Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВОЙ РАМЫ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА
Вид РИД
Изобретение
Изобретение относится к железнодорожному транспорту и касается изготовления литой боковой рамы тележки грузового вагона.
Известен способ изготовления боковой рамы тележки грузового вагона, при котором изготавливают нижнюю и верхнюю полуформы для литья боковой рамы, содержащей нижний пояс замкнутого сечения с опорной площадкой для рессорного комплекта, выполненной с выступающими над боковой стенкой боковой рамы краями, расположенными в зонах нижних углов рессорного проема, верхний пояс замкнутого сечения с консолями, образующими буксовые проемы, вертикальные и наклонные пояса, соединяющие верхний и нижний пояса и образующие, соответственно, рессорный проем и технологические окна, в верхней и нижней полуформах устанавливают литниково-питающую систему, включающую прибыли прямого питания, осуществляют сборку полуформ и стержней с образованием литейной формы с литейной полостью, заливку металла в литейную полость и охлаждение, извлекают отливку боковой рамы из литейной формы и удаляют излишки металла с отливки боковой рамы, при этом в боковой раме выполняют края опорной площадки в виде протяженных ребер, расположенных на боковой стенке боковой рамы вдоль контура нижних углов рессорного проема, а прибыли устанавливают на боковой стенке боковой рамы в зонах нижних углов рессорного проема за пределами указанных ребер (см. US 2620839 С2, опубл. 27.06.2014). Данный известный способ изготовления боковой рамы принят за наиболее близкий аналог к изобретению.
Техническая проблема, решение которой обеспечивается при использовании изобретения, заключается в повышенной вероятности образования литейных дефектов в зонах нижних углов рессорного проема балки надрессорной и опорной площадке в целом. В наиболее близком аналоге повышение вероятности образования литейных дефектов обусловлено тем, что прибыли устанавливают со смещением от нижних углов рессорного проема, как минимум на толщину ребер, что ухудшает снабжение металлом тепловых узлов, и может привести к различным литейным дефектам. Указанная техническая проблема решается технологически путем обеспечения максимального приближения прибылей к питаемым тепловым узлам.
Техническим результатом, достигаемым при реализации предлагаемого изобретения, является повышение прочности боковой рамы, снижение массы боковой рамы.
Указанный технический результат достигается при осуществлении способа изготовления боковой рамы тележки грузового вагона, при котором изготавливают нижнюю и верхнюю полуформы для литья боковой рамы, содержащей нижний пояс замкнутого сечения с опорной площадкой для рессорного комплекта, выступающей над боковой стенкой боковой рамы и выполненной с краями, расположенными в зонах нижних углов рессорного проема, верхний пояс замкнутого сечения с консолями, образующими буксовые проемы, вертикальные и наклонные пояса, соединяющие верхний и нижний пояса и образующие, соответственно, рессорный проем и технологические окна, в верхней и нижней полуформах устанавливают литниково-питающую систему, включающую прибыли прямого питания, осуществляют сборку полуформ и стержней с образованием литейной формы с литейной полостью, заливают металл в литейную полость, охлаждают, извлекают отливку боковой рамы из литейной формы и удаляют излишки металла с отливки боковой рамы, который отличается тем, что края опорной площадки боковой рамы формируют в виде наклонных участков с сопряжением их с боковой стенкой боковой рамы в зонах нижних углов рессорного проема, для формирования прибылей при заливке металла в зонах нижних углов рессорного проема применяют оболочки, указанные оболочки выполняют с наклонными основаниями, имеющими сквозные отверстия для формирования перемычек-ножек у прибылей, и устанавливают оболочки наклонными основаниями на наклонных участках краев опорной площадки с обеспечением их плотного взаимного прилегания.
Предлагаемое формирование краев опорной площадки в виде наклонных участков создает условия для установки над этими участками прибылей в оболочках, выполненных с ответной наклонной нижней поверхностью, для максимального приближения прибылей к тепловым узлам как в продольном, так и в поперечном направлениях боковой рамы, что повышает прочность изготовленной боковой рамы. Применение для формирования прибылей оболочек с наклонными основаниями, имеющими сквозные отверстия для формирования перемычек-ножек у прибылей, позволяет сформировать прибыли уменьшенного объема и разместить эти прибыли на наклонных участках, которые имеют ограниченную площадь, что совокупно сокращает количество металла в зонах тепловых узлов, снижает массу боковой рамы.
В предпочтительном варианте реализации поверхности наклонных участков краев опорной площадки для рессорного комплекта, на которые устанавливают формирующие прибыли оболочки, выполняют с площадью, соизмеримой с площадью оболочек, формирующих прибыли.
