Результат интеллектуальной деятельности: Способ импрегнирования абразивных инструментов
Вид РИД
Изобретение
Предлагаемое изобретение относится к производству и эксплуатации абразивного инструмента на керамической связке, а именно абразивных кругов, и может быть использовано в различных отраслях машиностроения.
Известен способ импрегнирования абразивного инструмента, при котором применяемый импрегнатор повышенной адгезионной способности (ПАВ) растворяется в водной среде, в нее для пропитки импрегнатором помещается абразивный инструмент, который затем подвергается длительной сушке (см. авт. св. СССР №1726222, кл. B24D 3/34, 1992, Бюл. №14).
Признаки совпадающие - пропитка абразивного инструмента водным раствором ПАВ, последующая сушка инструмента.
Причины, препятствующие поставленной задаче - сложность процесса импрегнирования из-за постоянного изменения состава водного раствора ПАВ; операция пропитки инструмента водным раствором ПАВ и последующая его сушка от воды требует большого промежутка времени.
Известен способ импрегнирования абразивного инструмента, включающий пропитку последнего водным раствором, содержащем 20-25 г дийодида хрома на литр воды, при комнатной температуре в течение 10-15 минут в емкости при ее периодическом встряхивании для фиксации дийодида хрома в поровом пространстве абразивного инструмента и конвективную сушку абразивного инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 часов при температуре 40-50°С (см. патент РФ №2532660, МПК B24D 3/34, 2014, Бюл. №31).
Признаки совпадающие - пропитка абразивного инструмента водным раствором в емкости, содержащем 20-25 г дийодида хрома на литр воды, и конвективная сушка абразивного инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 часов при температуре 40-50°С
Признаки, препятствующие поставленной задаче - большое время пропитки и недостаточно прочная фиксация дийодида хрома в поровом пространстве абразивного инструмента.
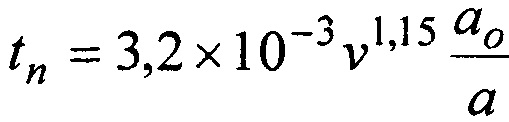
За прототип принят известный способ импрегнирования абразивного инструмента, включающий пропитку последнего водным раствором в емкости, содержащим 20-25 г дийодида хрома на литр воды, при ее периодическом встряхивании для фиксации дийодида хрома в поровом пространстве абразивного инструмента и конвективную сушку абразивного инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 часов при температуре 40-50°С, при этом пропитку абразивного инструмента осуществляют в кипящем водном растворе дийодида хрома, а время пропитки  , принимают равным
, принимают равным  , мин, где ν - объем абразивного инструмента в см3; а - пористость импрегнируемого абразивного инструмента; ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава (см. патент РФ №2618682, МПК B24D 3/34, 2017, Бюл. №13).
, мин, где ν - объем абразивного инструмента в см3; а - пористость импрегнируемого абразивного инструмента; ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава (см. патент РФ №2618682, МПК B24D 3/34, 2017, Бюл. №13).
Признаки совпадающие - пропитка абразивного инструмента в кипящем водном растворе, содержащем 20-25 г дийодида хрома на литр воды, в течение , мин, где ν - объем абразивного инструмента в см3; а - пористость импрегнируемого абразивного инструмента; ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава абразивного инструмента, при периодическом встряхивании емкости с раствором и импрегнируемым инструментом и конвективная сушка инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 часов при температуре 40-50°С.
Признаки, препятствующие поставленной задаче - небольшое время работы абразивного инструмента между последовательными переточками, высокая интенсивность изнашивания инструмента и низкое качество поверхностного слоя обрабатываемых поверхностей деталей.
Техническим результатом предполагаемого изобретения является увеличение времени работы абразивного инструмента между последовательными переточками, снижение интенсивности изнашивания инструмента и повышение качества поверхностного слоя обрабатываемых поверхностей деталей.
