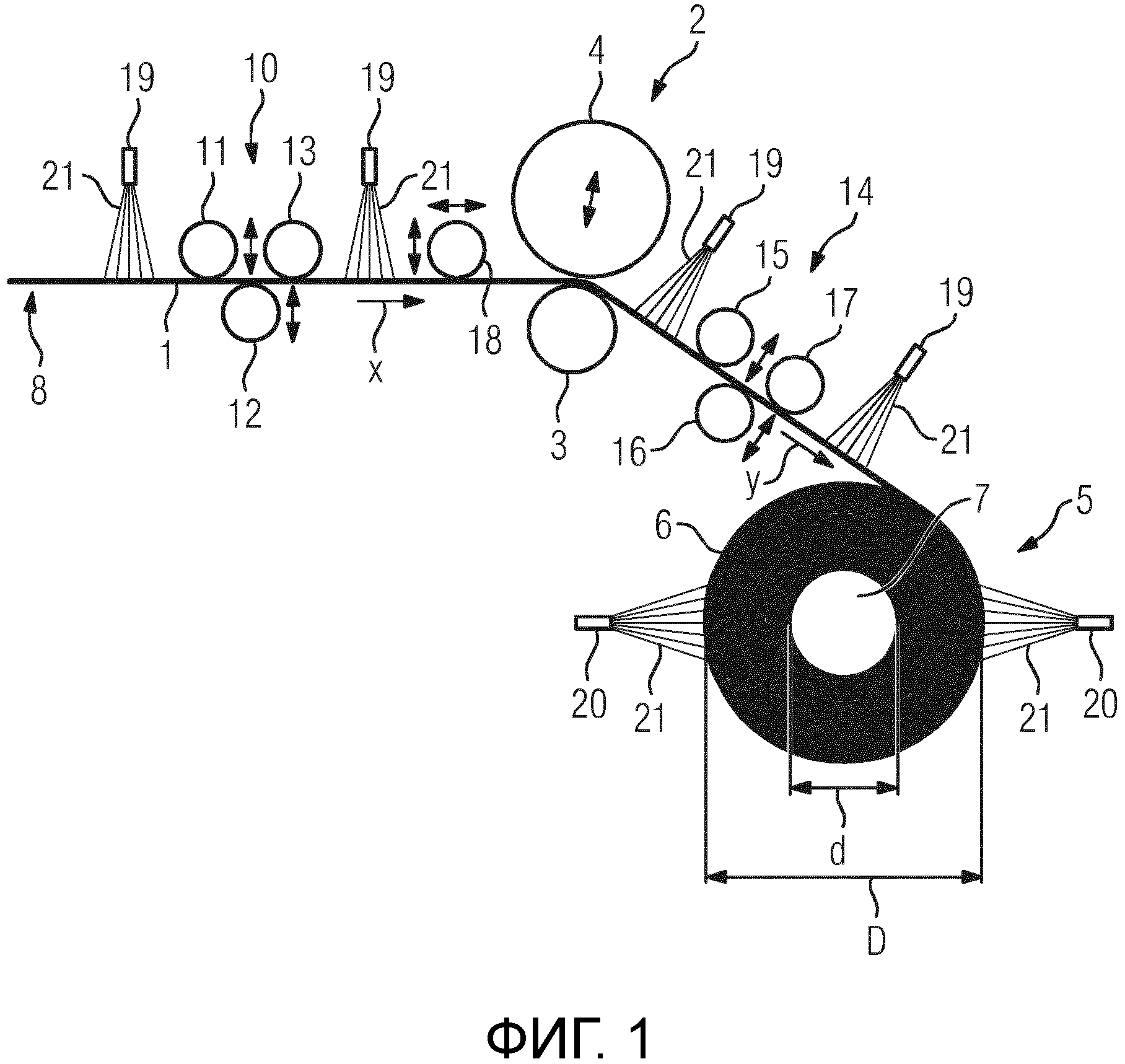
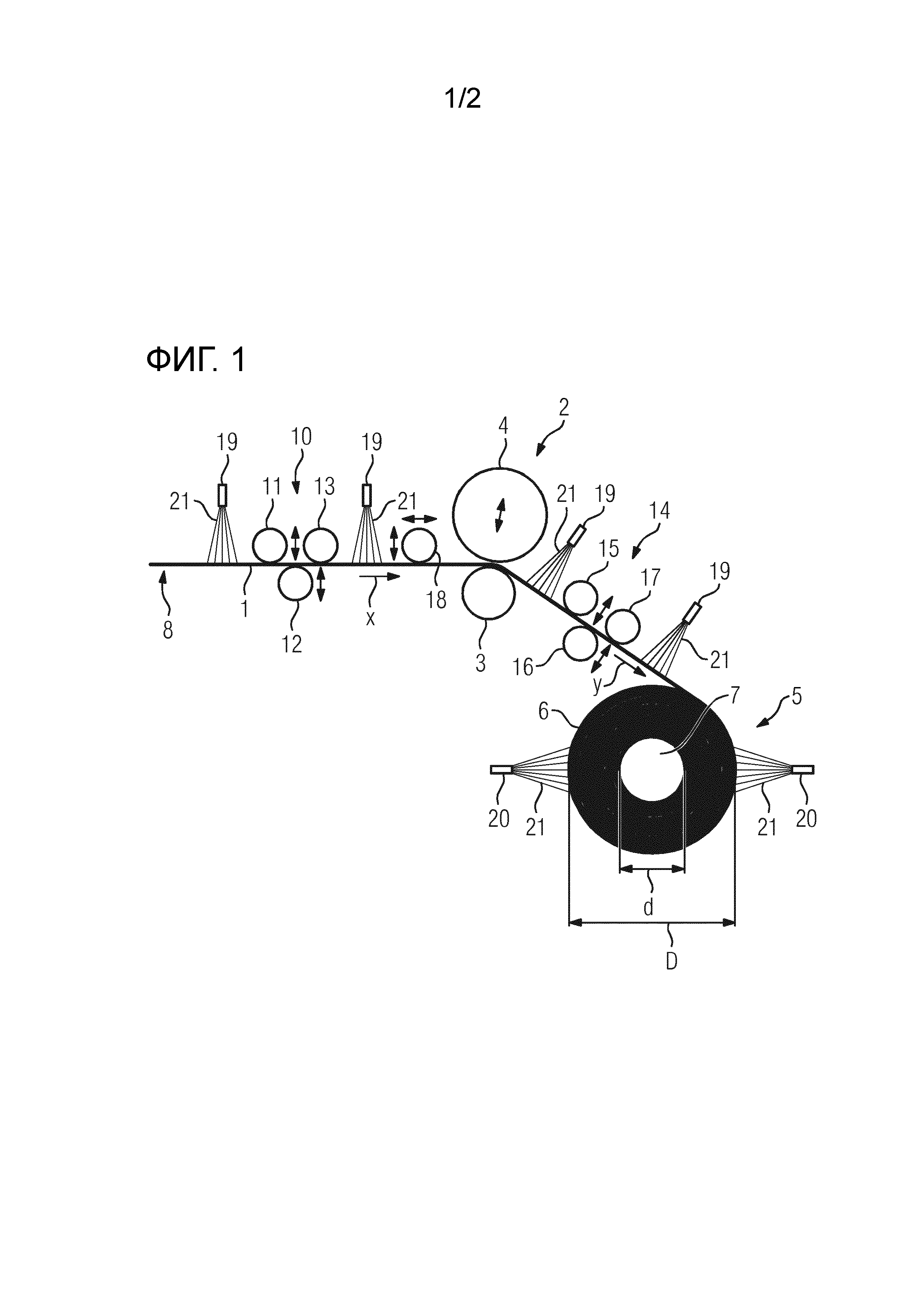
фиг. 1 - мотальное устройство;
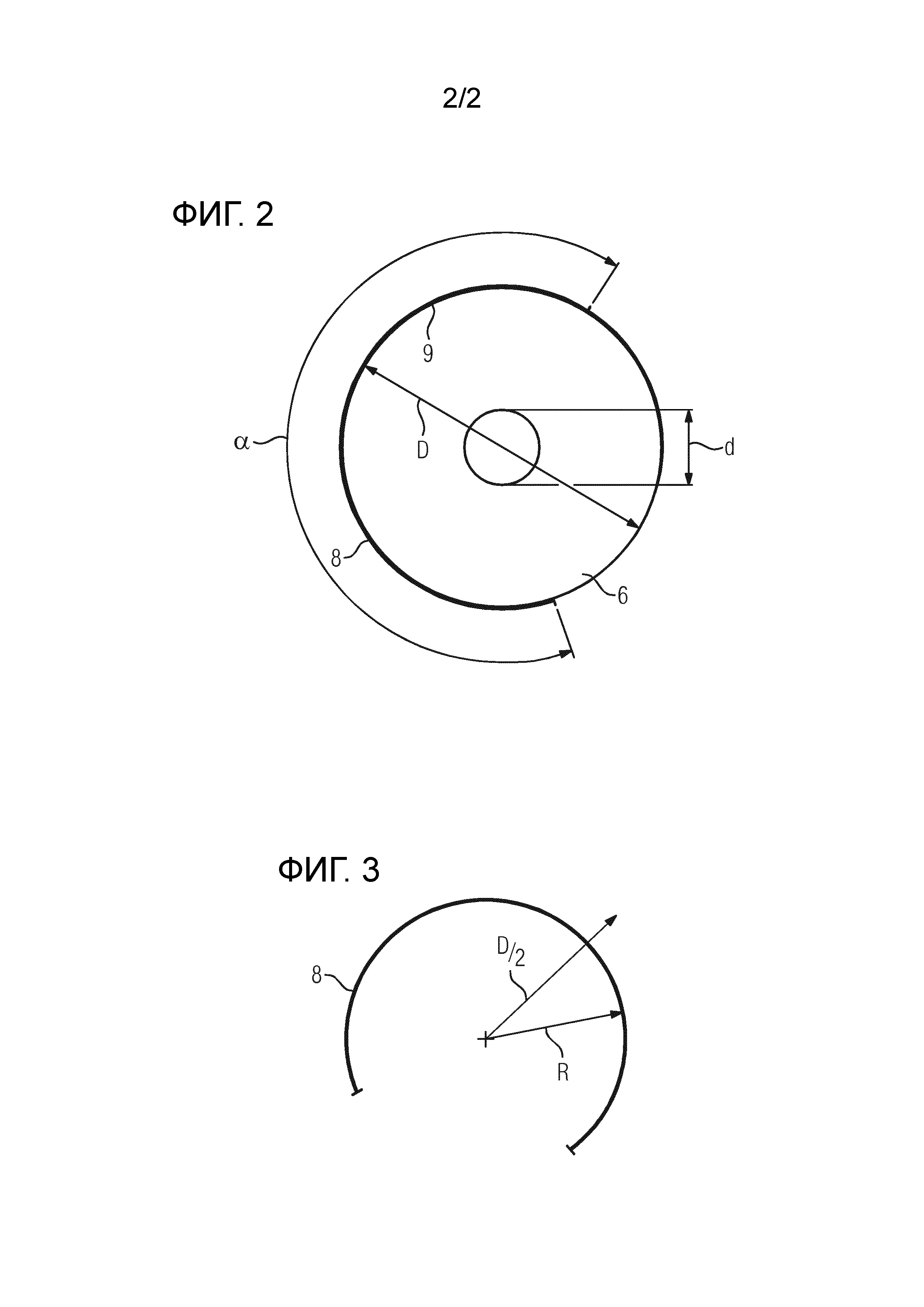
фиг. 2 - намотанный рулон; и
фиг. 3 - намотанный концевой участок.
Согласно изображению на фиг. 1 металлическая полоса 1 должна наматываться при помощи мотального устройства. Металлическая полоса 1 может состоять из стали. Альтернативно металлическая полоса 1 может состоять из другого металла, например из алюминия или меди. Металлическая полоса 1 была пред этим прокатана в неизображенном прокатном стане и затем охлаждена на также не изображенном участке охлаждения.
