Результат интеллектуальной деятельности: Способ получения трехмерных изделий сложной формы из высоковязких полимеров и устройство для его осуществления (варианты)
Вид РИД
Изобретение
Изобретение относится к области аддитивных технологий для получения трехмерных изделий сложной формы, например, для создания трехмерного принтера, и предназначено для быстрого прототипирования или получения малых серий изделий, в общем, и транспортном машиностроении, авиационной технике или индивидуализированных медицинских изделий.
Аддитивные технологии, применяющие создание трехмерных изделий путем послойного нанесения материала, используют различные физические принципы для формирования объемов наносимого материала на поверхности основы трехмерного изделия или на поверхности нижележащего слоя. Конструкцию трехмерного изделия сложной формы создают с помощью систем автоматизированного проектирования. Трехмерную пространственную модель изделия преобразуют в набор двумерных слоев различной формы, каждый из которых может быть последовательно нанесен на основу или предыдущий слой. Нанесение двухмерного слоя осуществляется путем формирования и соединения малых объемов материала друг с другом в плоскости, а формирование трехмерного изделия -путем соединения двумерных слоев между собой, причем формирование двумерного слоя и соединение слоев может осуществляться в одной или раздельных операциях.
Известны установка и метод для производства трехмерного объекта WO 2004/056512, опублик.08.07.2004, в которых формирование и соединение малых объемов материала осуществляется путем локализованного лазерного спекания порошка путем локализованного теплового расплавления материала с маскировкой нерасплавляемых зон. Недостатком этого изобретения является высокая пористость и низкая прочность готовых изделий и невозможность использовать его для высоковязких полимеров (с ПТР при 190°С и нагрузке 21,19 Н менее 1 г/10 мин) с низкой химической активностью.
Известны системы и метод для модульного изготовления US 7939003 В2, опублик. 20.07.2006, в которых формирование слоев материала осуществляется путем локализованной экструзии жидкого материала и последующего отверждения в результате свободного охлаждения. Недостатком этого изобретения является невозможность использовать его для высоковязких полимеров (с ПТР при 190°С и нагрузке 21,19 Н менее 1 г/10 мин) с низкой химической активностью.
Известны метод послойного производства и аппарат использующий полноплощадную полимеризацию US 2002/0149137, опублик. 17.10.2002, в которых формирование слоев материала осуществляется путем локализованной экструзии жидкого материала и последующего отверждения с помощью видимого света или ультрафиолетового излучения. Недостатком этого изобретения является применимость его для ограниченного числа фотоотверждаемых полимеров и невозможность применения для высоковязких полимеров (с ПТР при 190°С и нагрузке 21,19 Н менее 1 г/10 мин) с низкой химической активностью.
Прототипом является трехмерный принтер RU 2552994 С2, опублик. 10.06.2015, реализующий способ последовательного наплавления нити -расходуемого полимерного филамента.
Недостатком прототипа является невозможность получать трехмерные изделия сложной формы из высоковязких высокомолекулярных полимеров с низкой химической активностью, а также невозможность получать трехмерные изделия сложной формы из композитного филамента, в котором материалы сердцевины и оболочки нити-филамента имеют существенно различные коэффициенты термического расширения и текучесть. Недостатком данного способа для получения трехмерных изделий сложной формы также является необходимость перевода используемых веществ в жидкое состояние с низкой вязкостью для облегчения нанесения слоев либо облегчения соединения слоев между собой. В прототипе расплавление и растекание приводит к снижению точности изготовления, кроме того, растекание достижимо для ограниченного числа веществ с низкой вязкостью расплавов, в отличие от предлагаемого изобретения, где соединение слоев при сварке трением происходит механохимическим способом. В отличие от предлагаемого изобретения, формирование изделий из композитных материалов в прототипе также становится невозможным, из-за разной температуры плавления, коэффициента термического расширения и вязкости расплава матрицы и армирующего наполнителя вследствие чего происходит расслоение или разрушение нити-филамента.
Технический результат группы изобретений заключается в расширении функциональных возможностей способа за счет использования для высоковязких полимеров, повышении точности изготовления формы и геометрических характеристик изделия, а также упрощении способа и уменьшения количества отходов при реализации данного способа на предложенном устройстве.
