Результат интеллектуальной деятельности: Способ штамповки поковок фланцев воротниковых
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-штамповочном производстве при изготовлении поковок стандартных деталей фланец воротниковый (ГОСТ12821-80) на штамповочных молотах.
Известен способ штамповки конической втулки с фланцем (Авт. свид. РФ № 532444 «Способ штамповки в матрице конической втулки с фланцем», МКИ B21J 5/10, от 25.10.76). В способе ведут выдавливание с противодавлением предварительно осаженной заготовки до получения фланца требуемого размера, а затем прошивают насквозь полученную заготовку с фланцем, заполняя при этом металлом свободную часть конусной матрицы. В матрицу укладывают предварительно осаженную заготовку, и под влиянием пуансона металл заготовки выдавливают в конусную часть матрицы, имеющей уклон, равный уклону штамповки, до получения фланца требуемого размера. Для четкого оформления угла нижнего торца и предотвращения выпуклости на торце используют толкатель с противодавлением. После выдавливания заготовку укладывают в матрицу, имеющую уклон, равный уклону штамповки, где ее прошивают пуансоном, заполняя при этом свободную часть конусной матрицы. Избыточный объем заготовки удаляют в виде «просечки» переменной высоты.
Недостатками данного решения является возможность коробления на втором переходе штамповки фланцевой части поковки, незаполнение углов полости матрицы этого перехода, наличие штамповочного уклона и припуска на механическую обработку отверстия, большие усилия и работа деформации.
Наиболее близким по технической сущности и достигаемому эффекту предлагаемому является способ штамповки поковок фланцев воротниковых, в котором, как и в приведенном выше аналоге, ведут штамповку предварительной поковки путем выдавливания предварительно осаженной заготовки в конусную часть матрицы с формообразованием фланца требуемого размера и конусной воротниковой части (Патент РФ № 2352431, Способ штамповки поковок фланцев воротниковых, МКИ B21K 23/04, от 10.10.2008). После этого ведут штамповку окончательной поковки с формообразованием конусной воротниковой части, имеющей безуклонное сквозное отверстие. При этом штамповку предварительной поковки осуществляют с получением конусной воротниковой части с конусностью, превышающей конусность воротниковой части окончательной поковки, и наметки под сквозное отверстие, имеющей штамповочный уклон на боковой поверхности. Формообразование конусной воротниковой части с безуклонным сквозным отверстием при штамповке окончательной поковки производят путем среза указанного штамповочного уклона на боковой поверхности наметки и прошивки перемычки, которые осуществляют одновременно с раздачей и удлинением воротниковой части и калибровкой сквозного отверстия.
Недостатками наиболее близкого аналога являются низкое качество поковок и малая производительность.
Низкое качество поковок обусловлено высокими растягивающими напряжениями в конусе воротника, что приводит к трещинообразованию поковок. Высокие растягивающие напряжения при окончательном формообразовании фланца приводят к нарушению геометрических размеров фланцевой части поковок, что требует проведение дополнительной операции - правки, что снижает производительность процесса.
Технической проблемой является получение точных по геометрическим размерам поковок, требующих в дальнейшем незначительной механической обработки, при экономном расходовании сил и работы деформации.
Техническим результатом предполагаемого изобретения является улучшение качества поковок путем повышения точности геометрических размеров поковки, а также и повышение производительности.
Технический результат в предлагаемом решении достигается тем, что в способе штамповки поковок фланцев воротниковых, включающем штамповку предварительной поковки путем выдавливания предварительно осаженной заготовки в конусную часть матрицы с формообразованием фланца требуемого размера и конусной воротниковой части с конусностью, превышающую конусность воротниковой части окончательной поковки, и наметки под сквозное отверстие, имеющей штамповочный уклон на боковой поверхности, штамповку окончательной поковки с формообразованием конусной воротниковой части, имеющей безуклонное сквозное отверстие, согласно предлагаемому решению, при штамповке окончательной поковки предварительно прошивают перемычку, а формообразование конусной воротниковой части ведут путем одновременной ее раздачи и выдавливания, при этом обрезку облоя осуществляют после окончательного формообразования заготовки.