Технический результат достигается тем, что пропитку абразивного инструмента осуществляют в кипящем водном растворе, содержащем 20-25 г дийодида хрома на литр воды, в течение , мин, где ν - объем абразивного инструмента в см3; ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава, %; а - пористость импрегнируемого абразивного инструмента, %, при периодическом встряхивании емкости с раствором и импрегнируемым инструментом и конвективную сушку абразивного инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 часов при температуре 40-50°С, при этом периодическое встряхивание емкости с кипящим водным раствором дийодида хрома и импрегнируемым инструментом осуществляется с частотой ƒ и амплитудой А, принимаемыми равными

где dз - средний размер основной фракции абразивных зерен в инструменте, мкм, и проводится через одинаковые промежутки времени tпв, совпадающие с продолжительностью встряхивания tв и принимаемые равными tв=tпв=0,1tп.
Для достижения технического результата в предлагаемом способе импрегнирования абразивного инструмента, включающем пропитку последнего в кипящем водном растворе, содержащем 20-25 г дийодида хрома на литр воды, в течение  , мин, где ν - объем абразивного инструмента в см3; ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава, %; а - пористость импрегнируемого абразивного инструмента, %, периодическое встряхивание емкости с кипящим водным раствором дийодида хрома и импрегнируемым инструментом осуществляется с частотой ƒ и амплитудой А, принимаемыми равными
, мин, где ν - объем абразивного инструмента в см3; ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава, %; а - пористость импрегнируемого абразивного инструмента, %, периодическое встряхивание емкости с кипящим водным раствором дийодида хрома и импрегнируемым инструментом осуществляется с частотой ƒ и амплитудой А, принимаемыми равными
где dз - средний размер основной фракции абразивных зерен в инструменте, мкм, и проводится через одинаковые промежутки времени tпв, совпадающие с продолжительностью встряхивания tв и принимаемые равными tв=tпв=0,1tп.
Увеличение продолжительности времени работы шлифовального круга между правками Тпр, уменьшение удельной интенсивности изнашивания J и улучшение показателей качества обработанной поверхности образца по параметрам Ra, S при периодическом встряхивании емкости с кипящим водным раствором дийодида хрома и абразивного инструмента с частотой ƒ и амплитудой А через одинаковые промежутки времени tпв, совпадающие с продолжительностью встряхивания tв и принимаемые равными tв=tпв=0,1tп, достигается в результате усиления адгезионных свойств дийодида хрома в поровом пространстве, повышения сплошности и плотности слоя дийодида хрома на поверхностях абразивных зерен и связки в поровом пространстве, о чем свидетельствуют проведенные на микроскопе МИМ-8М и установке для определения сцепляемости нано-структурного слоя с основным материалом (см. Бутенко В.И. «Научные основы нанотрибологии», Таганрог, изд-во ТТИ ЮФУ, 2010, стр. 36-37) исследования образующегося в поровом пространстве слоя дийодида хрома.
Для определения частоты ƒ и амплитуды А периодического встряхивания емкости при импрегнировании абразивного инструмента в кипящем водном растворе дийодида хрома был использован метод планирования эксперимента типа 2к (см. Адлер Ю.П., Маркова Е.В., Грановский Ю.В. Планирование эксперимента при поиске оптимальных условий. - М.: Наука, 1971. - 283 с.). В качестве варьируемых переменных были приняты: объем абразивного инструмента ν, см3; средний размер основной фракции абразивных зерен в инструменте dз, мкм; соотношение  , где ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава, принимаемая в соответствии с ГОСТ Р 52781-2007 «Круги шлифовальные и заточные. Технические условия» и книги Островского В.И. «Теоретические основы процесса шлифования», М.: Машиностроение, 2010, 284 с.; а - пористость импрегнируемого абразивного инструмента. Количество дийодида хрома в одном литре воды было принято равным 22,5 г. Испытаниям подвергались шлифовальные круги из электрокорунда нормального 14А, зернистости F60, средней мягкой твердости К7, на керамической связке V (ГОСТ Р 52587-2006). Встряхивание осуществлялось с помощью специального встряхивающего устройства с кулачковым механизмом и отметчиком времени. Время импрегнирования шлифовальных кругов было принято равным 2,1 мин (см. патент РФ №2618682, МПК B24D 3/34, 2017, Бюл. №13). Оценка эффективности импрегнирования шлифовальных кругов проводилась по времени работы их между двумя последовательными правками Тпр. Шлифованию подвергались образцы из стали 35ХГСА диаметром 30 мм и длиной 320 мм; обработка осуществлялась на круглошлифовальном станке мод. 3М151 на следующих режимах: скорость резания Vк=35 м/с; скорость вращения детали Vд=0,314 м/с; продольная подача Sпр=0,02 м/с; подача врезания Sвр=0,01 мм/дв. ход; число двойных ходов круга m=3. В качестве смазочно-охлаждающей жидкости использовался 5%-ный водный раствор эмульсола Укринол - 1.
