Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ НЕАВТОКЛАВНОГО ПЕНОБЕТОНА
Вид РИД
Изобретение
Изобретение относится к производству изделий из пенобетона для строительства.
Известен способ изготовления изделий из неавтоклавного пенобетона, который включает приготовление сырьевой смеси путем смешивания портландцемента, минерального заполнителя, воды и отдельно приготовленной пены, заливку пенобетонной массы в формы, выдержку до набора резательной прочности, резку массивов на изделия, обработка поверхности изделий золем кремниевой кислоты (RU №2478469, B28B 1/50, C04B 38/10, 03.11.2011)
Наиболее близким к предлагаемому способу является способ изготовления изделий из неавтоклавного пенобетона, который включает приготовление сырьевой смеси путем смешивания портландцемента, минерального заполнителя, воды и отдельно приготовленной пены, заливку пенобетонной массы в формы, выдержку до набора резательной прочности, резку массивов на изделия, обработка поверхность изделий золем гидроксида железа (RU №2478467, B28B 1/50, опубл. 10.04.2013).
Недостатком данных способов являются высокое водопоглощение и низкая морозостойкость и низкая электрическая прочность.
Задачей изобретения является создание нового способа изготовления изделий из неавтоклавного пенобетона, обеспечивающего получение изделий с пониженным водопоглощением получаемого пенобетона, с увеличенной морозостойкостью и увеличенной электрической прочностью.
Поставленная задача достигается тем, что в способе изготовления изделий из неавтоклавного пенобетона, включающем приготовление сырьевой смеси путем смешивания портландцемента, минерального заполнителя, воды и отдельно приготовленной пены, заливку пенобетонной массы в формы, выдержку до набора резательной прочности, резку массивов на изделия, поверхность изделий обрабатывают составом, содержащем золь гидроксида железа концентрацией 0,3% и латекс синтетический при следующих соотношениях компонентов мас. %:
|
Латекс синтетический СКС-65 ГП соответствует техническим требованиям ГОСТ 10564-75.
Технический результат достигается следующим образом: при обработке поверхности пенобетонных изделий составом, включающим в себя латекс синтетический и золь гидроксида железа, который содержит частицы гидроксида железа наноразмера, происходит их связывание с гидроксидом кальция, образующимся в материале при твердении портландцемента, в гидросиликаты, что ведет к увеличению прочности поверхностного слоя пенобетонных изделий и соответственно обеспечивает им более высокую морозостойкость и более высокую электрическую прочность. Присутствие в составе латекса обеспечивает проникновение его совместно с золем в поверхностный слой пенобетона и приводит к закупориванию пор, что значительно снижает водопоглощение материала.
Пример конкретного выполнения
Изготовление неавтоклавного пенобетона
1. Дозирование сырьевых компонентов: портландцемента ПЦ 500 Д0…Д20 с содержанием трехкальциевого алюмината не более 6%, минерального заполнителя, например песка кварцевого с максимальным размером зерна 0,63 мм, и/или доломитизированного известняка по ГОСТ Р52129-2003 и воды по ГОСТ 23732-79.
2. Перемешивание сырьевых компонентов в смесителе.
3. Поризация смеси за счет отдельно приготовленной пены.
В качестве пенообразователей могут использоваться, например, белковый пенообразователь «FoamCem», пенообразователь на основе сульфонатов «Пеностром» или, например, пенообразователь на клееканифольной основе «Пионер».
4. Транспортировка и укладка пенобетонной смеси в формы.
5. Выдержка пенобетона до набора резательной прочности.
6. Резка пенобетонных массивов на изделия.
7. Обработка поверхности изделий составом, содержащем золь гидроксида железа и латекс синтетический, производится при помощи строительного распылителя при расходе пропиточного состава 3 л/кв.м.
8. Складирование изделий на поддоны и транспортировка на склад до набора марочной прочности.
