Результат интеллектуальной деятельности: Способ многокомпонентного диффузионного насыщения поверхности деталей из жаропрочных никелевых сплавов
Вид РИД
Изобретение
Изобретение относится к химико-термической обработке, а именно к способам диффузионного насыщения различными химическими элементами поверхности деталей, преимущественно из жаропрочных никелевых сплавов, эксплуатирующийся при повышенных температурах в условиях воздействия агрессивной газовой среды. Изобретение может быть использовано в энергетическом и/или авиационном двигателестроении, или отраслях народного хозяйства.
Известен способ нанесения покрытия на жаропрочные сплавы на основе никеля, выбранный в качестве аналога (патент RU №2308541, 20.10.2001). Способ включает последовательное нанесение слоя покрытия, содержащего хром, а затем слоя на основе алюминия и термическую обработку. При этом нанесение 1-го слоя, содержащего хром, осуществляют методом диффузионного насыщения в циркулирующей газовой среде при следующем составе компонентов, мас. %: хром 60-98; сплав, содержащий 80 никеля и 20 иттрия; безводный хлорид никеля.
Недостатком аналога является необходимость проведения 2-х отдельных технологических процессов: 1-го - хромирование, 2-го - алитирование, что увеличивает трудоемкость и затраты на проведение 2-х процессов вместо одновременного нанесения покрытия, содержащего Cr и Al.
Из уровня техники известен способ диффузионного насыщения поверхности детали, выбранный в качестве аналога (Ю.М. Лахтин, Б.Н. Арзамасов. Химико-термическая обработка металлов. М., Металлургия, 1985, с. 251). Способ включает одновременный нагрев и насыщение деталей диффундирующими элементами: алюминием, хромом и кремнием в циркулирующий галогенидной среде, образующейся при контакте исходной газовой среды с источниками диффундирующих элементов.
Недостатками аналога являются повышенное содержание в покрытии алюминия (27-35 мас. %) при пониженном содержании хрома (1,5-2,0 мас. %), что отрицательно сказывается на долговечности покрытия.
Из уровня техники известен способ диффузионного насыщения поверхности детали, выбранный в качестве аналога (патент RU №2186873, 10.08.2002). Способ включает нагрев и насыщение детали несколькими диффундирующими элементами: алюминием, хромом и кремнием одновременно в циркулирующей галогенидной среде, образующейся при контакте исходной газовой среды с источниками диффундирующих элементов, в качестве которых используют сплав железа с алюминием (FeAl) или сплав никеля с алюминием (NiAl), хром (Cr) и/или кремний (Si).
Недостатками аналога является то, что при использовании сплавов FeAl, NiAl и элементов Cr и Si при проведении одновременного насыщения Al, Cr и Si формируется покрытие с недостаточным содержанием хрома (1,5-2 мас. %) при повышенном содержании алюминия (27-32 мас. %), причем покрытие содержит 2-4 мас. % железа, что отрицательно сказывается на долговечности покрытия.
Из уровня техники известен способ диффузионного хромоалитирования поверхности детали, выбранный в качестве наиболее близкого аналога (прототипа) (патент RU 2270880, 27.02.2006). Способ включает нагрев и насыщение несколькими диффундирующими элементами одновременно в циркулирующей галогенидной среде, образующейся при контакте исходной газовой среды с источниками диффундирующих элементов. При этом в качестве источников диффундирующих элементов используют хром и сплав хрома с алюминием.
Недостатками прототипа являются недостаточная стабильность получения покрытий по внешнему виду, толщине и химическому составу. При одних и тех же технологических режимах в разных садках толщина изменяется от 20 до 60 мкм, а содержание хрома и алюминия от 1,5 до 8,0 и от 15 до 35 мас. %, соответственно. Цвет покрытия изменяется от темно-синего до светло-голубого и светло-голубого с желтизной, что свидетельствует об образовании на поверхности детали покрытия с различным фазовым составом от Ni2Al3 до NiAl и Ni3Al, что отрицательно сказывается на долговечности покрытия.
Опыт и практика использования газоциркуляционного метода диффузионного насыщения деталей различными элементами в газовой галогенидной среде (в частности по патентам №2186873, 2270880) показали следующее. При перечислении технологических факторов, влияющих на эффективность процессов диффузионного насыщения, например: алитирования, хромирования, хромоалитирования, указывают температуру, время насыщения, вид и количество активатора, например, NH4Cl, AlCl3, NiCl2 в мас. %„ источники диффундирующих элементов, например: Cr, Al, NiAl, FeAl, FeCr, CrAl, также в мас. %, соотношение в мас. % между количеством активатора и количеством источника диффундирующих элементов.
Использование указанных элементов в мас. % в технологиях диффузионного насыщения газоциркуляционным способом сопровождается получением диффузионных покрытий со значительным разбросом, по толщине δ±20 мкм и содержанию диффундирующих элементов: например, по хрому - от 1,5 до 8,0 мас. % и алюминию - от 15 до 35 мас. %. Это свидетельствует о нестабильности технологии диффузионного насыщения, что отрицательно сказывается на свойствах и долговечности покрытий.
Принципиальным недостатком известных способов диффузионного насыщения газовым циркуляционным способом является то, что они не учитывают влияние на процессы переноса общую площадь поверхности деталей и площади источников диффундирующих элементов, участвующих в процессе получения покрытий. При этом выбираемая общая площадь обрабатываемых деталей зависит от размеров и количества источников диффундирующих элементов.
Не учитывается зависимость количества активатора от рабочего объема реактора циркуляционной установки и в каком состоянии находятся источники диффундирующих элементов при температуре диффузионного насыщения - жидком или твердом.
Также количество активатора не согласуется с рабочим объемом реактора, а значит может быть выбрано недостаточно или избыточно в зависимости от типа используемых циркуляционных установок, имеющих существенные отличия по объему реакторов, например, 250 и 600 л. Отсутствие согласования такой связи тоже является одной из причин получения покрытий с различной толщиной и нестабильным химическим составом.
Кроме того в перечисленных выше аналогах и прототипе количество загружаемых в реактор источников диффундирующих элементов, указываемое в мас. %, не несет информации о форме и размерах источника диффундирующих элементов, в связи с чем невозможно учесть площадь их поверхности, что не способствует получению качественных покрытий со стабильными параметрами.
Диффузионные покрытия в газоциркуляционном способе диффузионного насыщения формируются за счет обратимых реакций (см. Арзамасов Б.Н. Химико-термическая обработка металлов в активизированных газовых средах - М.: Машиностроение, 1979 с. 37) между активатором (газовой средой), поверхностью деталей и поверхностью химических компонентов - источников диффундирующих элементов, что не связано непосредственно с их массой, как представлено в известных способах из уровня техники.
Технической проблемой заявленного изобретения является то, что при использование диффундирующих элементов в технологиях диффузионного насыщения газоциркуляционным способом сопровождается получением диффузионных покрытий со значительными изменениями, например, по толщине, химическому составу и содержанию диффундирующих элементов. Это свидетельствует о нестабильности технологии диффузионного насыщения, что отрицательно сказывается на свойствах и долговечности покрытий.
Технический результат заявленного изобретение заключается в улучшении получения стабильных по толщине и химическому составу покрытий и их долговечности, а также улучшении свойств деталей по жаростойкости и термостойкости с такими покрытиями.
Технический результат заявленного изобретения достигается тем, что способ многокомпонентного диффузионного насыщения поверхности деталей из жаропрочных никелевых сплавов, включает нагрев и одновременное диффузионное насыщение поверхности деталей диффундирующими элементами в циркулирующей галогенидной среде, образующимися при контакте исходной газовой среды с источниками диффундирующих элементов. В качестве источника диффундирующих элементов используют гранулы хрома, гранулы сплава хрома с алюминием, гранулы сплава никеля с иттрием, а в качестве источника галогенидной среды используют безводный хлорид никеля (NiCl2). При этом общая площадь поверхности гранул хрома и гранул сплава хрома с алюминием составляет 30-50% от общей площади поверхности деталей, общая площадь поверхности гранул хрома составляет 25-50% от общей площади поверхности гранул хрома и гранул сплава хрома с алюминием, общая площадь поверхности гранул сплава хрома с алюминием составляет 50-75% от общей площади поверхности гранул хрома и сплава с алюминием, общая площадь поверхности гранул сплава никеля с иттрием составляет 5-10% от общей площади поверхности деталей, общей площади поверхности гранул хрома и гранул сплава хрома с алюминием. Масса безводного хлорида никеля составляет от 0,06 до 0,67 грамм на литр объема реактора циркуляционной установки.
Технический результат изобретения достигается также тем, что гранулы выполнены с площадью поверхности каждой из гранул от 20 до 100 см2.
