Результат интеллектуальной деятельности: СПОСОБ ФОРМОВКИ ИЗ ПЛОСКОЙ КРУГЛОЙ ЗАГОТОВКИ КОНИЧЕСКИХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к холодной листовой штамповке, в частности к формообразованию тонкостенных осесимметричных оболочек, и может быть использовано при изготовлении крупногабаритных тонкостенных деталей усеченной сужающейся формы на прессах двойного действия.
Известен способ получения тонкостенных осесимметричных изделий из сварной листовой заготовки, основанный на процессах отбортовки-формовки (А.с. 1748905 СССР, МКИ B21D 22/30, опубл. 23.07.92, Бюл. №27). С его помощью появляется возможность получения равномерной толщины изделия и уменьшения толщины исходной заготовки на 45-50% за счет уменьшения припуска на механическую обработку по толщине для высоких деталей выпуклой формы. Отличительная особенность способа заключается в наличии активных сил трения, возникающих на поверхности контакта пуансона и заготовки, которые перераспределяют напряжения ар (в меридиональном направлении).
Недостаток способа заключается в том, что в качестве заготовки используется сварная заготовка, что приводит к увеличению трудоемкости изготовления детали.
Наиболее близким по технической сущности является способ штамповки конических деталей из плоской заготовки (Патент РФ 115256, МПК B21D 22/30, опубл. 27.04.2012, Бюл. №12), которая жестко зажимается по кромке. Усилие, действующее на наружный пуансон, сжимает эластичный буфер и передает действие на внутренний пуансон. В результате происходит формовка для периферийной части кольцевой заготовки, а для внутренних элементов кольцевой заготовки отбортовка.
Недостатком этого способа является наличие разнотолщинности в получаемой детали. Технология, основанная на этом способе, не позволяет получить детали с равномерной толщиной стенки.
Задачей изобретения является получение качественной тонкостенной осесимметричной детали с минимальной разнотолщинностью, повышение коэффициента использования материала.
Задача решается за счет того, что в способе формовки конических деталей, согласно изобретению, формообразование свободной части на второй стадии, близкой к цилиндрической форме, проводится на высоту, определяемую по формуле:

α - угол конусности детали;
R, r - радиусы наибольшей и наименьшей конической части;
Sзаг, Sдет - толщины заготовки и детали;
Smax, Smin - допустимые максимальная и минимальная толщины детали.
Высота свободной части h находится из условия постоянства объема заготовки и полученной детали:

Величина утонения не должна превышать:
 ,
,
где n=δp - показатель упрочнения степенной функции, равный относительному равномерному удлинению;
SДН - толщина донной части заготовки.
При этом утонение во всех элементах заготовки одинаково, и предлагаемым способом обеспечивается минимальная разнотолщинность.
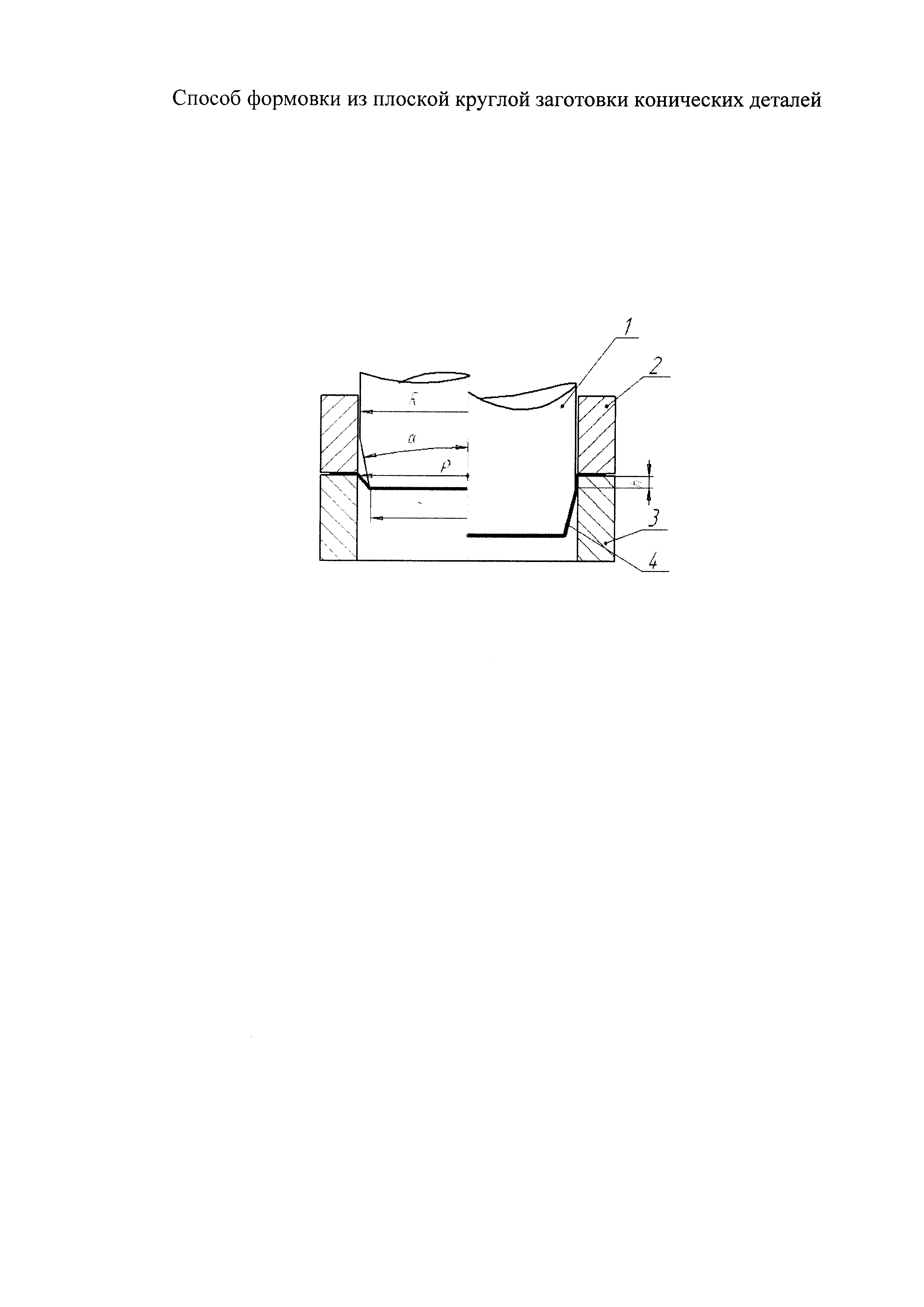
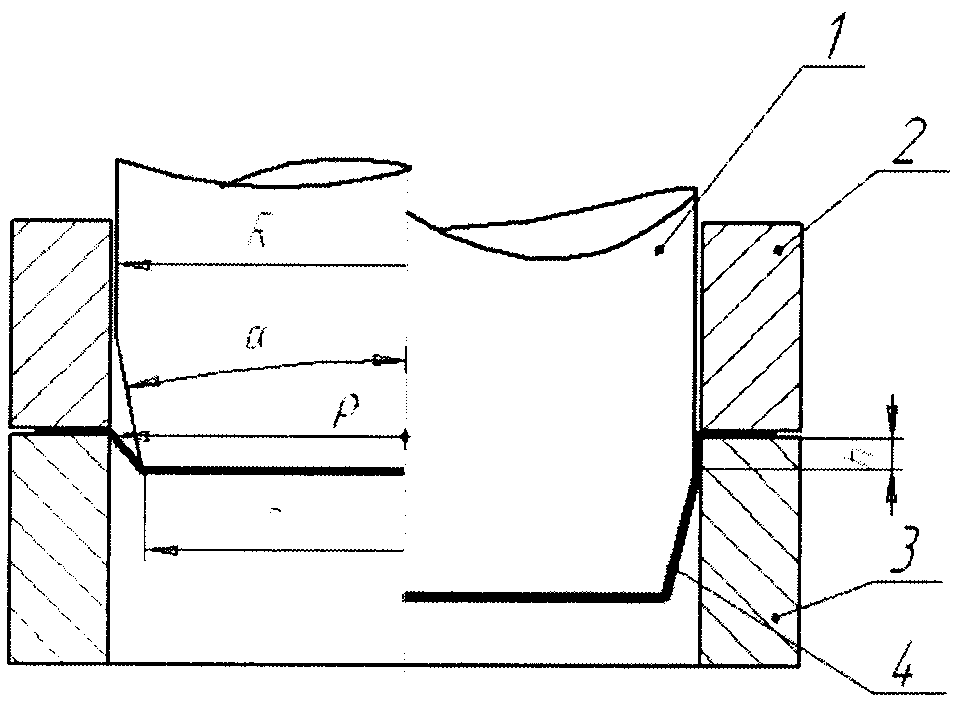
Устройство для реализации способа поясняется чертежом.
Устройство содержит жесткий пуансон 1, прижим 2, матрицу 3, деталь 4.
Способ осуществляют следующим образом:
Способ формообразования основан на двух стадиях. На первой стадии происходит формовка свободной части заготовки до момента полного соприкосновения с конической рабочей поверхностью пуансона 1. На этой стадии появляется разнотолщинность детали, которую можно устранить на второй стадии, за счет действия активных сил трения. При этом возникающий свободный участок высотой h зависит от величины деформации на второй стадии. В зоне наиболее толстой части заготовки в области зажима возникают дополнительные растягивающие напряжения, приводящие к утонению в этой части и выравниванию толщины по всему объему конической части. Первая и вторая стадии обеспечивают формообразование только за счет утонения заготовки. Чем больше величина утонения, тем больше возможность получения более глубокой детали. Это зависит в первую очередь от пластических свойств материала (δр - относительного равномерного удлинения, анизотропии материала и числа переходов с промежуточным отжигом).
Минимальная разнотолщинность обеспечивается наличием высоты свободной части h на второй стадии, близкой к цилиндрической форме и определяемой по формуле:
 , где
, где  ,
,
α - угол конусности детали;
R, r - радиусы наибольшей и наименьшей конической части;
Sзаг, Sдет - толщины заготовки и детали;
Smax, Smin - допустимые максимальная и минимальная толщины детали.

Устройство для формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы
Штамп для глубокой вытяжки осесимметричных деталей
Способ формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы и устройство для его осуществления
Способ формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы
Способ формообразования тонкостенных осесимметричных деталей бочкообразной формы
Устройство для формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы
Термостойкий электропроводный сплав на основе алюминия (варианты) и способ получения деформированного полуфабриката из сплава на основе алюминия
Устройство для формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы
Теплопрочный электропроводный сплав на основе алюминия
Устройство для отбортовки и формовки тонкостенной конической заготовки
Способ формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы и устройство для его осуществления
Способ формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы
Способ формообразования тонкостенных осесимметричных деталей бочкообразной формы
Устройство для формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы
Термостойкий электропроводный сплав на основе алюминия (варианты) и способ получения деформированного полуфабриката из сплава на основе алюминия
Устройство для формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы
Теплопрочный электропроводный сплав на основе алюминия
Устройство для отбортовки и формовки тонкостенной конической заготовки
Способ изготовления цилиндрических деталей с конической частью
Способ выдавливания деталей типа стаканов и устройство для его осуществления