Мотальное устройство имеет, прежде всего, блок 2 тянущих роликов. Блок 2 тянущих роликов имеет нижний ролик 3 и верхний ролик 4. Нижний ролик 3 расположен зачастую неподвижно. Верхний ролик 4 может зачастую придвигаться к нижнему ролику 3. На фиг. 1 это обозначено двунаправленной стрелкой внутри верхнего ролика 4. Дополнительно верхний ролик 4 может иметь возможность смещения в горизонтальном направлении. При помощи блока 2 тянущих роликов металлическая полоса 1 отклоняется от первого направления x движения во второе направление y движения и затем подается во втором направлении y движения на моталку 5 мотального устройства. Первое направление x движения, как правило, горизонтально. Второе направление y движения ориентировано, как правило, под наклоном вниз. В моталке 5 металлическая полоса 1 наматывается в рулон 6. Моталка 5 имеет сердечник 7 моталки. В начале процесса намотки рулон 6 имеет исходный диаметр d. Исходный диаметр d соответствует диаметру сердечника 7 моталки. По ходу намотки металлической полосы 1 диаметр рулона 6 увеличивается, пока он не достигнет конечного диаметра D. Конечный диаметр D соответствует диаметру готового намотанного рулона 6.
В рамках процесса намотки должно достигаться то, что концевой участок 8 металлической полосы 1 после намотки пластически деформирован таким образом, что он - см. фиг. 2 и 3 - изогнут в ненагруженном состоянии с достаточно небольшим радиусом R изгиба. Предпочтительно радиус R изгиба максимально настолько велик, как половина диаметра D рулона.
Для получения ненагруженного состояния концевой участок 8 может отрезаться от остального рулона 6 и затем ставиться на боковую кромку, так что концевой участок 8 может свободно сворачиваться. В этом состоянии концевой участок 8 принимает радиус R изгиба. Это - как правило, фиктивное - состояние изображено на фиг. 3. На практике концевой участок 8 остается составной частью рулона 6. Следовательно, концевой участок 8 должен в принудительном порядке принимать радиус изгиба, который равен половине диаметра D рулона. Тем не менее, концевой участок 8, исходя из ненагруженного состояния, упруго разогнут наружу. Следовательно, благодаря своему упругому разгибанию он прилегает под давлением к следующему внутреннему витку 9 рулона 6.
Длина концевого участка 8 может быть определена по необходимости. Предпочтительно длина концевого участка 8 согласно изображению на фиг. 2 больше чем половина внешнего витка рулона 6. В частности длина концевого участка 8 может соответствовать окружному углу α в 190°, 200°, 210°,..., 340°, 350° или 360°. Также возможны еще большие значения окружного угла α. Также могут реализовываться промежуточные значения, например 217° или 312°.
Для того чтобы достигать подобной пластической деформации концевого участка 8, мотальное устройство имеет устройство деформации. При помощи устройства деформации вызывается необходимая пластическая деформация концевого участка 8 металлической полосы 1.
Устройство деформации может включать в себя правильный блок, который расположен перед моталкой 5. В этом случае пластическая деформация концевого участка 8 осуществляется в правильном блоке. Пластическая деформация осуществляется перед намоткой концевого участка 8 при помощи правильного блока.
Возможная реализация правильного блока заключается в том, что согласно изображению на фиг. 1 перед блоком 2 тянущих роликов расположен отдельный правильный блок 10. Этот правильный блок 10 обозначается в дальнейшем как расположенный выше правильный блок.