Сущность заявленного изобретения поясняется следующими иллюстрациями:
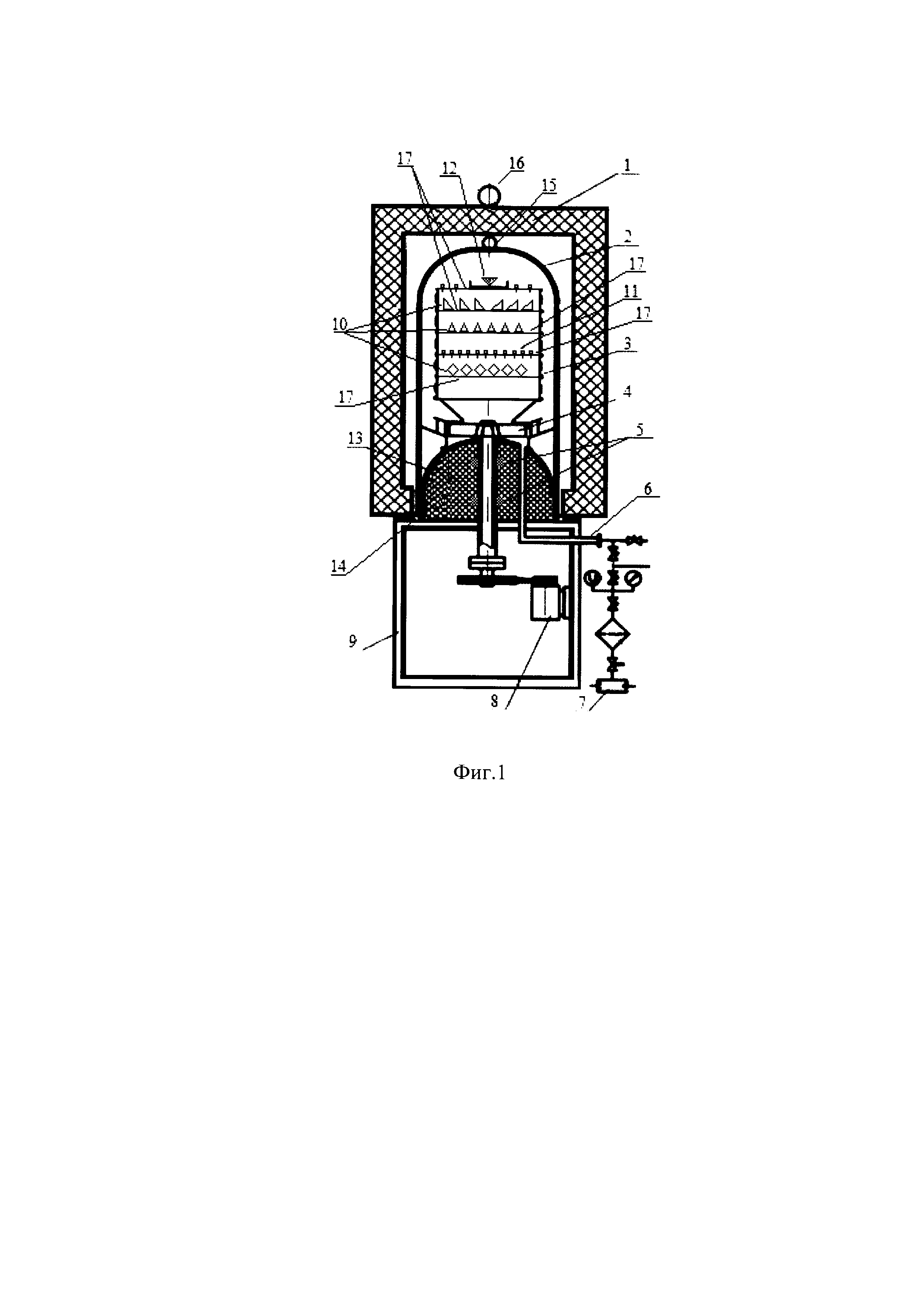
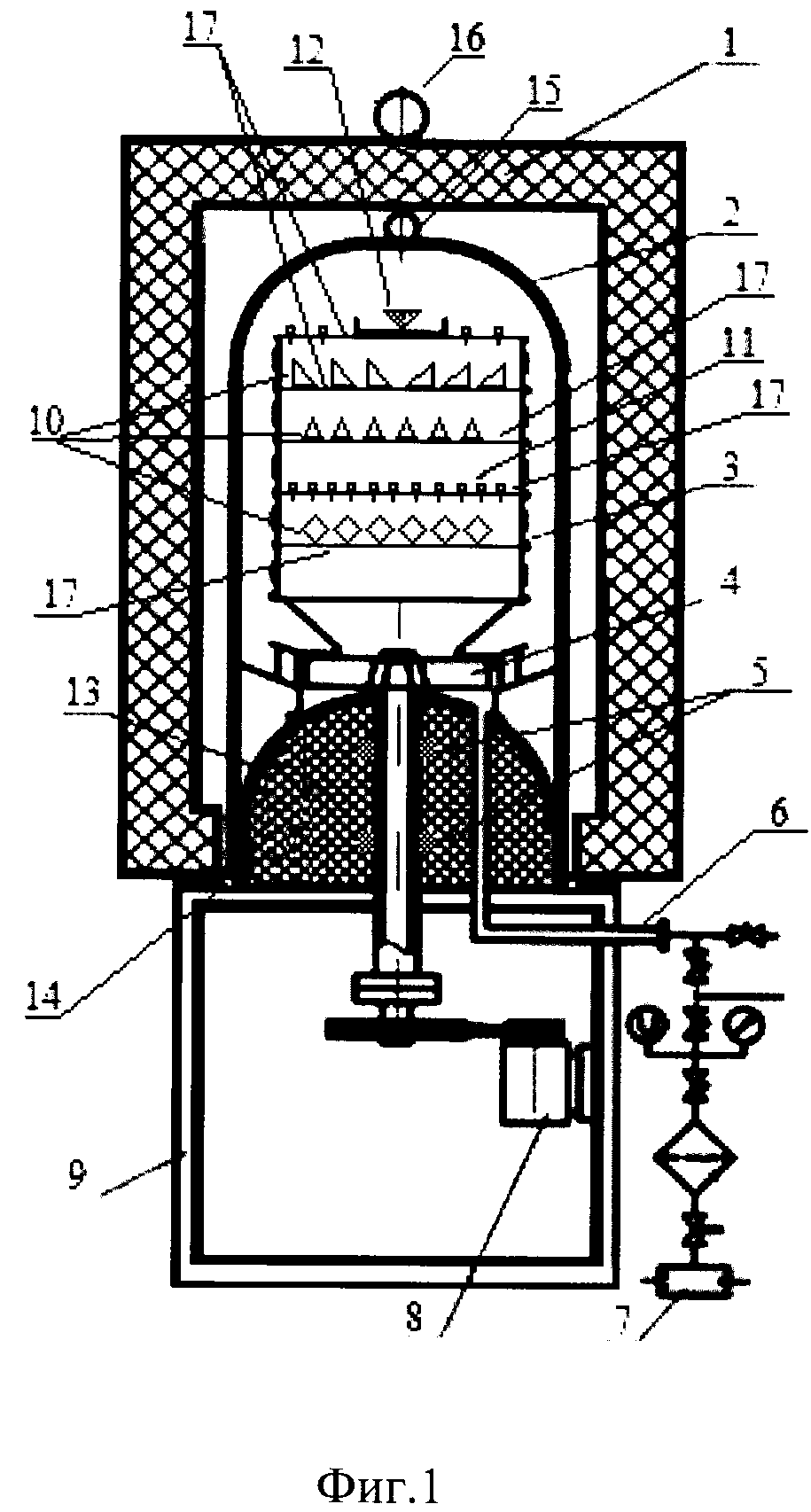
- на фиг. 1 представлена схема газоциркуляционной установки для многокомпонентных диффузионных покрытий;
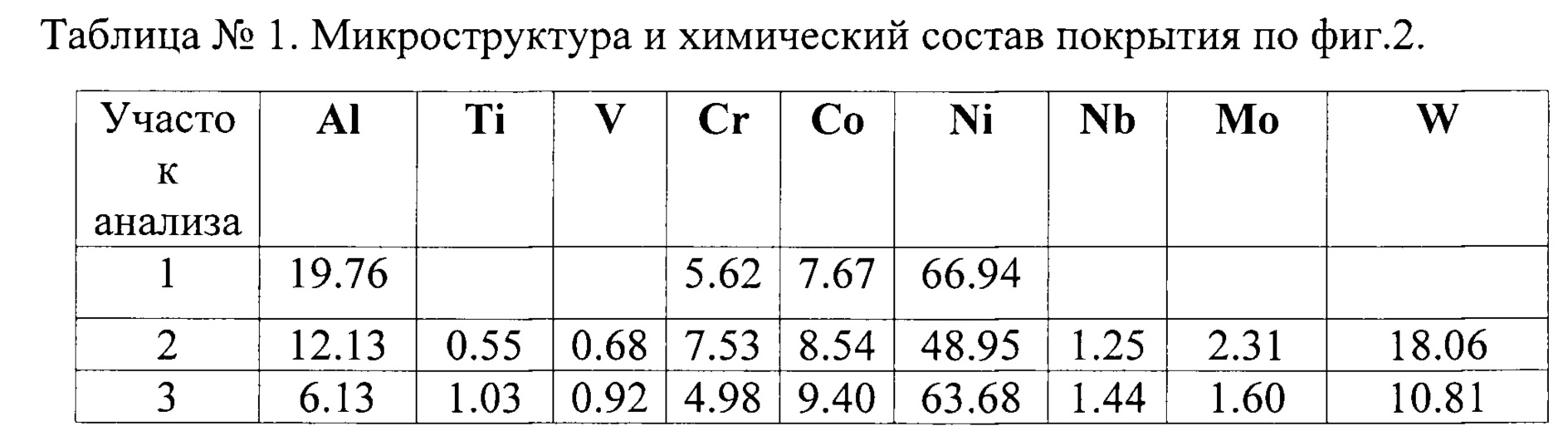
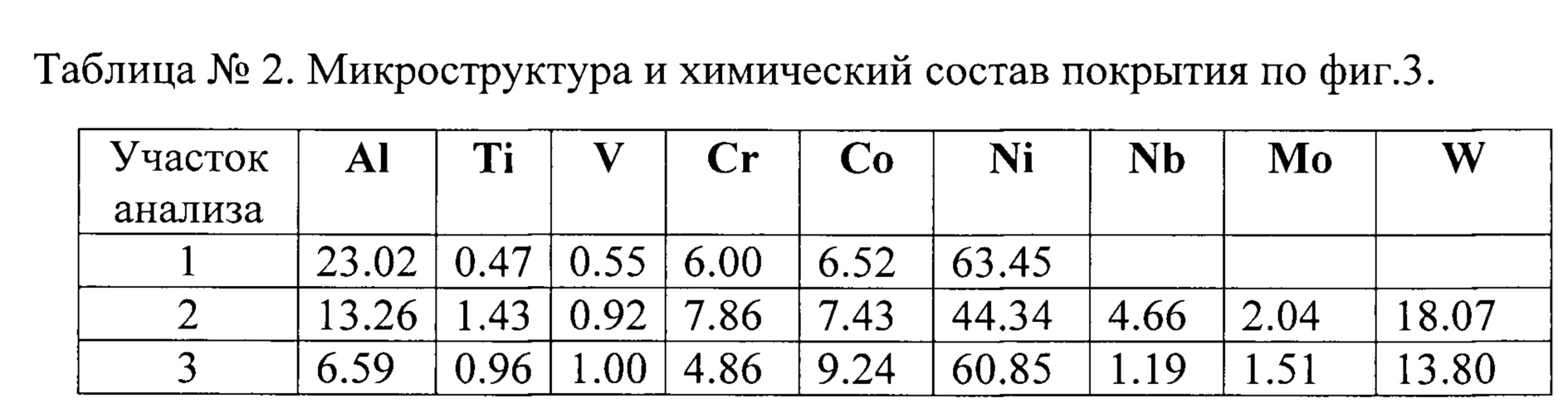
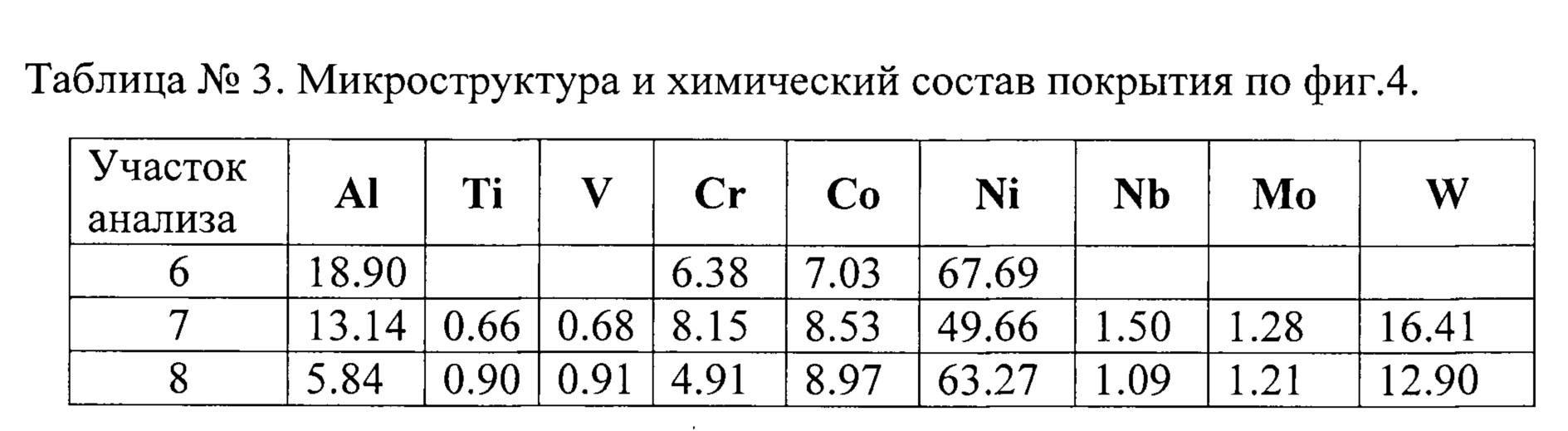
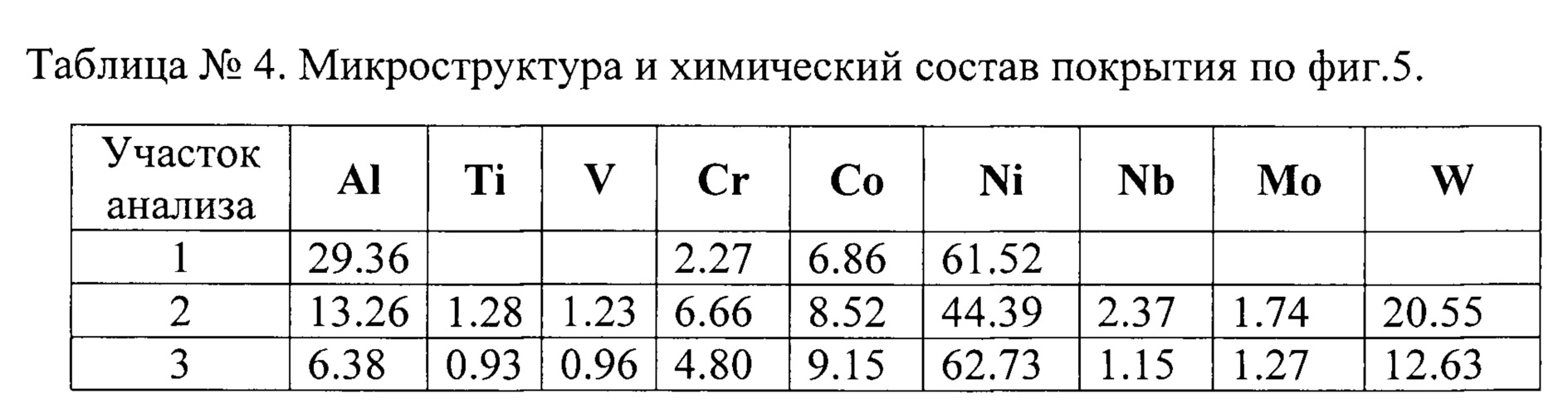
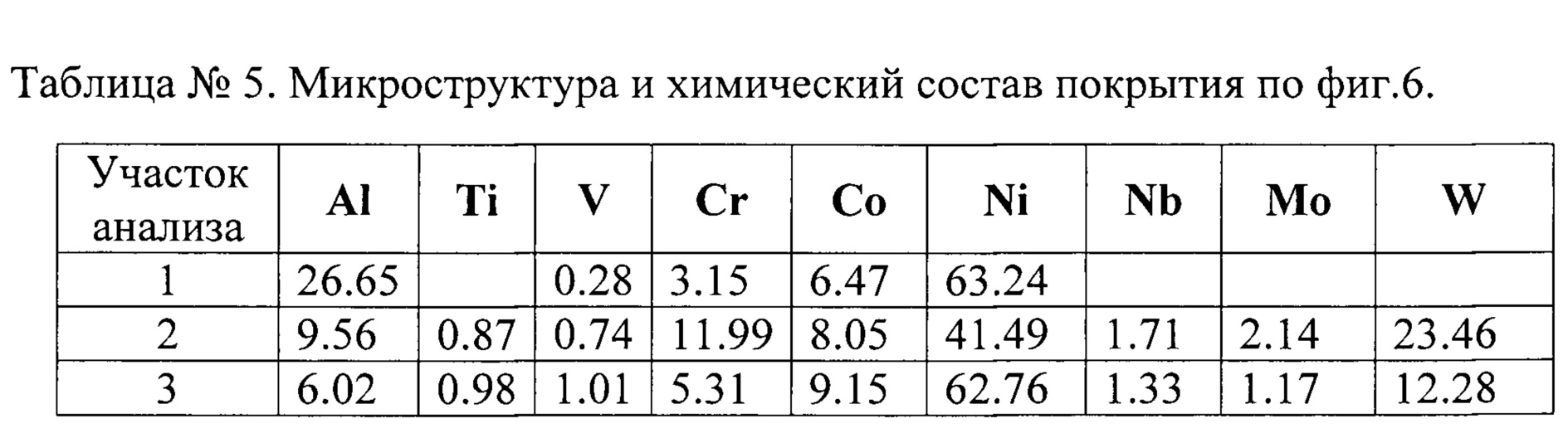
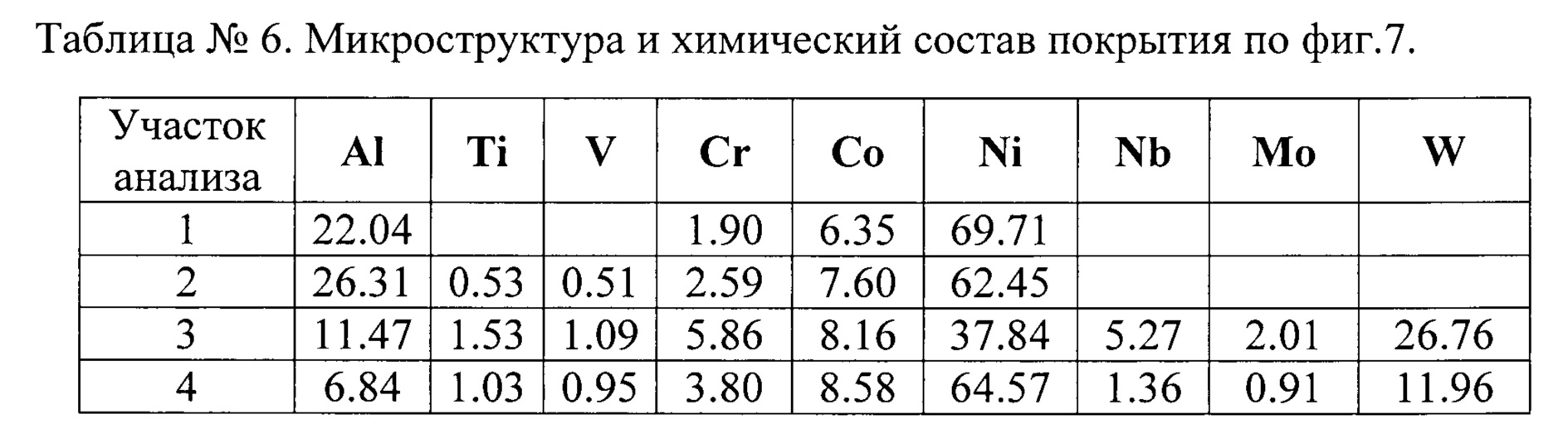
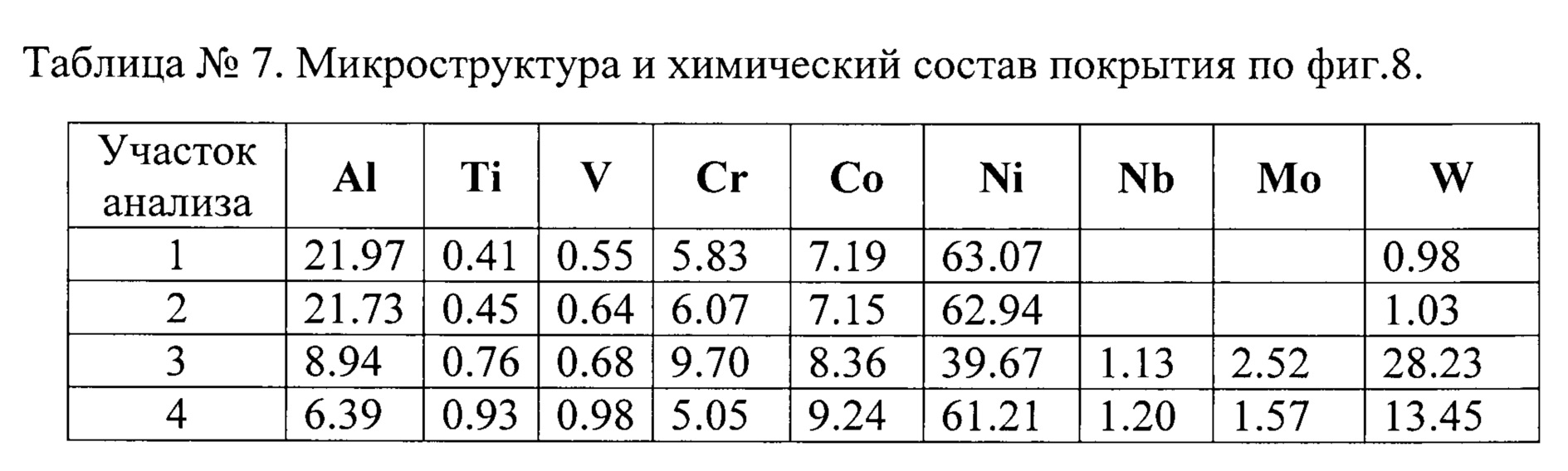
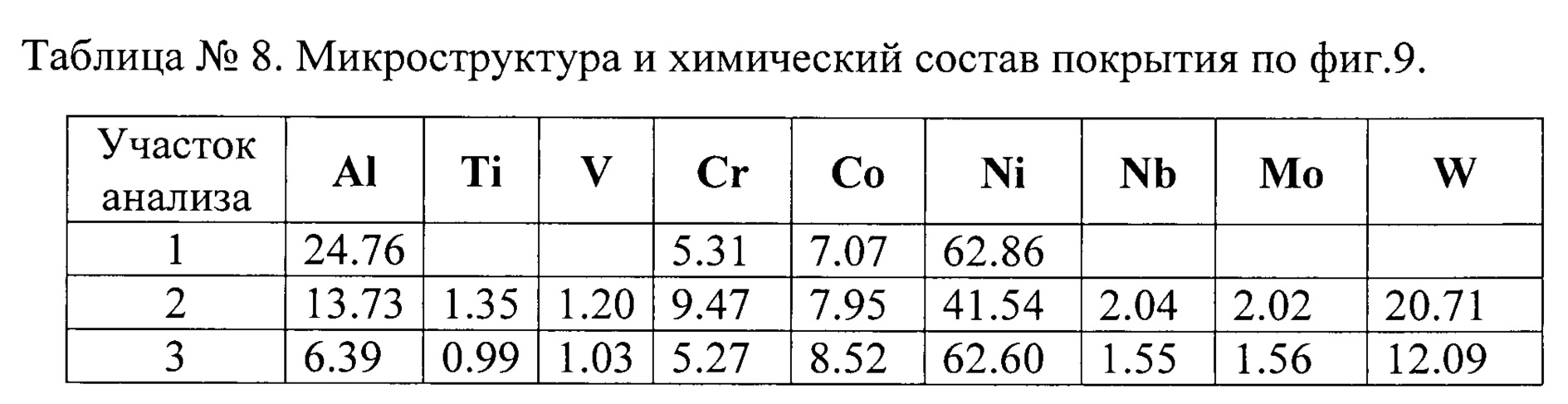
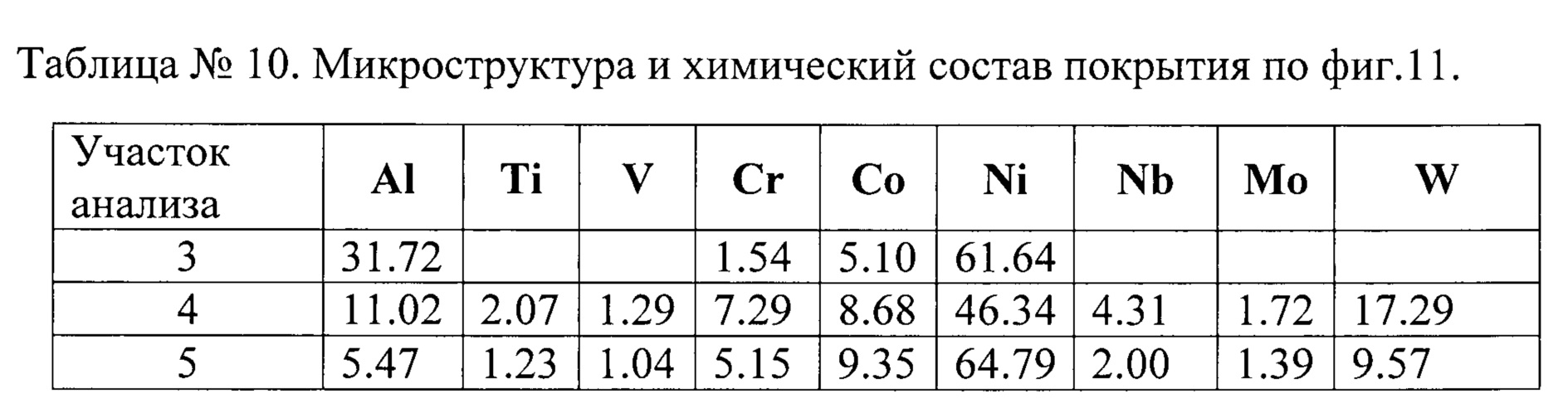
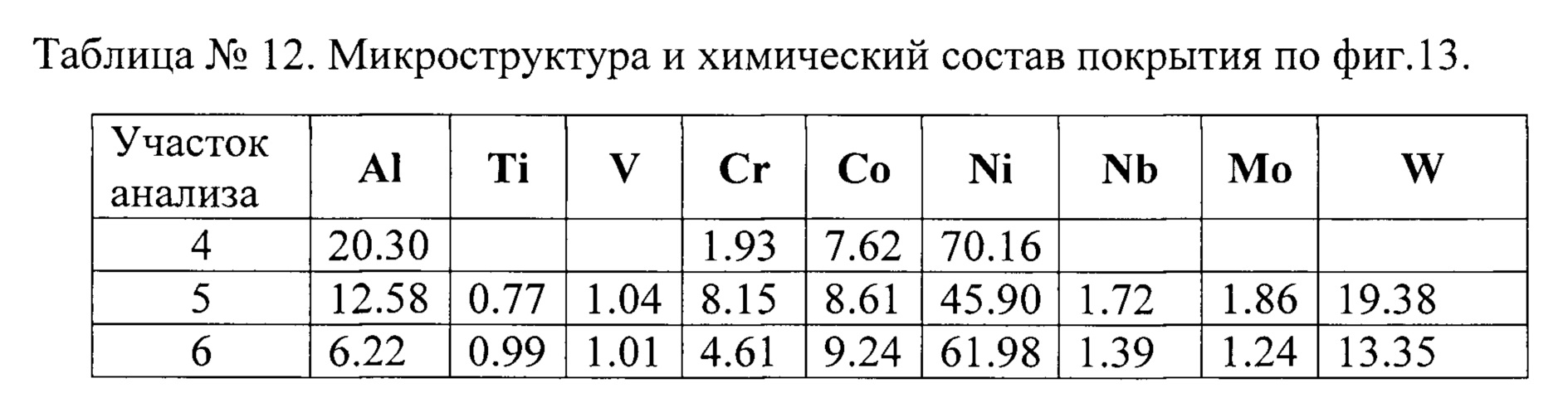
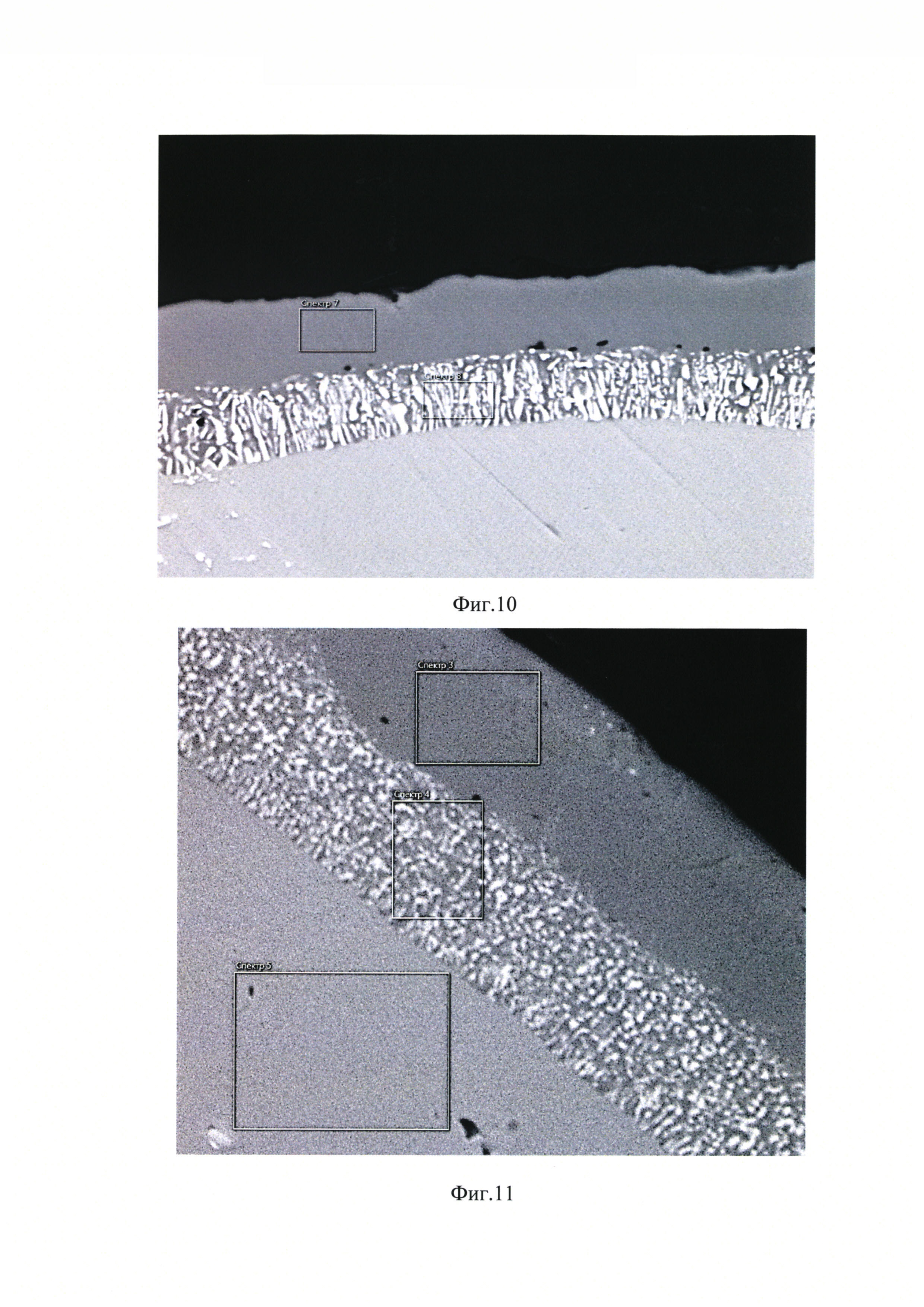
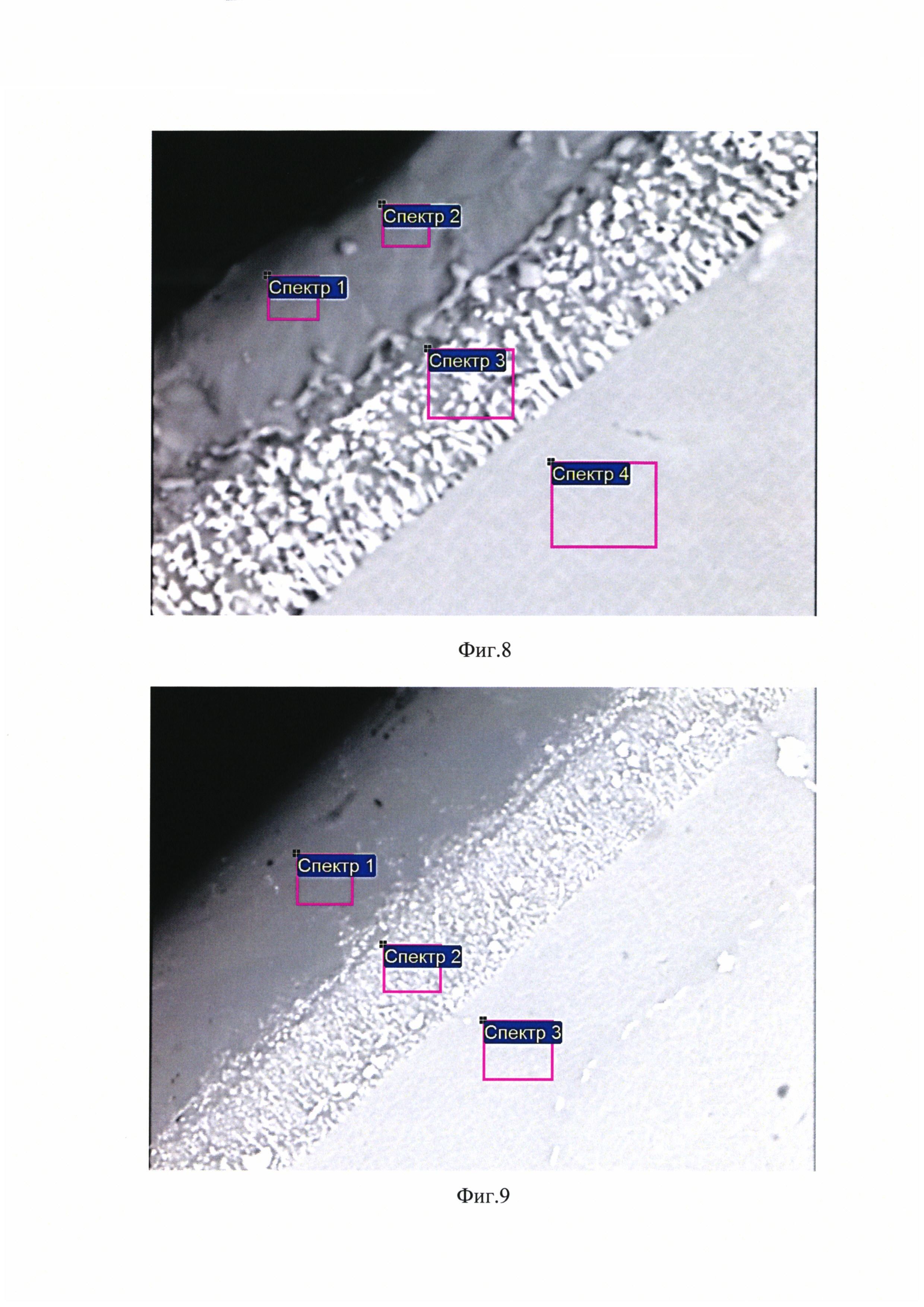
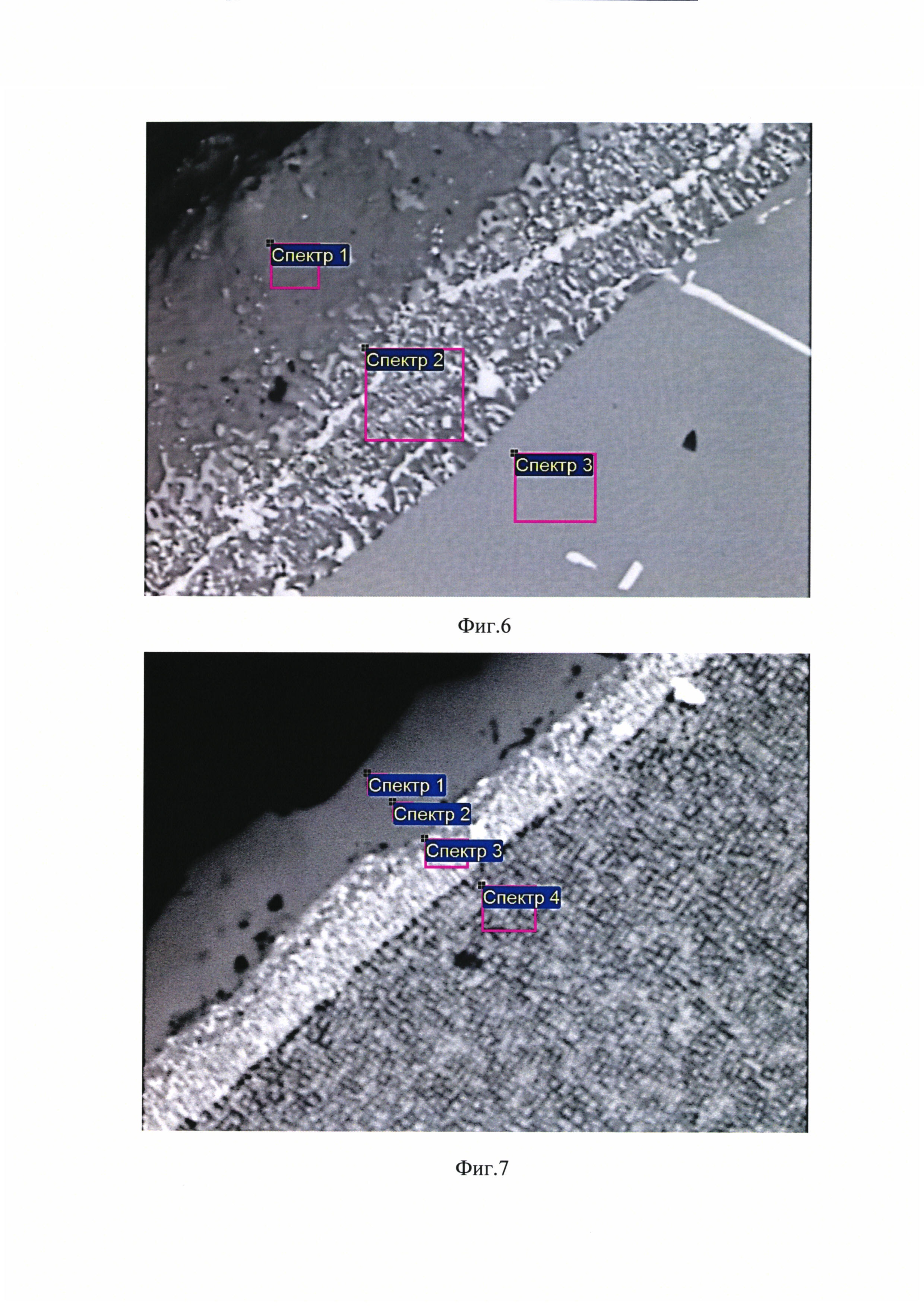
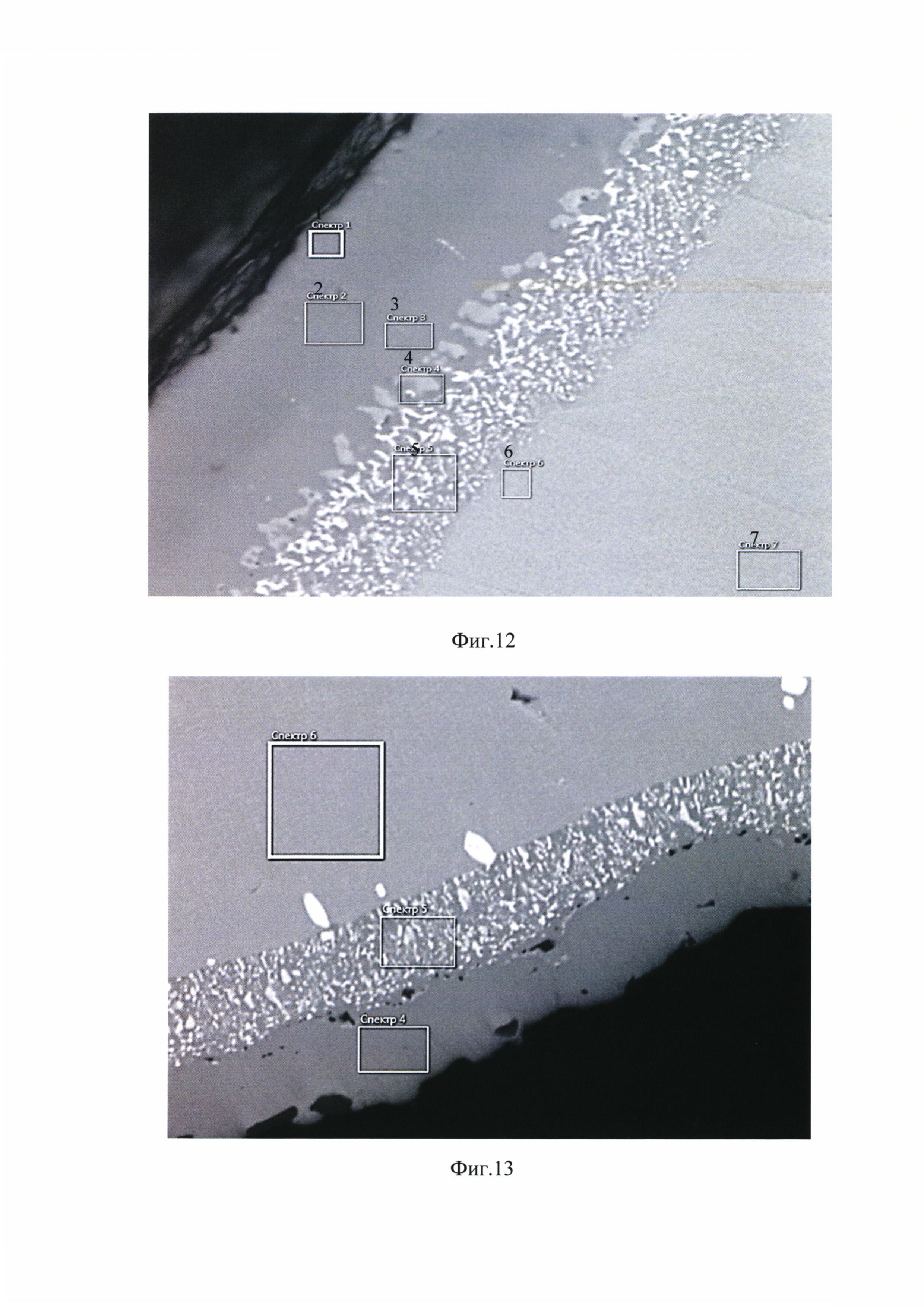
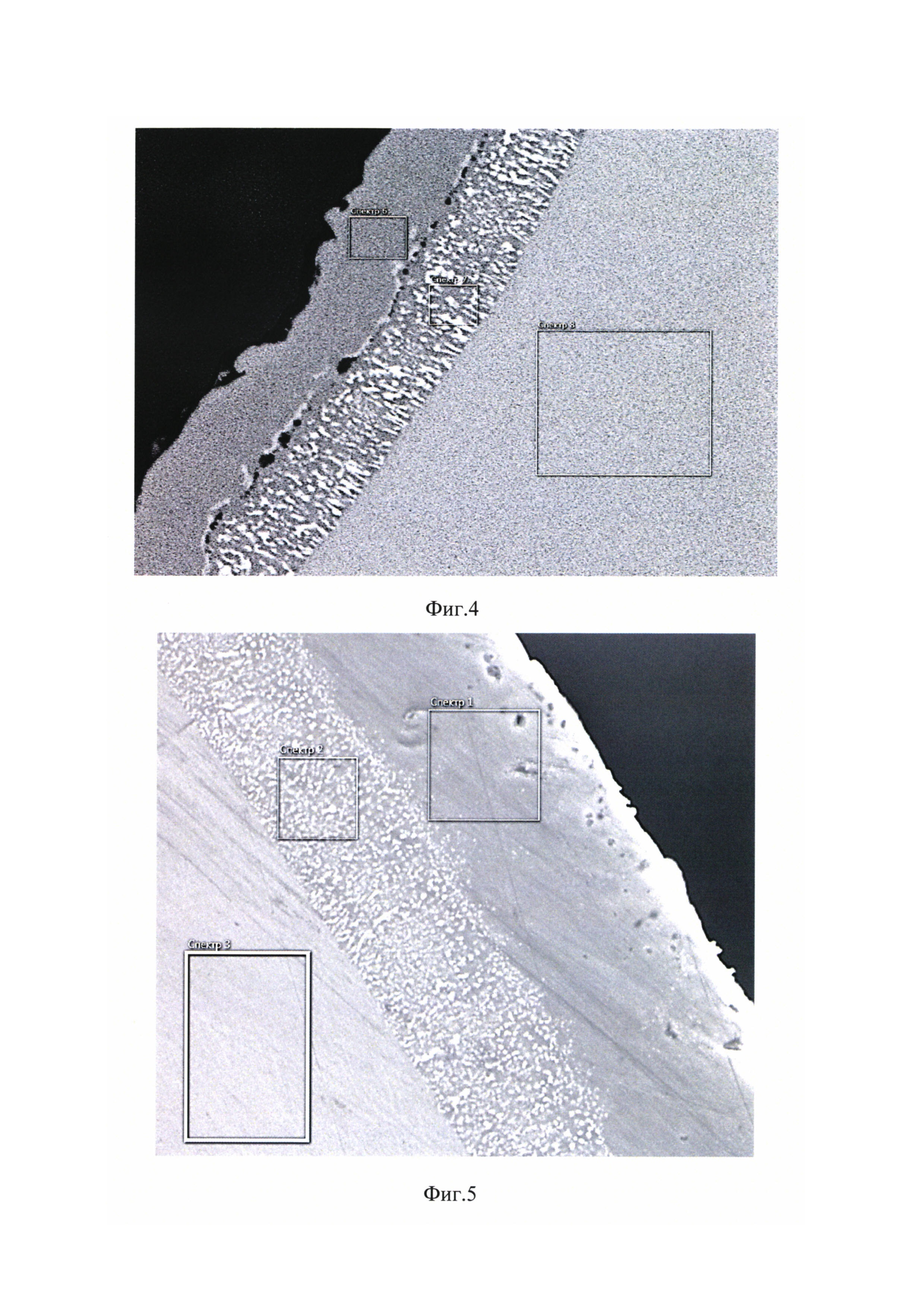
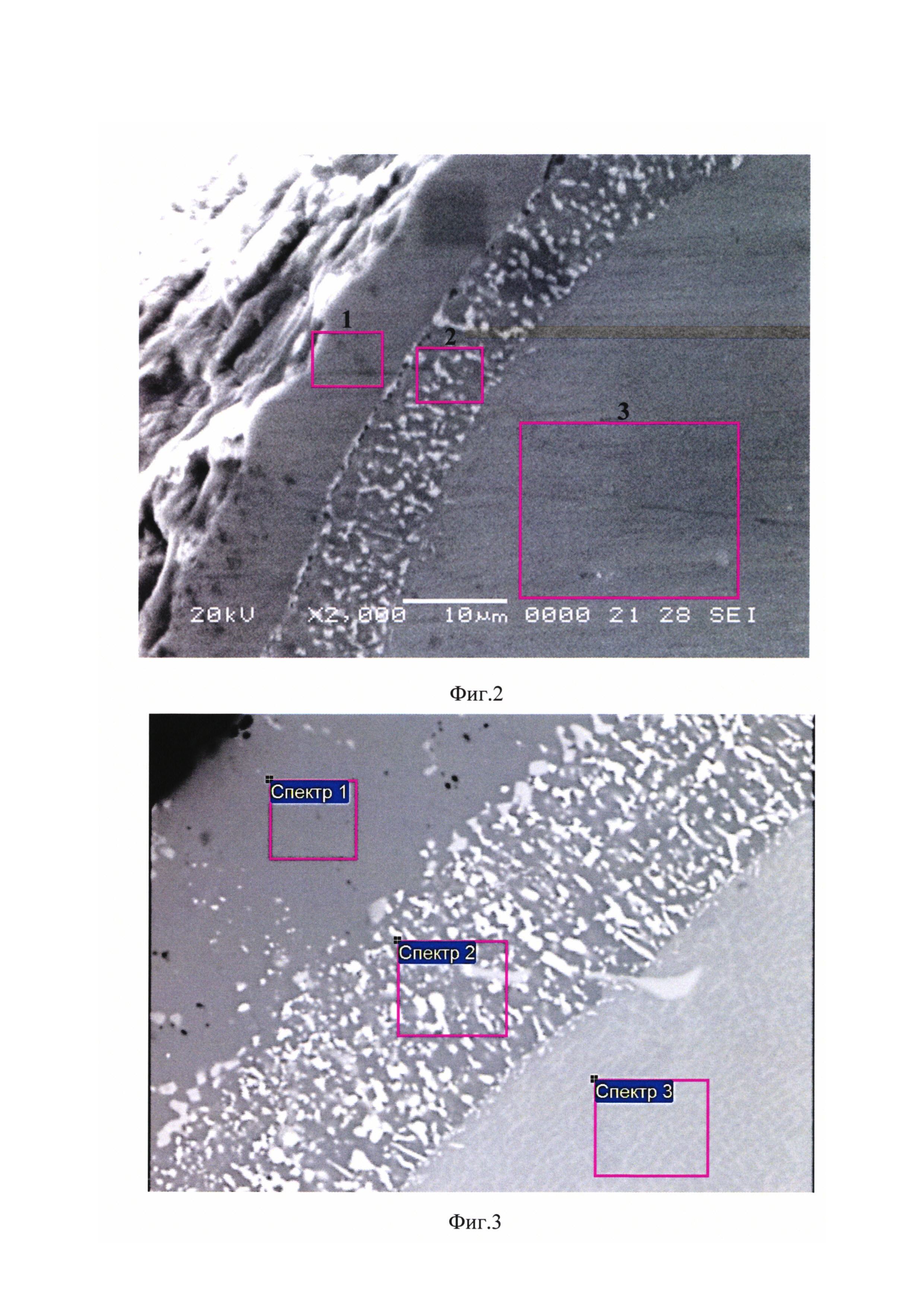
