Результат интеллектуальной деятельности: Способ производства стали для изготовления труб
Вид РИД
Изобретение
Изобретение относится к области черной металлургии, в частности к производству стали посредством выплавки в сталеплавильных агрегатах, преимущественно в дуговых электропечах. Продукты производства используют для изготовления труб общего назначения, обсадных труб для нефтегазового сектора и магистральных трубопроводов.
Получение высококачественной стальной продукции в дуговых электропечах возможно преимущественно при использовании технологий внепечной обработки в виде ковшовой металлургии, которая позволяет достигать однородности химического состава, точного соблюдения температуры разливки и обеспечения требуемой степени чистоты стали. При этом обеспечивают гомогенизацию плавки по температуре и управление температурой, а также осуществляют обезуглероживание, удаление примесей, дегазацию, раскисление и повышение степени чистоты стальной продукции.
Основным материалом для плавки в дуговых электропечах является стальной лом, причем не сильно окисленный, поскольку ржавчина вносит в сталь водород. При этом в зависимости от химического состава лом сортируют на соответствующие группы, причем основное количество лома для плавки должно быть компактным и тяжеловесным, поскольку при малой насыпной массе лома вся порция для плавки не помещается в печь. Приходится прерывать процесс плавки и подгружать шихту. Это увеличивает продолжительность плавки, приводит к повышенному расходу электроэнергии, снижает производительность электропечей [Еланский Г.Н. Основы производства и обработки металлов / Г.Н. Еланский, Б.В. Линчевский, А.А. Кальменев. - М.: МГВМИ, 2005. - С. 144-147].
Расплавление шихты в электропечи занимает основное время плавки и в основном определяет производительность печи, поэтому ряд операций легирования и раскисления металла переносят в ковш. После окончания завалки опускают электроды и включают ток, металл под электродами разогревается, плавится и стекает вниз, собираясь в центральной части подины. Под электроды подается известь для наведения шлака, который предохраняет металл от окисления. Кроме того, в окислительный период происходит окисление углерода, кремния, марганца, хрома, ванадия и других элементов. В установке ковш-печь жидкую сталь подогревают за счет энергии электрической дуги со скоростью нагрева, достигающей 4,5°С/мин, посредством графитовых электродов. Этот подогрев дает дополнительное время на операции по доводке стали методами ковшовой металлургии без увеличения при этом температуры ti на выпуске в течение времени T1. Перемешивание расплава осуществляют при вдувании инертного газа аргона в течение времени Т2 через пористые пробки в днище ковша [Еланский Г.Н. Основы производства и обработки металлов / Г.Н. Еланский, Б.В. Линчевский, А.А. Кальменев. - М.: МГВМИ, 2005. - С. 176-179].
Известен способ производства стали в дуговых электропечах с окислением примесей, включающий выпуск расплава в ковш, доводки стали на установке ковш-печь посредством введения рафинирующих смесей и продувки аргоном в течение времени Т2 с переменной интенсивностью в зависимости от количества смеси [патент РФ №2101367, 10.01.1998].
Наиболее близким по технической сущности к предлагаемому изобретению является способ производства стали, включающий выплавку металла в сталеплавильном агрегате, выпуск нераскисленного металла в сталеразливочный ковш в течение времени T1 при температуре ti например, с использованием эркерного отверстия, внепечную обработку посредством использования установки ковш-печь, продувку металла аргоном в течение времени Т2 и последующую разливку металла [патент РФ №2564373, 27.09.2015].
Недостатком вышеуказанных аналогов и прототипа является увеличенное время процесса выплавки металла и повышенный расход электроэнергии, повышенное содержание кислорода в расплаве, увеличенные износ футеровки, выброс пылегазовых продуктов в окружающую среду и затраты на их очистку, а в конечном итоге, увеличенная себестоимость производства качественной конечной продукции.
Задачей предлагаемого изобретения является уменьшение времени и энергопотребления производства стали, уменьшение себестоимости конечной продукции без ухудшения ее качества.
Техническим результатом предлагаемого изобретения является оптимизация термовременных параметров процесса выплавки металла и уменьшение энерготрат, сокращение длительности получения готовой продукции при сохранении ее качественных показателей, расширение функциональных возможностей посредством уменьшения пылегазовых выбросов в атмосферу и снижения затрат на их очистку, уменьшение износа футеровки, а в конечном итоге уменьшение себестоимости производства качественной конечной продукции и повышение производительности сталеплавильных агрегатов при уменьшении загрязнения окружающей среды.
