Результат интеллектуальной деятельности: Способ производства проката для изготовления труб категории прочности К48-К56, стойких к сероводородному растрескиванию и общей коррозии, и труба, выполненная из него
Вид РИД
Изобретение
Изобретение относится к металлургии, в частности к производству проката из низколегированной стали и электросварных труб большого диаметра классов прочности К48-К56, стойких к сероводородному растрескиванию и общей коррозии.
К сталям, стойким к сероводородному растрескиванию, предъявляются высокие требования по хладостойкости - обеспечение высокой ударной вязкости при температурах до -60°С и доли вязкой составляющей в изломе образца после испытаний падающим грузом на уровне 70-80% при температурах до -20°С. С целью достижения комплекса прочностных характеристик и хладостойкости проката трубных марок сталей требуется применение микролегирующих элементов (Nb, Ti), а также повышенной концентрации в стали марганца и углерода и использование классической технологии контролируемой прокатки, обеспечивающей формирование протяженных межфазовых границ.
Известен способ производства коррозионностойких горячекатаных листов толщиной 12-21 мм из низколегированной стали с пределом прочности от 510 до 550 МПа, включающий аустенизацию непрерывнолитой заготовки при температуре 1190-1230°С, черновую прокатку при температуре не ниже 960°С на толщину, составляющую не менее 5,5 толщины готового листа с относительными обжатиями за проход не менее 10%, подстуживание раската, чистовую прокатку, начинаемую для листа конечной толщины до 16 мм включительно при температуре 900-930°С, а для листа конечной толщины более 16 мм - при температуре 870-900°С и завершаемую для листа конечной толщины до 16 мм включительно при температуре 880±10°С, а для листа конечной толщины более 16 мм - при температуре 850±10°С, ускоренное охлаждение листов до температуры 430-470°С со скоростью не менее 20°С/с и последующее их замедленное охлаждение в стопе (патент РФ 2581696, 20.04.2016). При этом сталь имеет следующий состав, мас. %:
|
Вместе с этим суммарное содержание Cr+Ni+Cu не превышает 0,70%, углеродный эквивалент Сэ≤0,40%, параметр стойкости против растрескивания при сварке Pcm≤0,21%.
Недостатками этого технического решения являются недостаточно высокая прочность и хладостойкость проката в сочетании со стойкостью к сероводородному растрескиванию и ограничение по максимальной толщине проката.
Наиболее близким аналогом по совокупности признаков и достигаемому результату к предлагаемому изобретению, выбранный за прототип, является способ производства толстолистового проката для изготовления сероводородостойких электросварных газонефтепроводных труб большого диаметра категории прочности Х42-Х56. Последний включает выплавку, внепечную обработку жидкой стали с обеспечением содержания водорода в стали не более 2 ppm, непрерывную разливку на слябы, нагрев слябов до температуры 1150-1250°С, предварительную деформацию слябов, осуществляемую при температуре 1000-1150°C с суммарным обжатием 50-70% в три стадии (суммарное обжатие 10-25% в продольном направлении относительно оси сляба, суммарное обжатие 20-35% в поперечном направлении относительно оси сляба, суммарное обжатие 40-70% с величиной частного обжатия не менее 15% в продольном направлении относительно оси сляба), окончательную деформацию с суммарным обжатием 60-80% в интервале температур от 950°С до Ar3+(30-50)°С, ускоренное охлаждение листов до температур 400-550°С со скоростью 15-35°С/с, причем охлаждение листов толщиной до 20 мм осуществляют на спокойном воздухе со скоростью 0,05-0,15°С/с, а листов большей толщины - в стопе со скоростью 0,0015-0,0035°С/с (патент РФ 2653954, 15.05.2018). При этом сталь имеет следующий химический состав, мас. %:
|
Вместе с этим обеспечивается выполнение соотношения Ca/S=1,0÷2,0, величина углеродного эквивалента Сэкв, рассчитываемого по формуле Сэкв=C+Mn/6+(Cr+(Nb+Ti)/15+(Cu+Ni)/15, составляет не более 0,38, параметр стойкости против растрескивания Pcm, рассчитываемый по формуле Pcm=C+(Mn+Cr+Cu)/20+Si/30+Ni/15, составляет не более 0,21, суммарное содержание Nb и Ti в стали не более 0,06 мас. %, суммарное содержание в стали Cr, Ni и Cu - не более 0,6 мас. %.
