Результат интеллектуальной деятельности: Способ получения износостойкого покрытия на основе борида алюминия-магния
Вид РИД
Изобретение
Область применения
Изобретение относится к области износостойких покрытий на основе соединения борида алюминия-магния (БАМ). Покрытие может использоваться для повышения срока службы, стабильности работы и расширения функциональных свойств инструмента и различных деталей.
Уровень техники
Исследования боридов AlMgB14 начались в 70-х годах двадцатого века [1] и были в основном посвящены их кристаллической структуре [2], истинной стехиометрии Al0.75Mg0.78B14, а также термоэлектрическим, электронным и оптическим свойствам [3]. Интерес к AlMgB14 вновь проявился в начале 1993 г., а затем в 2000 г., когда Хигаси и др. [4] и позже Кук и др. из Айовы [3] подтвердили исключительную твердость этих кристаллов, соответственно, 27.4-28.3 ГПа [4] и 32-35 ГПа [3].
Известен способ получения сверхтвердых износостойких покрытий на основе соединения борида алюминия - магния (БАМ) согласно патенту US 7238429 [5]. В данном патенте представлен метод формирования сверхтвердых антифрикционных покрытий на основе AlMgB14 для применения в микроэлектромеханических системах (МЭМС). Метод формирования слоя AlMgB14, содержащего менее 10 молярных % кислорода, осуществляется методом лазерной абляции (импульсного лазерного осаждения) единой стехиометрической мишени AlMgB14. Методом лазерной абляции получены покрытия, обладающие твердостью по шкале Виккерса Hv до 51 ГПа и модуль упругости Юнга Е до 300 ГПа в поверхностных слоях и Н до 30 ГПа, Е до 150 Гпа в толще покрытия. Недостатком данного способа является неравномерность по толщине и малая площадь покрытия, ограниченная сечением плазменного факела (порядка 10 см2). Данный метод является лабораторным и не используется в промышленности для получения тонких пленок и покрытий.
Также известен способ получения сверхтвердых износостойких БАМ покрытий методом высокочастотного магнетронного распыления согласно работам [13-15]. БАМ покрытия получали, используя отдельные мишени В, Al и Mg, или составные мишени из сплава Al - Mg. Недостатком данного способа является относительно малая твердость полученных покрытий, которая составила 30-39 ГПа.
Вопрос изготовления высококачественных ВАМ пленок методом магнетронного распыления, который является хорошо отработанной технологией на рынке режущих инструментов, до последнего времени оставался нерешенным.
Наиболее близким к заявляемому способу является способ, согласно работе [16], который и принят за прототип. В данной работе представлен метод нанесения сверхтвердых антифрикционных покрытий на основе AlMgB14 при помощи высокочастотного (ВЧ) магнетронного распыления единой стехиометрической керамической мишени. Покрытия были получены при высокой плотности мощности ВЧ разряда порядка 10 Вт/см2 на малом расстоянии (25 мм) и демонстрировали высокую твердость по шкале Виккерса Hv=40-80 ГПа и модуль упругости Юнга Е=250-450 ГПа в поверхностных слоях (до 100 нм) и Hv=32-35 ГПа, Е=230-250 ГПа в толще покрытия.
Недостатком данного способа являются критические условия требований к основным параметрам получения покрытий: определенные с высокой точностью плотность мощности разряда и малое расстояние между мишенью и подложкой. Поэтому заявленный ранее способ не может быть непосредственно использован для получения покрытий на поверхности инструментов и различных деталей с изогнутой формой.
Технический результат предлагаемого изобретения состоит в том, что представленный способ позволяет увеличить диапазон используемых расстояний (10-50 мм) между мишенью и подложкой, обеспечивает высокую гладкость поверхности покрытия и позволяет получать покрытия на поверхности инструментов и деталей с различной изогнутой формой.
Достигается технический результат за счет того, что нанесение покрытия на подложку осуществляют в два этапа при расстоянии между мишенью магнетрона и подложкой равном 10-50 мм, причем на первом этапе осуществляют нанесение нижнего слоя покрытия при плотности мощности магнетронного разряда 2-7 Вт/см2, а на втором этапе осуществляют нанесение верхнего слоя покрытия при плотности мощности разряда 7-20 Вт/см2.
