Результат интеллектуальной деятельности: Способ нанесения двухслойного покрытия на детали газотурбинного двигателя
Вид РИД
Изобретение
Изобретение относится к способам нанесения двухслойного покрытия и может найти применение при повышении эксплуатационных свойств деталей, например, в авиадвигателестроении. В настоящее время для обеспечения заданного ресурса и надежности работы узла или агрегата применяются методы газотермического плазменного напыления.
Известен способ лазерно-плазменного напыления, патент РФ 2449048, МПК С23С 4/12, опубл. 27.11.2011, заключающийся в том, что плазмотроном создают плазменный поток, направленный на напыляемую поверхность, подают в него частицы напыляемого порошка. Лазерное излучение с интенсивностью не менее пороговой подают на выход из сопла плазмотрона перпендикулярно плазменному потоку и фокусируют его на удаленной от начала лазерного излучения стороне плазменного потока.
Недостатком известного способа является экранирование лазерного излучения плазмой и напыляемыми частицами, при этом нагрев частиц значительно снижается. Использование модулированного излучения полностью не устраняет данный недостаток. Следствием экранирования является значительный недогрев частиц порошка, что приводит к выкрашиванию покрытия на кромке изделия; отслоению покрытия при его нанесении и последующей обработке; отслоению покрытия при эксплуатации изделия; выкрашиванию покрытия в термонагруженных местах, имеющее адгезионно-когезионный характер.
Известен способ получения жаростойкого покрытия на лопатках газовых турбин, патент РФ 2441100, МПК С23С 14/00. опубл. 27.10.2011, заключающийся в ионно-плазменной подготовке и ионно-имплантационной обработке поверхности лопатки, вакуумно-плазменном нанесении на нее жаростойкого слоя, и последующей термообработке покрытия, ионно-имплантационной обработке поверхности лопатки, нанесении жаростойкого слоя, которое проводят в среде азота и/или углерода в вакууме.
Недостатками данного способа является сложность реализации, большое число операций, длительность процесса. Нанесения покрытия осуществляемого в специальных средах или вакууме.
Наиболее близким техническим решением является способ нанесения двухслойного покрытия на детали газотурбинного двигателя (US 6461108 В1, МПК С23С 28/00, 08.10.2002), включающий напыление подслоя из никель-алюминиевого сплава и нанесение газотермическим напылением внешнего пористого слоя.
Недостатком известного способа является проблема формирования покрытия с высокой адгезией, лишь частично решаемая напылением самосвязывающегося промежуточного подслоя из никель-алюминиевого сплава, особенностью плазменного напыления которого является повышенное тепловыделение, обусловленное протеканием при повышении температуры экзотермической реакции образования алюминида никеля. Газотермический способ нанесения покрытий характеризуется коротким временем термического цикла обработки при взаимодействии частиц с подложкой, сопровождающимся быстрой кристаллизацией и охлаждением частиц со скоростями, достигающими 106…108 K/с. Стадия развития объемного взаимодействия материала частиц интерметаллидного покрытия из термореагирующего никель-алюминиевого сплава, используемого в качестве промежуточного подслоя, с материалом основы за такое короткое время не может быть завершена. Это является причиной низкой прочности сцепления подслоя с основой.
В основу изобретения поставлена задача формирования покрытий с высокой адгезией и, как следствие, повышения эксплуатационных свойств деталей газотурбинных двигателей и энергетических установок.
Задача решается за счет того, что в способе нанесения двухслойного покрытия на детали газотурбинного двигателя, включающем напыление подслоя из никель-алюминиевого сплава и нанесение газотермическим напылением внешнего пористого слоя, на упомянутый напыленный подслой воздействуют лазерным излучением, сформированным с помощью оптической системы, содержащей по меньшей мере один фокусатор излучения для преобразования лазерного пучка в световое пятно в виде полосы с увеличением плотности мощности излучения от ее центра к краям, а указанный внешний пористый слой наносят из алюминий-нитрид бора.