Недостатком данного технического решения является недостаточно высокий уровень прочности и хладостойкости в сочетании с требованиями по сопротивлению водородному и сероводородному растрескиванию под напряжением, а также низкий уровень стойкости к общей коррозии и недостаточная стойкость к образованию блистерингов при проведении испытаний на водородное растрескивание.
Согласно предлагаемому изобретению листовой прокат для изготовления хладостойких газонефтепроводных труб классов прочности К48-К56, предназначенных для транспортировки сероводородсодержащих углеводородов, должен отвечать следующему комплексу свойств:
- для класса прочности К48 - временное сопротивление разрыву (σв) не менее 470 МПа, предел текучести (σт) не менее 350 МПа;
- для класса прочности К50 - σв не менее 500 МПа, σт не менее 370 МПа;
- для класса прочности К52 - σв не менее 510 МПа и σт не менее 380 МПа;
- для класса прочности К56 - σв не менее 550 МПа и σт не менее 410 МПа.
При этом показатели испытаний на стойкость к растрескиванию, инициированному водородом, в соответствии с NACE ТМ0284, должны соответствовать следующим значениям:
- коэффициент длины трещин CLR не более 3,0%;
- коэффициент толщины трещин CTR, равный 0%;
- коэффициент чувствительности к растрескиванию CSR, равный 0%.
Вместе с этим при испытаниях на сульфидное коррозионное растрескивание в соответствии с NACE ТМ0177 должно обеспечиваться отсутствие дефектов в образце, испытываемом при приложении к нему напряжения величиной 80% от σт в течение 720 часов.
Кроме того, одним из требований к прокату, предназначенному для производства труб для транспортировки нефти, является стойкость к общей коррозии, скорость которой не должна превышать 0,5 мм/год в среде, содержащей 5% NaCl и 400-500 мг/л H2S.
Техническим результатом данного изобретения является получение листового проката и труб категории прочности К48-К56 с повышенными показателями сопротивления водородному и сероводородному растрескиванию под напряжением, стойкости к общей коррозии, а также низкотемпературной вязкостью с температурой вязкохрупкого перехода (Т50) менее -40°С, величиной ударной вязкости (KCV-40) более 250 Дж/см2.
Указанный технический результат достигается тем, что в способе производства листового проката, включающем выплавку стали, внепечную обработку с использованием средств вакуумирования с обеспечением содержания водорода в стали не более 2 ppm, непрерывную разливку стали на слябы, нагрев слябов до температуры 1150-1250°С, предварительную и окончательную прокатку с ускоренным охлаждением, согласно изобретению прокат производят из стали следующего химического состава, мас. %:
|
при выполнении следующих соотношений:
10×C+Mn+(1-10×Nb)=2±0,4, где С, Mn, Nb - содержание в стали соответствующих химических элементов, мас. %;
Ca/S=1,5÷2,5, где Са, S - содержание в стали соответствующих химических элементов, мас. %;
Сталь разливается непрерывным способом в слябы толщиной 200-355 мм коэффициент ликвации K, определяемый из соотношения K=(СО×MnO)/(СП×MnП), где СО и СП, MnO и MnП - содержание углерода и марганца в стали соответственно в осевой и поверхностной зоне сляба, мас. %, составляет не более 1,5.
Деформация нагретых слябов осуществляется в 2-4 стадии с суммарным обжатием слябов на предварительной стадии прокатки 40-70% и кратностью получаемого подката относительно толщины готового проката, равной 3,2-5,2.