, где ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава, принимаемая в соответствии с ГОСТ Р 52781-2007 «Круги шлифовальные и заточные. Технические условия» и книги Островского В.И. «Теоретические основы процесса шлифования», М.: Машиностроение, 2010, 284 с.; а - пористость импрегнируемого абразивного инструмента. Количество дийодида хрома в одном литре воды было принято равным 22,5 г. Испытаниям подвергались шлифовальные круги из электрокорунда нормального 14А, зернистости F60, средней мягкой твердости К7, на керамической связке V (ГОСТ Р 52587-2006). Встряхивание осуществлялось с помощью специального встряхивающего устройства с кулачковым механизмом и отметчиком времени. Время импрегнирования шлифовальных кругов было принято равным 2,1 мин (см. патент РФ №2618682, МПК B24D 3/34, 2017, Бюл. №13). Оценка эффективности импрегнирования шлифовальных кругов проводилась по времени работы их между двумя последовательными правками Тпр. Шлифованию подвергались образцы из стали 35ХГСА диаметром 30 мм и длиной 320 мм; обработка осуществлялась на круглошлифовальном станке мод. 3М151 на следующих режимах: скорость резания Vк=35 м/с; скорость вращения детали Vд=0,314 м/с; продольная подача Sпр=0,02 м/с; подача врезания Sвр=0,01 мм/дв. ход; число двойных ходов круга m=3. В качестве смазочно-охлаждающей жидкости использовался 5%-ный водный раствор эмульсола Укринол - 1.
Математическая обработка полученных при проведении экспериментальных исследований уравнений регрессии позволила установить следующие зависимости между частотой ƒ и амплитудой А и объемом абразивного инструмента ν, см3; средним размером основной фракции абразивных зерен в инструменте dз, мкм и соотношением между нормативной пористостью абразивного инструмента из заданного абразива, связки и состава а0, принимаемой в соответствии с ГОСТ Р 52781-2007 «Круги шлифовальные и заточные. Технические условия» и книги Островского В.И. «Теоретические основы процесса шлифования», М.: Машиностроение, 2010, 284 с., и фактической пористостью импрегнируемого абразивного инструмента а  :
:
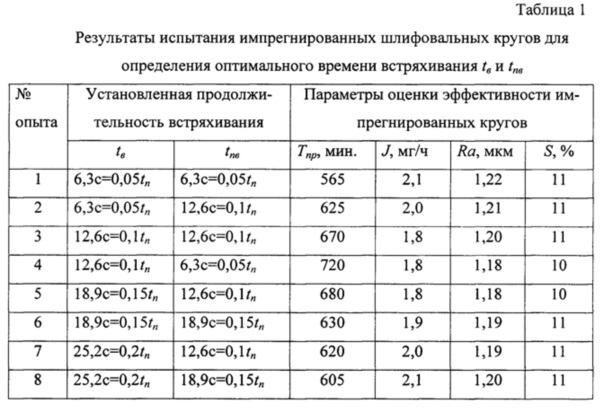
Для определения рациональной продолжительности периодического встряхивания емкости с кипящим водным раствором дийодида хрома и импрегнируемым инструментом tв и промежутков времени между ними tпв проведены испытания абразивных кругов ПП 320×40×127 14AF60К7V 35 м/с ГОСТ Р 52781-2007. Шлифованию подвергались образцы из стали 35ХГСА диаметром 30 мм и длиной 320 мм; обработка осуществлялась на круглошлифовальном станке мод. 3М151 на следующих режимах: скорость резания Vк=35 м/с; скорость вращения детали Vд=0,314 м/с; продольная подача Sпр=0,02 м/с; подача врезания Sвр=0,01 мм/дв. ход; число двойных ходов круга m=3. В качестве смазочно-охлаждающей жидкости использовался 5%-ный водный раствор эмульсола Укринол - 1. Для импрегнирования абразивных кругов использовался водный раствор, содержащий 22,5 г дийодида хрома на один литр воды. Время пропитки абразивных кругов в кипящем водном растворе дийодида хрома было принято равным tп=2,1 мин (см. патент РФ №2618682, МПК B24D 3/34, 2017, Бюл. №13). Согласно зависимостям  и