Указанный технический результат достигается тем, что в способе производства стали для изготовления труб, включающем выплавку металла в сталеплавильном агрегате, выпуск нераскисленного металла в сталеразливочный ковш в течение времени T1 при температуре ti, например, с использованием эркерного сталевыпускного канала, внепечную обработку посредством использования установки ковш-печь, продувку металла аргоном в течение времени Т2 и последующую разливку металла из этой установки, согласно изобретению выпуск металла в сталеразливочный ковш осуществляют при температуре нераскисленного металла ti менее 1650°С, преимущественно в диапазоне от 1610 до 1645°С, в течение времени T1 в диапазоне от 2 до 4 минут, продувку металла аргоном осуществляют в течение времени Т2 менее 50 минут, преимущественно в диапазоне от 35 до 48 минут. Кроме того, выпуск металла в сталеразливочный ковш осуществляют через эркерный сталевыпускной канал, выполненный преимущественно в виде конической трубчатой формы с соотношением площадей входного и выходного отверстий, равным не менее единицы.
При реализации заявляемого изобретения, ограничительные и отличительные признаки предложенного технического решения обеспечивают увеличение производительности сталеплавильных агрегатов, оптимизацию термовременных параметров процесса выплавки металла и уменьшение энергопотребления при сохранении качественных показателей готовой продукции, расширение функциональных возможностей посредством уменьшение пылегазовых выбросов в атмосферу и снижение затрат на их очистку, уменьшение износа футеровки, таким образом увеличивая ее межремонтный рабочий интервал и производительность сталеплавильных агрегатов, а в конечном итоге, обеспечивается сокращение длительности получения качественной конечной продукции, уменьшение ее себестоимости и повышение производительности сталеплавильных агрегатов при уменьшении загрязнения окружающей среды.
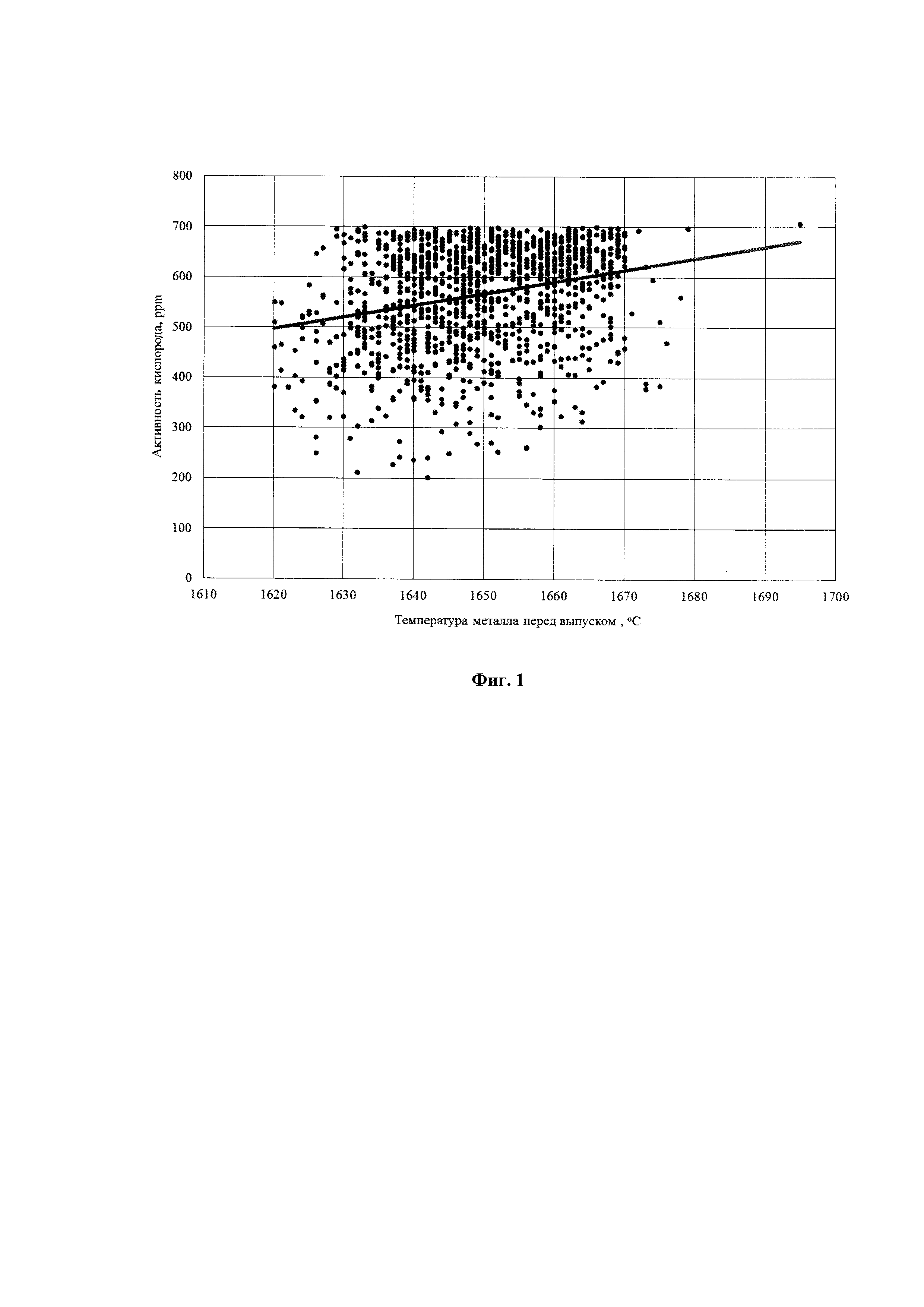