Технический результат первого объекта изобретения достигается следующим образом.
Способ получения трехмерных изделий сложной формы из высоковязких полимеров с показателем текучести расплава при 190°С и нагрузке 21,19 Н менее 1 г/10 мин включает последовательное послойное нанесение материала полимерного филамента на полимерную основу путем многократно повторяющихся актов сварки трением полимерного филамента в заданных точках пространства с материалом полимерной основы и ранее нанесенными слоями полимера и последующих актов отделения необходимого концевого объема полимерного филамента от тела полимерного филамента.
Технический результат второго объекта изобретения достигается следующим образом.
Устройство для получения трехмерных изделий сложной формы из высоковязких полимеров, состоящее из горизонтально расположенной неподвижной станины, расположенной над станиной печатающей головки, перемещающейся относительно станины с помощью подвижного механизма для позиционирования в горизонтальной плоскости печатной головки, и снабженной механизмом для подачи полимерного филамента в печатающую головку и механизмом для осевого вращения полимерного филамента, механизма для вертикального перемещения печатающей головки относительно станины, установленного на подвижном механизме для позиционирования, механизма вертикального прижима полимерного филамента к полимерной основе трехмерного изделия сложной формы и устройства для отделения концевого объема полимерного филамента.
Технический результат третьего объекта изобретения достигается следующим образом.