Перечень фигур
Фиг. 1. Изменение твердости Hv (а) и модуля упругости Е (б) образца БАМ покрытия AlMgB14 на Si(100) в зависимости от максимальной испытательной нагрузки.
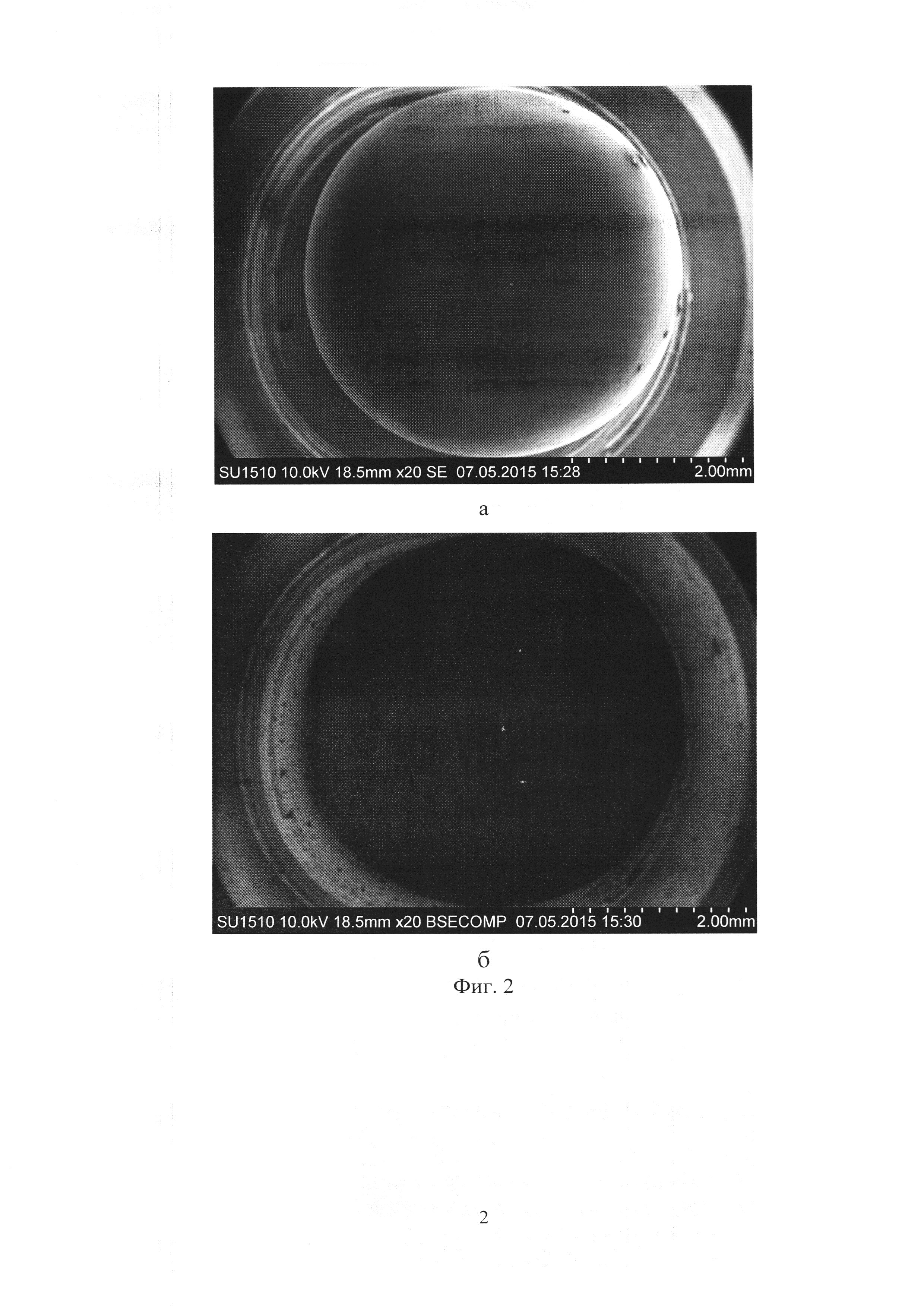
Фиг. 2. Электронные фотографии поверхности сферической детали во вторичных (а) и отраженных (б) электронах.
