Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА КОНТЕЙНЕРА ДЛЯ ТУК С ЧЕХЛОМ ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ
Вид РИД
Изобретение
Изобретение относится к ядерной энергетике и может быть использовано при производстве контейнеров для транспортировки и хранения отработавшего ядерного топлива и других радиоактивных материалов.
Известен транспортный упаковочный комплект для транспортирования и хранения отработавших тепловыделяющих сборок (Описание полезной модели к патенту RU 56704, приоритет 10.04.2006, опубликовано 10.09.2006, бюл. №25), способ изготовления которого включает отливку из высокопрочного чугуна с шаровидным графитом корпуса контейнера, изготовление чехла с каналами из нержавеющей стали для установки отработавших тепловыделяющих сборок, облицовку внутренней поверхности и наружной поверхности корпуса под установку крышек и в местах установки демпферов нержавеющей сталью, установку в полости корпуса герметичного стакана, установку чехла в герметичный стакан, установку внутренней и наружной крышек, установку демпферов. Чехол изготавливают в виде образующих блок каналов, каждый из которых представляет собой трубу квадратного сечения, снаружи на чехле формируют, по крайней мере, три ребра жесткости, в его нижней части устанавливают, по крайней мере, четыре нижние стойки, устанавливают центральную стойку с устройством под захват в ее верхней части таким образом, чтобы она проходила через центр чехла, в нижней части чехла устанавливают опору для тепловыделяющих сборок таким образом, чтобы через нее проходили центральная и нижняя стойки, крепят опору к центральной и нижней стойкам.
Недостатком способа изготовления известного транспортного упаковочного комплекта для транспортирования и хранения отработавших тепловыделяющих сборок является низкая технологичность процесса изготовления и высокая себестоимость изделия, обусловленные сложностью конструкции, высокой трудоемкостью работ по изготовлению и необходимостью использования дорогостоящей нержавеющей стали. Кроме того, в транспортном упаковочном комплекте для транспортирования и хранения отработавших тепловыделяющих сборок, изготовленном согласно известному способу, не обеспечивается должным образом теплоотвод от размещенных в каналах чехла тепловыделяющих сборок с отработавшим ядерным топливом к корпусу из-за ограниченной поверхности их сопряжения.
Известен способ изготовления транспортно-упаковочного комплекта для отработавших тепловыделяющих сборок ядерных реакторов (Описание изобретения к патенту RU 2463677, приоритет 22.04.2011, опубликовано 10.10.2012, бюл. №28), включающий изготовление чехла и контейнера, установку чехла в полости контейнера с обеспечением заданного радиального зазора с возможностью образования теплопроводящего контакта между наружной поверхностью чехла и внутренней поверхностью корпуса контейнера в загруженном состоянии последнего при тепловом воздействии со стороны отработавших тепловыделяющих сборок. Корпус контейнера изготавливают с герметичным перекрытием внутренней полости. Чехол изготавливают из нержавеющей стали. Наружную поверхность шестигранных труб, формирующих каналы для размещения отработавших тепловыделяющих сборок, покрывают самофлюсующимся борсодержащим сплавом. При изготовлении чехла на шестигранные трубы устанавливают верхнюю и нижнюю дистанционирующие решетки, приваривают дистанционирующие решетки к шестигранным трубам. По периметру чехла устанавливают облицовку с образованием герметичного межтрубного пространства, которое заполняют теплопроводящим материалом (теплопроводящей композицией). Формируют чехол, насаживая одна на другую толстые литые алюминиевые шайбы и соединяя их нержавеющими болтами.
Недостатком известного способа изготовления транспортно-упаковочного комплекта для отработавших тепловыделяющих сборок ядерных реакторов является высокая трудоемкость работ и высокая себестоимость изготавливаемой конструкции, обусловленные низкой технологичностью процесса изготовления, а именно необходимостью установки верхней и нижней дистанцирующих решеток, необходимостью проведения сварочных работ для крепления к ним шестигранных труб, служащих для размещения тепловыделяющих сборок, установки теплопроводящей композиции для обеспечения теплоотвода от чехла к корпусу, установки большого количества толстых литых алюминиевых шайб.