Устройство для получения трехмерных изделий сложной формы из высоковязких полимеров, состоящее из неподвижной станины и жестко скрепленной со станиной печатающей головки, подвижного, перемещающегося относительно станины столика-держателя полимерной основы трехмерного изделия сложной формы, механизма для подачи полимерного филамента в печатающую головку, механизма для вертикального перемещения печатающей головки, механизма для осевого вращения полимерного филамента, механизма вертикального прижима печатающей головки и устройства для отделения концевого объема полимерного филамента.
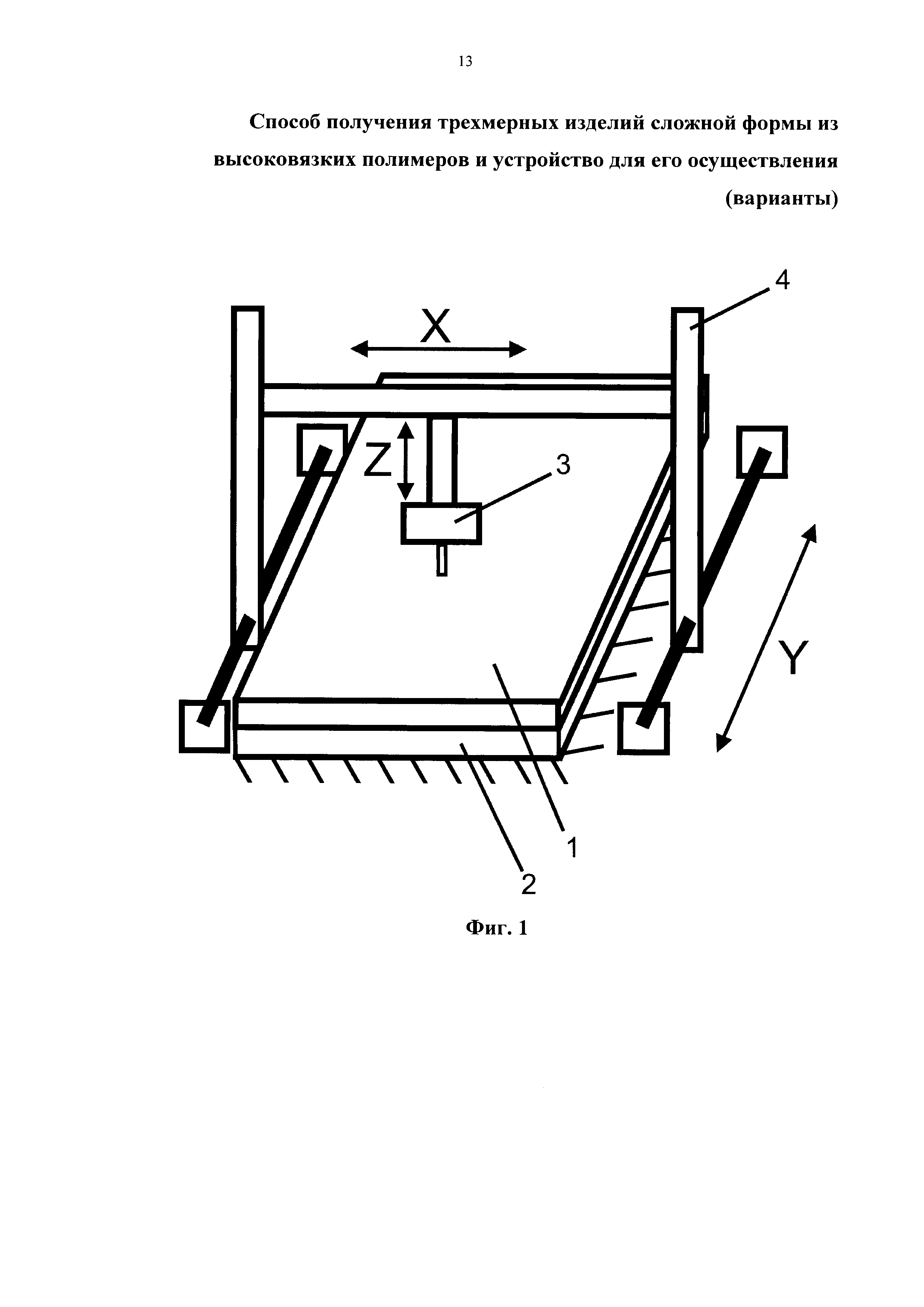
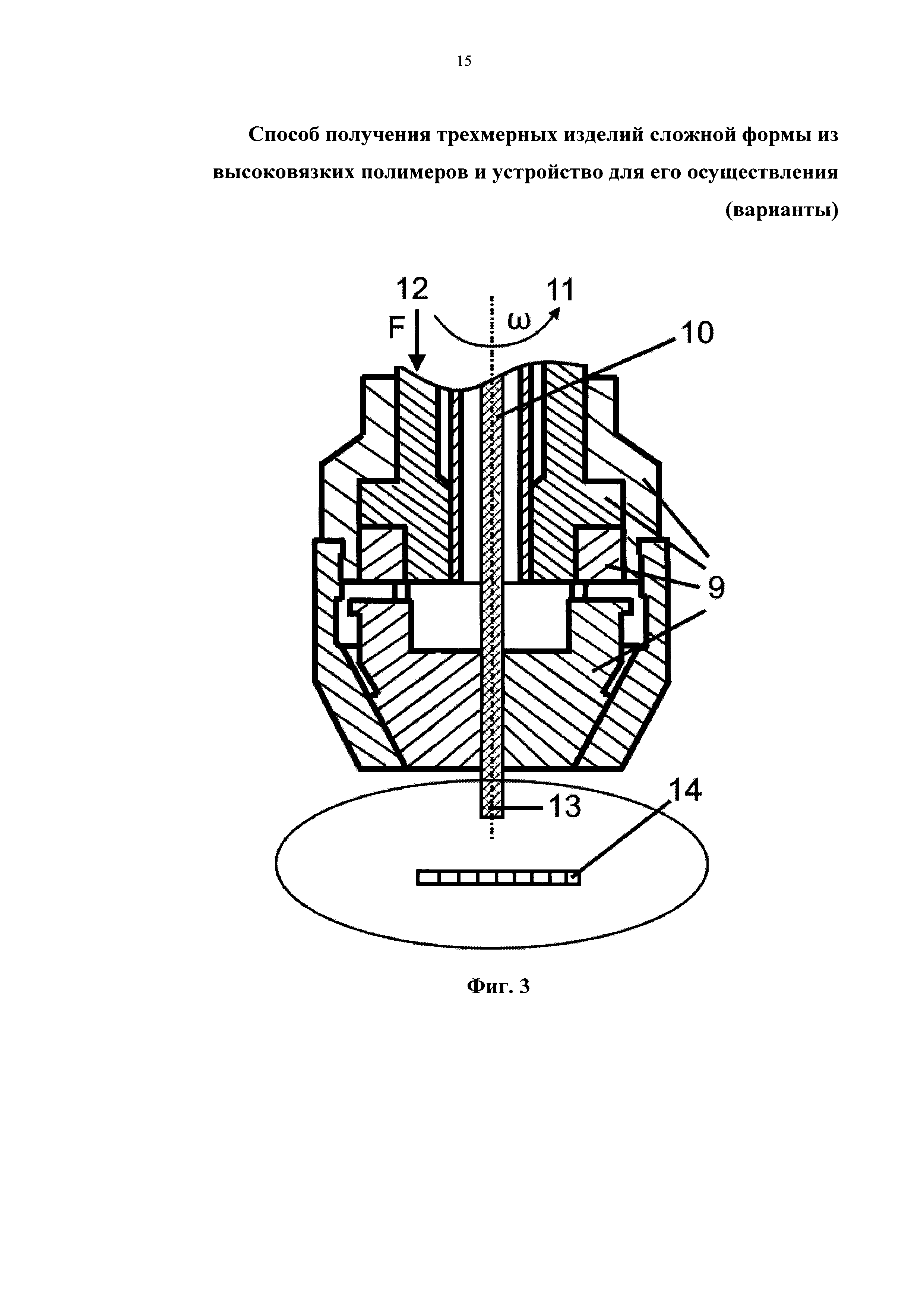
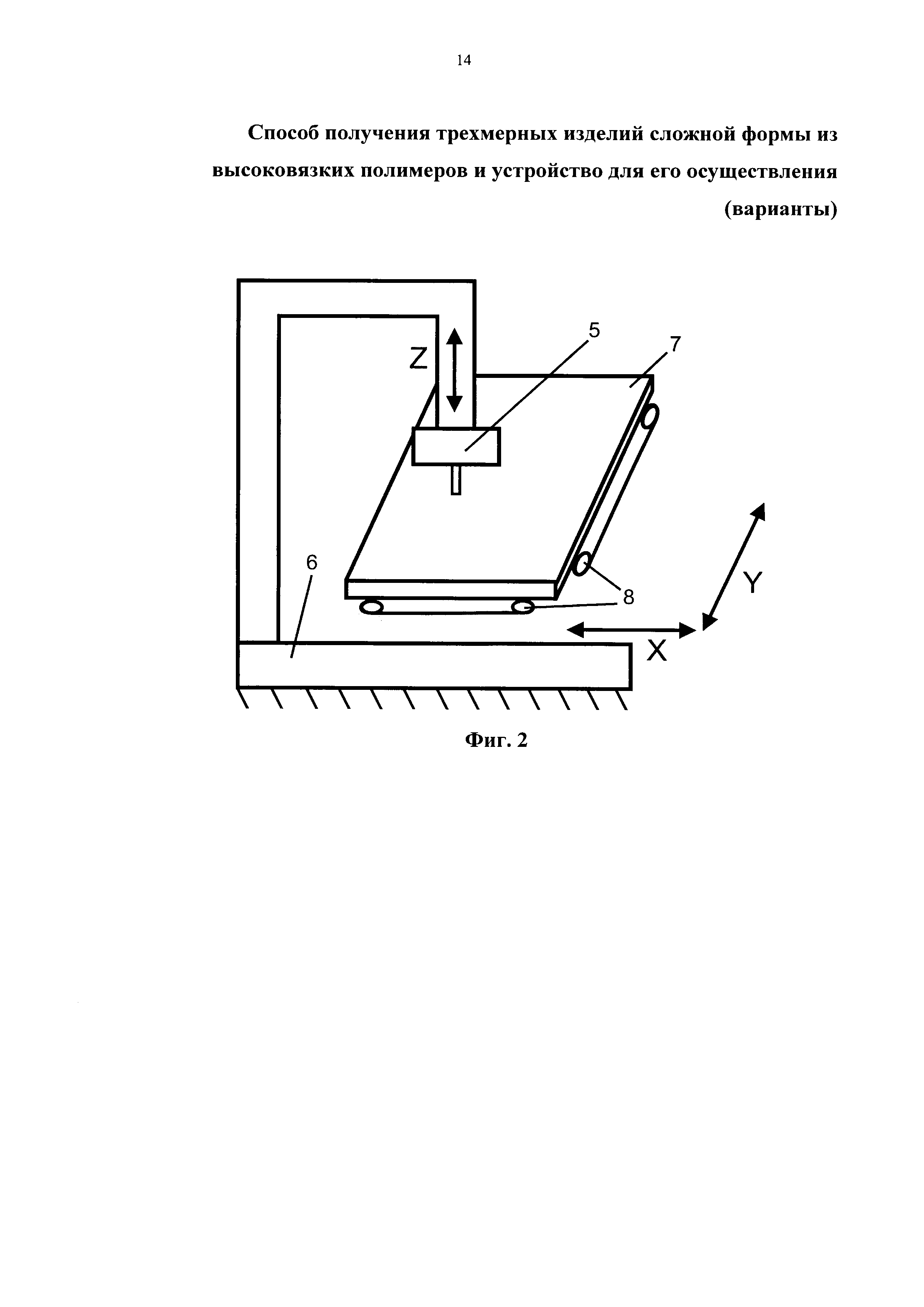
Изобретение поясняется фигурамичертежами: Фиг. 1 - устройство для 3D-печати на основе координатно-сверлильного станка; Фиг. 2 - устройство для 3D-печати на основе сверлильно-фрезерного станка; Фиг. 3 - конструкция печатающей головки.