Строго определенное и достаточно короткое расстояние между мишенью и подложкой препятствует непосредственному применению процесса изготовления покрытий на основе AlMgB14 методом магнетронного распыления на неплоских поверхностях. Для достижения высоких характеристик, отвечающих качественным покрытиям на изогнутых поверхностях в данном изобретении был разработан двухэтапный процесс распыления. Первый тонкий слой наносится в качестве основы при низкой плотности мощности ВЧ разряда (2-7 Вт/см2), что способствует послойному росту гладкой пленки по механизму Франка-Ван дер Мерве. Следующий слой выращивают при высокой плотности мощности ВЧ разряда (7-20 Вт/см2), что позволяет одновременно получать гладкую пленку и значительно увеличить твердость получаемого покрытия. Наличие гладкой пленки в качестве основы способствует равномерной конденсации распыленных атомов и способствует последующему послойному росту гладкой и твердой пленки.
Двухэтапный процесс позволяет увеличить диапазон используемых расстояний (10-50 мм) между мишенью и подложкой, обеспечивающих правильный состав, высокую твердость и гладкость поверхности покрытия и позволяет получать данные покрытия на поверхности инструментов и различных деталей с изогнутой формой.
Примеры исполнения
Способ получения сверхтвердых износостойких покрытий на основе соединения борида алюминия - магния (БАМ) представляет собой нанесение двухслойной пленки при помощи ВЧ магнетронного распыления стехиометрической мишени AlMgB14. Мишень была изготовлена при помощи размола и спекания порошков - алюминия (99,97%), магния (99,8%) и бора (99%). Предварительно мишень диаметром 2 дюйма (~51 мм) тренировалась при закрытой заслонке, давлении рабочего газа (Ar) 5 мТорр и мощности высокочастотного магнетронного разряда 100 Вт (5 Вт/см2) в течении 15 мин. После тренировки мишени заслонка открывалась и подложка (пластина кремния Si(100)) подводилась к мишени на расстояние 20 мм и в течении 10 мин производилось нанесение покрытия при тех же параметрах, что и при тренировке. Подложкодержатель специально не нагревался. На втором этапе нанесения покрытия мощность высокочастотного магнетронного разряда поднималась до значения 200 Вт (10 Вт/см2), напыление проводилось в течении 20 мин. После нанесения второго слоя покрытия подложка отводилась от магнетрона, заслонка закрывалась и разряд магнетрона выключался. Полученные БАМ покрытия являлись гладкими (их шероховатость не превышала шероховатость подложки) с толщиной порядка 1,5 мкм и обладали следующими механическими характеристиками: высокая твердость по шкале Виккерса Hv=61-64 ГПа и модуль упругости Юнга Е до 470-488 ГПа в поверхностных слоях (до 100 нм) и Hv=34-36 ГПа, Е=230-260 ГПа в толще покрытия (см. рисунок 1).
Другим примером исполнения является нанесение БАМ покрытия на неплоские изделия из инструментальной стали SS14:2140, представляющие собой измерительные головки в виде полусферы и подвергающиеся постоянному трению и износу. Предварительно, изделия подверглись полировке до субмикронного уровня шероховатости, после чего на них было произведено нанесения двухслойного БАМ покрытия с параметрами, описанными выше. В результате рабочая область изделия была покрыта слоем БАМ материала, обладающего твердостью Hv=27-38 ГПа. Поверхность изделия была очень гладкой со среднеквадратичной шероховатостью 6.6 нм. На рисунке 2 представлены электронные фотографии изделий во вторичных и обратно отраженных электронах. Темная поверхность сферы в отраженных электронах, указывает на то, что покрытие состоит из легких элементов (бора, алюминия и магния). Это связано с большой глубиной проникновения электронов и соответственно меньшей интенсивностью сигнала.
Таким образом, предлагаемый способ позволяет получить гладкие пленки, обладающие высокой твердостью и адгезией к материалу изделия. Двухслойные покрытия можно получать на поверхности инструментов и различных деталей с изогнутой формой.
БИБЛИОГРАФИЯ
[1] V.I. Matkovich, J. Economy, Acta Crystallogr. В 26, 616 (1970).
[2] R. Schmechel and H. Werheit, J. Phys.: Condens. Matter 11, 6803 (1999).