В предпочтительном варианте реализации наклонные участки краев опорной площадки и наклонные основания оболочек прибылей выполняют с прямолинейными наклонными поверхностями.
В частных вариантах реализации применяют экзотермические или теплоизолирующие оболочки.
Выполнение наклонных участков краев опорной площадки с площадью поверхности под установку оболочек прибылей, соизмеримой с площадью этих оболочек, исключает неоправданное увеличение размера указанных наклонных участков, способствует снижению массы боковой рамы. Выполнение наклонных участков краев опорной площадки и наклонных оснований оболочек прибылей с прямолинейными наклонными поверхностями является наиболее технологичным и облегчает обеспечение плотного взаимного прилегания указанных поверхностей. Применение теплоизолирующих или экзотермических оболочек обеспечивает высокую температуру металла в прибыли, значительно увеличивает время работы прибыли, тем самым компенсируя пониженный запас металла в прибыли уменьшенного объема.
Указанный комплекс технологических и конструктивных приемов позволяет максимально эффективно снабжать металлом тепловые узлы в нижних углах рессорного проема, улучшая условия адресного питания этих тепловых узлов, повышая прочность боковой рамы с обеспечением сплошности отливки, предотвращением появления возможных литейных дефектов и наличия ослабленных зон.
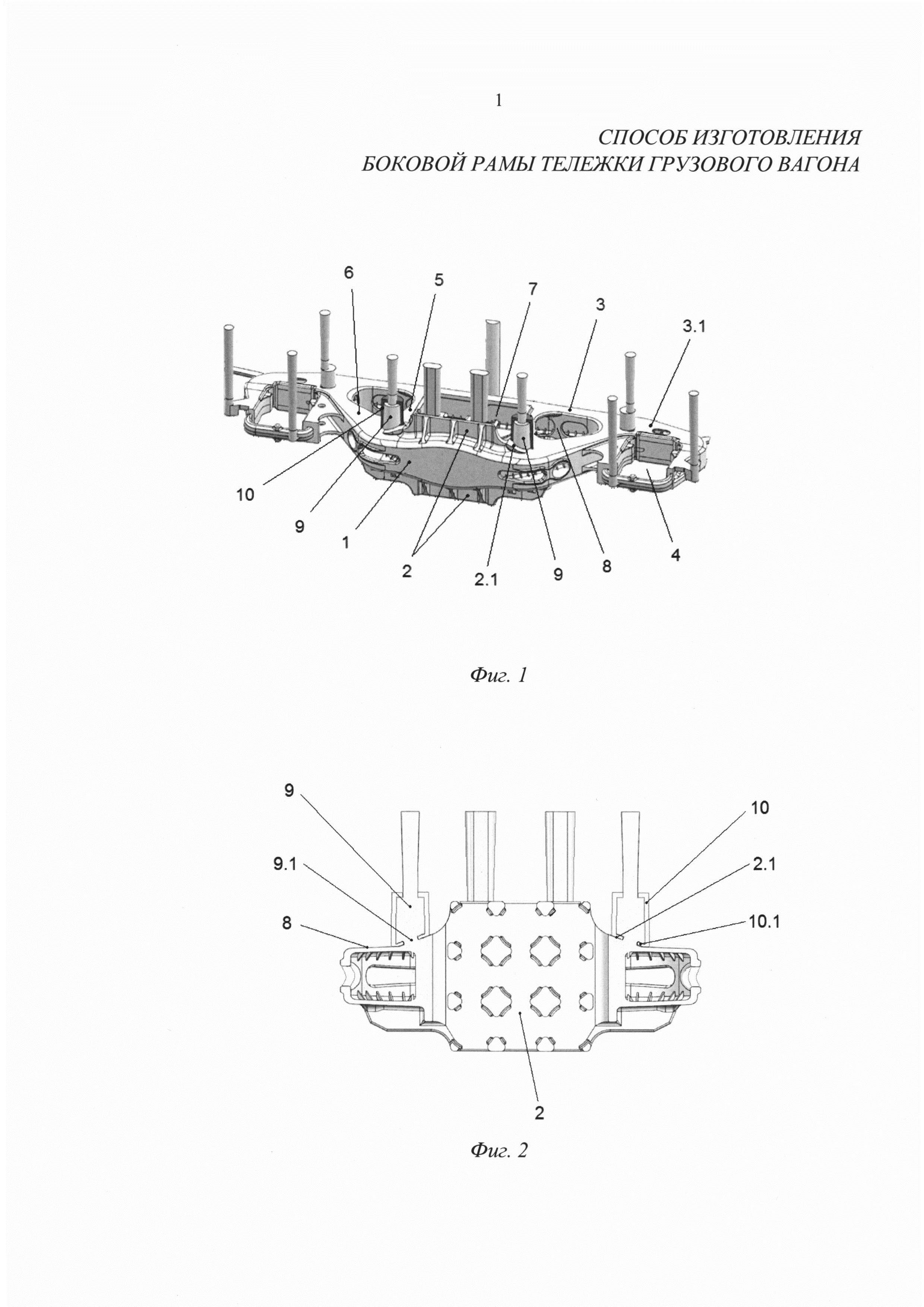
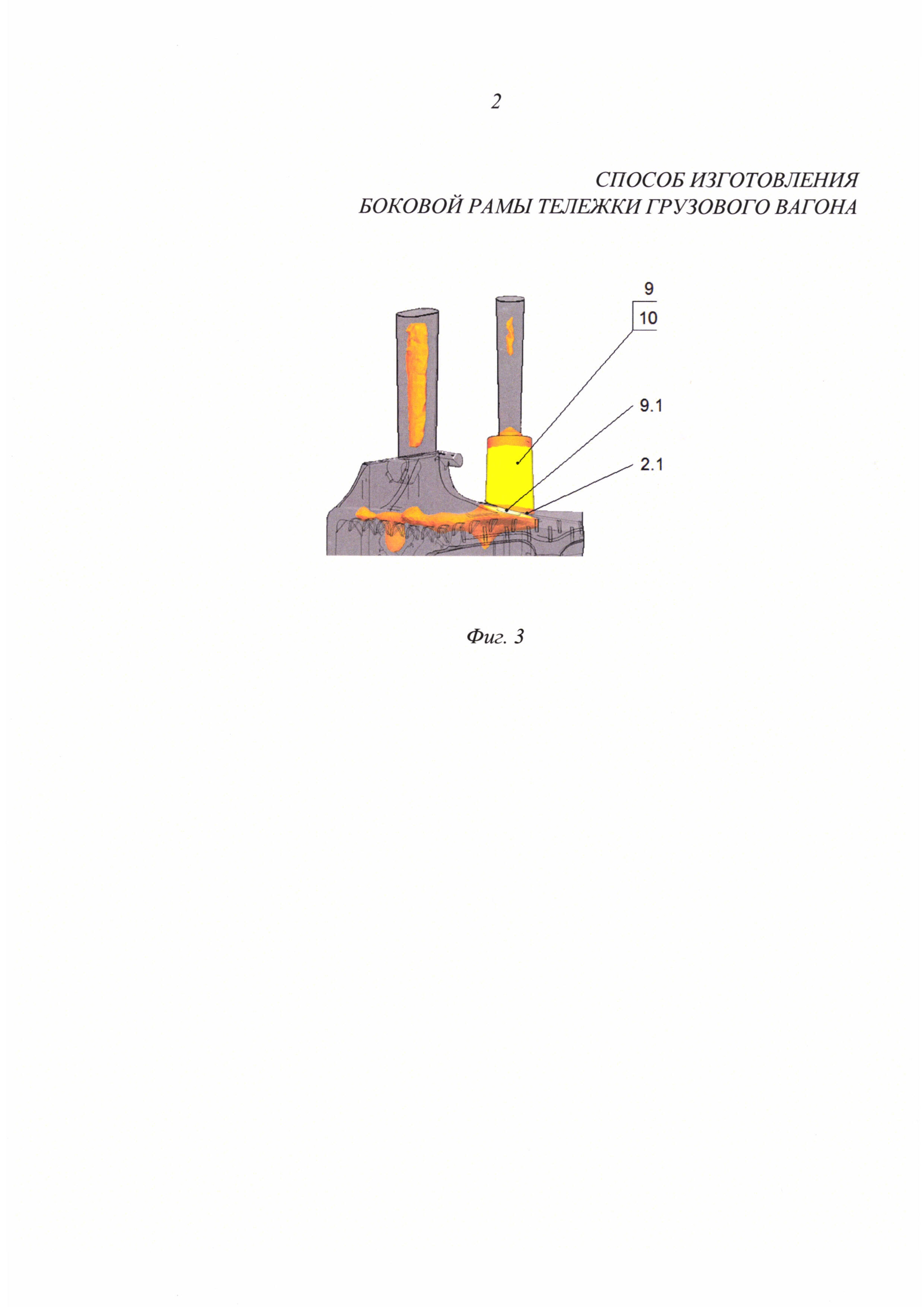
Изобретение иллюстрируется графическими материалами, где на фиг. 1 представлена боковая рама с прибылями в составе литниково-питающей системы, заключенными в оболочки, аксонометрическая проекция; на фиг. 2 - опорная площадка боковой рамы на фиг. 1, вид сверху; на фиг. 3 - фрагмент боковой рамы на фиг. 1, 2 на этапе затвердевания металла, аксонометрическая проекция, показано питание тепловых узлов.