- на фиг. 2, фиг. 3, фиг. 4, фиг. 5, фиг. 6, фиг. 7, фиг. 8, фиг. 9, фиг. 11, фиг. 13 представлена микроструктура и химический состав покрытия: содержание Al, Ti, V, Cr, Со, Ni, Nb, Mo, W в мас. %, подтверждающего получение качественного покрытия на жаропрочных сплавах;
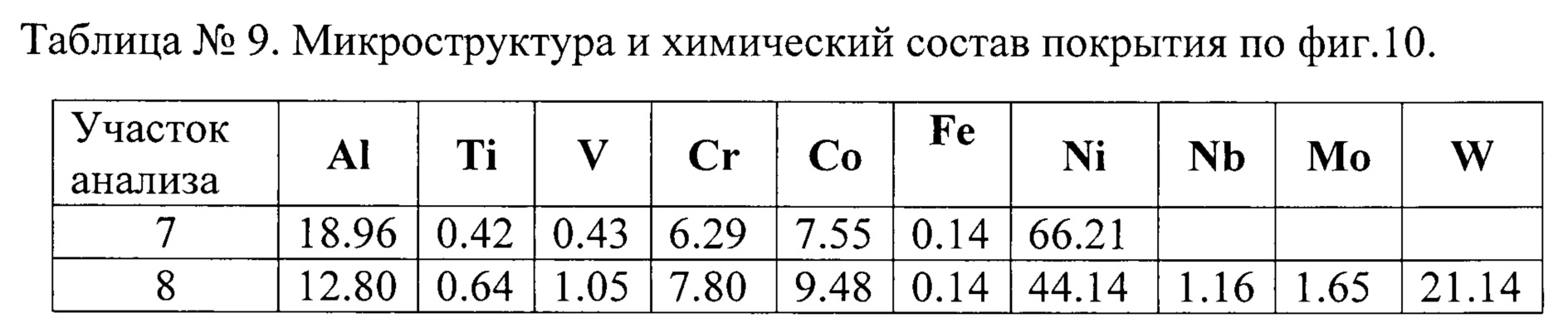
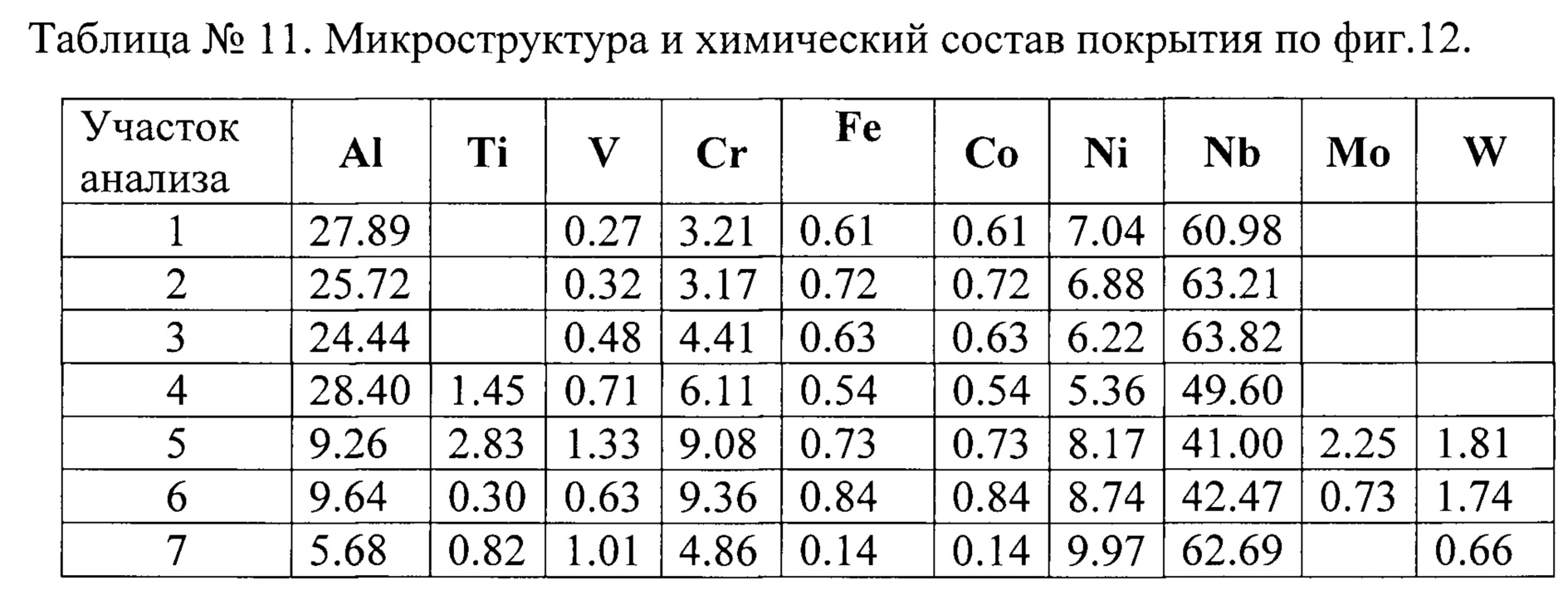
- на фиг. 10, фиг. 12 представлена микроструктура и химический состав покрытия: содержание Al, Ti, V, Cr, Со, Fe, Ni, Nb, Mo, W в мас. %, подтверждающего получение качественного покрытия на жаропрочных сплавах.
Газоцикруляционная установка содержит раму 9, на которую установлена крышка 13 с вентиляторным узлом 4 и приводом 8 на подшипниках 5. На крышке 13 уставлен набор кассет из обечаек 3 и дисков с прорезями 17 для размещения деталей 11 (показаны лопатки турбины) и для размещения источника диффундирующих элементов - гранул 10, а также источника исходной газовой галогенидной среды 