Наиболее близким по своей сущности и взятым за прототип является способ изготовления известного контейнера для транспортировки и хранения отработавшего ядерного топлива (Описание полезной модели к патенту RU 75496, приоритет 27.02.2008, опубликовано 10.08.2008, бюл. №22), включающий отливку из высокопрочного чугуна с шаровидным графитом корпуса, механическую обработку отливки корпуса, включающую изготовление в корпусе продольных каналов, изготовление на наружной поверхности корпуса ребер охлаждения, изготовление на внутренней поверхности корпуса ребер, размер и форма которых обеспечивают сопряжение с ребрами наружной поверхности чехла при сборке контейнера. Согласно данному способу изготавливают чехол монолитным с каналами для установки тепловыделяющих сборок. Устанавливают внутрь корпуса чехол. Заполняют продольные каналы корпуса термостойким полиэтиленом, обеспечивающим защиту обслуживающего персонала, населения и окружающей среды от нейтронного излучения.
Недостатками способа изготовления известного контейнера для транспортировки и хранения отработавшего ядерного топлива являются низкая технологичность и высокая стоимость получаемой конструкции, обусловленные высокой трудоемкостью работ, связанной с необходимостью выполнения ребер охлаждения как на наружной поверхности чехла, так и внутренней поверхности корпуса и их точной подгонки при сборке. Еще одним недостатком известного контейнера для транспортировки и хранения отработавшего ядерного топлива, изготовленного по данному способу, является недостаточно хороший теплоотвод от чехла к корпусу, обусловленный недостаточно большой площадью сопряжения наружной поверхности чехла и внутренней поверхности корпуса.
Технический результат предлагаемого способа изготовления контейнера для ТУК с чехлом из высокопрочного чугуна с шаровидным графитом заключается в повышении технологичности изготовления, снижении себестоимости, повышении экологической безопасности ТУКа путем обеспечения хорошего теплоотвода от чехла к корпусу контейнера.
Достигается технический результат тем, что в способе изготовления корпуса контейнера для ТУК с чехлом из высокопрочного чугуна с шаровидным графитом, включающем изготовление чехла, отливку из высокопрочного чугуна с шаровидным графитом корпуса, механическую обработку отливки корпуса, включающую изготовление в корпусе продольных каналов, изготовление на наружной поверхности корпуса ребер охлаждения, заполнение продольных каналов корпуса нейтронно-защитным материалом, в литейную форму чехла в качестве литейных стержней устанавливают металлические трубы, литейную форму чехла заполняют расплавом высокопрочного чугуна с шаровидным графитом, после остывания отливки чехла литейную форму чехла разбирают, далее производят механическую обработку отливки чехла до требуемых размеров, затем к отливке чехла прикрепляют неподвижным механическим соединением предварительно подготовленные и покрытые материалом, стойким к воздействию дезактивационных растворов, опорное и глухое днища, затем в литейную форму корпуса в качестве литейного стержня устанавливают отливку чехла с прикрепленными к ней неподвижным механическим соединением опорным и глухим днищами, далее заполняют литейную форму корпуса расплавом высокопрочного чугуна с шаровидным графитом, после остывания отливки корпуса литейную форму корпуса разбирают, далее производят механическую обработку отливки корпуса, затем в нижней части отливки корпуса изготавливают сквозное отверстие, проходящее сквозь стенку корпуса и стенку донной части отливки чехла, затем закрывают сквозное отверстие заглушкой, далее верхний торец отливки чехла, внутреннюю поверхность отливки корпуса в верхней его части, не сопрягаемой с наружной поверхностью отливки чехла, а также имеющий ступенчатую форму верхний торец отливки корпуса покрывают защитным покрытием, стойким к воздействию дезактивационных растворов, затем к нижнему торцу отливки корпуса крепят дополнительное дно, при этом внутреннее пространство между дополнительным дном и нижней торцевой поверхностью отливки корпуса заполняют нейтронно-защитным материалом.
На фиг. 1 представлен чехол с установленными на отливку чехла опорным и дополнительным днищами в разрезе.