Параметры прокатки в окончательной стадии, а именно температура начала прокатки (ТНП, °С) и температура завершения прокатки (ТКП, °С), а также температура начала охлаждения проката (ТНО, °С) определяются в зависимости от содержания в стали хрома (Cr, мас. %), при этом
если Cr≤0,55, то используются следующие формулы:
ТНП=(Ае3+312-(12,2÷15,8)×h)±30,
ТКП=(Ае3+51-(2,3÷2,8)×h)±30,
ТНО=(Ае3-110+(1,7÷2,7)×h)±30,
где Ае3 - температура начала ферритного превращения, °С
h - толщина готового проката, мм,
а при Cr>0,55, используются следующие формулы:
ТНП=(Ае3+360-(18,7÷20,1)×h)±40,
ТКП=(Ае3+150-(8,7÷9,4)×h)±30,
ТНО=(Ae3-120+(0,5÷0,8)×h)±30,
Далее прокат толщиной от 9,0 до 30,0 мм ускоренно охлаждается до температуры 350-650°С со скоростью 10-30°С/с, после чего листы толщиной от 12 мм и более охлаждаются на участке замедленного охлаждения, а листы толщиной менее 12 мм охлаждаются на спокойном воздухе.
Кроме того, в случае производства проката для труб, предназначенных для транспортировки нефти, величина углеродного эквивалента Сэкв ограничивается значением не более 0,40 мас. %, величина параметра стойкости против растрескивания Pcm ограничивается значением не более 0,24 мас. %, при суммарном содержании в стали ниобия и титана не более 0,06 мас. % и суммарном содержании в стали хрома, никеля и меди не более 1,4 мас. %. В случае производства проката для труб, предназначенных для транспортировки газа, величина Сэкв ограничивается значением не более 0,38 мас. %, величина Pcm ограничивается значением не боле 0,21 мас. %, при суммарном содержании в стали ниобия и титана не более 0,10 мас. % и суммарном содержании в стали хрома, никеля и меди не более 0,6 мас. %. При этом Сэкв и Pcm для обоих случаев рассчитываются по следующим формулам:
Cэкв=C+Mn/6+(Cr+Mo+V+Nb+Ti)/5+(Ni+Cu)/15,
Pcm=C+(Mn+Cr+Cu)/20+Si/30+Ni/60+Mo/15+V/10+5В,
где С, Mn, Cr, Mo, V, Nb, Ti, Ni, Cu, Si, В - содержание в стали соответствующих химических элементов, мас. %
Представленные ограничения по содержанию химических элементов, описанные требования к выплавке стали позволяют обеспечивать достижение требований при испытаниях на растрескивание, инициированное водородом, а также стойкость к коррозионному растрескиванию под напряжением. Дополнительное легирование медью, никелем и хромом способствует обеспечению низкой скорости общей коррозии и позволяет повысить прочность проката.
Соблюдение температурных режимов прокатки в установленных рамках за счет контролируемой степени наклепа аустенитного зерна обеспечивает формирование необходимого класса прочности и высокого уровня хладостойкости без ухудшения стойкости к водородному растрескиванию и сульфидному коррозионному растрескиванию под напряжением. Ограничение по температуре начала охлаждения также связано с обеспечением формирования структуры листового проката, состоящей преимущественно из квазиполигонального феррита и бейнита.
Трубы, изготовленные из данного листового проката, характеризуются высоким уровнем хладостойкости, стойкости к водородному растрескиванию и сульфидному коррозионному растрескиванию под напряжением в сочетании с низкой скоростью общей коррозии как основного металла, так и сварного соединения.
Пример осуществления способа.