12. Диски 17 для размещения гранул имеют отверстия произвольной формы (круглые, квадратные и др. с максимальным размером от 5 до 10 мм, т.е заведомо меньше, чем размеры гранул). Реактор, в котором осуществляется процесс диффузионного насыщения, состоит из муфеля колпакового типа 2 и крышки 13, в которую введена вакуумная система 6 с трубопроводом, вентилями, фильтром, прибором контроля вакуума (давления) и вакуумным насосом 7. Герметичность реактора обеспечивается водоохлаждаемой резиновой прокладкой 14 между фланцами муфеля 2 и крышки 13. Муфель 2 имеет крючок 15 для подъема - опускания. Электропечь 1 устанавливается на раме 9 на муфель 2 с помощью крючка 16.
Предложенный способ реализуется, например, следующим образом. Исходное состояние установки: электропечь 1 снята, муфель 2 снят. На крышке 13 устанавливают набор кассет из обечаек 3 и дисков 17. На дисках размещают детали 11 (например, лопатки турбины), гранулы 10 и источник исходной газовой галогенидной среды 12. Далее опускают муфель 2 на крышку 13 и соединяют через резиновую прокладку 14 между собой болтами. Затем опускают электропечь 1 на реактор до упора на раму 9. Включают вакуумный насос 7, откачивают воздух из реактора, контролируя вакуум 10-2-5×10-2 мм рт.ст. по вакуумметру вакуумной системы 6. Включают нагрев электропечи 1. При температуре в реакторе ~700°С выключают насос 7, а при температуре ~900°С включают вентилятор 4, после достижения температуры 1020°С выдерживают 3 часа при ней. По окончании выдержки выключают нагрев электропечи 1. При температуре ~950°С включают вакуумный насос 7 для удаления остаточных продуктов химических реакций, протекающих в реакторе во время диффузионного насыщения. При температуре 500-700°С выключают вентилятор 4. При температуре 100-120°С снимают электропечь 1, затем муфель 2, кассеты с деталями 11 и кассеты с гранулами 10 