Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ УЗЛА РЕЗАНИЯ И СВАРКИ МЕТАЛЛИЧЕСКИХ ПОЛОС
Вид РИД
Изобретение
Настоящее изобретение относится к устройству для перемещения узла резания и сварки конца первой металлической полосы с началом второй металлической полосы, а также к способу, связанному с упомянутым устройством по каждой из ограничительных частей пунктов 1 и 14 Формулы изобретения.
В области металлургической обработки металлических полос, перемещающихся по линии, содержащей обрабатывающие модули (прокатный стан, листоправильный станок, печи, декапирование, гальваническое покрытие металлом, отжиг и т.д.), металлические полосы в идеальном случае подают из рулонов, которые один за другим развертываются, чтобы позиционировать полосы последовательно на упомянутой линии. Чтобы обеспечить непрерывное физическое перемещение обрабатываемых полос, требуется отрезать и затем сваривать конец первой развернутой полосы с началом второй полосы, которая, по меньшей мере, частично развернута, причем с этой целью начало полосы и конец полосы подаются в сварочную установку, в частности, называемую сварочным аппаратом. В ходе операции сварки, во время которой конец полосы и начало полосы в обязательном порядке делают неподвижными при помощи зажимов для сварки (после отрезания), необходимо, по меньшей мере, ограничить или не снижать скорость перемещения (сваренной) полосы в процессах, которые выполняют ниже сварочного аппарата (здесь и далее "выше" и "ниже" означают относительное положение, если смотреть в направлении технологического процесса). Кроме того, ниже и, возможно, выше сварочного аппарата установлены средства накопления полосы, чтобы сделать возможной непрерывность процесса или процессов обработки, несмотря на период остановки и/или замедления в сварочном аппарате из-за накопления и/или подачи полосы в средствах накопления полосы. Эти средства накопления должны быть минимизированы, так как они являются дорогостоящими и громоздкими. Если говорить конкретно, необходимо стремиться к тому, чтобы технологическая линия для таких полос делала возможным непрерывное перемещение полос от разматывателя на входе линии до сматывателя или штабеля нарезанных секций полосы на выходе линии. Таким образом, требуется минимизировать длительность остановки каждой полосы (по меньшей мере, конца и/или начала) в некотором месте линии, например, в сварочном аппарате, при одновременном уменьшении накопления, которое является непродуктивным ввиду того, что оно представляет собой только затраты, соответствующие падению производительности на линии, вызванному уменьшением средней скорости перемещения полосы на технологической линии и увеличением числа устройств, используемых для уменьшения замедления полосы на некоторых участках линии, например, при использовании средств накопления полосы.
Кроме того, полосы из рулонов могут иметь различные металлургические свойства, толщину и ширину при поступлении в сварочный аппарат, в частности, если обрабатываются различные типы и форматы. В настоящее время существует два основных типа сварочных аппаратов, легкие и тяжелые сварочные аппараты, используемые для сварки металлических полос различной ширины и толщины, учитывая механические напряжения, воздействующие на зону сварки из-за действий, порожденных процессами, выполняемыми ниже сварочного аппарата. Другими словами, чтобы расширить применение сварки в каждой из "легкой или тяжелой" областей, желательно иметь возможность расширить диапазоны сварки до большего числа форматов и типов полосы, или даже наоборот (Прим.перев.1). Однако, в случае сварочного аппарата, предназначенного для полос небольшого формата, если желательно расширить сварку до большего формата (предполагая, что ширина, толщина и металлургические характеристики полос не превышают возможностей упомянутого сварочного аппарата), время сварки будет увеличиваться, по меньшей мере, пропорционально увеличению длины сварного соединения, относящейся к требуемой ширине. Это снижает производительность технологической линии (ниже) и, возможно, требует установки дополнительных средств накопления ниже. В дополнение к тому, что непроизводительное время оказывает негативное влияние, также необходимо обеспечить хранящие накопители с увеличенной емкостью, предназначенные для форматов полосы с большей шириной. Соответственно, очевидно, что такие средства накопления, расположенные ниже (и средства накопления, расположенные выше, где это применимо) также в силу необходимости будут тяжелее и более дорогостоящими, чем прежде, для сварочного аппарата, который должен быть применен для сварки полос большего формата.
Прежде всего, настоящее изобретение основано на известном устройстве для перемещения, по меньшей мере, одного узла резания и сварки, выполненного с возможностью отрезать и затем сваривать конец первой металлической полосы с началом второй металлической полосы, причем упомянутое устройство содержит, по меньшей мере, первую каретку, удерживающую, по меньшей мере, одну сварочную головку, причем первая каретка выполнена с возможностью перемещения по направляющему пути, следуя первому маршруту через, по меньшей мере, одну поперечную область (обычно называемую шириной) полосы. Кроме того, это устройство включает, по меньшей мере, одну вторую каретку, выполненную с возможностью перемещения отдельно от первой каретки и удерживающую режущую головку, причем вторая каретка выполнена с возможностью перемещения по направляющему пути, следуя второму маршруту. Такое устройство подробно изображено и описано в опубликованном документе DE102007023017А1 (см. Фиг.2а, 2b, 2с), демонстрирующем такую двухкареточную компоновку, причем каждая каретка имеет головки, которые можно переключать в режимы резания и сварки. Этот тип переключаемой головки, в первую очередь снабженной, по меньшей мере, одним лазерным источником, в настоящее время представляет собой технологию с гибким способом работы, наиболее подходящую для резания и сварки металлических заготовок различной формы. Однако эти головки имеют недостаток, заключающийся в том, что они не обеспечивают те же уровни характеристик резания и сварки, что отдельные режущие и сварочные головки, используемые исключительно для резания или сварки металлических полос. Это тем более очевидно в связи с тем, что полосы, которые должны быть отрезаны и сварены, могут иметь разные форматы, толщину и металлургические, физические/механические характеристики и поэтому предъявляют жесткие требования с точки зрения характеристик резания и сварки, которые трудно обеспечить, используя технологию на основе универсальной режущей и сварочной головки. Кроме того, устройство, описанное в документе DE102007023017А1, включает промежуточный этап (Фиг.2b) между этапом резания (Фиг.2а) и этапом сварки (Фиг.2с) для регулирования, по меньшей мере, одной из двух кареток относительно другой, чтобы переместить выровненные в продольном направлении режущие головки, которые должны быть переключены в режим сварки, в положения, выровненные в поперечном направлении относительно первоначального направления перемещения полос. Этот промежуточный этап имеет два недостатка: во-первых, потеря времени при изменении выравнивания головок и кареток, что в обязательном порядке уменьшает производительность или требует дополнительной емкости накопления, и, во-вторых, высокая степень точности выравнивания, требуемая для этой динамичной схемы использования кареток/головок, что требует дорогостоящих средств выравнивания для достижения требуемых надежности и устойчивости. Такие средства точного выравнивания кареток и головок с успехом позволяют легко использовать устройство по документу DE102007023017А1 для сварки сегментов двух металлических листов, используя сварные соединения свободной формы, но настоящее изобретение относится к резанию и сварке прямолинейных краев концов и начал полосы, т.е., более простых профилей.