Предполагаемый способ нанесения двухслойного покрытия на детали газотурбинного двигателя заключается в следующем. С целью уменьшения радиальных зазоров газовоздушного тракта газотурбинного двигателя применяют специальные срабатываемые пористого функционального покрытия из композиционных материалов типа «металл-твердый смазочный материал», имеющие высокую прочность и прирабатываемость одновременно. Покрытия, получаемые методом плазменного напыления, имеют гетерогенную структуру, основной причиной которой является различие в энергетическом состоянии частиц, участвующих в формировании покрытия, из-за неравномерности нагрева и ускорения по сечению плазменной струи. Структура слоя, сформированного за один проход, неоднородна и определяется различными размерами и энергетическим состоянием - температурой и скоростью частиц, находящихся в периферийной и центральной зоне двухфазного потока, состоящего из частиц и газа.
Для повышения прочности сцепления покрытия с основой используют напыление промежуточных подслоев, например, интерметаллидного покрытия из термореагирующего никель-алюминиевого сплава.
Самосвязывающийся подслой под газотермические покрытия различного назначения на основе термореагирующего никель-алюминиевого сплава превосходит по уровню сцепления известные покрытия из интерметаллидных порошков, поэтому применяется для деталей, не допускающих струйную обработку абразивом. Покрытие системы Ni-Al применяется также в качестве связки в композиционных покрытиях деталей для предохранения от газовой коррозии, имеет высокое сопротивление окислению, обладает высокой жаро- и термостойкостью при температуре 1323 K.
Особенностью плазменного напыления никель-алюминиевого сплава является повышенное тепловыделение, обусловленное протеканием экзотермической и реакции образования алюминида никеля. Выделение дополнительной энергии от экзотермической реакции возможно также при последующем термическом воздействии. В этом случае при лазерном воздействии происходит заплавление пор, трещин, осуществляется приварка покрытия и основы, что предоставляет возможность увеличения прочности сцепления. Для получения высоких значений прочности сцепления покрытий при сохранении их хорошей прирабатываемости рационально лазерную обработку проводить после нанесения подслоя из никель-алюминиевого сплава перед напылением пористого функционального покрытия. Для преобразования лазерного излучения целесообразно использовать оптическую систему, содержащую дифракционный оптический элемент - фокусатор излучения. Она позволяет формировать лазерное излучение в световое пятно в виде полосы с увеличением плотности мощности излучения от центра к краям.
В условиях лаборатории физического моделирования процессов лазерных технологий Самарского университета проведены предварительные исследования по выбору режимов лазерной обработки детали рабочее колесо статора компрессора высокого давления газотурбинного двигателя, а также определение величины прочности сцепления покрытия с подложкой.
Для осуществления энергетического воздействия при проведении экспериментальных исследований использовался газовый СО2-лазер ROFIN DC 010, выходная мощность которого имеет возможность плавного регулирования в пределах 100…1000 Вт, а исходный диаметр пучка с гауссовским распределением плотности мощности составляет 20 мм. Контроль температуры в зоне нагрева осуществлялся с помощью бесконтактного инфракрасного термометра «Кельвин-1300 ЛЦМ», имеющего диапазон измерения температур 300…1300°С. Лазерное излучение было преобразовано с применением оптической системы, содержащей дифракционный оптический элемент - фокусатор излучения в световое пятно световое пятно в виде полосы с увеличением плотности мощности излучения от центра к краям.
При двухстадийной обработке поверхности - напылении и последующем лазерном воздействии - лазерное воздействие предоставляет возможность дополнительно реализовать или завершить стадию развития объемного взаимодействия материала основы с материалом частиц покрытия. Термический цикл обработки лазером на 3-4 порядка больше времени взаимодействия частиц с подложкой при газотермическом способе нанесения покрытий, когда удар и деформации частиц приводят к их быстрой кристаллизации и охлаждению со скоростями, достигающими 106…108 K/с. При лазерной обработке время воздействия составляет не менее 10-4 с, и на каждом элементарном участке поверхности контакта успевает произойти стадия активации контактных поверхностей с химическим взаимодействием материалов на границе раздела фаз. Использование полосового энергетического источника при лазерной обработке предоставляет возможность обеспечить снижение уровня остаточной напряженности в нанесенных покрытиях. При чередовании зон с различной интенсивностью обработки отсутствуют условия формирования сплошного слоя, который может быть более подвержен образованию сколов и трещин.
