Результат интеллектуальной деятельности: Способ импрегнирования абразивных инструментов
Вид РИД
Изобретение
Предлагаемое изобретение относится к производству и эксплуатации абразивного инструмента на керамической связке, а именно абразивных кругов, и может быть использовано в различных отраслях машиностроения.
Известен способ импрегнирования абразивного инструмента, при котором применяемый импрегнатор, обладающий повышенной адгезионной способностью - поверхностно-активное вещество (ПАВ) - растворяется в водной среде, в нее для пропитки импрегнатором помещается абразивный инструмент, который затем подвергается длительной сушке (Авт. св. СССР №1726222, кл. B 24D 3/34, 1992. Бюл. №14).
Признаки совпадающие - пропитка абразивного инструмента водным раствором ПАВ в течение определенного времени, последующая стадия сушка инструмента.
Причины, препятствующие поставленной задаче - сложность процесса импрегнирования из-за постоянного изменения состава водного раствора ПАВ; операция пропитки инструмента водным раствором ПАВ и последующая его сушка от воды требует большого промежутка времени.
Известен способ импрегнирования абразивного инструмента, при котором пропитку абразивного инструмента водным раствором ПАВ из органического соединения ведут при комнатной температуре в течение 10-15 мин. с предварительным вакуумированием, после чего абразивный инструмент помещают на 10 - 15 мин. в емкость с водой при температуре 90 - 95°С для фиксации пропитывающего состава в его поровом пространстве и осуществляют конвективную сушку инструмента при его вращении со скоростью 0,3 - 0,5 с-1 и температуре 80 - 95°С в течение 10 - 12 ч (патент РФ №2284895, МПК B24D 3/34, БИПМ №28 (ч. I), 2006 г. ).
Признаки совпадающие - пропитка абразивного инструмента водным раствором ПАВ при комнатной температуре, конвективная сушка его при вращении инструмента со скоростью 0,3 - 0,5 с-1 и температуре 80 - 95°С.
Признаки, препятствующие поставленной задаче - необходимость длительного предварительного вакуумирования абразивного инструмента, длительная пропитка его водным раствором ПАВ и длительная конвективная сушка.
За прототип принят известный способ импрегнирования абразивного инструмента, при котором пропитку последнего осуществляют при комнатной температуре в водном растворе ПАВ, подвергаемом воздействию ультразвуковых колебаний частотой 16-18 кГц и амплитудой 2 - 3 мм в течение 5-8 мин., а конвективную сушку осуществляют при вращении инструмента со скоростью 0,3 - 0,5 с-1 при температуре 80 - 95°С в течение 2,5 - 3,0 ч. при его непрерывном встряхивании (патент РФ №2574182, МПК B24D 3/34. Бюл. №4, 2016).
Признаки совпадающие - пропитка абразивного инструмента водным раствором ПАВ при комнатной температуре в течение 5-8 мин. и конвективную сушку инструмента при вращении со скоростью 0,3 - 0,5 с-1 и температуре 80 - 95°С в течение 2,5 - 3,0 ч. при его непрерывном встряхивании.
Признаки, препятствующие поставленной задаче - снижение контактной прочности абразивных зерен с керамической связкой.
Техническим результатом предлагаемого изобретения является обеспечение высокой контактной прочности абразивных зерен с керамической связкой.
Технический результат достигается тем, что помещенный в водный раствор ПАВ абразивный инструмент подвергают воздействию переменного магнитного поля напряженностью HV=8-10 МА/м и частотой ƒ=12-15 кГц в течение 4-6 мин. с последующей выдержкой в водном растворе ПАВ без магнитного поля в течение 1 - 2 мин.
Для достижения технического результата в предлагаемом способе импрегнирования абразивного инструмента, включающем пропитку инструмента водным раствором поверхностно-активных веществ при комнатной температуре в течение 5-8 мин. и конвективную сушку инструмента при вращении со скоростью 0,3 - 0,5 с-1 и температуре 80 - 95°С в течение 2,5 - 3,0 ч. при его непрерывном встряхивании, а помещенный в водный раствор поверхностно-активных веществ абразивный инструмент подвергают воздействию переменного магнитного поля напряженностью HV=8 - 10 МА/м и частотой ƒ=12 - 15 кГц в течение 4-6 мин. с последующей выдержкой в водном растворе поверхностно-активных веществ без магнитного поля в течение 1-2 мин.