И, наконец, настоящее изобретение также предназначено обеспечить альтернативу обычной технологии, называемой "одна каретка", где каретка снабжена сварочной и режущей головками, например, в узле, содержащем одну каретку, снабженную манипулятором с поворотной степенью подвижности, с множеством переключаемых режущих/сварочных головок, как указано в том же опубликованном документе DE102007023017А1 (Фиг.1а, 1b, 1с) и в документе JP S60-257983. Этот тип конструкции также имеет недостатки, относящиеся к режущим и сварочным головкам с двойной функцией и имеет промежуточный этап (такой как показан на Фиг.1b в документе DE102007023017А1, который занимает слишком много времени с точки зрения цикла и точности, как описано выше.
Необходимо также упомянуть, что устройства для резания и сварки, требующие средств выравнивания и/или поворота, опорой которым являются один или более опорных и направляющих элементов, требуют, чтобы такие элементы были сложными и поэтому громоздкими и/или тяжелыми, тем более что для установок, работающих круглосуточно, требуются точность и надежность таких средств. Такие элементы обычно являются большими и имеют С-образную форму, чтобы сделать возможным перемещение, помимо полосы, режущих, сварочных, шлифующих, контролирующих качество и нагревательных головок, и т.д., вне зависимости от наличия упомянутой полосы.
Более того, если требуются другие модули в дополнение к устройству, соответствующему изобретению, такие как один из следующих модулей:
- средства контроля качества сварного соединения,
- блок шлифования зоны, в которой выполнена сварка,
- средства отжига зоны, которая должна быть сварена и/или зоны, в которой выполнена сварка,
то устройство, описанное выше, будет даже более большим или громоздким, и будет чрезвычайно сложно или даже невозможно включить такие модули в него (например, средства шлифования на каретках, которые поворачиваются или выполняют резание/сварку нелинейных профилей). Соответственно, очевидно, что известным устройствам для перемещения, по меньшей мере, одного узла резания и сварки не хватает модульности.
Одной из задач настоящего изобретения является предложить устройство для перемещения, по меньшей мере, одного узла резания и сварки, выполненного с возможностью отрезать и затем сваривать конец первой металлической полосы с началом второй металлической полосы, причем упомянутое устройство решает известные проблемы, описанные для известного уровня техники и выше в данном описании.
В частности, изобретение решает проблемы с намерением предложить следующие преимущества:
- сокращение средств накопления перемещающейся полосы, увеличение производительности, сокращение длительности цикла резания и сварки,
- упрощение цикла резания и сварки,
- использование (отдельно) режущих и сварочных головок с улучшенными характеристиками,
- улучшение адаптации к различным форматам и свойствам полос,
- повышение простоты, модульности, интеграции и усовершенствование/повышение компактности конструкций несущих средств/кареток,
- ограничение требуемых излишних механических конструктивных отклонений, в частности, с использованием аспекта динамической точности для перемещения и позиционирования кареток и режущих/сварочных головок на переменных маршрутах резания и сварки, которые могут меняться от десятков сантиметров до нескольких метров,
- надежность и устойчивость повторяющихся функций, требуемых для сварки полос,
- облегчение операций по обслуживанию машин, в частности, вследствие легкого доступа к различным головкам и модулям.
В сочетании с таким устройством для перемещения, также предлагается способ резания и последующей сварки, причем упомянутый способ, в частности, усовершенствован с точки зрения минимального времени остановки полос в сварочном аппарате, т.е., предотвращения потери времени вне этапа резания и этапа сварки конца и начала полос, в частности, с использованием устройства для перемещения.
Соответственно, такие устройство для перемещения и связанный с ним способ сварки предлагаются при помощи признаков в пунктах 1 и 14 Формулы изобретения.
В группе зависимых пунктов также указаны преимущества изобретения.
В первую очередь, на основе устройства для перемещения, по меньшей мере, одного узла резания и сварки, выполненного с возможностью отрезать и затем сваривать конец первой металлической полосы с началом второй металлической полосы, изобретение предлагает устройство, содержащее первую каретку, удерживающую, по меньшей мере, одну сварочную головку, причем первая каретка выполнена с возможностью перемещения по направляющему пути, следуя первому маршруту через одну поперечную область полосы, определенную в соответствии с шириной резания и сварки для упомянутых конца и начала полос. Устройство включает, по меньшей мере, одну вторую каретку, выполненную с возможностью перемещения отдельно от первой каретки и удерживающую режущую головку, причем вторая каретка выполнена с возможностью перемещения по направляющему пути, следуя второму маршруту. И, наконец, устройство, соответствующее изобретению, отличается тем, что:
- сварочная головка используется исключительно для режима сварки для конца и начала отрезанных полос,
- вторая каретка используется исключительно для режима резания, т.е., она включает только, по меньшей мере, один блок резания, в идеальном случае образованный двумя режущими головками, соответственно, установленными на краях конца и начала двух полос.
Другими словами, первая каретка не выполняет функцию резания, так как она несет только, по меньшей мере, одну сварочную головку (т.е., не может быть переключена в режим резания).
Так как первая и вторая каретки выполнены с возможностью перемещения по отдельности и имеют отдельные режимы сварки и резания, то устройство, соответствующее изобретению, обеспечивает превосходную степень модульности, позволяющую ему переходить последовательно и непосредственно из режима резания в режим сварки. Между этапами резания и сварки, в отличие от документа DE102007023017А1 (Фиг.1b) и документа JP S60-257983 (путем поворота механической руки 15), не требуется промежуточный этап для повторного позиционирования, по меньшей мере, одной из двух кареток и/или головок кареток. Таким образом, можно с успехом ограничить механические конструктивные отклонения, требуемые, в частности, посредством аспекта динамической точности для перемещения и неотъемлемого позиционирования кареток и режущей/сварочной головок между этапами резания и сварки. Очень точные механические конструктивные отклонения требуется только на переменных маршрутах резания и сварки. Кроме того, таким образом, исключаются сложные, громоздкие и дорогостоящие средства промежуточного поступательного перемещения или поворота между упомянутыми режимами резания и сварки. Устройство, соответствующее изобретению, таким образом, также в значительной степени усовершенствовано, и опорная конструкция устройства, в которой используется один направляющий путь (в идеальном случае просто линейно-протяженный) для двух кареток, может быть меньше и менее громоздкой, чем конструкции, описанные для известного уровня техники.