[3] B.A. Cook, J.L. Harringa, T.L. Lewis, and A.M. Russel, Scripta Mater. 42, 597 (2000).
[4] I. Higashi, M. Kobayashi, S. Okada, K. Hamano, and T. Lundstrom, J. Cryst. Growth 128, 1113 (1993).
[5] Y. Tian, A.F. Bastawros, С.С.H. Lo, A.P. Constant, A.M. Russell, and B.A. Cook, Appl. Phys. Lett. 83, 2781 (2003).
[6] B.A. Cook, Y. Tian, J.L. Harringa, A.P. Constant, A.M. Russell, and P.A. Molian, US Patent No. 7238429 B2 (2007).
[7] R. Cherukuri, M. Womack, P. Molian, A. Russell, and Y. Tian, Surf. Coat. Technol. 155, 112 (2002);
[8] Y. Tian, M. Womack, P. Molian, С.С.H. Lo, J.W. Anderegg, and A.M. Russell, Thin Solid Films 418, 129 (2002);
[9] Y. Tian, A. Constant, С.С.H. Lo, J.W. Anderegg, A.M. Russell, J.E. Snyder, and P. Molian, J. Vac. Sci. Technol. A 21, 1055 (2003);
[10] Y. Tian, G. Li, J. Shinar, N.L. Wang, B.A. Cook, J.W. Anderegg, A.P. Constant, A.M. Russell, and J.E. Snyder, Appl. Phys. Lett. 85, 1181 (2004);
[11] M. Stock and P. Molian, J. Vac. Sci. Technol. A 22, 670 (2004); J.C. Britson, Master of Sci ence Thesis (Iowa State University, 2008).
[12] P. Blau, J. Qu, and С.B. Higdon, Final Technical Report on Award No. DEFG3606GO16054 (2010).
[13] Z. Wu, Y. Bai, W. Qu, A. Wu, D. Zhang, J. Zhao, and X. Jiang, Vacuum 85, 541 (2010). [14] C. Yan, Z.F. Zhou, Y.M. Chong, C.P. Liu, Z.T. Liu, K.Y. Li, I. Bello, O. Kutsay, J.A. Zapien, and W.J. Zhang, Thin Solid Films 518, 5372 (2010).
[15] Q.U. Wenchao, W.U. Aimin, W.U. Zhanling, В.A.I. Yizhen, and J. Xin, Rare 31, 164 (2012).
[16] A.M. Grishin, S.I. Khartsev, J. Bohlmark, M. Ahlgren, JETP Letters, 100, 10, 680-687 (2015).
Способ получения износостойкого покрытия на основе борида алюминия-магния на металлической или кремниевой подложке, включающий магнетронное распыление полученной спеканием мишени стехиометрического состава AlMgB в вакуумной камере и нанесение покрытия на подложку, отличающийся тем, что