Изобретение иллюстрируется графиком, представленным на фиг. 1, на котором приведены экспериментальные значения активности кислорода для плавок, каждая из которых обозначена •, в диапазоне значений температуры ti выпуска расплава металла.
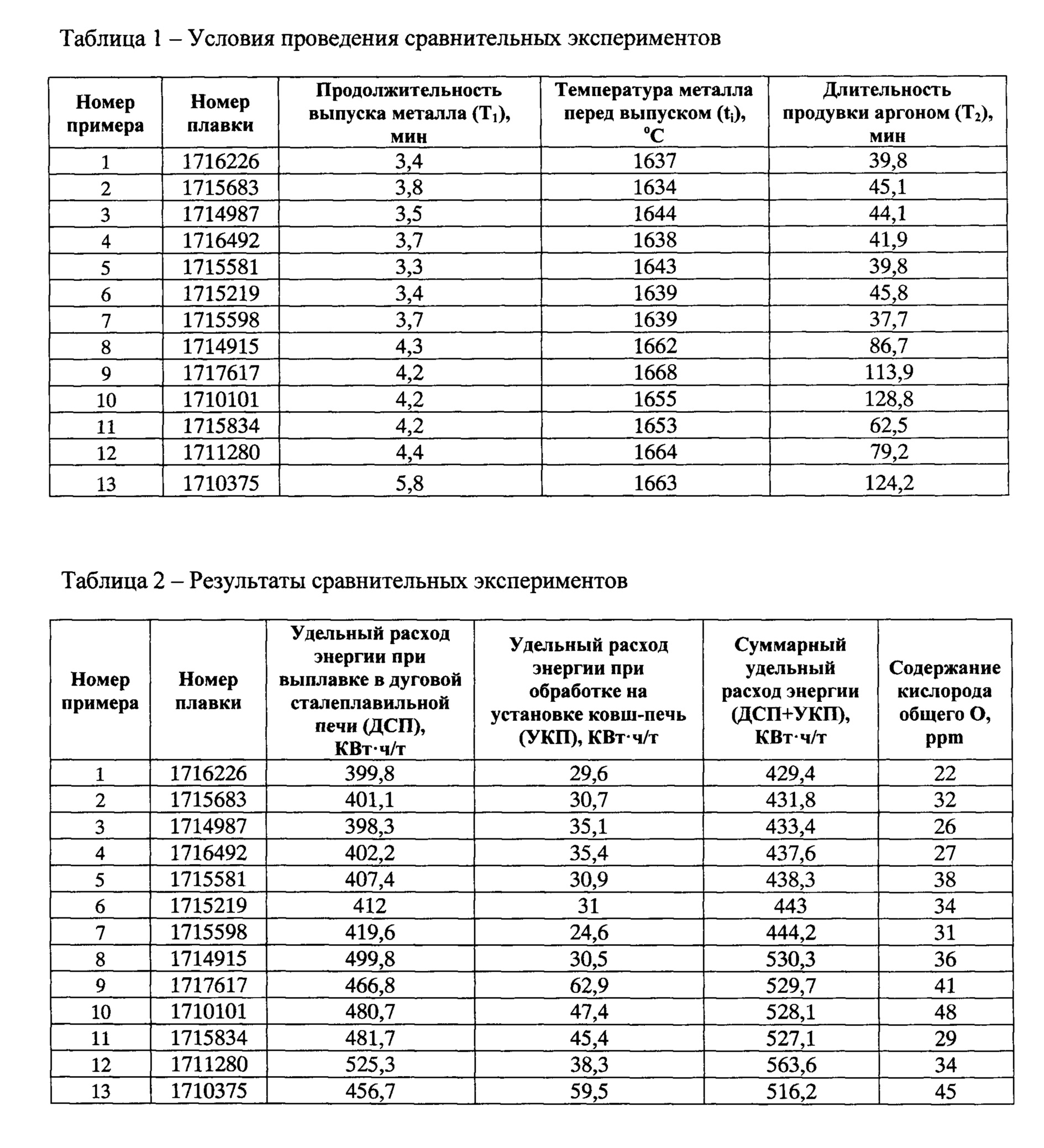
Предлагаемый способ реализован при производстве трубных сталей в литейно-прокатном комплексе АО ВМЗ (г. Выкса). После выплавки в сталеплавильном агрегате, нераскисленный металл выпускали в сталеразливочный ковш в течение времени Т1 при температуре ti посредством эркерного сталевыпускного канала, выполненным в виде конической трубчатой формы с соотношением площадей входного и выходного отверстий, равным 1,5. Далее осуществляли внепечную обработку на установке ковш-печь, в том числе продувку аргоном в течение времени Т2 и последующую разливку стали.
Кроме того, дополнительно проведены сравнительные эксперименты по производству стали с соблюдением термовременных параметров ti, T1 и Т2 по прототипу.
Результаты сравнительных экспериментально полученных данных приведены в таблицах 1 и 2. Примеры, обозначенные номерами 1-7, реализованы при соблюдении термовременных параметров ti, T1 и Т2 согласно предлагаемому изобретению, примеры под номерами 8-13 осуществлены при соблюдении термовременных параметров согласно прототипу.
Исходя из данных, полученных в ходе проведения сравнительных экспериментов, следует, что при осуществлении предлагаемых согласно изобретению термовременных параметров (см. примеры 1-7) удается сократить время выплавки металла и уменьшить энергопотребление, а именно, суммарный расход электроэнергии ниже 450 кВт-ч/т, без ухудшения качественных показателей готовой продукции (меньшем содержании растворенного в готовом продукте кислорода, способствующим образованию вредных неметаллических включений). При невыполнении предложенных технических решений (см. примеры 8-13) затраты на производство продукции возрастают. Кроме того, при реализации способа производства стали согласно изобретению, во-первых, с высокой степенью вероятности уменьшены выбросы в атмосферу вредных пылегазовых веществ и/или уменьшены затраты на их очистку. Во-вторых, возрастает сохранность футеровки в дуговой электропечи и, таким образом, увеличивается ее межремонтный рабочий интервал и производительность сталеплавильных агрегатов, при этом, в конечном итоге, уменьшается себестоимость продукции.