При условии, что промежуточный этап между этапами резания и сварки выполняется путем активации непосредственно следующего перемещения двух кареток устройства, соответствующего изобретению, длительность цикла резания и сварки минимизируется, что с успехом уменьшает потребность в средствах накопления перемещающейся полосы и увеличивает производительность.
В предпочтительном случае в устройстве, соответствующем изобретению, два направляющих пути для первой и второй кареток являются, по меньшей мере, параллельными или идентичными, если позиционирование режущей или сварочной головки на каждой из кареток заранее определено перед тем, как активировано перемещение кареток. Кроме того, к первой каретке могут быть добавлены простые и легковесные средства точного регулирования положения сварочной головки на первой каретке.
Согласно одному из вариантов, который является предпочтительным из-за его простоты, в устройстве, соответствующем изобретению, вторая каретка имеет, по меньшей мере, две режущих головки, в идеальном случае с фиксированным зазором, чтобы одновременно и в поперечном направлении отрезать начала и концы двух полос, которые должны быть сварены при помощи стыковой сварки, с постоянным расстоянием между двумя поперечными плоскостями резания. Упомянутое расстояние определяется величиной зазора (Ес), который, в частности, зависит от размеров (которые известны и, таким образом, могут быть заранее определены) зажимных приспособлений и рамы первой каретки и выделенной ей головки.
В идеальном случае, направляющие части первой и второй кареток имеют, по меньшей мере, одну простую линейно-протяженную направляющую, параллельную плоскостям резания полос, которые должны быть отрезаны и сварены. Длина упомянутой направляющей является, по меньшей мере, суммой длины маршрута каретки для резания и полезной длины в стояночном положении двух кареток с обеих сторон конца и начала полосы наибольшего формата. Эта направляющая может быть создана различными путями, с использованием, по меньшей мере, одной салазки, по меньшей мере, одного рельса, либо любого другого линейного направляющего средства для кареток, обращенного к, по меньшей мере, одной из общих поверхностей конца и начала полос, которые должны быть сварены. Значительно упрощенная конструкция направляющей обеспечивает ее меньший размер и меньшую громоздкость, чем у известных направляющих устройств, таких как С-образные опоры или любая другая опора, усиленная для того, чтобы нести вложенные устройства сдвига/шарниры.
Возможны и другие преимущества и варианты устройства, соответствующего изобретению, а также связанного с ним способа, которые приведены с использованием следующих чертежей:
на Фиг.1 показано устройство для перемещения, соответствующее изобретению, в положении перед резанием,
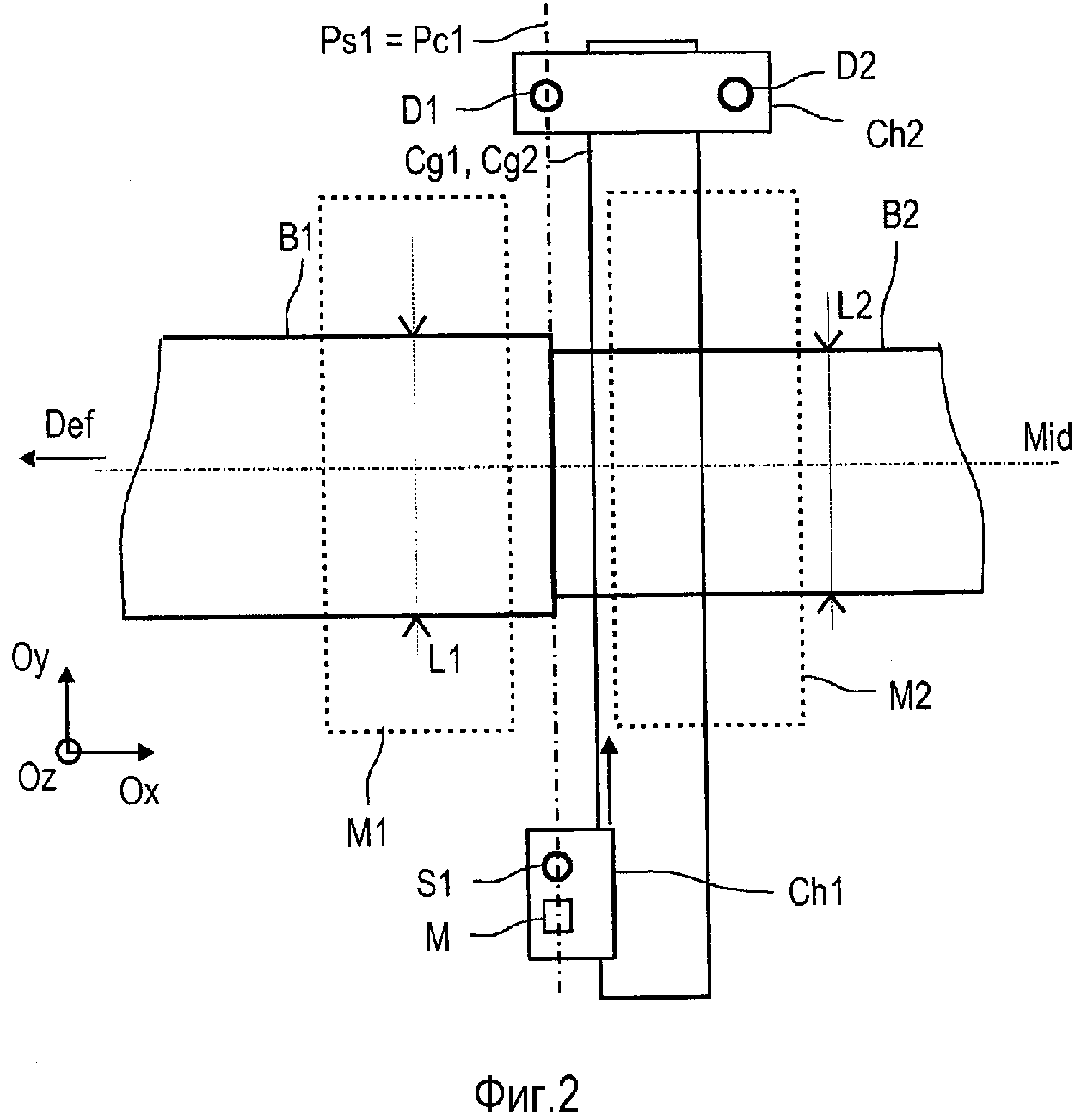
на Фиг.2 показано устройство для перемещения, соответствующе изобретению, в положении, соответствующем концу этапа резания, и в положении перед сваркой,
на Фиг.3 показано устройство для перемещения, соответствующее изобретению, которое снабжено средствами точного регулирования положения сварочной головки,
на Фиг.4 показано устройство для перемещения, соответствующее изобретению, в положении, соответствующем концу этапа сварки,
на Фиг.5 показано устройство для перемещения, соответствующее изобретению, в положении перед резанием, если смотреть спереди относительно перемещения полосы.