Расположенный выше правильный блок 10 включает в себя согласно изображению на фиг. 1, по меньшей мере, три правильных ролика с 11 по 13. Правильные ролики с 11 по 13 расположены последовательно друг за другом, если смотреть в первом направлении x движения. Они поочередно придвинуты к одной и к другой стороне металлической полосы 1. Правильные ролики с 11 по 13 могут приводиться в движение по отдельности или группой. Альтернативно они могут быть выполнены без привода. По меньшей мере, один из правильных роликов с 11 по 13 может придвигаться к металлической полосе 1. Например, средний правильный ролик 12 расположенного выше правильного блока 10 может иметь возможность придвижения к металлической полосе 1. На фиг. 1 это обозначено двунаправленной стрелкой рядом со средним правильным роликом 12 расположенного выше правильного блока 10. Альтернативно или дополнительно оба внешних правильных ролика 11, 13 расположенного выше правильного блока 10 могут иметь возможность придвижения к металлической полосе 1. На фиг. 1 это обозначено двунаправленной стрелкой между обоими внешними правильными роликами 11 и 13 расположенного выше правильного блока 10.
Альтернативно расположенному выше правильному блоку 10 возможно, что согласно изображению на фиг. 1 после блока 2 тянущих роликов расположен правильный блок 14. Этот правильный блок 14 обозначается в дальнейшем как расположенный ниже правильный блок.
Конструкция и принцип действия расположенного ниже правильного блока 14 аналогичны конструкции и принципу действия расположенного выше правильного блока 10. Следовательно, расположенный ниже правильный блок 14 включает в себя согласно изображению на фиг. 1, по меньшей мере, три правильных ролика с 15 по 17. Правильные ролики с 15 по 17 расположены последовательно друг за другом, если смотреть во втором направлении y движения. Они поочередно придвинуты к одной и к другой стороне металлической полосы 1. Правильные ролики с 15 по 17 могут приводиться в движение по отдельности или группой. Альтернативно они могут быть выполнены без привода. По меньшей мере, один из правильных роликов с 15 по 17 может придвигаться к металлической полосе 1. Например, средний правильный ролик 16 расположенного ниже правильного блока 14 может иметь возможность придвижения к металлической полосе 1. На фиг. 1 это обозначено двунаправленной стрелкой рядом со средним правильным роликом 16 расположенного ниже правильного блока 14. Альтернативно или дополнительно оба внешних правильных ролика 15, 17 расположенного ниже правильного блока 14 могут иметь возможность придвижения к металлической полосе 1. На фиг. 1 это обозначено двунаправленной стрелкой между обоими внешними правильными роликами 15 и 17 расположенного ниже правильного блока 14.
Альтернативно предусмотрению расположенного выше или ниже правильного блока 10, 14 возможно расширять блок 2 тянущих роликов в правильный блок. В этом случае правильный блок имеет в дополнение к нижнему ролику 3 и верхнему ролику 4 блока 2 тянущих роликов прижимной ролик 18. Прижимной ролик 18 расположен перед блоком 2 тянущих роликов. Он может придвигаться к металлической полосе 1. На фиг. 1 это обозначено ортогональной к первому направлению x движения двунаправленной стрелкой рядом с прижимным роликом 18. Дополнительно прижимной ролик 18 может также иметь возможность позиционирования в первом направлении x движения. На фиг. 1 это обозначено параллельной к первому направлению x движения двунаправленной стрелкой рядом с прижимным роликом 18. Однако возможность позиционирования в первом направлении x движения не является обязательно необходимой.
В случае применения правильного блока осуществляется механическо-пластическая деформация концевого участка 8, которая происходит перед намоткой концевого участка 8. Однако вне зависимости от того, имеется ли в наличии или нет один из правильных блоков 2+18, 10, 14, всегда присутствуют переднее и/или заднее устройство 19, 20 охлаждения. При помощи устройств 19, 20 охлаждения концевой участок 8 металлической полосы 1 ассиметрично нагружается охлаждающей средой 21 (например, водой или смесью вода-масло). Если имеются в наличии только переднее и/или заднее устройство 19, 20 охлаждения, то ассиметричное нагружение концевого участка 8 охлаждающей средой 21 вызывает полностью необходимую пластическую деформацию концевого участка 8. Если дополнительно имеется в наличии один из правильных блоков 2+18, 10, 14, то ассиметричное нагружение концевого участка 8 охлаждающей средой 21 вызывает частично необходимую пластическую деформацию концевого участка 8. В этом случае пластическая деформация концевого участка 8 поддерживается имеющимся правильным блоком 2+18, 10, 14.
