Результат интеллектуальной деятельности: Способ изготовления спиралей шнека
Вид РИД
Изобретение
Изобретение относится к металлообработке и может использоваться на машиностроительных предприятиях при изготовлении шнековых движителей.
Известен /см., например, авт. свид. №648304 (кл. B21D 11/06, В21Н 3/12) от 23.08.1976/ способ изготовления спиралей шнека, при котором заготовку деформируют с приданием ее сечению клиновидной формы и формуют в спираль шнека, причем толщину деформированной заготовки в любой зоне по длине поперечного сечения подчиняют многокомпонентной формуле, что усложняет технологию изготовления шнековых движителей малым тиражом с разнотипными спиралями.
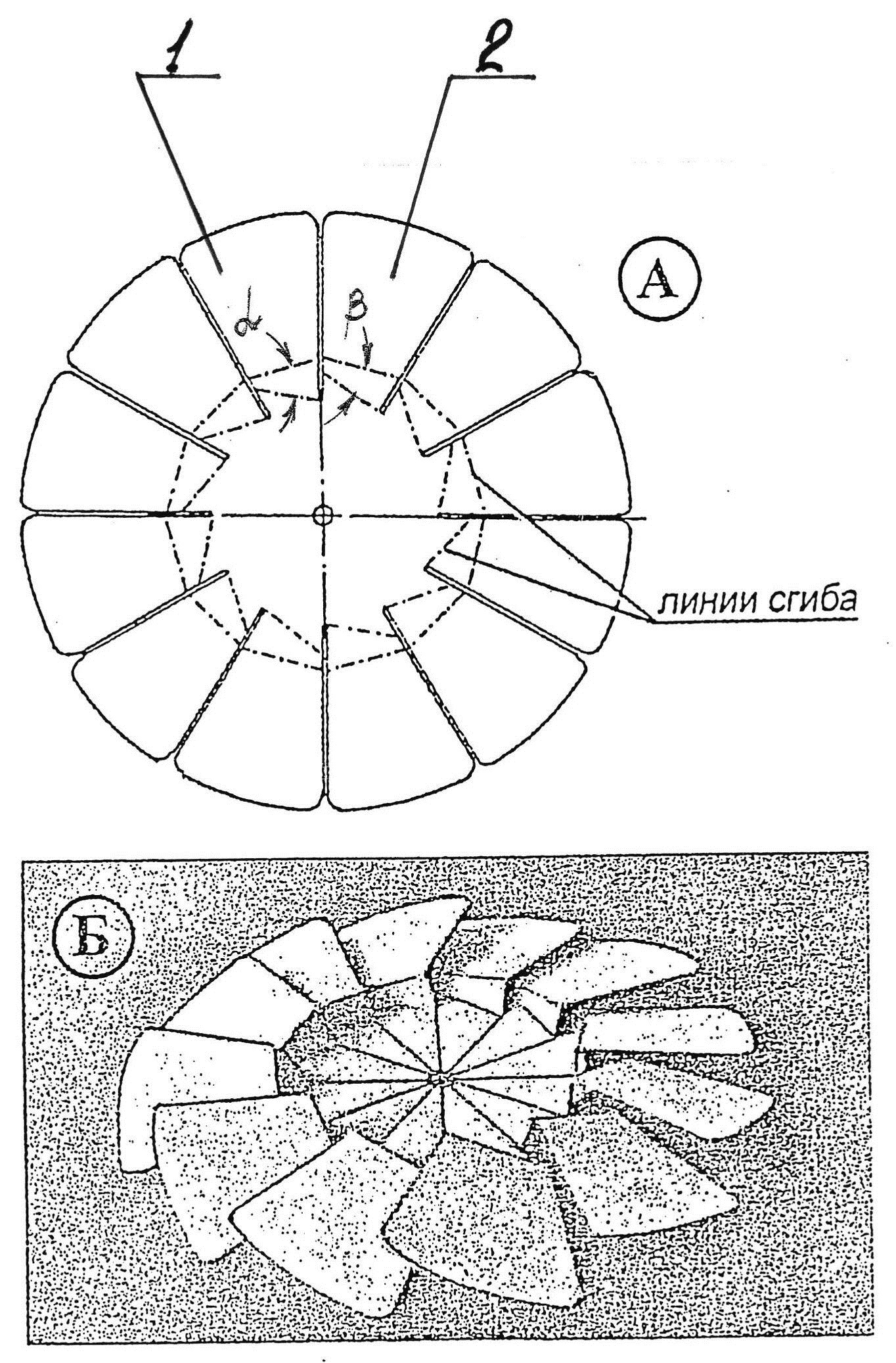
С целью устранения отмеченных недостатков в способе изготовления спиралей шнека, при котором заготовку деформируют с приданием ее сечению клиновидной формы и формуют в спираль шнека, заготовку, ограниченную окружностью или двумя соосными окружностями, режут на сектора, в каждом из которых выполняют два сгиба под разным углом к кромке сектора, уменьшая угол между сгибами от сектора к сектору, из которых монтируют на полом валу несплошной спиралевый шнек.
Предлагаемое изобретением техническое решение иллюстрируется чертежом.