Ранее изделия трехмерные сложной формы из высоковязких полимеров не могли быть получены в принципе, либо не могли быть получены ряд сложных форм, либо не могли быть получены с достаточной точностью, либо требовали дополнительной механической обработки с образованием отходов массой в 1,5-10 раз (в зависимости от формы) больше массы готового изделия. Энергозатраты на получение 1 кг готового изделия сложной формы данным способом в зависимости от формы не превышают 150 кДж, тогда как по способу горячего формования энергозатраты на 1 кг заготовки, требующей дальней переработки, не менее 500 кДж.
Устройство, реализующее способ получения трехмерных изделий сложной формы из высоковязких полимеров, может быть реализовано на базе сверлильно-присадочного, координатно-сверлильного, координатно-расточного и др. станков (поясняется Фиг. 1 и 2) с применением особой печатающей головки. Трехмерный принтер, реализующий данный способ, имеет печатающую головку, которая позиционируется в плоскости, параллельной плоскости наносимого слоя. Позиционирование печатающей головки осуществляется путем ее перемещения относительно основы трехмерного изделия. Основой трехмерного изделия для нанесения первого слоя высоковязкого полимера являются пластины, листы, цилиндры или изделия сложной формы. Основа трехмерного изделия (1) жестко фиксируется на станине (2) трехмерного принтера, и печатающая головка (3) перемещается относительно основы трехмерного изделия (1) и станины трехмерного принтера (2) с помощью подвижного позиционирующего механизма (4). Печатающая головка (5) может жестко фиксироваться относительно станины (6) трехмерного принтера для нанесения слоев полимера на подвижный столик-держатель основы (7) трехмерного изделия, который позиционируется механизмом позиционирования (8).
Печатающая головка также позиционируется по вертикали для нанесения следующего слоя. Конструкция печатающей головки (3 или 5) соответствует сверлильному узлу (9) и поясняется чертежом Фиг. 3. Конструкция печатающей головки обеспечивает выполнение двух функций: а) сварки трением расходуемого полимерного филамента (10) за счет высокоскоростного вращения (11) в сочетании с осевым давлением (12) б) отделение концевого объема (13) расходуемого полимерного филамента от остального, удерживаемого в печатающей головке, расходуемого полимерного филамента. Наносимый слой (14) состоит из последовательно приваренных трением и впоследствии отделенных концевых объемов (13) расходуемого полимерного филамента.
Отделение концевого объема расходуемого полимерного филамента осуществляется механически с помощью ножей, фрез или иного режущего инструмента, входящих в состав конструкции печатающей головки. Отделение концевого объема расходуемого полимерного филамента осуществляется механически путем отрыва, перекручивания или перегиба расходуемого полимерного филамента в режиме малоцикловой усталости. Отделение концевого объема расходуемого полимерного филамента осуществляется механически с помощью устройств гидроабразивной или ультразвуковой резки, входящих в состав конструкции печатающей головки. Отделение концевого объема расходуемого полимерного филамента осуществляется путем локализованного нагрева и последующего отрыва расходуемого материала. Отделение концевого объема расходуемого полимерного филамента осуществляется электромагнитным способом с помощью устройств плазменной, лазерной или ионной резки, входящих в состав конструкции печатающей головки.