Переднее устройство 19 охлаждения расположено перед моталкой 5. При помощи переднего устройства 19 охлаждения осуществляется ассиметричное нагружение перед намоткой. Заднее устройство 20 охлаждения расположено в моталке 5. При помощи заднего устройства 20 охлаждения осуществляется ассиметричное нагружение во время намотки (см. на фиг. 1 нагружение справа от рулона 6) и/или после намотки (см. на фиг. 1 нагружение слева от рулона 6).
Возможно снабжать устройства 19, 20 охлаждения - по меньшей мере, во время нагружения концевого участка 8 металлической полосы 1 - неизменяемым количеством охлаждающей среды. Альтернативно возможно, что количество охлаждающей среды варьируется в течение этого промежутка времени. Также возможно нагружать концевой участок 8 охлаждающей средой 21 периодически.
На фиг. 1 изображено то, что исключительно внешняя сторона концевого участка 8 нагружается охлаждающей средой 21, а именно и перед, и за блоком 2 тянущих роликов, и в моталке 5. Перед моталкой 5 альтернативно возможно нагружать концевой участок 8 охлаждающей средой 21 также на другой стороне, однако в меньшем объеме. Также возможно осуществлять ассиметричное нагружение охлаждающей средой 21 исключительно перед или исключительно за блоком 2 тянущих роликов.
Подводя итог, данное изобретение относится, таким образом, к следующему аспекту:
Катаная металлическая полоса 1, в частности стальная полоса 1, отклоняется при помощи блока 2 тянущих роликов от первого направления x движения во второе направление y движения и подается на моталку 5. В моталке 5 металлическая полоса 1 наматывается в рулон 6 с диаметром D рулона. Вызывается пластическая деформация концевого участка 8 металлической полосы 1, так что концевой участок 8 в ненагруженном состоянии изогнут с радиусом R изгиба. Пластическая деформация концевого участка 8, по меньшей мере, частично вызывается ассиметричным нагружением сторон концевого участка 8 охлаждающей средой 21. Нагружение концевого участка 8 охлаждающей средой 21 осуществляется на длине концевого участка 8, которая больше чем половина внешнего витка рулона 6, но меньше чем полный внешний виток рулона 6.
Данное изобретение обладает множеством преимуществ. В частности может простым образом и с высокой степенью надежности достигаться необходимый изгиб концевого участка 8 металлической полосы 1.
Несмотря на то, что изобретение было в деталях более подробно пояснено и описано посредством предпочтительного примера осуществления, изобретение не ограничено раскрытыми примерами, и другие варианты могут выводиться из этого специалистом, не покидая объем защиты изобретения.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 металлическая полоса
2 блок тянущих роликов
3 нижний ролик
4 верхний ролик
5 моталка
6 рулон
7 сердечник моталки
8 концевой участок
9 следующий внутренний виток
10 расположенный выше правильный блок
11 по 13 правильные ролики
14 расположенный ниже правильный блок
15 по 17 правильные ролики
18 прижимной ролик
19 переднее устройство охлаждения
20 заднее устройство охлаждения
21 охлаждающая среда
d, D диаметры
R радиус изгиба
x, y направления движения
α окружной угол
Распознавание процесса очистки установки с фильтрами, размещенными с пространственным смещением относительно друг друга
Участок охлаждения с нижней распылительной балкой
Загрузочный желоб для агломерата
Система для грануляции шлака
Устройство для перемещения узла резания и сварки металлических полос
Устройство для загрузки металлургического плавильного сосуда металлическим ломом
Способ и устройство для проводки металлических полос с помощью изнашивающихся тел
Эджер прокатного стана
Намоточная машина для намотки нескольких рулонов прокатанного материала вокруг одного барабана
Блок ролика роликовой проводки для установки непрерывной разливки
Удержание и транспортировка намотанной в рулон металлической полосы
Охлаждение валка прокатной клети