нанесение покрытия на подложку осуществляют в два этапа при расстоянии между мишенью магнетрона и подложкой равном 10-50 мм, причем на первом этапе осуществляют нанесение нижнего слоя покрытия при плотности мощности магнетронного разряда 2-7 Вт/см, а на втором этапе осуществляют нанесение верхнего слоя покрытия при плотности мощности разряда 7-20 Вт/см.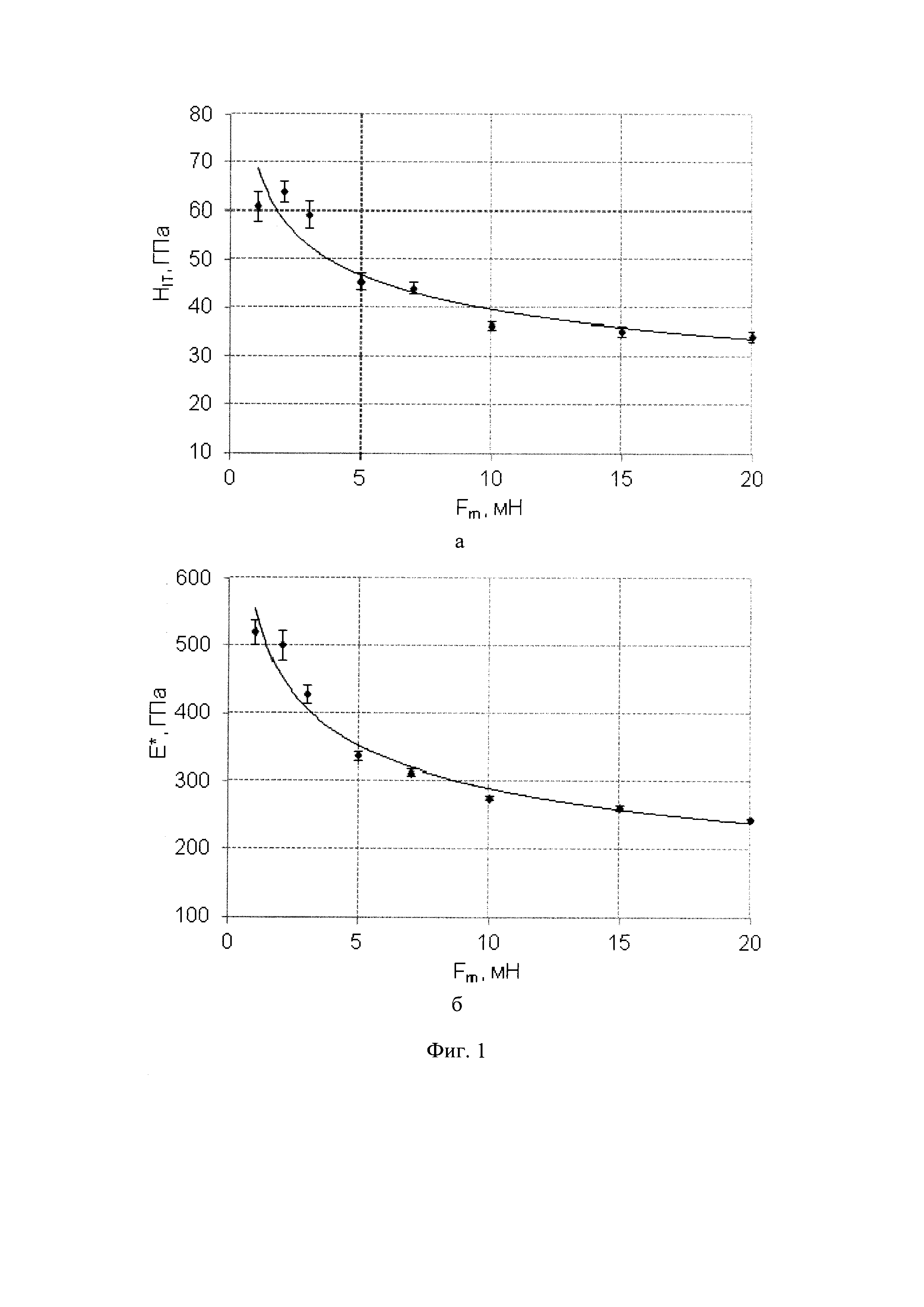
Способ изготовления крупнотоннажных отливок из высокопрочного чугуна с шаровидным графитом
Способ дробления крупнокусковой горной породы в щековой дробилке
Способ формирования структурированной поверхности на алюминии и его сплавах
Полидисперсная древесно-цементная смесь с наномодификатором
Древесно-цементная смесь с модификатором
Клеевая композиция для изготовления древесно-стружечных плит и изделий из древесины
Контейнер для тук с чехлом из высокопрочного чугуна с шаровидным графитом
Способ формирования нанопористого анодно-оксидного покрытия на изделиях из порошкового губчатого титана
Способ изготовления корпуса контейнера для тук с чехлом из высокопрочного чугуна с шаровидным графитом
Способ переработки древесной коры
Способ получения чувствительного элемента матрицы теплового приемника
Способ взаимодействия в системе связанных осцилляторов на базе оксидных структур с эффектом электрического переключения
Способ получения прозрачного износостойкого покрытия на основе борида алюминия-магния на поверхности прозрачных стеклянных изделий
Способ распознавания образов в системе связанных осцилляторов
Способ трехмерного многокристального корпусирования интегральных микросхем памяти
Способ измерения сложных механических деформаций с помощью аморфной металлической ленты и устройство для калибровки чувствительного элемента
Способ обработки информации в импульсной нейронной сети
Установка для измерения зависимости магнитострикции нежёсткого объекта от величины внешнего магнитного поля