Реализация предлагаемого способа импрегнирования абразивного инструмента включает выполнение следующих операций:
- приготовление в специальной емкости водного раствора ПАВ;
- окунание в водный раствор ПАВ абразивного инструмента;
- воздействие на водный раствор ПАВ с абразивным инструментом переменного магнитного поля напряженностью HV=8 - 10 МА/м и частотой ƒ=12 - 15 кГц в течение 4-6 мин.;
- выдержка абразивного инструмента в водном растворе ПАВ без магнитного поля в течение 1 - 2 мин.;
- вынимание абразивного инструмента из емкости с водным раствором
ПАВ;
- закрепление пропитанного водным раствором ПАВ абразивного инструмента на встряхивающем устройстве, обеспечивающем вращение инструмента с угловой скоростью 0,3 - 0,5 с-1;
- конвективная сушка абразивного инструмента путем обдува его вентилятором, подающем нагретый до температуры 80 - 95°С воздух, в течение 2,5 - 3 ч.;
- визуальный контроль импрегнированного абразивного инструмента.
В качестве примера приведен процесс импрегнирования абразивного инструмента сополимером этилакрилата, диметакрилового эфира этиленгликоля и метил, который в количестве 10 грамм на литр растворяли в воде (патент РФ №2574182, МПК B24D 3/34. Бюл. №4, 2016). В приготовленный водный раствор ПАВ при комнатной температуре окунали абразивный инструмент, в качестве которого использовали шлифовальный круг ПП 320×60×127 14А 25 K1 СМ1 35 м/с ГОСТ 2424-83. Емкость с водным раствором ПАВ и находящимся в ней шлифовальным кругом помещали в магнитно-импульсный индуктор, создающий переменное магнитное поле напряженностью HV=8 МА/м и частотой ƒ=12 кГц. Время воздействия высокочастотного магнитного поля на импрегнируемый круг составляло 5 мин., после чего магнитно-импульсный индуктор выключали и абразивный инструмент выдерживался в водном растворе ПАВ без воздействия магнитного поля в течение 2 мин. Было установлено, что воздействие высокочастотного магнитного поля на импрегнируемый абразивный инструмент позволяет не только сократить время пропитки абразивного инструмента ПАВ за счет интенсификации адгезионных процессов на поверхности абразивных зерен, облегчения выхода пузырьков воздуха из пор и улучшения заполняемости порового пространства абразивного инструмента водным раствором ПАВ, но и обеспечить высокую контактную прочность абразивных зерен с керамической связкой. В результате исключается выкрашивание абразивных зерен из инструмента в процессе его работы. Выдержка импрегнируемого круга в водном растворе ПАВ без воздействия высокочастотного магнитного поля исключает возможное намагничивание абразивных зерен инструмента, представляющих собой оксиды или карбиды алюминия, титана, вольфрама и других металлов. Конвективная сушка импрегнированного инструмента осуществлялась с использованием вентилятора, подающего на вращающийся с угловой скоростью 0,4 с-1 инструмент в течение 2,5 ч. воздух, нагретый до температуры 90°С при непрерывном встряхивании импрегнированного инструмента за счет использования механизма прерывистого движения, установленного на валу инструмента (см. «Теория механизмов и машин»: Учебник для втузов / Под ред. К.В. Фролова. - М.: Высшая школа, 1987. - С. 343 - 442). Лабораторные и производственные испытания импрегнированного предлагаемым способом абразивного инструмента показали увеличение его стойкости (времени между правками) в 6 - 8 раз по сравнению со стандартными инструментами без выкрашивания абразивных зерен при одновременном улучшении качества обработанной поверхности детали по параметрам шероховатости Rα и относительной площади прижогов S.