и  периодическое встряхивание емкости с кипящим водным растворов дийодида хрома и импрегнируемого инструмента со средним размером основной фракции абразивных зерен в инструменте dз=25 мкм (ГОСТ Р 52781-2007) проводилось с частотой ƒ=10 Гц и амплитудой А=2,5 мм. Конвективная сушка абразивного инструмента, прошедшего пропитку в кипящем водном растворе дийодида хрома, осуществлялась путем обдува его вентилятором, подающем нагретый до температуры 40-50°С воздух в течение 1,5-2 часов, при вращении абразивного инструмента с угловой скоростью 0,3-0,5 с-1. Оценка эффективности предлагаемого способа импрегнирования абразивных инструментов по продолжительности встряхивания tв и промежутку времени между ними tпв проводилась по времени работы их между двумя последовательными правками Тпр, интенсивности изнашивания кругов J и параметрам качества получаемого поверхностного слоя обработанных образцов: шероховатости Ra и относительной площади поверхности S, подвергнутой прижогам, %. Результаты испытаний, полученные как средние арифметические по пяти последовательно проведенных экспериментам при одних и тех условиях импрегнирования, приведены в таблице 1, из анализа которой видно, что наилучшие результаты по показателям эффективности импрегнируемых кругов Тпр, J, Ra и S достигаются при tв=tпв=0,1tп=12,6 с (опыт №4).
периодическое встряхивание емкости с кипящим водным растворов дийодида хрома и импрегнируемого инструмента со средним размером основной фракции абразивных зерен в инструменте dз=25 мкм (ГОСТ Р 52781-2007) проводилось с частотой ƒ=10 Гц и амплитудой А=2,5 мм. Конвективная сушка абразивного инструмента, прошедшего пропитку в кипящем водном растворе дийодида хрома, осуществлялась путем обдува его вентилятором, подающем нагретый до температуры 40-50°С воздух в течение 1,5-2 часов, при вращении абразивного инструмента с угловой скоростью 0,3-0,5 с-1. Оценка эффективности предлагаемого способа импрегнирования абразивных инструментов по продолжительности встряхивания tв и промежутку времени между ними tпв проводилась по времени работы их между двумя последовательными правками Тпр, интенсивности изнашивания кругов J и параметрам качества получаемого поверхностного слоя обработанных образцов: шероховатости Ra и относительной площади поверхности S, подвергнутой прижогам, %. Результаты испытаний, полученные как средние арифметические по пяти последовательно проведенных экспериментам при одних и тех условиях импрегнирования, приведены в таблице 1, из анализа которой видно, что наилучшие результаты по показателям эффективности импрегнируемых кругов Тпр, J, Ra и S достигаются при tв=tпв=0,1tп=12,6 с (опыт №4).