Боковая рама тележки грузового вагона (фиг. 1) представляет собой полую отливку и содержит нижний пояс 1 с опорной площадкой 2 для рессорного комплекта, верхний пояс 3 с консолями 3.1, которые образуют буксовые проемы 4 для буксовых узлов колесных пар тележек, два вертикальных пояса 5 и два наклонных пояса 6, которые соединяют между собой нижний пояс 1 и верхний пояс 3 с образованием рессорного проема 7 в центре боковой рамы и двух технологических окон 8 треугольной формы по сторонам от рессорного проема 7.
Опорная площадка 2 для рессорного комплекта (фиг. 1, 2) выполнена выступающей над боковой стенкой 8 боковой рамы. Края 2.1 опорной площадки 2 выполнены в виде наклонных участков, которые сопрягаются с боковой стенкой 8 в зонах нижних углов рессорного проема 7. Указанные наклонные участки 2.1 выполнены, преимущественно, с прямолинейными наклонными поверхностями.
Для осуществления способа изготовления боковой рамы тележки грузового вагона при изготовлении нижней и верхней полуформ литейной формы применяют известную технологию литья, например, в песчаные формы, в частности, полученные методом вакуумно-пленочной формовки. В литейной модели боковой рамы предусматривают предлагаемую конструктивную особенность, а именно, изготавливают опорную площадку 2 с краями 2.1 в виде наклонных участков. Длину каждого из наклонных участков 2.1 задают исходя из условия сопряжения этих участков с боковой стенкой боковой рамы в зонах нижних углов рессорного проема 7; площадь поверхности каждого из наклонных участков 2.1, на которую устанавливают оболочки 10, формирующие прибыли 9, рассчитывают из условия соответствия площади оболочки 10.
В полуформах устраивают литниково-питающую систему, включающую стояк, литниковые ходы (позициями не показаны) и прибыли 9. На наклонных участках 2.1 опорной площадки 2 устанавливают экзотермические или теплоизолирующие оболочки 10. Оболочки 10 выполняют с наклонными основаниями 10.1, причем угол наклона оснований 10.1 соответствует углу наклона наклонных участков 2.1. При этом основания 10.1 оболочек 10 имеют в центре сквозные отверстия, задающие формирование перемычек-ножек 9.1 для сообщения прибылей 9 с наклонными участками 2.1.
В полуформы вводят стержни, формирующие, преимущественно, внутренний контур боковой рамы. Собирают готовые верхнюю и нижнюю полуформы, скрепляя их между собой с образованием литейной полости литейной формы, которая формирует внешний контур боковой рамы.
В литейную полость через стояк заливают металл. Работа прибыли 9 в оболочке 10 на наклонном участке 2.1 иллюстрируется на фиг. 3, где наблюдается неразрывная перемычка-ножка 9.1 между прибылью 9 и зоной внутри опорной площадки, что свидетельствует о питании теплового узла для компенсации усадки и предотвращения в нем усадочного дефекта. После заполнения металлом литейной полости литейной формы и объемов внутри оболочек 10 и в результате последующего затвердевания в процессе охлаждения образуется отливка боковой рамы.
Отливку боковой рамы извлекают из литейной формы и удаляют с нее излишки металла. Установка прибылей 9 на наклонных участках 2.1 с использованием перемычек-ножек 9.1 позволяет осуществлять удаление прибылей 9 ударным способом, например, пневмомолотком.
Универсальная система перевозки съемных грузовых модулей (варианты)
Способ упрочнения пятника единицы железнодорожного подвижного состава и устройство для его осуществления
Боковая рама тележки грузового вагона
Система для разгрузки сыпучих материалов из грузовых ёмкостей
Литой корпус сцепки железнодорожного подвижного состава
Тормоз электропневматический грузового вагона (варианты)
Способ получения отливки в вакуумно-пленочной форме
Способ внепечной обработки стали
Универсальная система перевозки съемных грузовых модулей (варианты)
Строительный блок
Способ упрочнения пятника единицы железнодорожного подвижного состава и устройство для его осуществления
Узел соединения кузова грузового вагона с тележкой
Боковая рама тележки грузового вагона
Литой корпус сцепки железнодорожного подвижного состава
Способ изготовления строительного блока