При лазерном нагреве обрабатываемого материала, как и при перегреве частиц, заполнение контактной поверхности под частицей очагами схватывания может превышать 40…70%. Увеличением заполнения контактной поверхности под частицей очагами схватывания достигают повышения адгезионной и когезионной прочности покрытия. Структура срабатываемого пористого функционального покрытия алюминий-нитрид бора (Al-BN), нанесенного на подслой из термореагирующего сплава НА-67 (67% никеля, 33% алюминия) после лазерной обработки, представлена на чертеже, увеличение 170×: 1 - покрытие; 2 - подслой; 3 - основа - материал.
Сцепление и прочность связи оценивается по усилию, необходимому для отрыва покрытия от подложки. Наиболее широко применяемым методом контроля является определение временного сопротивления на растяжение в соответствии со стандартом Американского общества испытания материалов. В этом случае для определения величины адгезионной прочности целесообразно применять методику отрыва штифта. Рекомендуемый диаметр штифта, имеющего форму цилиндра или усеченного конуса 2…2,5 мм, толщина покрытия должна быть не менее 0,3…0,4 мм.
Определение прочности сцепления покрытия с подложкой проводилось на специальной испытательной машине УМЭ-10ТМ, предназначенной для статических циклических испытаний растяжением-сжатием при одновременной регистрации индикаторной диаграммы, имеющей диапазон скоростей нагружения 10-8…1,5⋅10-3 м/сек. Проведенная доработка кинематической и электрической схем машины под условия эксперимента позволяет измерять нагрузку до 55 кг с высокой точностью. Изменена конструкция захватов приспособлений. Силоизмеритель на безе четырехканальной тензостанции ТА 5 включает в свой состав универсальный стабилизатор напряжения, переключатель шлейфов и координатный самопишущий потенциометр (КСП-4). Для создания условий статического нагружения использовался пружинный дэмпфер-преобразователь.