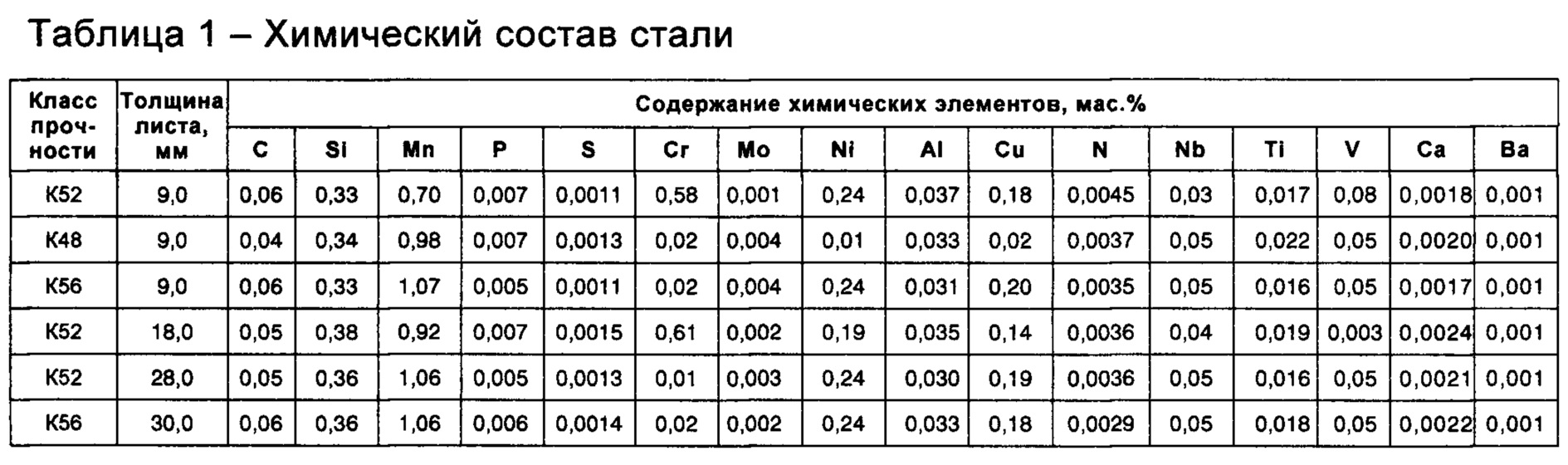
Выплавка стали произведена в кислородном конвертере. После выпуска проведена обработка металла в ковше на участке внепечной обработки стали, включающей раскисление, легирование, дегазацию, рафинировку и модифицирование кальцием и силикобарием, а также вакуумирование стали. Разливка жидкой стали проведена на МНЛ3. Химический состав стали представлен в таблице 1.
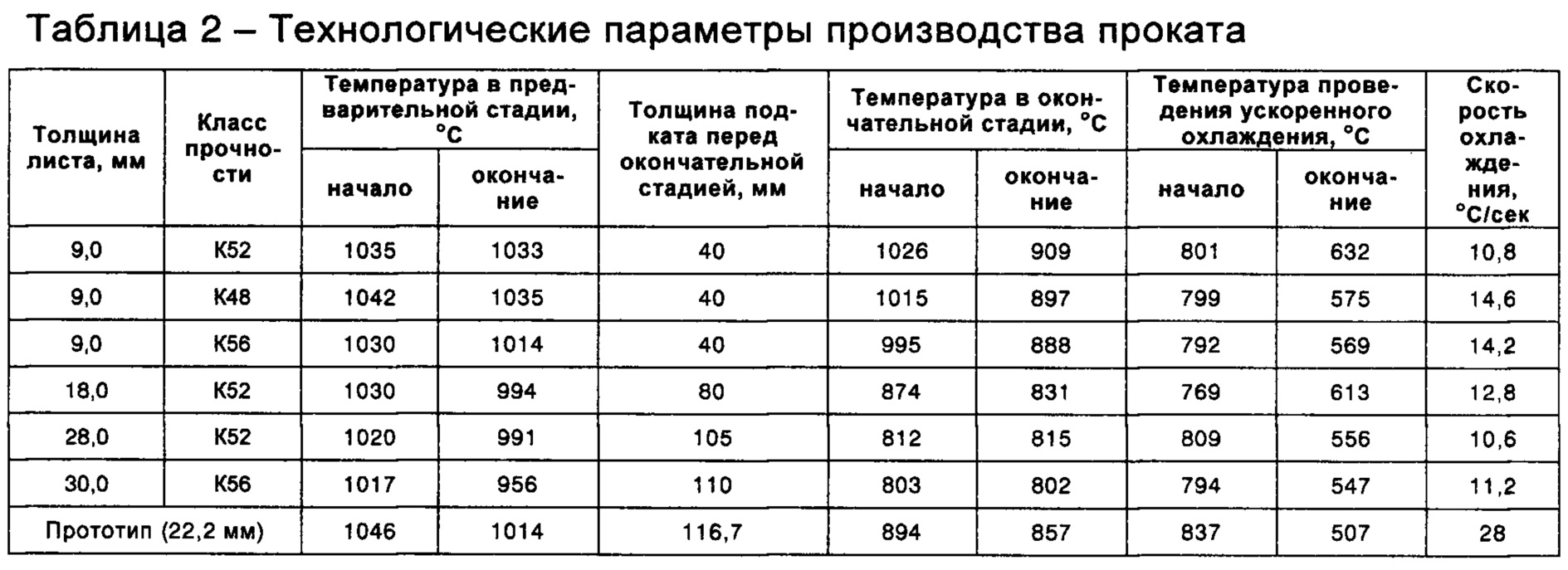
Прокатка слябов размером 200÷355×1500÷1950×2700÷3870 мм на листы толщиной 9,0, 18,0, 28,0 и 30,0 мм произведена на одноклетьевом реверсивном стане «5000». Нагрев слябов под прокатку произведен до температур 1170±10°С для листов толщиной 28,0 и 30,0 мм и 1200±10°С для листов толщиной 9,0 и 18,0 мм. Предварительная деформация осуществлялась с суммарным обжатием 40-70% в 1÷3 стадии. Кратность подката перед окончательной стадией составляла 4,4 для листов толщиной 9,0 и 18,0 мм, 3,7 - для листов толщиной 28,0 и 30,0 мм. Окончательная деформация осуществлялась за 5-13 проходов в интервале температур, определенном по описанным выше формулам, аналогично определена температура начала ускоренного охлаждения, произведенного сразу после окончательной стадии прокатки со скоростью 10-15°С/с до температур 450÷650°С. Далее листы толщиной 9,0 мм охлаждали на спокойном воздухе, листы толщиной 18,0, 28,0 и 30,0 мм охлаждались в стопах на участке замедленного охлаждения.