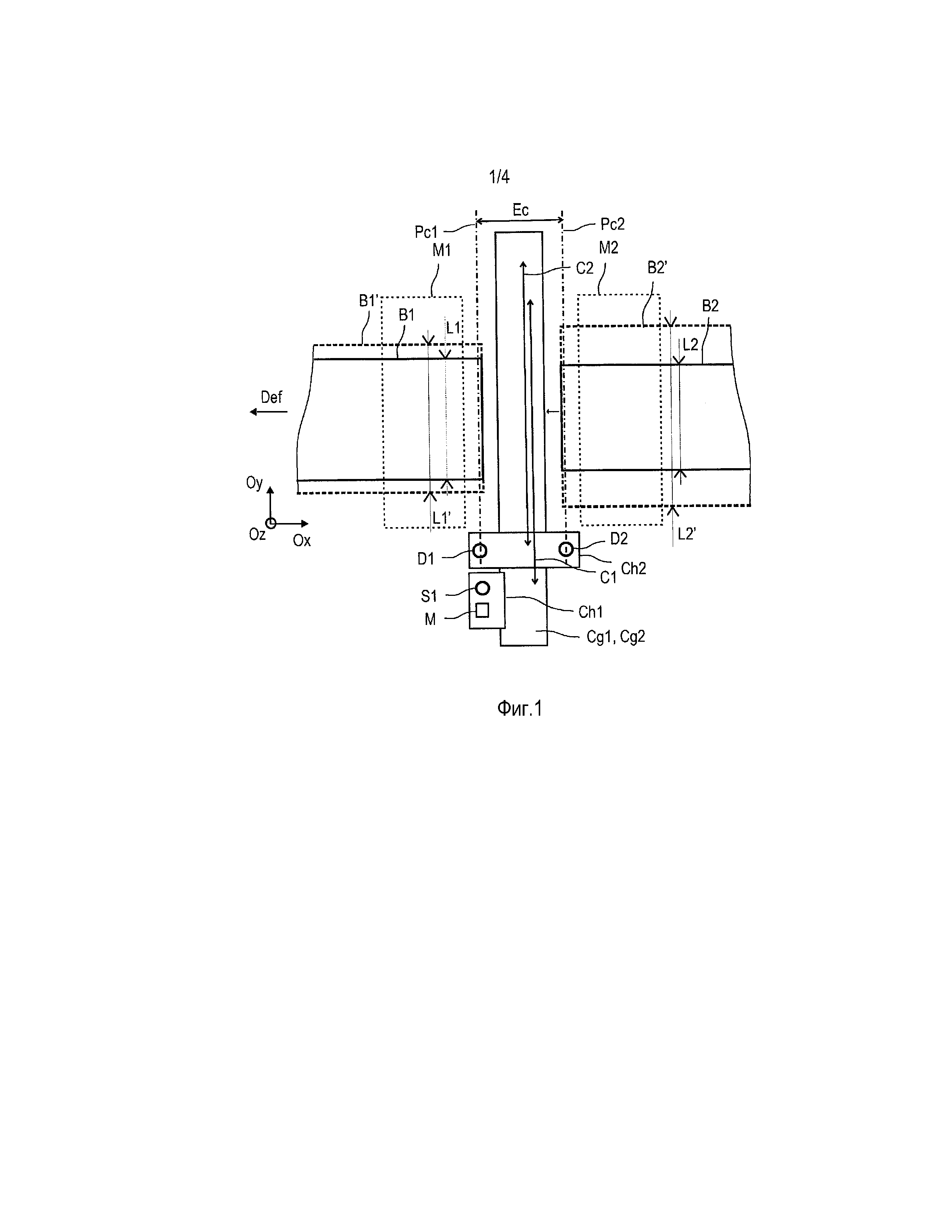
На Фиг.1 приведен вид сверху группы металлических полос (В1, В2, B1', B2') различной ширины, перемещающихся в продольном направлении (Def) (= направлению, обратному к оси Ох) через сварочный аппарат. Для ясности, чтобы упрощенно представить сварочный аппарат, показаны только два зажима (М1, М2) сварочного аппарата, причем зажимы используются для блокирования, в зажатом положении, соответственно, конца полосы (В1, B1') и начала полосы (В2, B2'), и затем для перемещения начала полосы (В2, В2') в направлении конца полосы (В1, В1'). Сварочный аппарат включает устройство для перемещения, по меньшей мере, одного узла резания и сварки, соответствующего изобретению. На Фиг.1 это устройство показано в положении перед резанием.
Прежде всего, упомянутое устройство для перемещения, по меньшей мере, одного узла резания и сварки выполнено с возможностью отрезать и затем сваривать конец первой металлической полосы (В1) с началом второй металлической полосы (В2). Устройство включает первую каретку (Ch1), удерживающую, по меньшей мере, одну сварочную головку (S1), причем первая каретка (Ch1) выполнена с возможностью перемещения по направляющему пути (Cg1), следуя первому маршруту (С1) через поперечную область полосы. Длина первого маршрута (С1) делает возможной эффективную сварку на, по меньшей мере, наименьшей из ширин конца и начала отрезанных полос. Устройство включает, по меньшей мере, одну вторую каретку (Ch2), выполненную с возможностью перемещения отдельно от первой каретки и удерживающую режущую головку (D1), причем вторая каретка (Ch2) выполнена с возможностью перемещения по направляющему пути (Cg2), следуя второму маршруту (С2). Длина второго маршрута (С2) делает возможным эффективное резание на, по меньшей мере, наибольшей из ширин конца и начала полос, которые должны быть отрезаны.