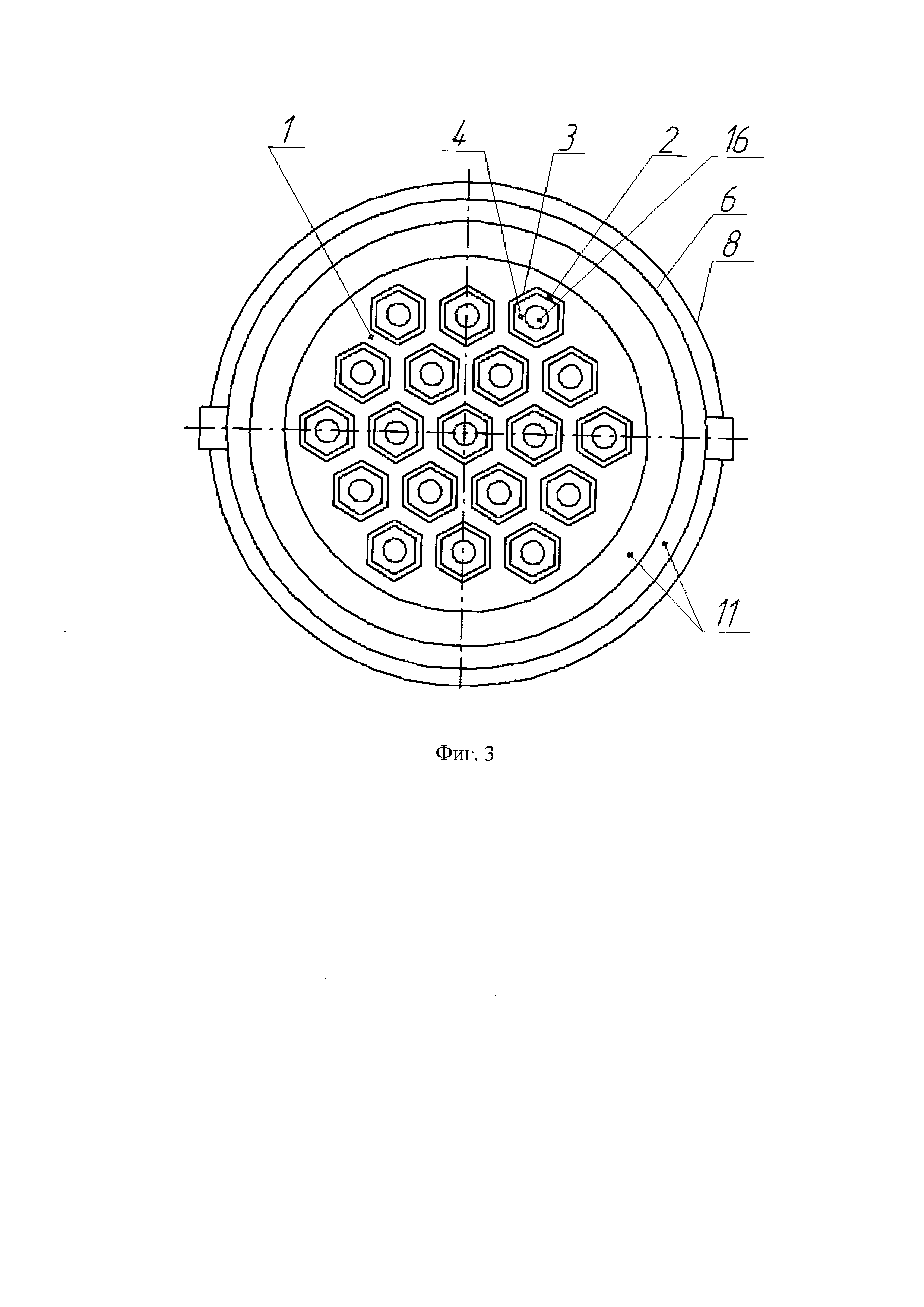
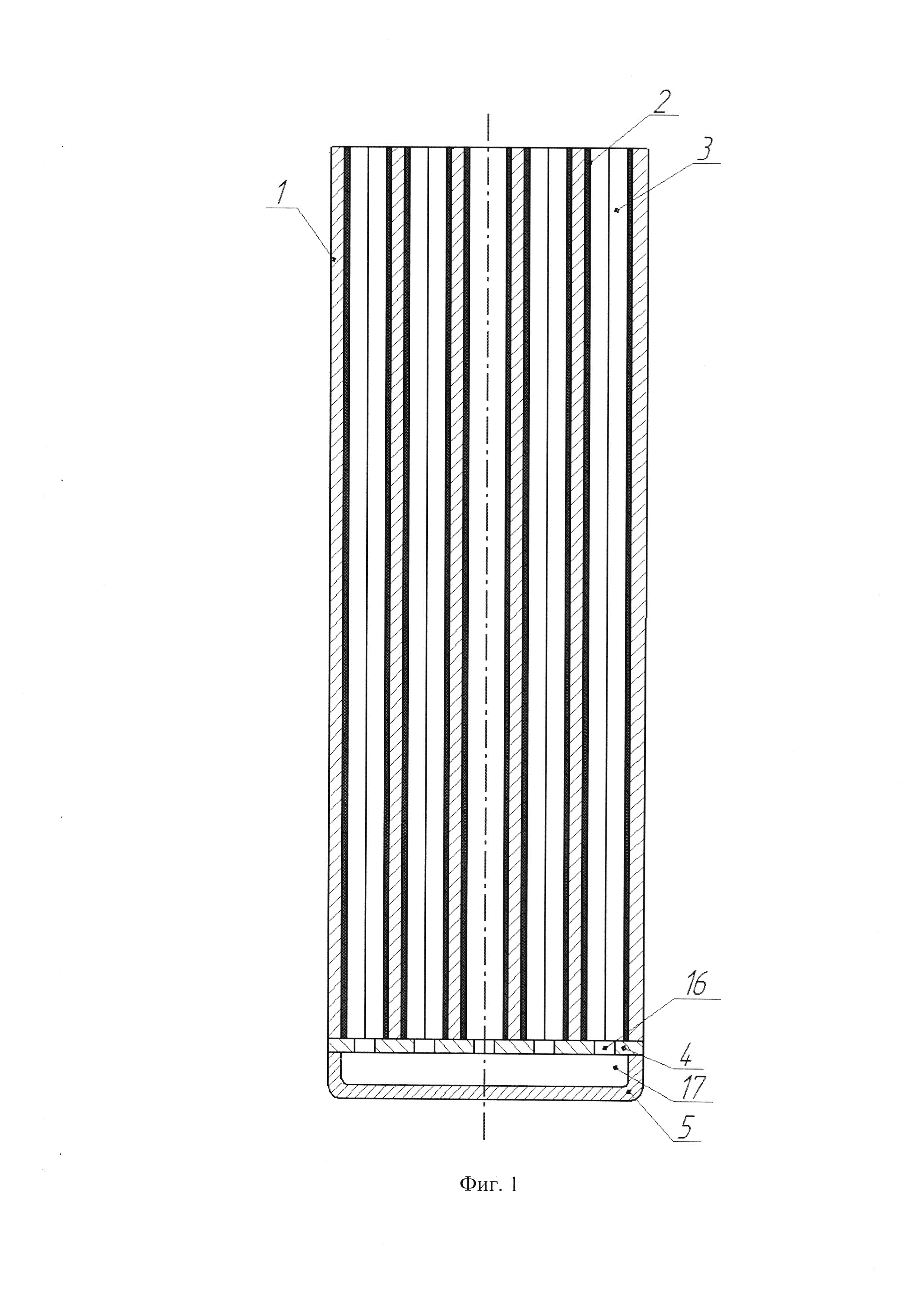
На фиг. 2 представлен корпус контейнера для ТУК с чехлом из высокопрочного чугуна с шаровидным графитом в разрезе.
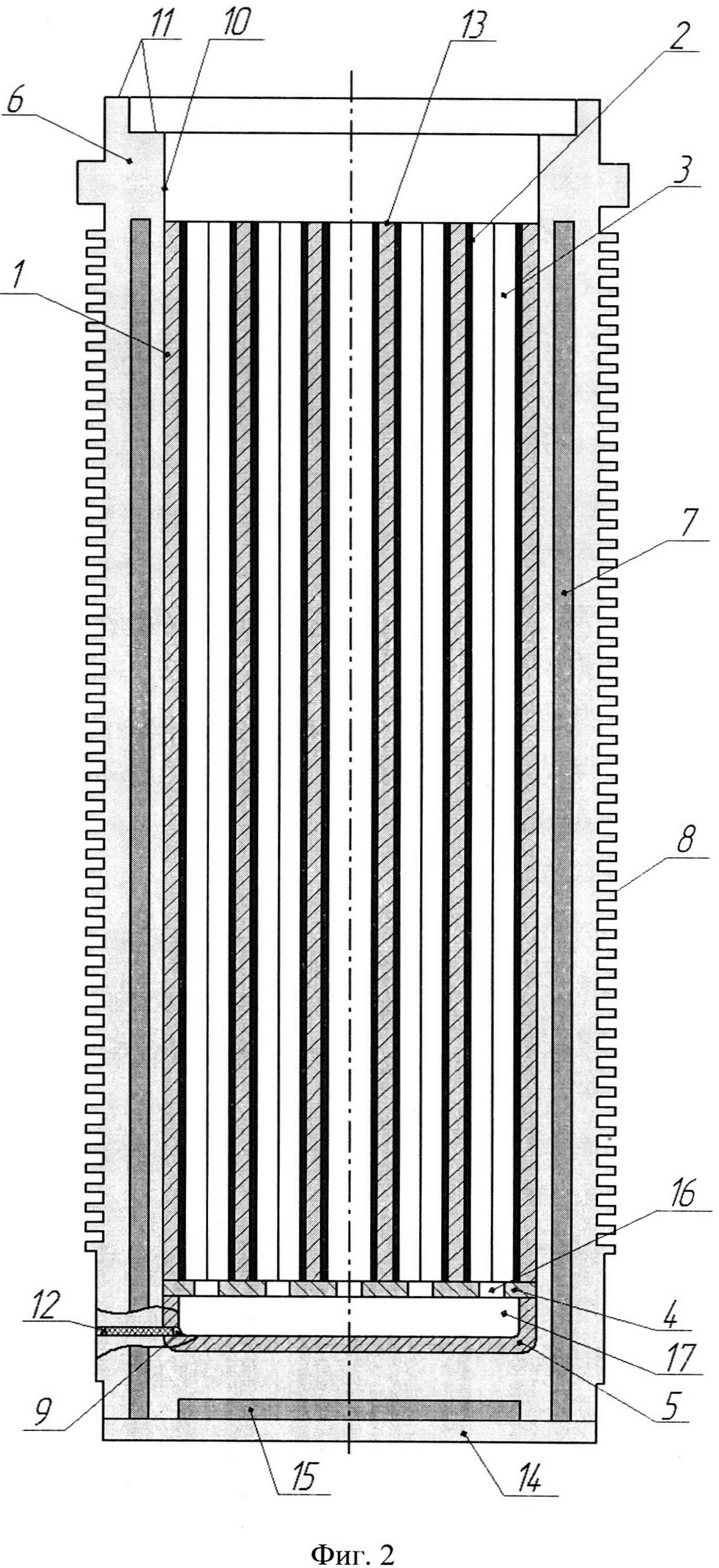
На фиг. 3 показан вид сверху корпуса контейнера для ТУК с чехлом из высокопрочного чугуна с шаровидным графитом.
Предлагаемый способ изготовления корпуса контейнера для ТУК с чехлом из высокопрочного чугуна с шаровидным графитом включает изготовление чехла 1. При изготовлении отливки чехла 1 в литейную форму чехла в качестве литейных стержней устанавливают металлические трубы 2. С целью обеспечения высоких эксплуатационных свойств металлические трубы 2 могут быть выполнены из борсодержащего металла и иметь в поперечном сечении форму шестигранника. Затем заполняют литейную форму чехла расплавом высокопрочного чугуна с шаровидным графитом, после остывания отливки чехла литейную форму чехла 1 разбирают. При остывании отливки чехла 1 металлические трубы 2 за счет усадки, происходящей в процессе кристаллизации