В связи с тем, что при штамповке окончательной поковки предварительно прошивают перемычку, позволяет значительно снизить энергосиловые параметры операции, и, тем самым, исключить возможность образования трещин, уменьшить анизотропию механических свойств по направлению конуса воротника за счет отсутствия растягивающих напряжений по конусу воротника, т.е. улучшить качество поковок. Повышение качества поковок достигается и более благоприятной схемой деформации с увеличением степени выдавливания и уменьшением степени раздачи.
Проведение обрезки облоя после окончательного формообразования заготовки позволяет выполнить правку фланцевой части поковки за счет усилия обрезки облоя, исключая дальнейшую операцию правки, т.е. повысить производительность.
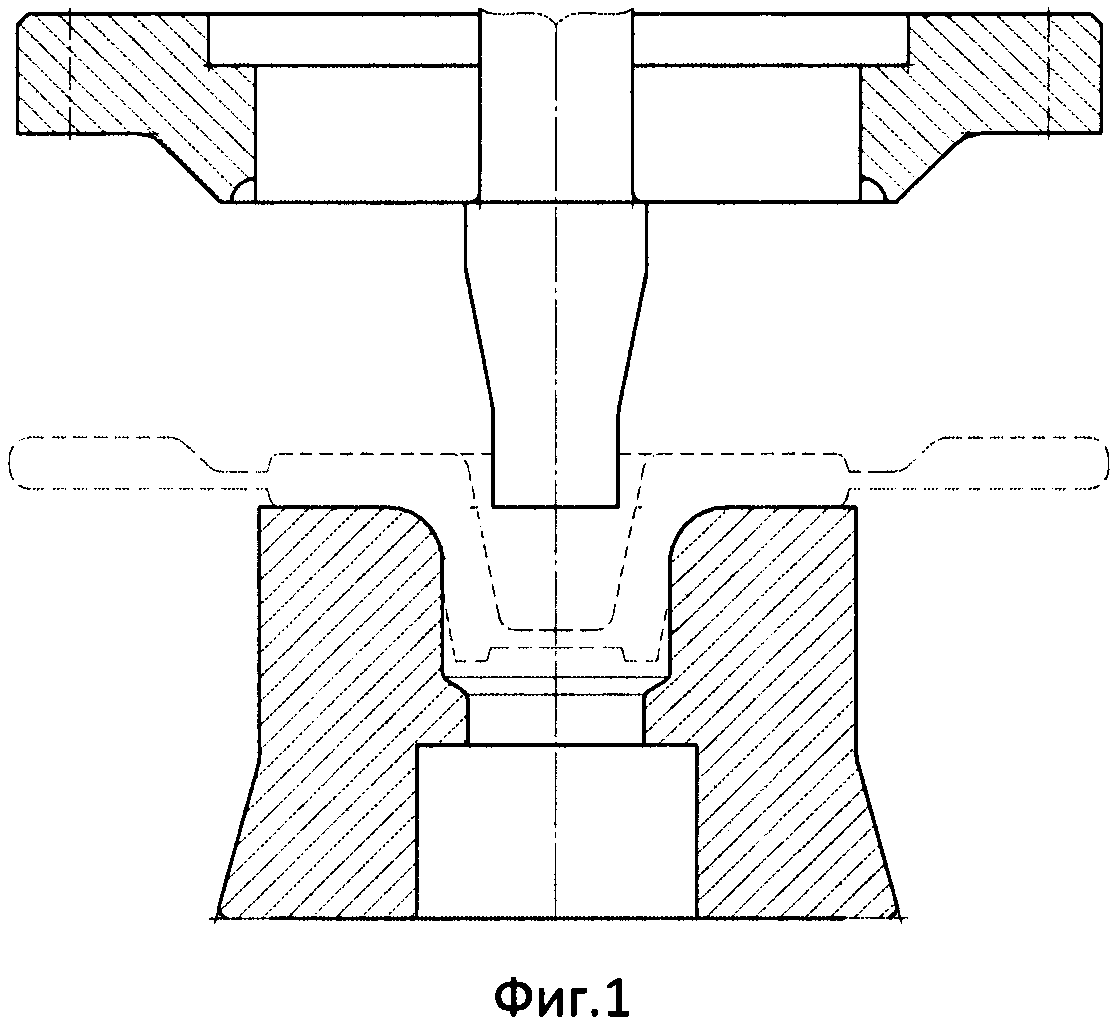
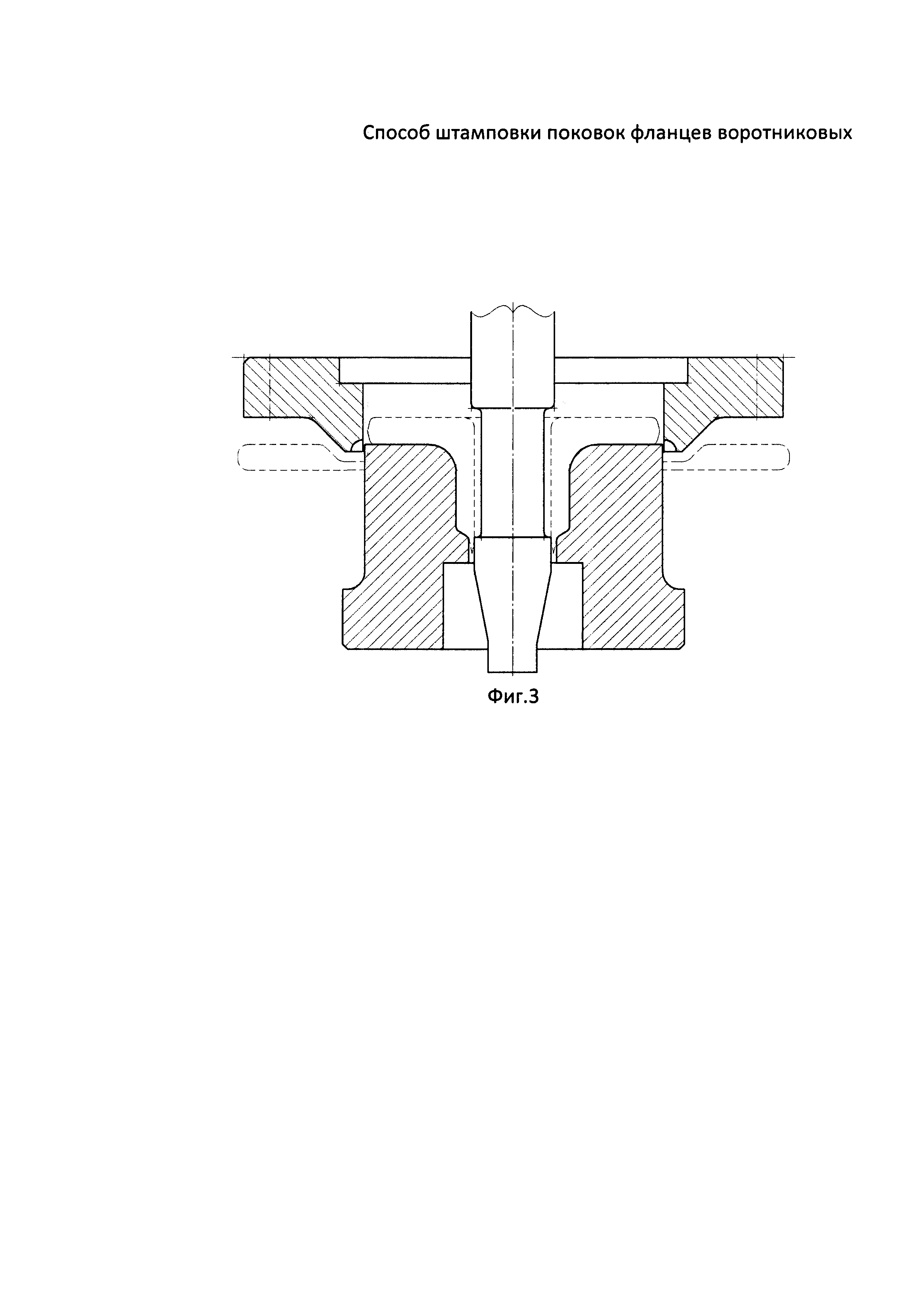
Предлагаемый способ объемной штамповки проиллюстрирован на фиг. 1-3, где на фиг. 1 показано исходное положение поковки в штампе, на фиг. 2 - положение поковки после прошивки перемычки, на фиг. 3 - окончательная стадия процесса штамповки.