и источником исходной газовой галогенидной среды 12. Разгружают кассеты, очищают муфель и кассеты от налета остатков продуктов химических реакций. Далее осуществляют последующие процессы диффузионного насыщения, используя многократно те же гранулы, при этом для каждого процесса используют «свежую» порцию источника исходной газовой галогенидной среды.
Для активирования поверхности гранул компонентов через 10-15 технологических процессов производится пескоструйная обработка.
Последующий диффузионный отжиг деталей выполняют, например, в вакууме 10-3-10-4 мм рт.ст. при температуре 1000°С в течение 4 часов.
При осуществлении заявленного способа используется иной подход к учету технологических факторов, включающий определение:
- рабочего объема реактора газоциркуляционной установки Vp. (выбор типа установки);
- количества деталей и их суммарной площади Sдет., исходя из возможностей установки;
- источника исходной (рабочей) газовой галогенидной среды;
- диффундирующих элементов для насыщения и получения покрытия;
- вида и размеров гранул диффундирующих элементов, загружаемых в реактор установки;
- площади поверхности источников диффундирующих элементов в виде гранул Sгр. в зависимости от площади поверхности деталей Sдет. и соотношения площадей гранул источников диффундирующих элементов между собой;
- количества гранул компонентов;
- количества загружаемого в реактор источника исходной газовой галогенидной среды.
Выбор оптимального количества гранул должен быть обоснован физической возможностью их размещения в реакторе установки так, чтобы равномерно распределенные гранулы не перекрывали поток циркулирующей газовой галогенидной среды, обеспечивая свободный и равномерный обдув поверхности гранул и деталей, а химический состав гранул был таким, чтобы гранулы находились при температурах диффузионного насыщения в твердом состоянии.