Реализация предлагаемого способа импрегнирования абразивного инструмента включает выполнение следующих операций:
- приготовление в специальной емкости (например, баке) водного раствора дийодида хрома, содержащего 20-25 г дийодида хрома на литр воды;
- нагрев водного раствора дийодида хрома до кипения;
- установка емкости с кипящим водным раствором дийодида хрома на встряхивающую установку;
- настройка встряхивающей установки на рассчитанную частоту ƒ, амплитуду
А, время периодического встряхивания tв и промежуток времени между ними tпв;
- окунание в кипящий водный раствор дийодида хрома абразивного инструмента с одновременным включением встряхивающего устройства;
- выдержка абразивного инструмента в кипящем водном растворе дийодида хрома в течение времени, определяемом по формуле 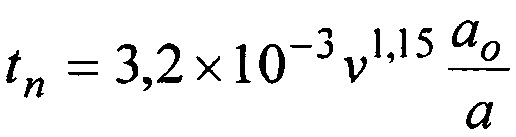 , мин, где ν - объем абразивного инструмента в см3; ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава; а - пористость импрегнируемого абразивного инструмента;
, мин, где ν - объем абразивного инструмента в см3; ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава; а - пористость импрегнируемого абразивного инструмента;
- вынимание абразивного инструмента из емкости с кипящим водным раствором дийодида хрома с одновременным выключением встряхивающего устройства;
- конвективная сушка абразивного инструмента путем обдува его вентилятором, подающем нагретый до температуры 40-50°С воздух в течение 1,5-2 часов при вращении инструмента угловой скоростью 0,3-0,5 с-1;
- визуальный контроль импрегнированного абразивного инструмента.
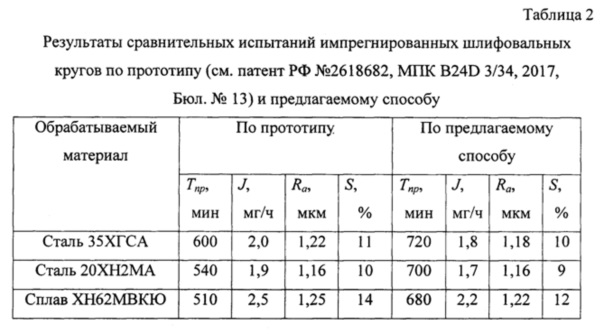
Проведены сравнительные испытания эффективности предлагаемого способа импрегнирования абразивного инструмента и известного способа импрегнирования по прототипу (см. патент РФ №2618682, МПК B24D 3/34, 2017, Бюл. №13). Испытаниям подвергались абразивные круги ПП 320×40×127 14AF60К7V 35 м/с ГОСТ Р 52781-2007. Шлифовались образцы из сталей 35ХГСА, 20ХН2МА и сплава ХН62МВКЮ диаметром 30 мм и длиной 320 мм. Шлифование осуществлялось на круглошлифовальном станке мод. 3М151 с использованием следующих режимов: скорость резания Vкр=35 м/с, скорость вращения шлифуемого образца Vд=0,5 м/с, продольная подача инструмента Sпр=0,02 м/с, подача врезания Sвр=0,01 мм/дв. ход, число двойных ходов круга m=3. В качестве смазочно-охлаждающей жидкости использовался 5-процентный водный раствор эмульсола Укринол-1.
Оценка эффективности предлагаемого способа импрегнирования абразивных инструментов по сравнению с прототипом (см. патент РФ №2618682, МПК B24D 3/34, 2017, Бюл. №13) осуществлялась по следующим показателям: продолжительности времени работы шлифовального круга между правками Тпр, интенсивности изнашивания круга J; шероховатости обработанной поверхности Ra; относительной площади прижогов S.
Результаты испытаний приведены в таблице 2, из анализа которой следует, что применение предлагаемого способа импрегнирования абразивного инструмента по сравнению с прототипом (патент РФ №2532660, МПК B24D 3/34, 2014, Бюл. №31) позволяет на 20-30% увеличить продолжительности времени работы шлифовального круга между правками, на 10-15% уменьшить интенсивность изнашивания круга и на 5-10% улучшить показатели качества поверхностного слоя обрабатываемых деталей по параметрам шероховатости Ra и относительной площади прижогов S за счет более прочной фиксации дийодида хрома в поровом пространстве абразивного инструмента.




Способ поверхностного пластического деформирования цилиндрических деталей
Способ импрегнирования абразивного инструмента
Масса для изготовления абразивного инструмента
Способ импрегнирования абразивных инструментов
Способ импрегнирования абразивных инструментов
Способ импрегнирования абразивных инструментов
Масса для изготовления абразивного инструмента
Масса для изготовления абразивного инструмента
Способ импрегнирования абразивных инструментов
Устройство индукционного нагрева при обработке поверхности детали резанием