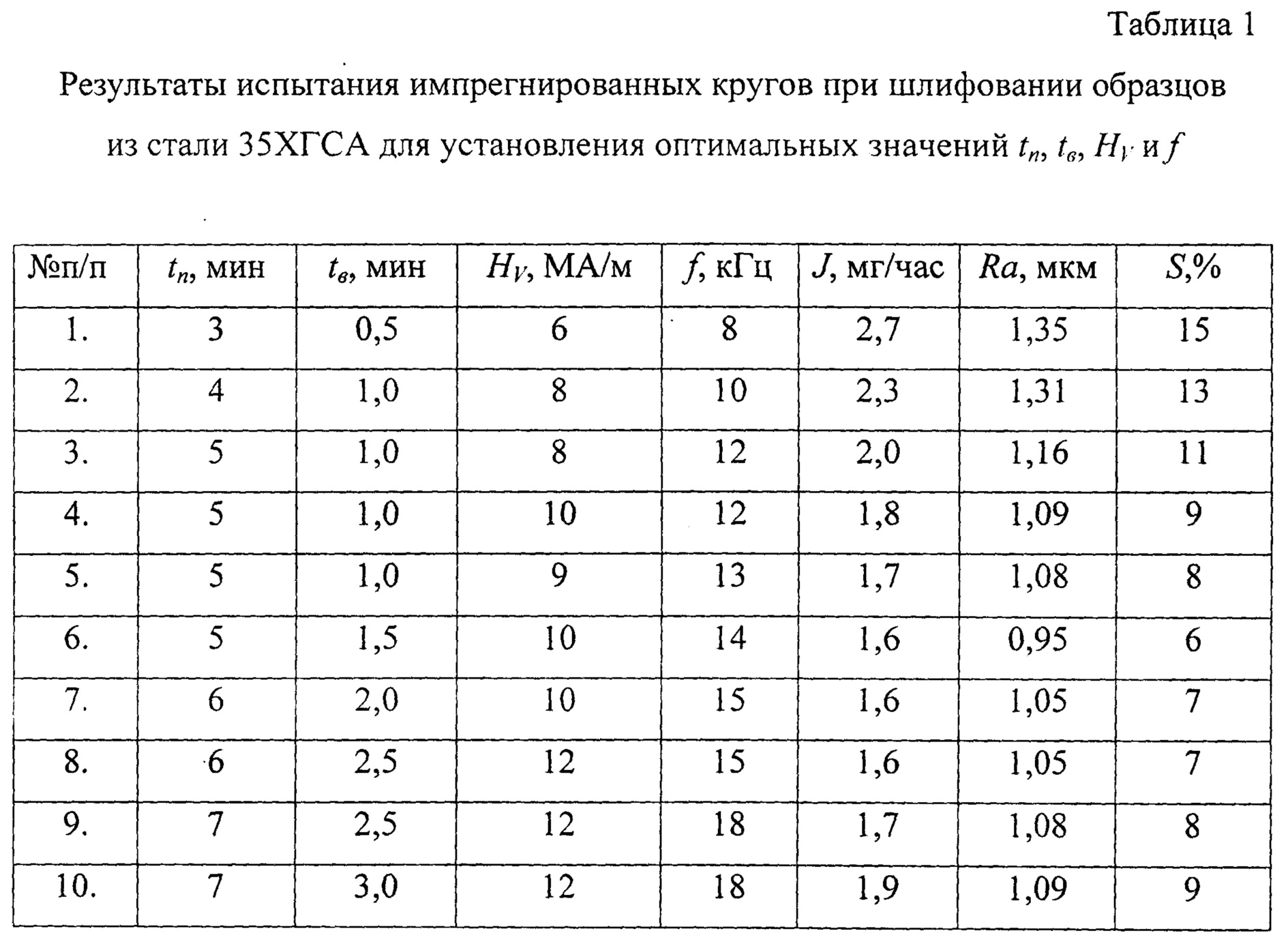
Для определения оптимального времени пропитки абразивного инструмента водным раствором ПАВ в высокочастотном магнитном поле tn, выдержки импрегнируемого инструмента в водном растворе ПАВ без воздействия магнитного поля te, напряженности магнитного поля HV и его частоты ƒ по предлагаемому способу импрегнирования испытаниям подвергались шлифовальные круги ПП 320×60×127 14А 25 K1 СМ1 35 м/с ГОСТ 2424-83. В качестве ПАВ использовался сополимер этилакрилата, диметакрилового эфира этиленгликоля и мети-лолметакриламида, который в количестве 10 грамм на литр растворяли в воде (патент РФ №2574182, МПК B24D 3/34. Бюл. №4, 2016). В качестве источника высокочастотных магнитных колебаний использовался магнитно-импульсный индуктор электромагнитных колебаний (катушка), имеющий возможность создавать высокочастотное магнитное поле напряженностью HV=6-15 МА/м и частотой ƒ=8 - 18 кГц. Встряхивание обсушке вращающегося абразивного инструмента осуществлялось за счет установки на валу инструмента механизма прерывистого движения. Оценка эффективности импрегнирования абразивных инструментов по времени пропитки tn, времени выдержки tв, напряженности магнитного поля HV и его частоты ƒ осуществлялась по показателям интенсивности изнашивания круга J, характеризующей его стойкость (время между правками), шероховатости обработанной поверхности детали Rα и относительной площади прижогов на ней S. Обработке подвергались цилиндрические образцы из стали 35ХГСА диаметром 30 мм и длиной 329 мм. Шлифование осуществлялось на круглошлифовальном станке мод. 3М151 на следующих режимах: скорость резания Vкp=35 м/с, скорость вращения шлифуемого образца Vд=0,5 м/с, продольная подача инструмента Snp=0,02 м/с, подача врезания Sвр=0,01 мм/дв. ход, число двойных ходов круга m = 3, без выхаживания. В качестве смазочно-охлаждающей жидкости использовался 5-процентный водный раствор эмульсола Укринол-1.