Прочность сцепления напыленного срабатываемого покрытия Al-BN с подслоем НА-67, имеющая величину (30…33)⋅106 Па, после лазерной обработки по режимам, обеспечивающим переплавления покрытия, увеличилась на 10…15%. Разрушение образцов носило адгезионно-когезионный характер.
Способ нанесения двухслойного покрытия на детали газотурбинного двигателя, включающий напыление подслоя из никель-алюминиевого сплава и нанесение газотермическим напылением внешнего пористого слоя, отличающийся тем, что на упомянутый напыленный подслой воздействуют лазерным излучением, сформированным с помощью оптической системы, содержащей по меньшей мере один фокусатор излучения для преобразования лазерного пучка в световое пятно в виде полосы с увеличением плотности мощности излучения от ее центра к краям, а указанный внешний пористый слой наносят из алюминий-нитрид бора.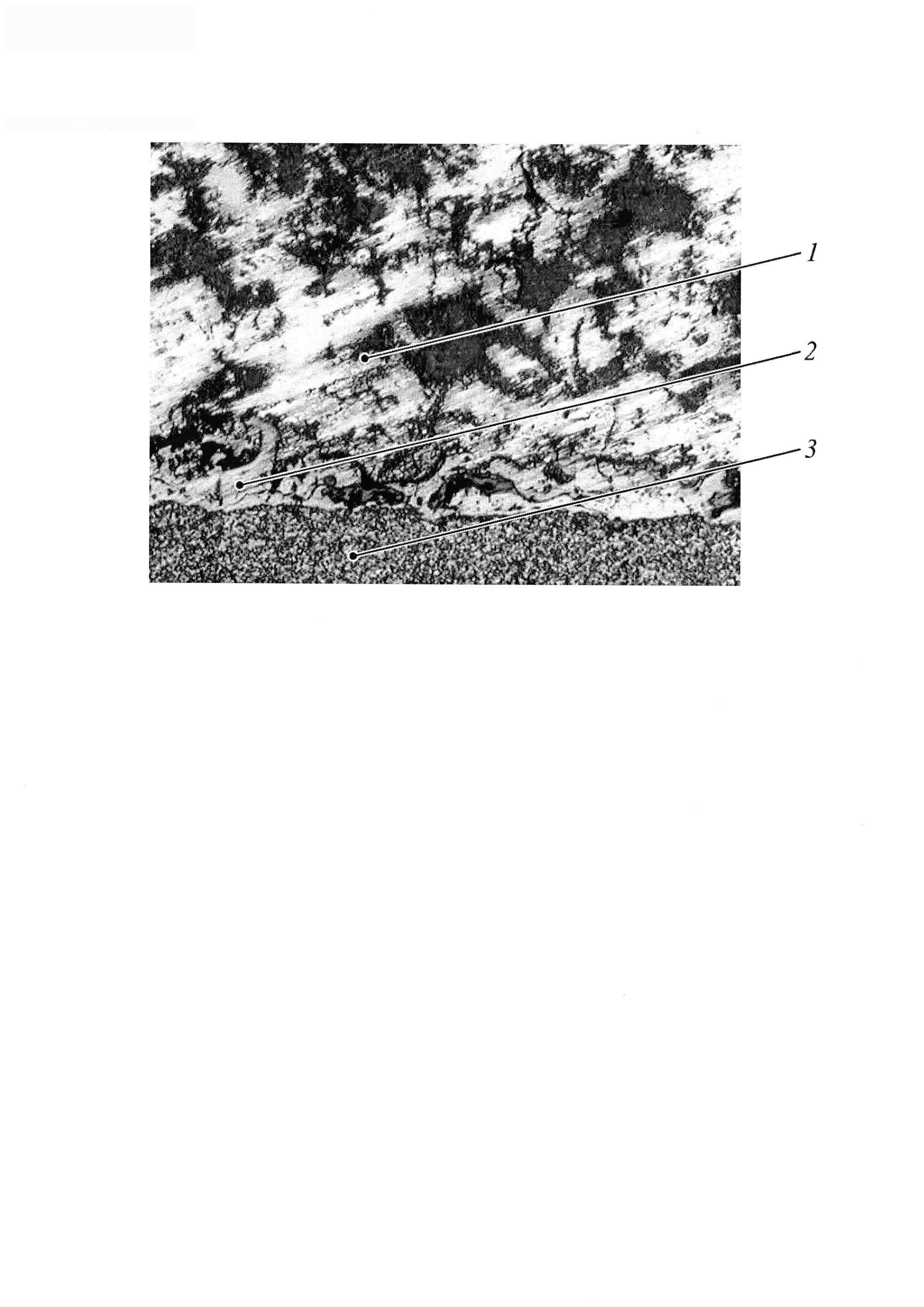
Способ определения отклонения продольной оси наноспутника класса cubesat от местной вертикали и устройство для его осуществления (варианты)
Минитермостат для планарных микрохроматографических колонок
Способ работы двигателя внутреннего сгорания с регенерацией тепла в цикле и двигатель для его осуществления
Способ формовки из плоской круглой заготовки конических деталей
Способ оценки деформируемости плоских образцов, изготовленных методом селективного лазерного спекания
Отсек фюзеляжа летательного аппарата с вырезом под люк
Способ упрочнения литой оснастки штампа
Способ получения атомов йода
Способ изготовления горлышка тонкостенного сосуда (варианты) и устройство для его осуществления
Способ получения пористого слоя гетероструктуры карбида кремния на подложке кремния
Способ формирования наноразмерных пористых структур твердокристаллических материалов