расплава высокопрочного чугуна с шаровидным графитом, оказываются влитыми в отливку чехла 1. В результате металлические трубы 2 являются частью отливки чехла 1 и оформляют отверстия 3, служащие для размещения отработавших тепловыделяющих сборок с отработавшим ядерным топливом. Далее полученную отливку чехла 1 отправляют на механическую обработку, в ходе которой ее обтачивают до требуемых размеров. Затем к отливке чехла 1 посредством неподвижного механического соединения крепят предварительно подготовленные и покрытые материалом, стойким к воздействию дезактивационных растворов, опорное 4 и глухое 5 днища. Затем отливку чехла 1 устанавливают в литейную форму корпуса глухим 5 днищем вверх в качестве литейного стержня. Далее литейную форму корпуса заполняют расплавом высокопрочного чугуна с шаровидным графитом, после остывания отливки корпуса 6 литейную форму корпуса разбирают. При остывании отливки корпуса 6 чехол 1 за счет усадки, происходящей в процессе кристаллизации расплава высокопрочного чугуна с шаровидным графитом, оказывается влитым в отливку корпуса 6. Затем производят механическую обработку отливки корпуса 6, включающую обтачивание до требуемых размеров, изготовление в корпусе 6 продольных каналов 7, изготовление на наружной поверхности корпуса 6 ребер 8 охлаждения. Далее в нижней части корпуса 6 изготавливают сквозное отверстие 9, проходящее сквозь стенку корпуса 6 и стенку донной части отливки чехла 1. Далее верхний торец 13 отливки чехла 1, внутреннюю 10 поверхность отливки корпуса 6 в верхней его части, не сопрягаемой с наружной поверхностью отливки чехла 1, а также имеющий ступенчатую форму верхний торец 11 отливки корпуса 6 покрывают защитным покрытием, стойким к воздействию дезактивационных растворов. Далее заполняют продольные каналы 7 корпуса 6 нейтронно-защитным материалом. Затем закрывают сквозное отверстие 9 заглушкой 12. Далее к нижнему торцу отливки корпуса 6 крепят дополнительное дно 14, при этом внутреннее пространство 15 между дополнительным дном 14 и нижней торцевой поверхностью отливки корпуса заполняют нейтронно-защитным материалом.