И, наконец, устройство, соответствующее изобретению, отличается тем, что:
- сварочная головка (S1) используется исключительно для режима сварки,
- вторая каретка (Ch2) используется исключительно для режима резания.
На виде сверху сварочного аппарата на Фиг.1, две каретки установлены на одной стороне от конца и начала полос (В1, В2), т.е., в стояночном положении перед началом этапа резания с использованием второй каретки (Ch2). Два направляющих пути (Cg1, Cg2), по меньшей мере, параллельны или идентичны, что, помимо прочего, делает устройство очень простым, так как все из этапов резания и сварки могут, во-первых, осуществляться непосредственно и последовательно. Во-вторых, перемещение кареток, вызванное упомянутым устройством, является исключительно и просто линейным по направляющим путям (Cg1, Cg2), причем направляющие пути имеют, по меньшей мере, одну линейно-протяженную направляющую, работающую как несущее средство.
В устройстве, соответствующем изобретению, предпочтительно, чтобы вторая каретка (Ch2) имела, по меньшей мере, две режущих головки (D1, D2), в идеальном случае с фиксированным зазором (Ес), чтобы одновременно и в поперечном направлении отрезать начала и концы двух полос, которые должны быть сварены стыковой сваркой, с постоянным расстоянием между двумя поперечными плоскостями резания (Рс1, Рс2). Это расстояние легко определяется величиной зазора (Ес), который, в частности, зависит от размеров зажимных приспособлений (открытых в положении резания) и размеров шасси упомянутой каретки.
Первая каретка (Ch1) имеет, по меньшей мере, один из следующих модулей (М):
- средства контроля качества сварного соединения,
- блок шлифования зоны, в которой выполнена сварка,
- средства отжига зоны, которая должна быть сварена и/или зоны, в которой выполнена сварка.
В частности, блок шлифования, включающий прижимной ролик для сварного соединения, также очень легко встроить в первую каретку, так как ролик расположен в строго поперечной плоскости (Oy, Oz), как и сварочная головка (S1) и не посягает на ограниченное пространство между зажимами, в частности, когда зажимные приспособления закрыты во время этапа сварки. То же справедливо для интеграции на первой каретке для сварки средств проверки качества сварного соединения и/или средств отжига зоны, которая должна быть сварена и/или зоны, в которой выполнена сварка (т.е., расположенных выше и/или ниже сварочной головки).
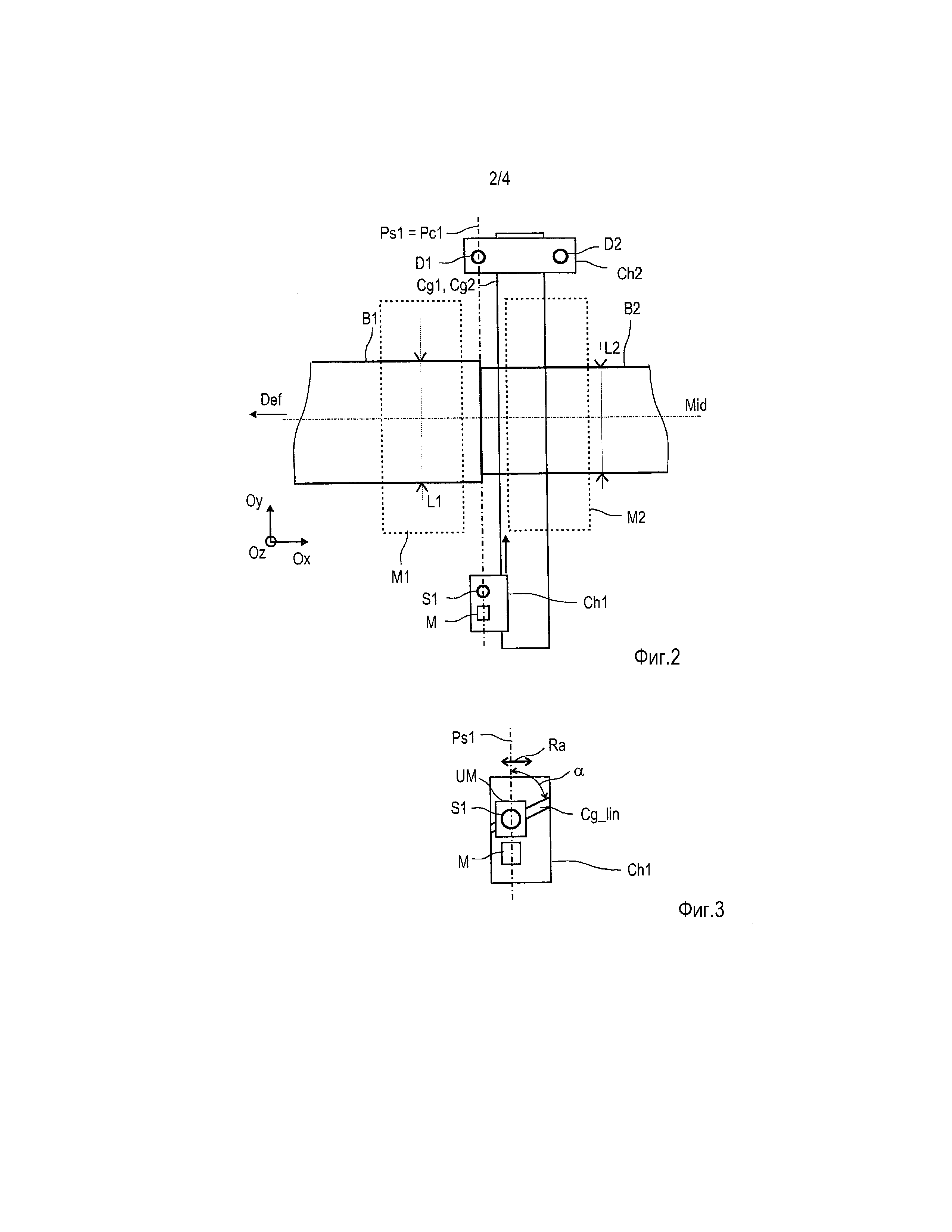
На Фиг.2 показано устройство для перемещения, соответствующее изобретению и Фиг.1, но в положении, соответствующем концу этапа резания, и в положении перед сваркой, т.е., в конце этапа резания, показанного на Фиг.1, сразу после того, как вторая каретка (Ch2) перемещена в положение для режима резания для конца и начала полос (В1, В2) на втором маршруте (С2). Таким образом, первая каретка (Ch1) для сварки по-прежнему позиционирована в первоначальной зоне парковки (Стояночном положении) на одной стороне полос (В1, В2), а вторая каретка (Ch2) находится в положении, соответствующем зоне парковки, на другой стороне полос (В1, В2). На этой стадии, по меньшей мере, один из зажимов (М2) сварочного аппарата, зажимающий полосу (В2), перемещается к другому зажиму (М1) в осевом направлении (Ox, Mid), чтобы расположить конец и начало полос (делая так, чтобы плоскости (Рс1, Рс2) точно совпадали) друг против друга относительно плоскости (Ps1) сварки, которая на Фиг.2 та же, что и плоскость (Рс1) резания.