Способ объемной штамповки осуществляется следующим образом.
После предварительной штамповки в молотовом штампе поковку устанавливают в штампе (фиг. 1) и прошивают перемычку (фиг. 2). Затем одновременно ведут раздачу и выдавливание воротниковой части фланца, после чего проводят обрезку облоя (фиг. 3).
Предлагаемый способ опробован на заводе ООО «Челябинский центр кузнечных компетенций». Был изготовлены поковки фланцев воротниковых 50-16-11-1-В ГОСТ 12821-80. В качестве материала использовали сталь 20. Способ штамповки был реализован на прессе Gamilton 185. Полученные поковки соответствовали ГОСТ 7505-89 и точность геометрических размеров была на 10% выше, чем в прототипе. Производительность повысилась на 20%.
Предлагаемый способ объемной штамповки найдет применение на кузнечно-штамповочных предприятиях при производстве поковок воротниковых фланцев применяемых в нефтегазовой, энергетической, коммунальной и др. отраслях промышленности.
Способ штамповки фланцев воротниковых, включающий штамповку предварительной поковки путем выдавливания предварительно осаженной заготовки в конусную часть матрицы с формообразованием фланца требуемого размера и конусной воротниковой части с конусностью, превышающей конусность воротниковой части окончательной поковки, и наметки под сквозное отверстие, имеющей на боковой поверхности штамповочный уклон, прошивку перемычки, штамповку окончательной поковки с формообразованием конусной воротниковой части, имеющей безуклонное