При реализации данного способа изготовления корпуса контейнера для ТУК с чехлом из высокопрочного чугуна с шаровидным графитом опорное днище 4 посредством неподвижного механического соединения крепят к отливке чехла 1 таким образом, чтобы отверстия 16, выполненные в опорном днище 4, располагались напротив отверстий 3 для размещения тепловыделяющих сборок с отработавшим ядерным топливом. Глухое днище 5 позиционируется и посредством неподвижного механического соединения крепится к отливке чехла 1 таким образом, чтобы обеспечивалось наличие свободного внутреннего пространства 17.
При данном способе изготовления корпуса контейнера для ТУК с чехлом из высокопрочного чугуна с шаровидным графитом чехол 1 по отношению к корпусу 6 является несъемным, так как чехол 1 неподвижно зафиксирован в корпусе 6 за счет усадки, происходящей в процессе кристаллизации расплава высокопрочного чугуна с шаровидным графитом при изготовлении отливки корпуса 6. Благодаря тому, что чехол 1 соединен с корпусом 6 за счет усадки, происходящей в процессе кристаллизации расплава высокопрочного чугуна с шаровидным графитом при изготовлении отливки корпуса, обеспечивается высокая прочность соединения, большая площадь контакта между сопрягаемыми поверхностями, определяемая площадью боковой поверхности чехла 1 и площадью глухого днища 5 чехла 1, что способствует хорошему отводу тепла от чехла 1 с загруженными в него тепловыделяющими сборками с отработавшим ядерным топливом к корпусу 6 без применения дополнительных крепежных элементов и операций.
За счет того, что сопряжение между чехлом 1 и внутренней поверхностью корпуса 6 осуществляется по наружной боковой поверхности чехла 4 и поверхности глухого днища 11, что обеспечивает максимальную площадь их сопряжения, а значит, и максимально возможный отвод тепла от чехла 1 к корпусу 6, что, в свою очередь, обеспечивает экологическую безопасность ТУКа за счет снижения вероятности перегрева ТУКа.
Изготовление и корпуса 6, и чехла 1 из одного и того же материала (высокопрочного чугуна с шаровидным графитом) позволит устранить проблему, связанную с различными коэффициентами теплового расширения различных металлов.
Использование металлических труб 2 в конструкции чехла 1 позволит изготавливать чехол 1 методом литья из высокопрочного чугуна с шаровидным графитом – материала, обладающего хорошими радиационно-защитными свойствами и сравнительно невысокой стоимостью, и при этом будет обеспечивать возможность легкой очистки отверстий 3 от радиационного загрязнения при проведении дезактивационных работ после извлечения из них тепловыделяющих сборок. Благодаря тому, что соединение между трубами 2 и чехлом 1 осуществляется за счет усадки, происходящей в процессе кристаллизации расплава чугуна с шаровидным графитом при изготовлении отливки чехла 1, будет обеспечиваться его высокая прочность и хороший отвод тепла от тепловыделяющих сборок с отработавшим ядерным топливом, загруженных в отверстия 3 чехла 1, без применения дополнительных крепежных элементов и операций.
Поскольку чехол 1 выполнен в корпусе 6 несъемным, то для осуществления возможности проведения дезактивационных работ, проведение которых требуется в ходе эксплуатации ТУКа после каждой выгрузки тепловыделяющих сборок с отработавшим ядерным топливом, размещаемых в отверстиях 3, предусматривающих дезактивацию внутреннего пространства корпуса 6 дезактивационным раствором, предлагаемый способ предусматривает выполнение сквозного отверстия 9. При проведении дезактивационных работ дезактивационным раствором обрабатывают верхний торец 11 корпуса 6, внутреннюю поверхность корпуса 6 в верхней его части 10, верхний торец 13 чехла 1, внутреннюю поверхность отверстий 3 чехла 1. При этом дезактивационный раствор через отверстия 16 в опорном днище 4 будет попадать во внутреннее пространство 17 между опорным 4 и глухим 5 днищами, откуда через сквозное отверстие 9 выводится за пределы корпуса 6.