Технологические параметры прокатки и комплекс достигнутых характеристик проката представлены в таблицах 2 и 3. Комплекс характеристик основного металла труб, изготовленных из данного проката, соответствует свойствам проката, коррозионные и механические характеристики представлены в таблице 4.
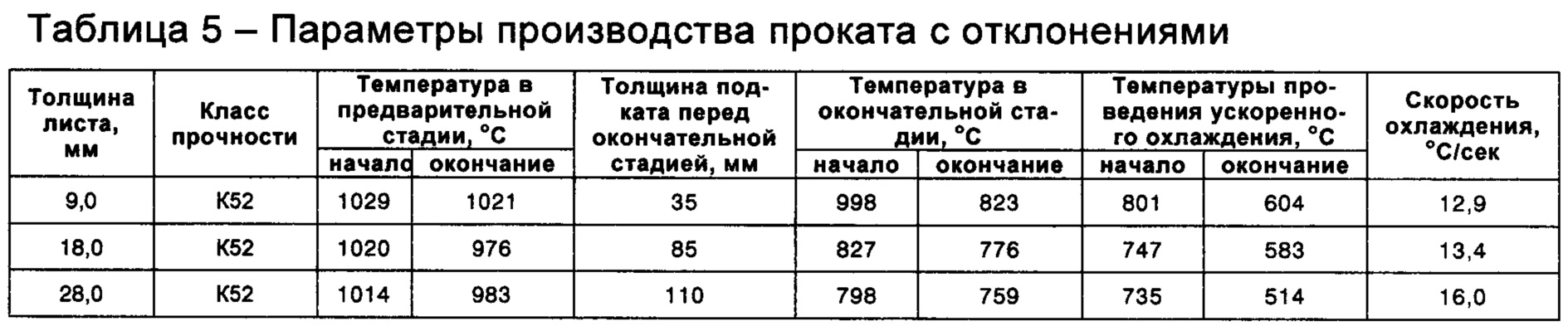
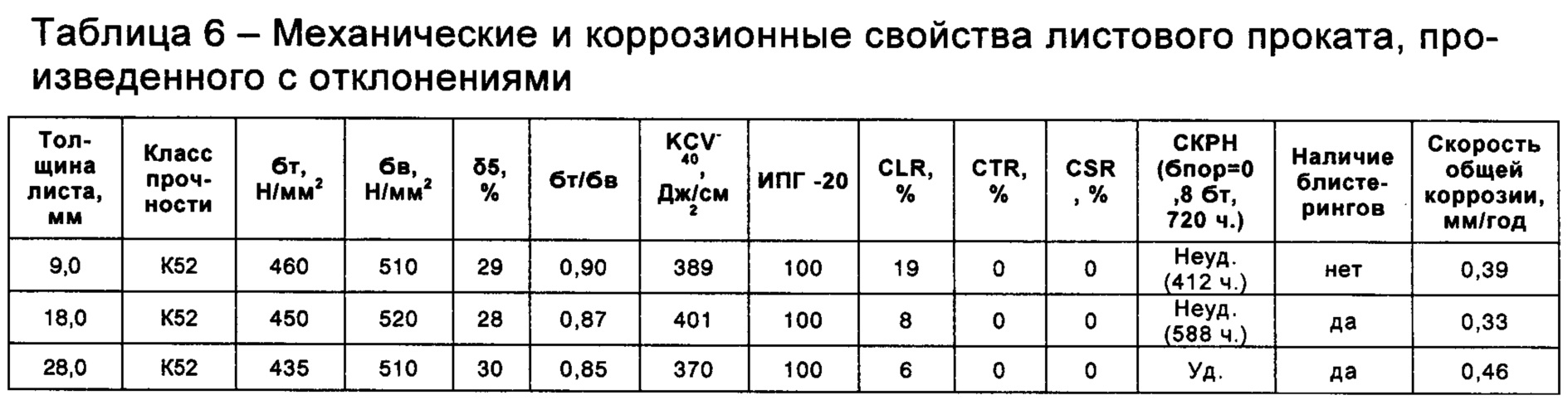
В таблицах 5 и 6 представлены параметры производства проката с отклонениями от указанных ограничений.
Представленные результаты испытаний подтверждают, что предложенный способ производства позволяет получить прокат и трубы классов прочности К48-К56 с обеспечением высокого уровня хладостойкости, сопротивления водородному и сероводородному растрескиванию и низкой скоростью общей коррозии.


Способ горячей винтовой раскатки гильз и технологический инструмент для его осуществления
Цельнокатаное железнодорожное колесо для использования с дисковыми тормозами
Устройство для охлаждения обода при термоупрочнении железнодорожных колёс
Способ многодуговой сварки металлических изделий под слоем флюса
Сталь и цельнокатаное колесо, изготовленное из неё
Способ термической обработки цельнокатаных железнодорожных колёс из легированной стали
Дисперсионно-твердеющая перлитная колесная сталь
Цельнокатаное железнодорожное колесо
Способ термической обработки цельнокатаных железнодорожных колес
Способ электродуговой многоэлектродной сварки под слоем флюса продольных стыков толстостенных труб большого диаметра
Способ производства толстолистового проката классов прочности к52-к60, х52-х70, l360-l485 для изготовления электросварных труб магистральных трубопроводов
Способ горячей винтовой раскатки гильз и технологический инструмент для его осуществления
Способ производства толстолистового проката классов прочности к65, х80, l555 для изготовления электросварных труб магистральных трубопроводов
Способ производства толстолистового проката классов прочности k80, x100, l690 для изготовления электросварных труб магистральных трубопроводов
Способ производства толстолистового проката с повышенной деформационной способностью, толстолистовой прокат
Способ производства проката для труб магистральных трубопроводов с одновременным обеспечением равномерного удлинения и хладостойкости
Способ производства толстолистового проката с повышенной деформационной способностью (варианты)
Способ производства толстолистового проката для изготовления электросварных труб подводных трубопроводов
Способ изготовления стальных двухслойных горячекатаных листов
Способ производства толстолистового проката с повышенной хладостойкостью для изготовления электросварных труб и сварных конструкций