сквозное отверстие, путем одновременной раздачи и выдавливания и обрезку облоя, отличающийся тем, что прошивку перемычки осуществляют после штамповки предварительной поковки, после чего производят формообразование конусной воротниковой части, а обрезку облоя осуществляют после штамповки окончательной поковки.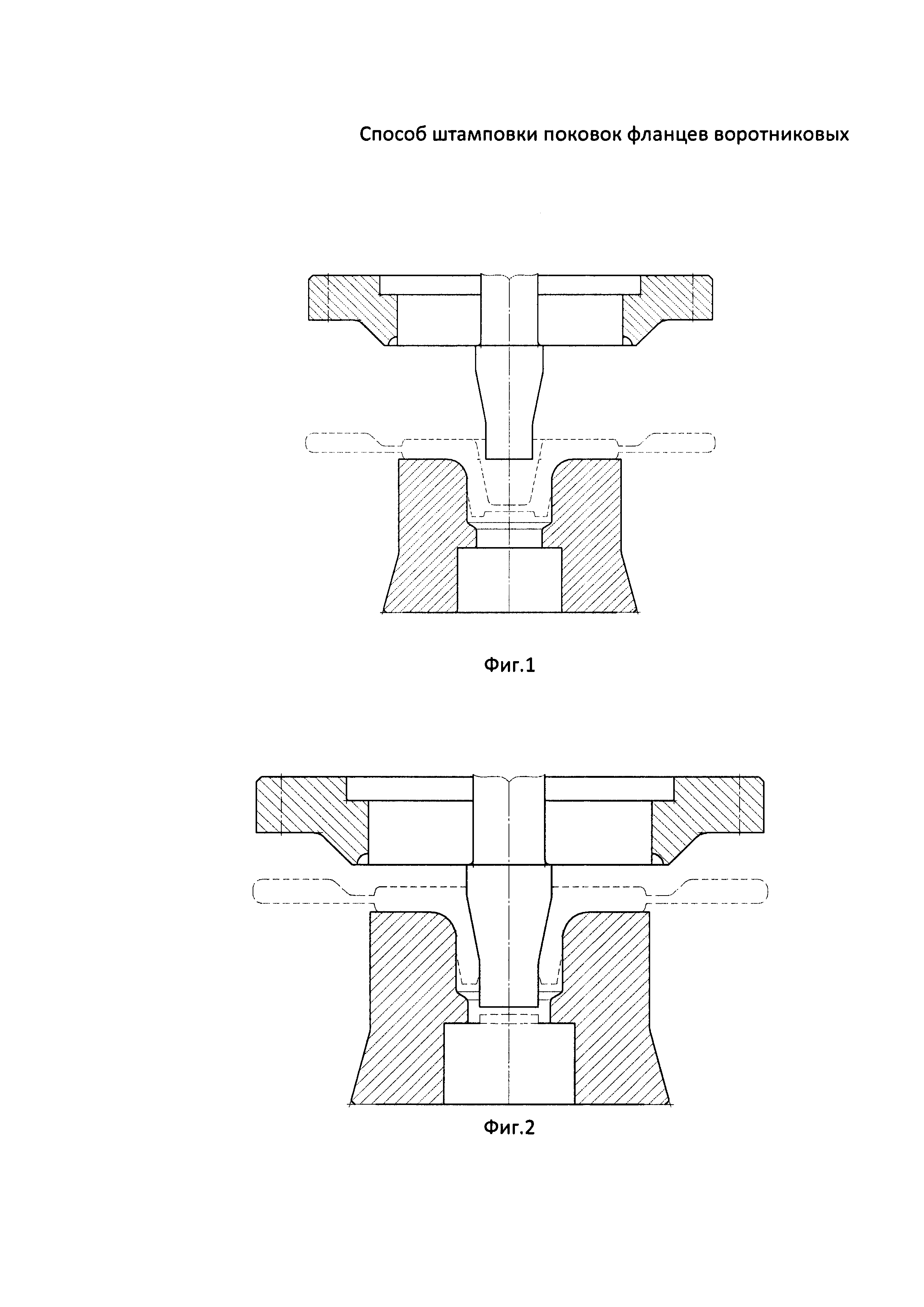
Устройство определения участка трёхпроводной воздушной линии электропередачи с обрывом фазного провода
Способ получения электротехнических изделий из порошковых композиций на основе углерода
Двигатель внутреннего сгорания
Способ обеззараживания зерна
Способ определения огнестойкости строительных материалов и элементов конструкций
Электромагнитный привод
Способ производства модифицированного крахмала
Способ изготовления мучных кондитерских изделий с ресвератролом
Стартер-генератор с дифференциальным электроприводом и способ управления стартер-генератором
Способ возбуждения колебаний
Способ изготовления графитопластовых изделий
Способ получения контактных вставок троллейбусов
Способ изготовления трубных переходов
Способ получения электротехнических изделий из порошковых композиций на основе углерода
Композиция для изготовления электротехнических изделий
Способ изготовления электрощеток из порошковой графитопластовой композиции
Способ штамповки труб с коническими концами
Способ теплового нагружения обтекателей ракет
Способ получения электротехнических изделий из порошковых композиций на основе углерода