Тем не менее, возможно, в зависимости от формата, что толщина, физические свойства полос, которые должны быть сварены, способ сварки и отрезанные края конца и начала полос могут играть более или менее значительную роль, что требует, чтобы плоскость сварки была, по существу, смещена и отрегулирована в осевом направлении (= по длине в направлении (Ох), в направлении перемещения (Def) полос) от первоначальной плоскости (Рс1) завершенного резания для конца полосы (В1). Для этой цели на Фиг.3 предлагаются средства точного регулирования, на этом чертеже, по меньшей мере, сварочная головка (S1) первой каретки (Ch1) установлена на подвижном блоке (UM), который делает возможным регулирование (Ra) осевого положения головки (S1) относительно осей (Pc1, Ps1) резания и сварки. Если говорить более конкретно и очень упрощая, подвижный блок (UM) установлен на направляющем пути, жестко соединенном с первой кареткой (Ch1), таком как линейный направляющий путь (Cg_lin) с углом (α) относительно осей (Pc1, Ps1) резания и сварки, где, например, ~1° <α<90°. Так, например, если выбранный угол составляет приблизительно 10°, линейное поступательное перемещение на 10 мм по линейному направляющему пути (Ch_lin) сделает возможным более точное реальное осевое смещение на приблизительно 1 мм в направлении (Ох, Mid). По сути, линейное поступательное перемещение не требует средств перемещения с высокой точностью (которые дороги и возможно большего размера и тяжелее), так как точность, требуемую для "более точного" осевого регулирования, просто увеличить, уменьшая угол (α), если требуется. Линейное поступательное перемещение по линейному направляющему пути (Ch_lin) и/или изменение угла могут быть осуществлены вручную или автоматически с использованием небольших механизмов с низкой точностью, в зависимости от типов и форматов свариваемых полос.
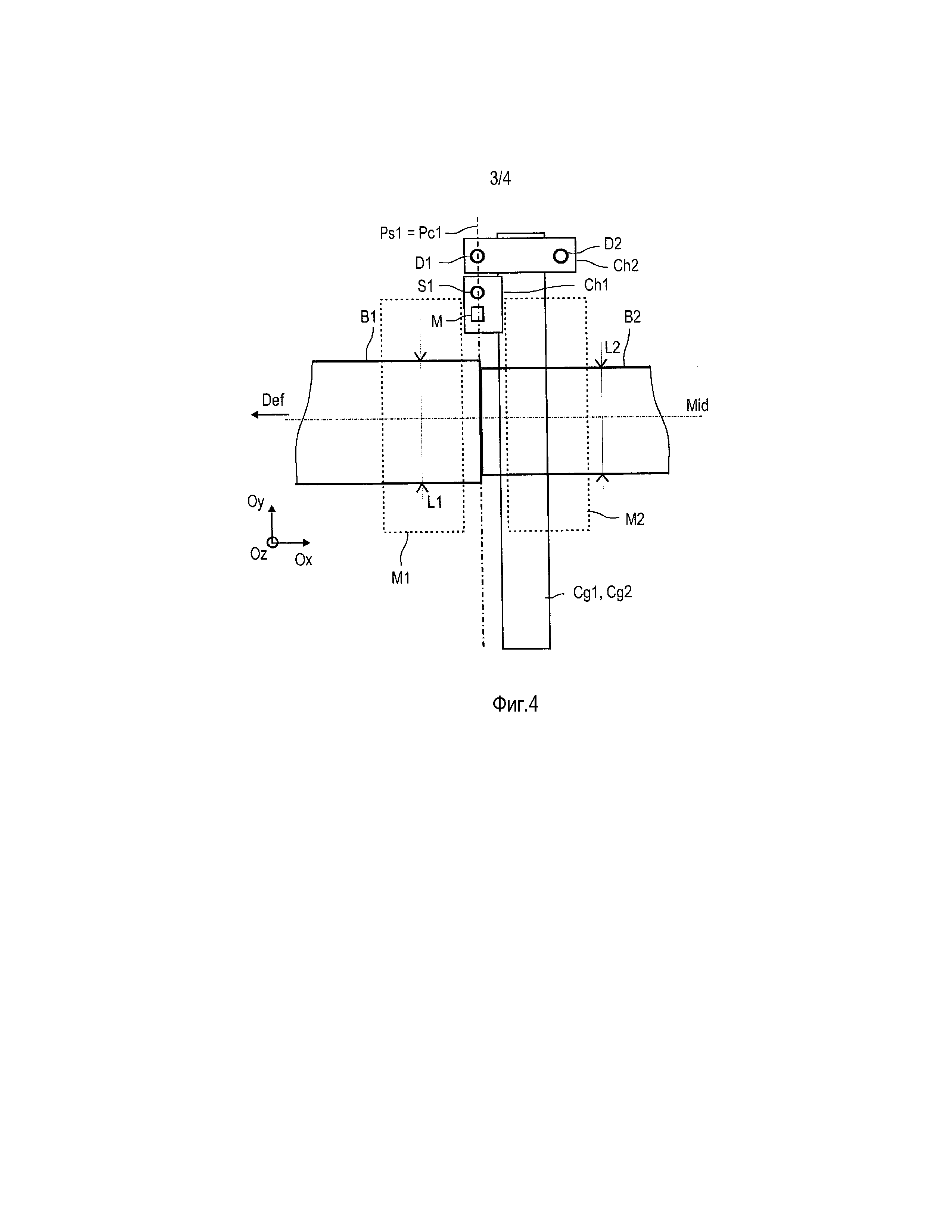
На Фиг.4 показано устройство для перемещения, соответствующее изобретению, в положении, соответствующем концу этапа сварки, на первом маршруте (С1) сварки, причем первая и вторая каретки (Ch1, Ch2) находятся в положении, соответствующем зоне парковки, на противоположной стороне полос (В1, В2), которое первоначально задано на Фиг.1. В результате этапы резания и сварки выполняются без промежуточного этапа для повторного позиционирования кареток или головок.