Расходуемый полимерный филамент представляет собой однородные либо композитные волокно, ленту, пруток или трубу сечением от 10×10 мкм × мкм до 100×100 мм × мм. Длительность единичного акта сварки, скорость вращения расходуемого полимерного филамента и величина прижимающего осевого усилия задаются в зависимости от сечения расходуемого полимерного филамента и природы полимера. Высота отделяемого концевого объема расходуемого полимерного филамента задается в зависимости от требуемой точности изготовления трехмерного изделия. Точность и разрешающая способность трехмерного принтера в плоскости наносимого слоя задаются в зависимости от сечения расходуемого полимерного филамента.
Способ и устройство для получения трехмерных изделий сложной формы из высоковязких полимеров может быть использовано для быстрого прототипирования или получения малых серий изделий в общем и транспортном машиностроении, авиационной технике или для производства индивидуализированных медицинских изделий.
Полимерный расходуемый филамент представляет собой пруток или трубу определенной длины и диаметра. Печатающая головка, жестко удерживающая полимерный расходуемый филамент обеспечивает его вращение, а прижимающее усилие обеспечивается контролируемым перемещением шпинделя. Длительность единичного акта сварки, скорость вращения расходуемого полимерного филамента и величина прижимающего осевого усилия задаются в зависимости от сечения расходуемого полимерного филамента и природы полимера для достижения необходимой прочности сварного соединения. При этом контроль за данными параметрами, а также перемещение печатающей головки в плоскости наносимого слоя и перпендикулярно наносимому слою, осуществляется с помощью средств числового программного управления. Отделение концевого объема осуществляется совмещенным с печатающей головкой или независимым узлом резки (поясняется рис. 3).
Смена расходуемого полимерного филамента может осуществляться поворотом револьверной печатающей головки. При этом может изменено сечение или природа полимерного филамента.
Пример 1.
В качестве высоковязкого полимера используется сверхвысокомолекулярный полиэтилен СВМПЭ марки GUR® 4120 TICONA. Расходуемый филамент представляет собой пруток ∅12×100 мм, основа - пластина из того же материала с габаритными размерами 100×60×15 мм. Трехмерное изделие, представляющее собой пирамиду высотой 40 мм с квадратным основанием 50×50 мм с внутренней полостью в виде пирамиды высотой 20 и квадратным сечением 25×25 мм, выполнено с помощью программируемого сверлильного станка. Режим сварки с неподвижной основой: 2500 мин-1, прижимающее усилие на шпинделе 500 Н, длительность акта сварки 10 сек - остановка с помощью выключения двигателя. Выдержка после остановки двигателя с сохранением прижимающего усилия - 10 сек. Охлаждение на воздухе в режиме свободной конвекции. Отделение концевого объема высотой 3 мм - перекручивание на кольцевом концентраторе, нанесенном на расходуемом филаменте механическим способом.
Пример 2.
В качестве расходуемого полимерного филамента высоковязкого полимера используется композитный пруток, представляющий сбой стержень ∅ 8 мм из полилактида и оболочку толщиной 2 мм из сверхвысокомолекулярного полиэтилена СВМПЭ марки GUR® 4120 TICONA. Расходуемый филамент представляет собой пруток 012×100 ммхмм, основа - пластина из из сверхвысокомолекулярного полиэтилена СВМПЭ марки GUR® 4120 TICONA с габаритными размерами 100×60×15 мм. Трехмерное изделие, представляющее собой пирамиду высотой 40 мм с квадратным основанием 50×50 мм с внутренней полостью в виде пирамиды высотой 20 и квадратным сечением 25×25 мм, выполнено с помощью программируемого сверлильного станка. Режим сварки с неподвижной основой: 2500 мин-1, прижимающее усилие на шпинделе 500 Н, длительность акта сварки 10 сек - остановка с помощью выключения двигателя. Выдержка после остановки двигателя с сохранением прижимающего усилия - 10 сек. Охлаждение на воздухе в режиме свободной конвекции. Отделение концевого объема высотой 3 мм - перекручивание на кольцевом концентраторе, нанесенном на расходуемом филаменте механическим способом.