Результаты испытаний приведены в таблице 1, из анализа которой видно, что наилучшие показатели по интенсивности изнашивания круга J, шероховатости обработанной поверхности детали Rα и относительной площади прижогов S достигаются в случае, когда абразивный инструмент подвергают воздействию переменного магнитного поля напряженностью HV=8-10 МА/м и частотой ƒ=12-15 кГц в течение 4-6 мин. с последующей выдержкой в водном растворе ПАВ без магнитного поля в течение 1-2 мин.
Проведены сравнительные испытания эффективности предлагаемого способа импрегнирования абразивного инструмента и известного способа по прототипу (см. патент РФ №2574182, МПК B24D 3/34. Бюл. №4, 2016). Испытаниям подвергались абразивные круги ПП 320×60×127 14А 25 K1 СМ1 35 м/с ГОСТ 2424-83. Шлифовались образцы из сталей 35 ХГСА, 20ХН2МА и сплава ХН62 МВКЮ диаметром 30 мм и длиной 320 мм, прошедшие предварительную чистовую токарную обработку и имеющие начальную шероховатость Rα=3,2 -6,3 мкм. Шлифование осуществлялось на круглошлифовальном станке мод. 3М151 на следующих режимах: скорость резания Vкp=35 м/с, скорость вращения шлифуемого образца Vd=0,5 м/с, продольная подача инструмента Snp=0,02 м/с, подача врезания Sвp - 0,01 мм/дв. ход, число двойных ходов круга m=3, без выхаживания. В качестве смазочно-охлаждающей жидкости использовался 5-процентный водный раствор эмульсола Укринол-1.
Оценка эффективности предлагаемого способа импрегнирования абразивных инструментов по сравнению с прототипом (патент РФ №2574182, МПК B24D 3/34. Бюл. №4, 2016) осуществлялась по следующим показателям: интенсивности изнашивания круга J, характеризующей его стойкость (время между правками), шероховатости обработанной поверхности детали Ra и относительной площади прижогов на ней S.
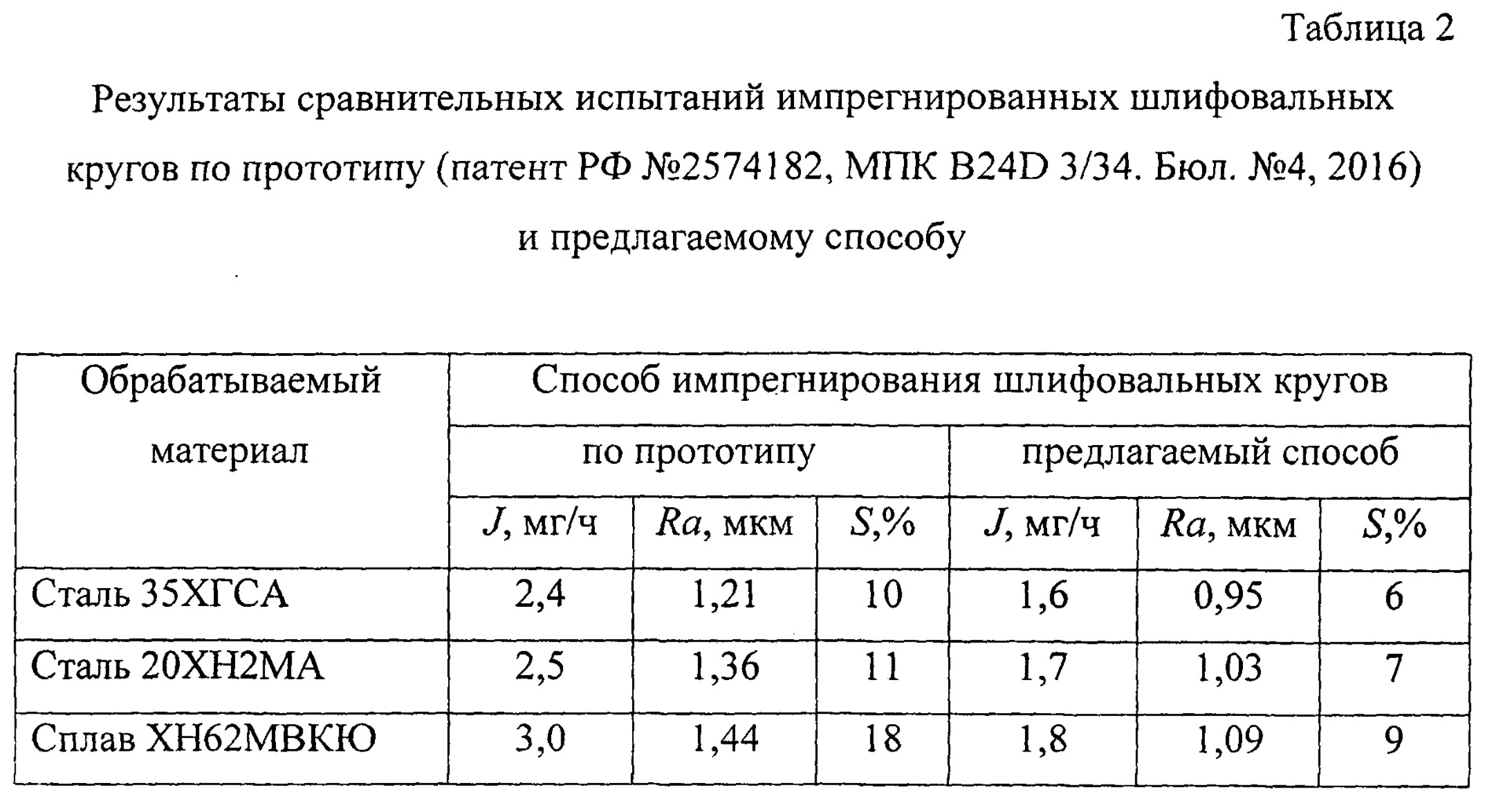
Результаты испытаний приведены в таблице 2, из анализа которой следует, что применение предлагаемого способа импрегнирования абразивного инструмента по сравнению с прототипом (патент РФ №2574182, МПК B24D 3/34. Бюл. №4, 2016) позволяет в 1,3 - 1,4 раза повысить стойкость шлифовальных кругов (время между правками) за счет уменьшения интенсивности изнашивания J вследствие отсутствия выкрашивания абразивных зерен