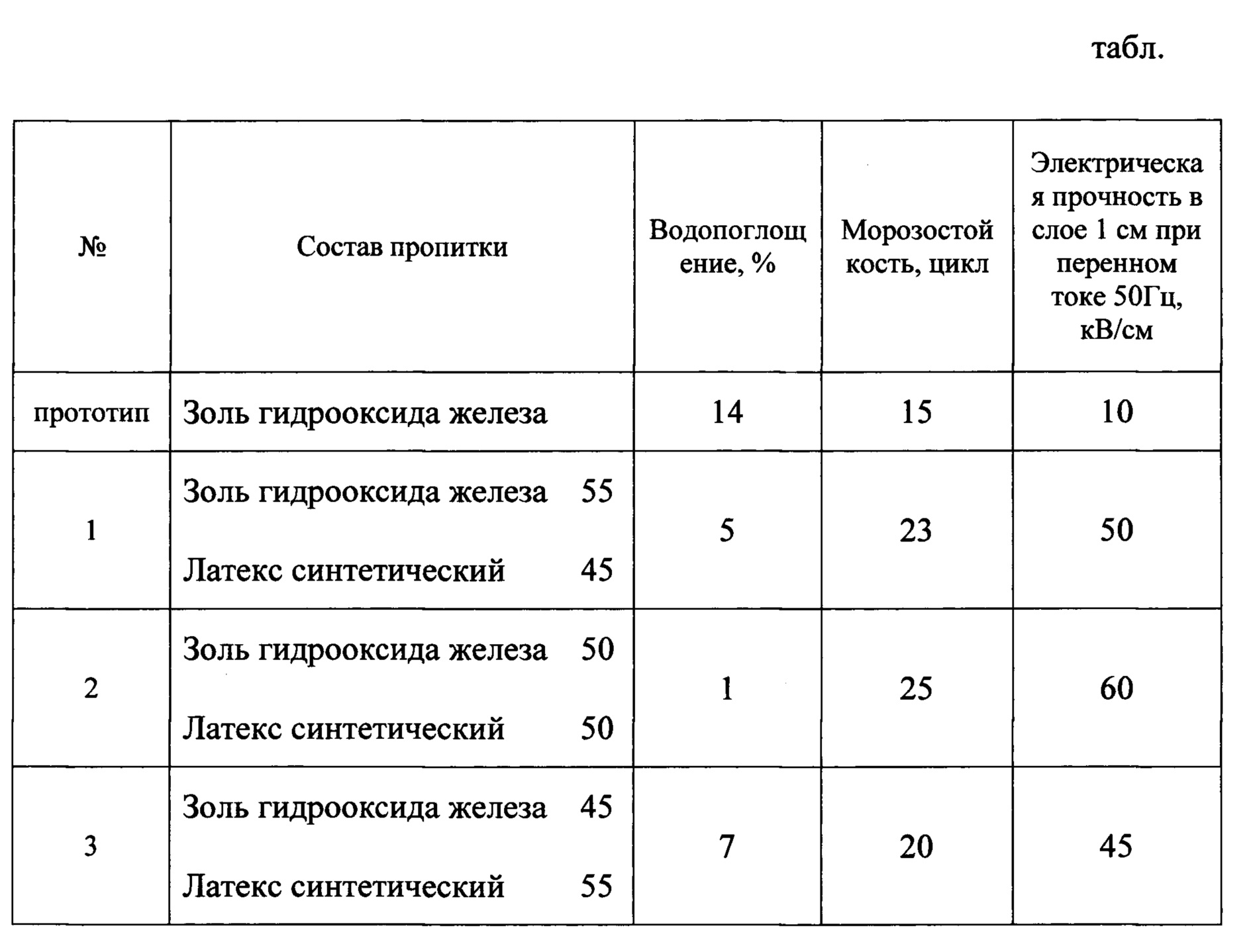
9. После набора марочной прочности образцы пенобетонных изделий оценивают на соответствие их определенной категории качества в соответствии с ГОСТ 21520-89, результаты представлены в таблице.
Анализ полученных результатов показывает, что изделия из неавтоклавного пенобетона средней плотности D600, изготовленные предлагаемым способом, имеют более низкое водопоглощение, более высокую морозостойкость и более высокую электрическую прочность.
Пассажирское кресло
Способ очистки сточных вод от ионов металлов
Комплексная добавка для пенобетонной смеси
Башенная градирня
Комплексная добавка для пенобетонной смеси
Комплексная добавка для пенобетонной смеси
Безостряковый стрелочный перевод
Конструкция дороги
Узел сопряжения трубобетонных колонн с балками перекрытий
Способ сооружения проходов в пилонных станциях метрополитена глубокого заложения
Способ очистки сточных вод от ионов тяжелых металлов
Керамическая масса
Комплексная добавка для пенобетонной смеси
Комплексная добавка для пенобетонной смеси
Сырьевая смесь для защитного покрытия
Сырьевая смесь для защитного покрытия
Сырьевая смесь для защитного покрытия
Способ изготовления изделий из неавтоклавного пенобетона
Способ очистки сточных вод от ионов тяжелых металлов
Высокопрочный бетон