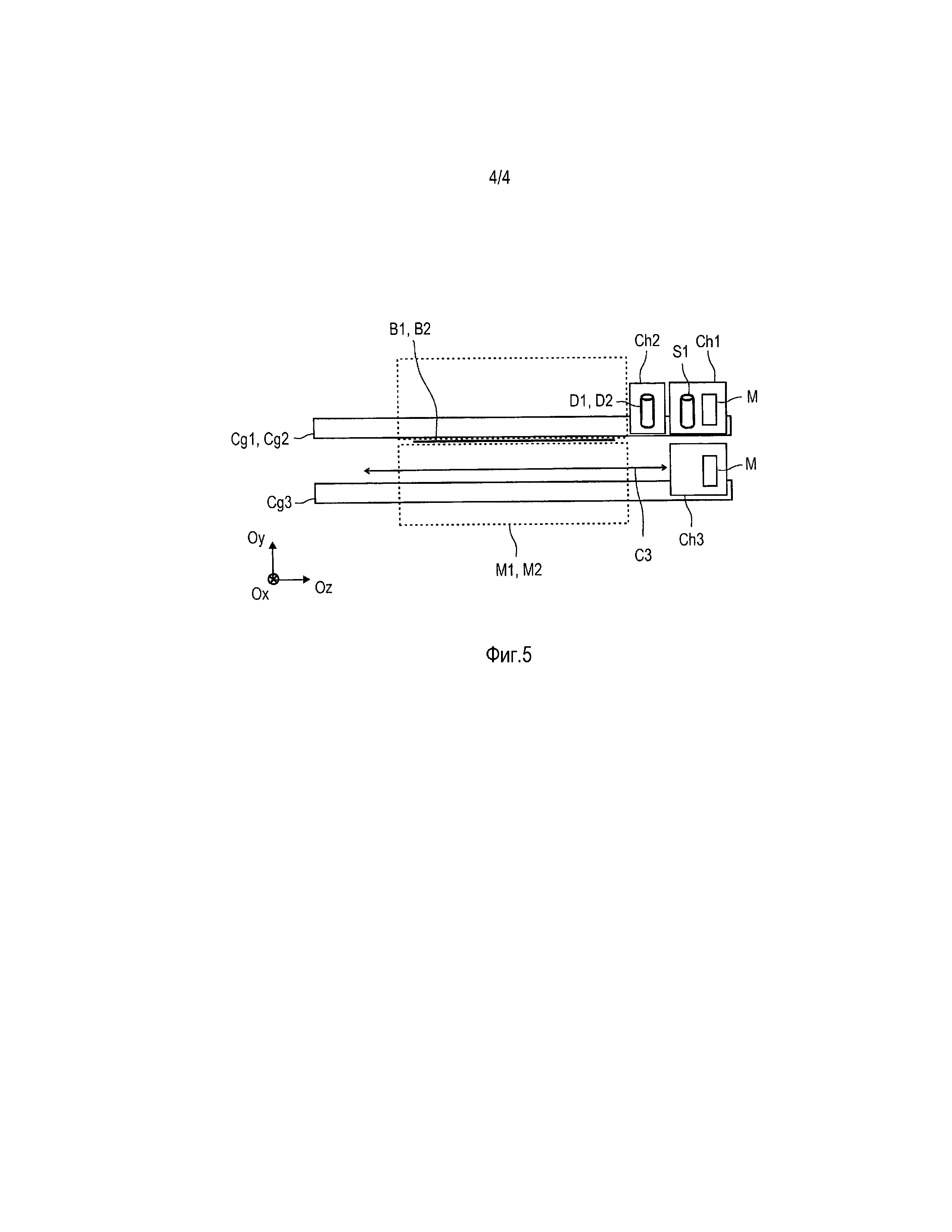
На Фиг.5 показано устройство для перемещения, соответствующее изобретению, в положении перед резанием (см. Фиг.1), если смотреть спереди (плоскость Oy, Oz) относительно направления (Ох) перемещения полосы. Устройство, соответствующее изобретению, имеет третью каретку (Ch3), выполненную с возможностью перемещения отдельно от первой и второй кареток (Ch1, Ch2) и с возможностью перемещения по направляющему пути (Cg3), следуя маршруту (С3), по меньшей мере, параллельному направляющим путям (Cg1, Cg2) и включающую, по меньшей мере, один из следующих модулей (М):
- необязательно, по меньшей мере, одну сварочную головку,
- средства контроля качества сварного соединения,
- блок шлифования зоны, в которой выполнена сварка,
- средства отжига зоны, которая должна быть сварена и/или зоны, в которой выполнена сварка.
Первая и третья каретки (Ch1, Ch3) установлены, соответственно, с каждой стороны поверхностей конца и начала полосы, и, в частности, каждая из этих кареток выполнена с возможностью отдельного перемещения по двум параллельным и отдельным направляющим путям (Cg1, Cg2).
Маршруты первой и третьей кареток (Ch1, Ch3) параллельны и их перемещение является, по меньшей мере, синхронным в пространстве и времени во время этапов сварки, шлифования, контроля качества и отжига, в частности, чтобы сделать возможным шлифование верхней и нижней поверхностей сварного соединения, создаваемого в данной зоне во время перемещения двух кареток, с целью гарантировать превосходное двустороннее сжатие при точечном контакте (Прим.перев.3). Чтобы нести третью каретку (Ch3), под зажимными приспособлениями может быть установлена одна линейно-протяженная направляющая, аналогичная направляющей, обеспеченной для первой и второй кареток (Ch1, Ch2), в этом случае в нижней части сварочного аппарата, если линейно-протяженная направляющая первой и второй кареток (Ch1, Ch2) установлена в верхней части сварочного аппарата относительно поверхностей полос (В1, В2).
В общем, и для всех примеров, показанных на Фиг.1 - Фиг.5, в устройстве, соответствующем изобретению, сварочная и/или режущая головки имеют на выходе лазер, подходящий для сварки металлических полос, причем упомянутый выход, в частности, соединен с волоконно-оптическим или воздушным волноводным трактом, позволяющим связать направляющую с лазером на выходе с синхронизацией перемещения с, по меньшей мере, одной из кареток, связанной с одной из головок. Другими словами, сварочная и/или режущая головки связаны на их входе с, по меньшей мере, одним лазерным источником посредством демультипликации волоконно-оптического или воздушного волноводных трактов. Этот вариант позволяет располагать лазерные источники на расстоянии от упомянутого устройства, соответствующего изобретению, так чтобы не перегружать каретки и, таким образом, избежать того, что средства несения кареток и линейно-протяженные направляющие средства не стали слишком большими и слишком тяжелыми.