Способ производства сварных прямошовных труб большого диаметра для магистральных трубопроводов
Профиль поверхности обода колес грузовых вагонов
Профиль поверхности обода колес пассажирских вагонов
Способ производства прямошовных труб диаметром от 10 до 530 мм на непрерывных трубоэлектросварочных агрегатах
Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса
Способ производства трубы с низким отношением предела текучести к пределу прочности
Способ производства проката для труб магистральных трубопроводов с одновременным обеспечением равномерного удлинения и хладостойкости
Способ непрерывной разливки стали на тонкослябовой установке непрерывной разливки
Способ производства горячекатаного рулонного проката из низколегированной стали
Способ производства проката для изготовления труб категории прочности к48-к56, стойких к сероводородному растрескиванию и общей коррозии, и труба, выполненная из него
Способ и устройство изучения плотности и/или поверхностного натяжения образца металлического сплава
Способ и устройство определения плотности и/или поверхностного натяжения образца металлического сплава
Способ определения интенсивности структурной перестройки расплавов жаропрочных сплавов
Установка для определения физических параметров высокотемпературного металлического расплава фотометрическим методом в вертикальной вакуумной электропечи
Способ и устройство для определения плотности и поверхностного натяжения металлических расплавов
Способ изучения бинарного бариево-литиевого сплава и устройство для его осуществления
Устройство для фотометрического определения удельного электросопротивления металлических расплавов
Способ и устройство определения поверхностного натяжения и/или плотности металлических расплавов
Устройство бесконтактного определения вязкости образцов металлических расплавов
Способ оценки равновесности металлических расплавов