В предлагаемом изобретением способе изготовления спиралей шнека, при котором заготовку деформируют с приданием ее сечению клиновидной формы и формуют в спираль шнека, заготовку, ограниченную окружностью или двумя соосными окружностями, режут на сектора (1, 2 и т.д.), в каждом из которых выполняют два сгиба под разным углом (см. α и β на чертеже) к кромке сектора, уменьшая угол между сгибами от сектора к сектору, из которых монтируют на полом валу (не показан) несплошной спиралевый шнек.
Таким образом, предлагаемое техническое решение, по мнению заявителя, является новым, имеет изобретательский уровень и промышленно применимо, упрощает технологию изготовления шнековых движителей малых тиражей с разнотипными спиралями.
Способ изготовления спиралевого шнека, включающий разрезание заготовки, ограниченной окружностью или двумя соосными окружностями на сектора, выполнение в каждом секторе двух сгибов под разными углами к его кромке с образованием между сгибами угла, который уменьшают от сектора к сектору, и монтаж полученных секторов на полом валу с получением несплошного спиралевого шнека.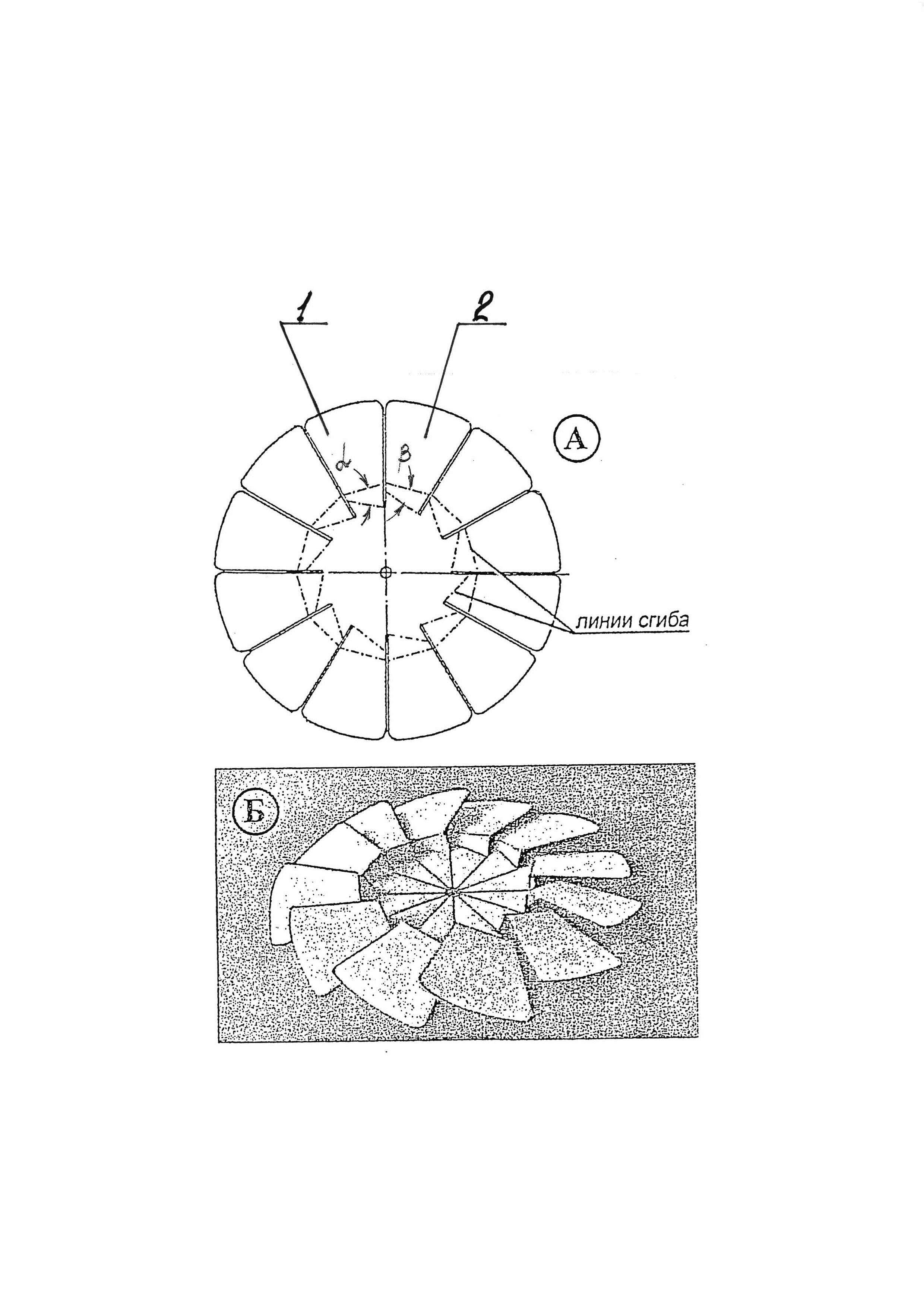
Колесо со сменным протектором - бесконечной гусеницей
Мачта
Противоугонное устройство автомобиля
Шасси двухколесное самоустанавливающееся
Транспортное средство
Кольцевой роллер
Колесно-гусеничное шасси н.п. дядченко
Мост-пандус переносной
Кольцевой роллер
Шнекоход
Колесо со сменным протектором - бесконечной гусеницей
Мачта
Рулевое колесо транспортного средства
Противоугонное устройство автомобиля
Шасси двухколесное самоустанавливающееся
Транспортное средство
Кольцевой роллер
Колесно-гусеничное шасси н.п. дядченко
Мост-пандус переносной
Кольцевой роллер