Пример 3.
В качестве высоковязкого полимера используется сверхвысокомолекулярный: полиэтилен СВМПЭ марки GUR® 4120 TICONA. Расходуемый филамент представляет собой пруток ∅12×100 мм, основа - пластина из того же материала с габаритными размерами 500x500x15 мм. Трехмерное изделие, представляющее собой фрагмент двутавровой балки высотой 100 мм, имеющий в поперечном сечении двутавр высотой 100 мм с шириной полки 50 мм, выполнено с помощью сверлильно-присадочного центра с ЧПУ. Режим сварки с неподвижной основой: 3000 мин-1, прижимающее усилие на шпинделе 1000 Н, длительность акта сварки 5 сек - остановка с помощью отключения привода. Выдержка после отключения привода с сохранением прижимающего усилия - 10 сек. Охлаждение на воздухе в режиме свободной конвекции. Отделение концевого объема высотой 5 мм - с помощью ножа в независимом узле резки.
Пример 4.
В качестве высоковязкого полимера используется сверхвысокомолекулярный полиэтилен СВМПЭ марки GUR® 4120 TICONA. Расходуемый филамент представляет собой пруток ∅8×200 мм, основа - пластина из того же материала с габаритными размерами 500×500×15 мм. Трехмерное изделие, представляющее собой фрагмент сотовой структуры составленной из шестиугольников со стороной 50 мм, выполнено с помощью станка для пробивки и сверления отверстий сверлильно-присадочного центра с ЧПУ. Режим сварки с подвижной основой: 3000 мин-1, прижимающее усилие на шпинделе 2000 Н, длительность акта сварки 10 сек - остановка с помощью отключения привода. Выдержка после отключения привода с сохранением прижимающего усилия - 10 сек. Охлаждение на воздухе в режиме свободной конвекции. Отделение концевого объема высотой 3 мм - с помощью ножа в независимом узле резки.
Пример 5.
В качестве расходуемого полимерного филамента высоковязкого полимера используется лента из сверхвысокомолекулярного полиэтилена СВМПЭ марки GUR® 4120 TICONA сечением 0,5×10 мм, свернутая в трубку. Лента подается в коаксиальный металлический держатель, закрепленный в печатающей головке, которая размещается в сверлильном узле трехкоординатного сверлильного станка. Режим сварки с неподвижной основой: 10000 мин-1, прижимающее усилие на шпинделе 100 Н, длительность акта сварки 10 сек - остановка с помощью отключения привода. Выдержка после отключения привода с сохранением прижимающего усилия - 10 сек. Охлаждение на воздухе в режиме свободной конвекции. Отделение концевого объема высотой 0,5 мм - с помощью ножа в независимом узле резки.
Привалковая арматура прокатного стана
Литейная аустенитная высокопрочная коррозионно-стойкая в неорганических и органических средах криогенная сталь и способ ее получения
Способ очистки алюминийсодержащих хлоридных растворов
Способ обработки интерметаллических сплавов на основе гамма-алюминида титана
Угледобывающий комбайн
Буровое долото, армированное алмазными режущими элементами
Порошок на основе железа для плазменной наплавки деталей сельскохозяйственных машин в среде сжатого воздуха
Способ измельчения смеси карбоната стронция и оксида железа в производстве гексаферритов стронция
Устройство для получения порошкообразного оксида алюминия высокой чистоты
Способ получения сверхпластичного плакированного материала на основе алюминия
Гибридная металлополимерная конструкция медицинского назначения
Способ получения трехмерных изделий сложной формы со структурой нативной трабекулярной кости на основе высоковязкого полимера
Способ напыления защитных покрытий для интерметаллического сплава на основе гамма-алюминида титана
Полимерный вкладыш ацетабулярного компонента эндопротеза с биоактивным пористым слоем для остеосинтеза
Способ определения теплопроводности алмазных материалов
Ручное автономное устройство двухкомпонентной биопечати для лечения раневых поверхностей и способ нанесения покрытия на раневую поверхность ручным автономным устройством
Способ получения дискретно-армированного композитного материала
Композитный материал для изготовления биполярных и монополярных пластин электрохимических ячеек и способ их изготовления