В качестве альтернативы, в режущих головках можно использовать механический способ, с применением плазмы или струи жидкости под высоким давлением, чтобы реализовать стадию резания конца и начала полос (В1, В2). В этом случае, как и в случае резания лазером, каретки должны нести только минимальное число режущих элементов, так как все модули подачи энергии и механической подачи для режущей головки расположены на удалении от второй каретки для резания. Таким образом, размеры и вес второй каретки для резания сохраняются на минимальном уровне, что позволяет с успехом уменьшить размеры и вес устройства, соответствующего изобретению.
Кроме того, в устройстве, соответствующем изобретению, первая каретка (Ch1), удерживающая, по меньшей мере, первую сварочную головку (S1), может также удерживать, по меньшей мере, одну дополнительную сварочную головку в, по меньшей мере, одном промежуточном положении в поперечном направлении (Oy) сварки на первой каретке, в результате чего, когда упомянутая каретка перемещается таким образом, чтобы сварочная головка (S1) на конце опорного элемента располагалась напротив одной из поверхностей полос (В1, В2), например, над полосами (В1, В2) на расстоянии, по меньшей мере, одной полуширины полос, дополнительная головка располагается на краю полосы переменной ширины, т.е., на краю полосы, имеющей наименьшую ширину. По сути, ширина сварки сегментируется на, по меньшей мере, две полуширины, что уменьшает вдвое длительность исходного цикла сварки, в котором используется одна сварочная головка. Также можно добавить две, три и т.д. дополнительных сварочных головок, чтобы увеличить сегментацию сварного соединения по ширине полос, которые должны быть сварены. Тогда на первую каретку (Ch1) устанавливается один или более дополнительных опорных блоков для регулирования сварочных головок, чтобы нести и перемещать упомянутые дополнительные сварочные головки. Промежуточное положение дополнительной сварочной головки или головок на первой каретке для сварки можно также регулировать в поперечном направлении (Oy) и в соответствии с переменной шириной (L1, L1'; L2, L2'), по меньшей мере, полосы, имеющей наименьшую ширину, причем положение регулируется, в частности, вручную или автономно и в идеальном случае с использованием двигателя. Таким образом, на первую каретку (Ch1) для сварки устанавливается, по меньшей мере, одна дополнительная сварочная головка, при помощи опорного блока для регулирования, причем блок для регулирования делает возможным маршрут с поперечным позиционированием для, по меньшей мере, дополнительной головки.
Это с успехом уменьшает длительность этапа сварки, по меньшей мере, вдвое и возможно больше, если число дополнительных головок больше двух. И, наконец, каждый из маршрутов, требуемых для выполнения сварки (с использованием обязательных и дополнительных головок) изделий, которые должны быть сварены, уменьшается равным образом вдвое или более, что делает возможным направление с высокой точностью на ограниченном маршруте с низкими механическими конструктивными отклонениями, что с успехом минимизирует затраты на реализацию. Это делает возможным упрощение опорной конструкции для удерживания головок, т.е., позволяет избежать любого превышения размеров упомянутого опорного элемента (и даже делает возможным уменьшение размеров), обходясь без учета конструктивных свойств опорного элемента, используемых, чтобы обеспечить более высокую точность несения, в частности, на более длинных маршрутах.
И, наконец, изобретение, включающее варианты, относящиеся к представленному устройству для перемещения, предлагает способ резания и сварки, позволяющий сваривать конец первой металлической полосы с началом второй металлической полосы (причем две полосы перемещаются (Def) непрерывно по линии обработки металла), в котором первую и вторую полосы подают в сварочный аппарат, включающий устройство для перемещения, соответствующее изобретению, и, по меньшей мере, две пары зажимных приспособлений для конца и начала, и где, по меньшей мере, первую и вторую, и возможно третью, каретки (Ch1, Ch2, Ch3) размещают в промежуточном стоянчоном положении (= с обеих сторон полос, если смотреть в направлении по ширине) или перемещают по одному физическому направляющему пути (Cg1, Cg2), либо по двум направляющим путям (Cg1, Cg3), которые являются физически отдельными и параллельными, в соответствии с выполняемой операцией резания, сварки, контроля качества, шлифования и отжига для зоны сварки.
Упомянутый способ, соответствующий изобретению, с успехом обеспечивает перемещение кареток (Ch1, Ch2, Ch3) в соответствии с расстоянием между парами зажимов, соответствующего, по меньшей мере, двум зазорам для каждой пары зажимов (открытых для резания и закрытых для сварки). И наоборот, мгновенное положение каждой из кареток для резания и сварки (установленных в стояночном положении, вне полос) предоставляет информацию модулю для контроля положения зажимов, чтобы плавно связать этапы резания и сварки.
В качестве примера для развернутых из рулона металлических полос, имеющих ширину приблизительно 2 м и толщину менее 10 мм, способ сварки, соответствующий изобретению, делает возможной активацию первой фазы одновременного резания для конца первой металлической полосы и начала второй металлической полосы для первой наибольшей величины зазора (например, 450 мм) между парами зажимов, выполняемой перед фазой сварки конца и начала для второй наименьшей величины (например, 6 мм) между парами зажимов. Перемещение зажимов от 450 мм к 6 мм начинается, как только вторая каретка для резания покидает свою зону резания для перехода в стояночном положении после резания (Фиг.2).
Способ изготовления стальных полос посредством бесконечной прокатки или полубесконечной прокатки
Оптимизированный по энергопотреблению и выходу способ и установка для изготовления горячекатаной стальной полосы
Способ и установка для энергетически эффективного изготовления горячекатаной стальной полосы
Высокоскоростные ножницы
Способ изготовления прессованных изделий, содержащих частицы угля
Способ повышения глубины проникновения кислородной струи
Способ и устройство для загрузки углесодержащего материала и железосодержащего материала
Способ получения высокопрочной низколегированной стали
Способ получения чугуна или жидких стальных полупродуктов
Способ и устройство для измерения скорости прокатываемого изделия
Установка для удержания лазерного излучения в безопасном замкнутом пространстве