Пример расчета общей площади источников диффундирующих элементов - гранул по предложенному изобретению, а также их количества.
1. Объем реактора газоциркуляционной установки Vp.=250 л,
2. Количество деталей лопаток, например, турбины 50 шт.
3. Общая площадь поверхности деталей
Sдет. = (9 см × 6 см) × 2 стороны × 50 шт. = 5400 см2
4. Источники диффундирующих элементов, загружаемые в реактор в виде гранул: Cr, Cr-Al, Ni-Y.
5. Источник рабочей газовой среды безводный хлорид никеля NiCl2 в виде порошка.
6. Площадь поверхности каждой гранулы: от 20 до 100 см2.
7. Общая площадь поверхности гранул Cr+Cr-Al:
Sгр.Cr+гр.(Cr-Al)=(0,3…0,5)×Sдет=1600…2700 см2.
8. Общая площадь поверхности гранул Cr:
Sгр.Cr=(0,25…0,5)×Sгр.Cr+гр.(Cr-Al)=400…1300 см2
9. Общая площадь поверхности гранул Cr-Al:
Sгр.(Cr-Al)=(0,5…0,75)× Sгр.Cr+гр.(Cr-Al)=800…2000 см2
10. Общая площадь поверхности гранул Ni-Y:
Sгр.(Ni-Y)=(0,05…0,1)×[Sдет.+(Sгр.Cr+Sгр.(Cr-Al))]=350…800 см2
11. Количество гранул Cr, Cr-Al, Ni-Y (определяется в соответствии с площадями поверхности гранул):
nгр.Cr=(0,01…0,05)×Sгр.Cr=(20…65)S=20 см2…(4…13)S=100 см2, шт;
nгр.(Cr-Al)=(0,01…0,05)×Sгр.(Cr-Al)=(40…65)S=20 см2…(8…20)S=100 см2, шт;
nгр.(Ni-Y)=(0,01…0,05)×Sгр.Ni-Y=(18…40)S=20 см2…(4…8)S=100 см2, шт;
12. Количество NiCl2:
mNiCl2=(0,06…0,67(г/л))×Vp.(л), г.=15…167 г.
Коэффициенты в формулах были определены экспериментально при диффузионном насыщении хромом и алюминием деталей - лопаток турбины из никелевых сплавов в циркуляционной установке, схема которой представлена на фиг. 1.
Анализ примеров проведения технологических процессов показал следующие результаты:
1. Использование гранул Cr и Cr-Al, имеющих площадь поверхности менее 20 см2 (например, ребро куба ≈1,8 см), приводит к тому, что такие мелкие гранулы занимают большую площадь на дисках реактора, создают повышенное сопротивление газовому потоку, препятствуют равномерному «обдуву» рабочей газовой галогенидной средой поверхности деталей, в результате чего получается неравномерная толщина покрытия на деталях. Кроме того, наличие мелких гранул снижает работоспособность реактора, засоряя вентиляторный узел.
2. При использовании гранул с площадью поверхности более 100 см2 (например, ребро куба ≈4 см) из-за повышенной хрупкости происходит их разрушение во время технологического процесса на мелкие части с непредсказуемым увеличением площади их поверхности, что нарушает условия проведения процесса диффузионного насыщения и приводит к получению покрытий с нестабильными параметрами.
3. При использовании гранул Cr-Al с содержанием Al<45%, а значит, повышенным содержанием Cr, получали покрытия с большим разбросом по толщине покрытий отличаются большим разбросом, например, ±15 мкм, при этом содержание в покрытиях Al пониженное, а Cr - повышенное. Фактически процесс можно назвать хромированием.
4. При использовании гранул Cr-Al с содержанием Al>65% в покрытиях обнаружено завышенное содержание Al при заниженном содержании Cr. Толщина покрытий завышенная. Процесс можно назвать алитированием.
5. При использовании гранул слава Ni-Y, содержащего Y<5%, ухудшается качество покрытий: наблюдаются окисленные участки, пористость в покрытии.
6. Избыток Y>41% в сплаве Ni-Y не приводит к улучшению качества покрытий, при этом тормозится перенос атомов Cr на поверхность деталей, что не позволяет достичь требуемого результата по оптимальному составу покрытия из-за активизации непредусмотренного осаждения никеля.
7. Недостаток площади поверхности Sгр.Cr+гр.(Cr-Al)<0,3×Sдет. (или недостаток количества гранул Cr и Cr-Al) приводит к снижению активности технологического процесса диффузионного насыщения, что вызывает заниженную толщину покрытий.
8. Избыток площади поверхности Sгр.Cr+гр.(Cr-Al)>0,5×Sдет. (или избыток количества гранул Cr и Cr-Al) приводит к излишним необоснованным затратам при том, что это не приводит к повышению активности процесса насыщения. Излишнее количество гранул приводит к такому же отрицательному эффекту, что и уменьшение размеров гранул <20 см2 (см. п. 1).
9. При недостатке Cr (SCr<0,25×SCr+(Cr-Al)) уменьшается его содержание в покрытии при увеличенном содержании Al. Фактически процесс можно назвать алитированием.
10. При избытке Cr (SCr>0,5×SCr+(Cr-Al)) увеличивается его содержание в покрытии при уменьшении Al. Фактически процесс можно назвать хромированием.
11. При недостатке Cr-Al (SCr-Al<0,5×SCr+(Cr-Al)) (при недостатке Al) уменьшается содержание Al в покрытии, а содержание Cr увеличивается.
12. При избытке Cr-Al (SCr-Al>0,75×SCr+(Cr+Al)) (при избытке Al), увеличивается содержание Al в покрытии при недостаточном содержании Cr.
13. Сплав Ni-Y обеспечивает очистку газовой среды в реакторе от влаги, азота и кислорода остаточного воздуха после вакуумирования реактора до 10-2…5×10-2 мм рт.ст., что препятствует окислению поверхности деталей и гранул компонентов перед и во время диффузионного насыщения.
При недостатке Ni-Y [SNi-Y<0,05×(Sдет.+SCr+SCr-Al)] (при недостатке Y), наблюдаются покрытия на деталях в одной садке и разных садках с дефектами в виде участков с пористостью, загрязнениями и окисленных.
14. Избыток Ni-Y [SNi-Y>0,1×(Sдет.+SCr+SCr-Al)) (избыток Y) приводит к его излишнему расходу, тормозится перенос атомов диффундирующих элементов на поверхность деталей, в результате чего не получается оптимальное по химическому составу покрытие.
15. Недостаточное количество источника газовой циркулирующей галогенидной среды NiCl2 (mNiCl2<0,06 грамм на литр объема реактора циркуляционной установки) снижает активность технологического процесса диффузионного насыщения из-за недостаточного содержания газа - переносчика диффундирующих элементов Cr и Al на поверхность деталей, в связи с чем покрытия формируются с пониженной толщиной и заниженным содержанием Cr и Al, т.е. можно считать, что технологический процесс не выполнен, а его результаты отрицательные.
16. Избыточное количество NiCl2 (mNiCl2>0,67 грамм на литр объема реактора циркуляционной установки) вызывает излишний его расход и засоры в отверстиях и щелях деталей типа полых лопаток газотурбинных двигателей, увеличивается количество остаточных продуктов химических реакций, протекающих в реакторе установки в виде осадков солей на водоохлаждаемых участках реактора, что ухудшает санитарные условия обслуживания установки. При этом повышения эффективности и ускорения технологического процесса насыщения не происходит.
Таким образом, использование предложенного способа позволяет получать защитное жаростойкое покрытие, обеспечивающее по сравнению с известными способами следующие преимущества:
- высокую стабильность покрытий по толщине и химическому составу;
- высокую стабильность свойств деталей по жаростойкости, термостойкости и долговечности.
Основным преимуществом предложенного способа является то, что в его основе находится принципиальное отличие от известных способов, заключающееся во введении в технологию одновременного диффузионного насыщения двумя и более элементами факторов, влияющих на процесс насыщения ими, а именно: площадь поверхности деталей, площадь поверхности гранул химических компонентов, их соотношение между собой и площадью поверхности деталей, количество источника рабочей газовой среды в зависимости от объема реактора установки, что в совокупности позволяет получать покрытия, стабильные по толщине, химическому составу, без пористости и других дефектов.
В Таблицах, соответствующих конкретным фигурам, представлены микроструктуры покрытия, подтверждающие стабильное получение качественных покрытий необходимой толщины 20-40 мкм и заданного химического состава на никелевых жаропрочных сплавах. Значения представлены в мас. %.
Способ защиты двухконтурного турбореактивного двигателя от раскрутки турбины низкого давления
Валопровод газотурбинного двигателя и способ его сборки
Устройство для присоединения реверсивного устройства к переднему корпусу двигателя
Газотурбинный двигатель
Шевронное сопло газотурбинного двигателя
Способ управления авиационным газотурбинным двигателем на взлетном режиме при пожаре
Устройство крепления нижней полки лопатки переходного канала между турбинами высокого и низкого давлений
Труба для распределения горячего воздуха по кромке носка воздухозаборника
Способ изготовления секций несущей решетки реверсера тяги
Многоколлекторное устройство подачи топлива в камеру сгорания газотурбинного двигателя
Способ получения покрытия на детали из безуглеродистого жаропрочного никелевого сплава
Способ получения жаростойкого покрытия на детали из безуглеродистого жаропрочного никелевого сплава
Состав для получения карбидного барьерного покрытия на детали из безуглеродистого жаропрочного никелевого сплава
Способ восстановления бандажных полок лопаток турбомашин из титановых сплавов
Способ восстановления бандажных полок лопаток компрессора газотурбинных двигателей (гтд)
Способ защиты внутренних поверхностей реактора от насыщения компонентами рабочей среды при химико-термической обработке деталей
Способ нанесения износостойкого покрытия на бандажную полку лопатки турбомашин из никелевых сплавов
Способ восстановления бандажных полок лопаток турбомашин из жаропрочных никелевых сплавов
Способ получения многослойного защитного покрытия лопаток турбомашин из титановых сплавов
Установка для получения диффузионных покрытий в циркулирующей газовой среде