Поскольку предлагаемый способ изготовления корпуса контейнера для ТУК с чехлом из высокопрочного чугуна с шаровидным графитом предполагает использование несъемного чехла, то, ввиду отсутствия ограничений по массе чехла, обеспечивается возможность изготовления чехла 1 из высокопрочного чугуна с шаровидным графитом. Изготовление чехла 1 методом литья существенно снижает трудоемкость работ по его изготовлению и его стоимость по сравнению с известными способами изготовления.
Изготовление чехла из высокопрочного чугуна с шаровидным графитом позволяет повысить технологичность изготовления корпуса контейнера для ТУК за счет простоты соединения чехла и корпуса контейнера, а также отсутствия дополнительных теплопроводящих элементов между чехлом и корпусом, снизить его себестоимость по сравнению с аналогами, что обусловлено простотой конструкции и исключением трудоемкой операции по нанесению покрытия, стойкого к воздействию дезактивационных растворов, на внутреннюю поверхность отверстий чехла.
БИБЛИОГРАФИЯ
1. Описание полезной модели к патенту RU 56704, приоритет 10.04.2006, опубликовано 10.09.2006, бюл. №25.
2. Описание изобретения к патенту RU 2463677, приоритет 22.04.2011, опубликовано 10.10.2012, бюл. №28.
3. Описание полезной модели к патенту RU 75496, приоритет 27.02.2008, опубликовано 10.08.2008, бюл. №22.
Способ изготовления корпуса контейнера для ТУК с чехлом из высокопрочного чугуна с шаровидным графитом, включающий изготовление чехла, отливку из высокопрочного чугуна с шаровидным графитом корпуса, механическую обработку отливки корпуса, включающую изготовление в корпусе продольных каналов, изготовление на наружной поверхности корпуса ребер охлаждения, заполнение продольных каналов корпуса нейтронно-защитным материалом, отличающийся тем, что в литейную форму чехла в качестве литейных стержней устанавливают металлические трубы, литейную форму чехла заполняют расплавом высокопрочного чугуна с шаровидным графитом, после остывания отливки чехла литейную форму чехла разбирают, далее производят механическую обработку отливки чехла до требуемых размеров, затем к отливке чехла прикрепляют неподвижным механическим соединением предварительно подготовленные и покрытые материалом, стойким к воздействию дезактивационных растворов, опорное и глухое днища, затем в литейную форму корпуса в качестве литейного стержня устанавливают отливку чехла с прикрепленными к ней неподвижным механическим соединением опорным и глухим