из связки, на 20 - 25% уменьшить шероховатость обработанной поверхности детали по параметру Rα и в 1,3 - 2,0 раза уменьшить относительную площадь ее прижогов S. При этом на 15 -20% сокращаются связанные с импрегнированием абразивных кругов расходы на электроэнергию и снижаются общие расходы на импрегнирование одного шлифовального круга в зависимости от его размеров и технических характеристик с 15,4 - 18,8 руб. по прототипу до 10,3 - 12,5 руб. по предлагаемому способу импрегнирования.
Способ импрегнирования абразивного инструмента, включающий пропитку инструмента водным раствором поверхностно-активных веществ при комнатной температуре в течение 5-8 мин и конвективную сушку инструмента при вращении со скоростью 0,3-0,5 с и температуре 80-95°С в течение 2,5-3,0 ч при его непрерывном встряхивании, отличающийся тем, что помещенный в водный раствор поверхностно-активных веществ абразивный инструмент подвергают воздействию переменного магнитного поля напряженностью Н=8-10 МА/м и частотой ƒ=12-15 кГц в течение 4-6 мин с последующей выдержкой в водном растворе поверхностно-активных веществ без магнитного поля в течение 1-2 мин.Устройство тестового контроля
Устройство формирования линейно-частотно-модулированных сигналов
Масса для изготовления абразивного инструмента
Способ лазерного управляемого термораскалывания сапфировых пластин
Акустооптический измеритель параметров радиосигналов с повышенным разрешением
Четырехконтактный элемент интегрального коммутатора
Интегральный туннельный акселерометр
Интегральный микромеханический гироскоп-акселерометр
Интегральный микромеханический гироскоп-акселерометр
Высокочувствительный преобразователь емкости в частоту
Способ поверхностного пластического деформирования цилиндрических деталей
Способ импрегнирования абразивного инструмента
Масса для изготовления абразивного инструмента
Способ импрегнирования абразивных инструментов
Способ импрегнирования абразивных инструментов
Способ импрегнирования абразивных инструментов
Масса для изготовления абразивного инструмента
Масса для изготовления абразивного инструмента
Способ импрегнирования абразивных инструментов
Устройство индукционного нагрева при обработке поверхности детали резанием