днищами, далее заполняют литейную форму корпуса расплавом высокопрочного чугуна с шаровидным графитом, после остывания отливки корпуса литейную форму корпуса разбирают, далее производят механическую обработку отливки корпуса, затем в нижней части отливки корпуса изготавливают сквозное отверстие, проходящее сквозь стенку корпуса и стенку донной части отливки чехла, затем закрывают сквозное отверстие заглушкой, далее верхний торец отливки чехла, внутреннюю поверхность отливки корпуса в верхней его части, не сопрягаемой с наружной поверхностью отливки чехла, а также имеющий ступенчатую форму верхний торец отливки корпуса покрывают защитным покрытием, стойким к воздействию дезактивационных растворов, затем к нижнему торцу отливки корпуса крепят дополнительное дно, при этом внутреннее пространство между дополнительным дном и нижней торцевой поверхностью отливки корпуса заполняют нейтронно-защитным материалом.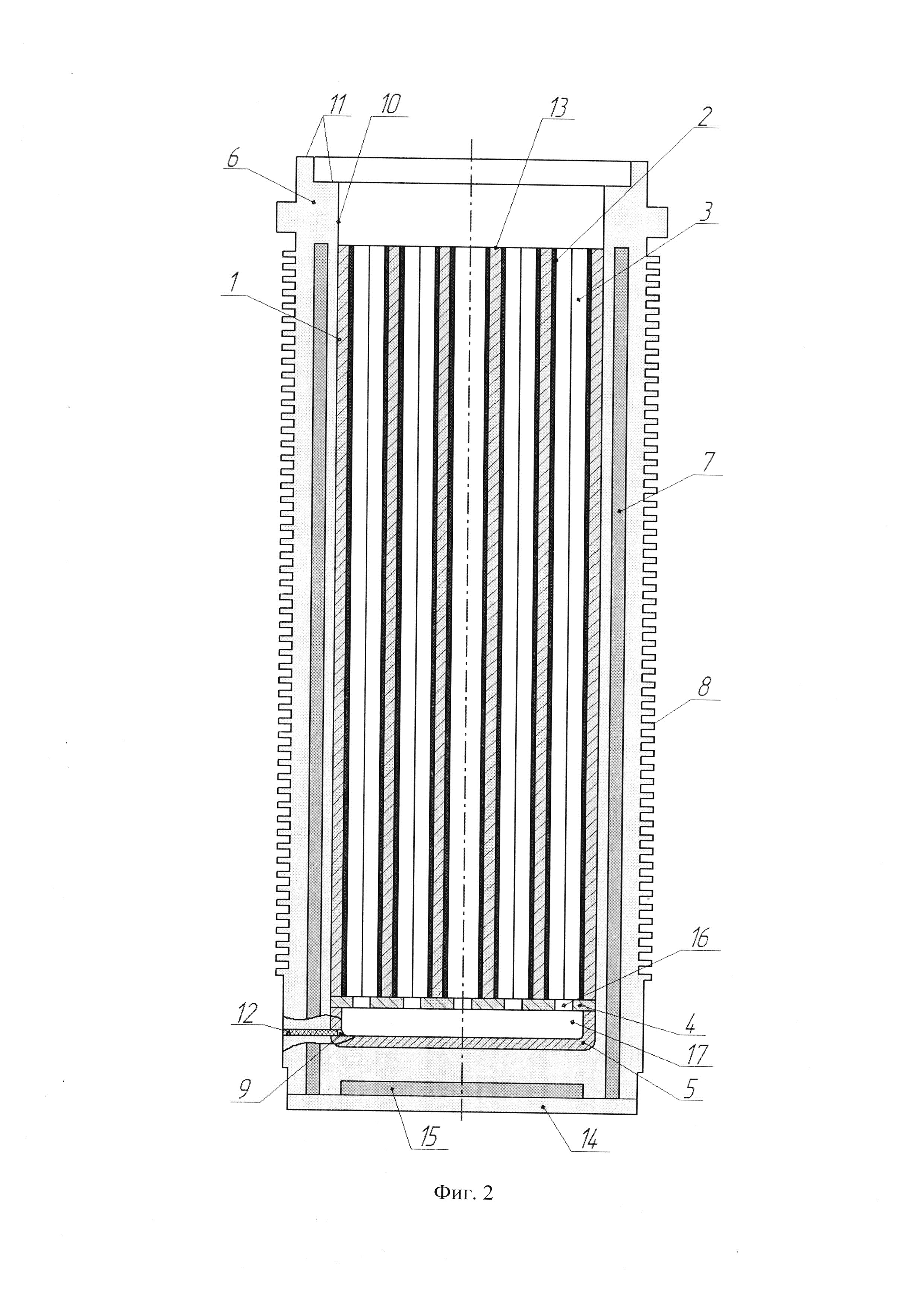
Способ изготовления крупнотоннажных отливок из высокопрочного чугуна с шаровидным графитом
Способ дробления крупнокусковой горной породы в щековой дробилке
Способ формирования структурированной поверхности на алюминии и его сплавах
Полидисперсная древесно-цементная смесь с наномодификатором
Древесно-цементная смесь с модификатором
Клеевая композиция для изготовления древесно-стружечных плит и изделий из древесины
Контейнер для тук с чехлом из высокопрочного чугуна с шаровидным графитом
Способ формирования нанопористого анодно-оксидного покрытия на изделиях из порошкового губчатого титана
Способ переработки древесной коры
Дробилка для измельчения кусковых горных пород
Способ создания покрытия усов на участках с низкой несущей способностью грунтов
Контейнер для транспортировки и/или хранения отработавшего ядерного топлива
Фрикционно-полимерный поглощающий аппарат автосцепки
Способ изготовления устройства для хранения и транспортировки отработавшего ядерного топлива
Способ изготовления толстостенных отливок из чугуна с шаровидным графитом
Способ центробежной сушки пиломатериалов
Способ сушки пиломатериалов
Способ транспортировки длинномерных грузов автопоездом
Способ литья многослойных заготовок для крупнотоннажных корпусов транспортно-упаковочных контейнеров (тук) из высокопрочного чугуна с шаровидным графитом (вчшг) ферритного и аустенитного классов для перевозки и хранения отработавшего ядерного топлива (оят)
Способ валки и трелевки деревьев валочно-трелевочной машиной

