Результат интеллектуальной деятельности: СПОСОБ РАЗВОДОРОЖИВАНИЯ СВАРНЫХ ШВОВ ТОЛСТОСТЕННЫХ ТРУБ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ
Вид РИД
Изобретение
Изобретение относится к удалению водорода из материалов радиационными методами и может быть использовано для разводороживания сварных швов магистральных газопроводов.
Известен способ разводороживания стенок магистральных газопроводов [RU 2402755 С2, МПК G01N 23/00 (2006.01), опубл. 27.10.2010], для реализации которого перемещают облучающее устройство по всей длине трубопровода под действием транспортируемого газа, непрерывно облучают ионизирующим излучением стенки трубопровода при мощности дозы излучения более 0,015-0,018 Р/с, создают излучением ударную волну, возбуждают ударной волной водородную атмосферу в стенках трубы, стимулируют выход водорода из стенок трубы во внешнюю атмосферу.
Недостатком способа является использование экологически опасного источника ионизирующего излучения, который невозможно выключить, что выдвигает дополнительные требования к его хранению и эксплуатации.
Известен способ разводороживания сварных швов магистральных газопроводов [RU 2580582 С2, МПК (2006.01) В23K 37/00, В23K 31/02, В23K 28/00, опубл. 10.04.2016], выбранный в качестве прототипа, включающий обработку сварных швов трубопровода ионизирующим излучением для выхода водорода из шва трубы. В процессе выполнения сварного шва непрерывно измеряют его температуру и при достижении в одной из точек шва температуры 200-240°С над ней устанавливают выпускное устройство ускорителя электронов и облучают сварной шов электронами, одновременно контролируют температуру шва, а при снижении температуры шва до 60-80°С перемещают ускоритель электронов вдоль сварного шва к другим его точкам, с повторением процесса измерения температуры и облучения сварного шва.
Воздействие излучением ускорителя вследствие малости пробега электронов в стали не позволяет эффективно удалять водород по всей толщине сварного шва трубы магистрального газопровода, так как сварной шов успевает охладиться, и необходимы большие токи и более высокие энергии пучка электронов. То есть, время облучения труб со стенками большой толщины увеличивается. Это ведет к охлаждению шва после сварки. Поэтому приходится использовать нагрев электронным пучком, что увеличивает время разводороживания шва и уменьшает эффективность способа. С увеличением толщины стенки время облучения электронами увеличивается, температура шва после сварки уменьшается. Это приводит к уменьшению скорости удаления водорода и неполному его удалению.
Технической проблемой, на решение которой направлено предлагаемое изобретение, является создание способа разводороживания сварных швов толстостенных труб магистральных газопроводов, позволяющего реализовать удаление водорода и устранение охрупчивания сварных швов газопровода с трубами большой толщины.
Способ разводороживания сварных швов толстостенных труб магистральных газопроводов, так же как в прототипе, включает измерение температуры полученного сварного шва в процессе его остывания и при достижении в одной из его точек температуры 220-240°С установку над ней выпускного устройства ускорителя электронов, при этом осуществляют облучение сварного шва электронами с контролем его температуры, при снижении которой до 60-80°С перемещают ускоритель электронов вдоль сварного шва в следующую точку, после чего повторяют процесс измерения температуры и облучения сварного шва по всей его длине, причем содержание водорода в металле сварного шва определяют в зависимости от величины термоэдс по калибровочному графику.
Согласно изобретению в процессе облучения сварного шва электронами в первой точке, последующую соседнюю область шва нагревают индукционным нагревателем ленточного типа до 220-240°С, а при повторении процесса измерения температуры и облучения в последующих точках сварного шва осуществляют последовательное перемещение нагревателя с повторением процесса нагрева соседней области шва.
Указанный температурный диапазон обусловлен: по нижней границе - температурой, ниже которой радиационное стимулирование практически не оказывает влияния на выход водорода из шва; по верхней границе - температурой, выше которой возможно явление захвата избыточного водорода из внешней атмосферы за счет диссоциации воды и углеводородных примесей.
Известно, что при температуре стали 150-200°С сокращается время выхода водорода из стали и увеличивается степень разводороживания металла, так как диффузия при 150-200°С идет с большей скоростью, чем при комнатной температуре 20-30°С. Однако простой нагрев и охлаждение не приводят к полному разводороживанию шва трубопровода, поэтому используют радиационно-стимулированное воздействие. Но при облучении пучком электронов возникает проблема, связанная с небольшой величиной пробега электронов в стали. Разные толщины сварных швов труб существенно влияют на положение максимума кривой выхода водорода из шва. Это объясняется тем, что поток водорода J равен
 ,
,
где d - толщина стенки свариваемой трубы (образца);
D(t) - коэффициент диффузии водорода в металле шва;
S - площадь облучаемой поверхности;
С0 - начальная концентрация водорода в шве;
t - время воздействия на шов электронами.
То есть величина выходящего потока водорода сложным образом зависит от толщины образца d. Кроме того, коэффициент диффузии D(t) зависит от температуры шва. Поэтому контроль температуры шва становится определяющим фактором. В процессе сварки шов быстро остывает и время действия ускорителя не согласовывается с температурой шва, в том месте, где устанавливают ускоритель. Безразмерным инвариантом скорости изменения концентрации водорода в плоскопараллельной геометрии служит величина D(T)/H2, позволяющая оценить время t1 и t2 выхода водорода для образцов разной толщины Н при разных температурах Т (в экспериментах обычно используется значение температуры в градусах по шкале Цельсия (t°С), а в теоретических расчетах используется значение температуры в градусах по шкале Кельвина (Т К)):
t2=t1(H2/H1)2[D(T1)/D(T2)].
Инвариант можно получить из формулы
C(x, t)=(4/π)C0exp(-π2Dt/H2)sin(πx/H),
где Н - толщина образца,
D - коэффициент диффузии,
t - время разводороживания шва при воздействия на шов электронами,
x - длина шва.
В условиях радиационно-стимулированного газовыделения (РСГВ) максимум потока газовыделения имеет место при меньшей температуре и меньшем значении энергии активации Ed (таблица 1).
Время достижения существенной очистки образца стали от водорода (содержание водорода в стали около 5 см3/100 г) за счет термостимулированного (ТСГВ) и радиационно стимулированного газовыделения водорода для образца толщиной 0,5 мм равно 150 и 50 секунд, соответственно.
Из таблиц 1, 2 и 3 видно, что время достижения существенной очистки образца от водорода зависит от температуры шва и кроме этого от толщины стенок свариваемых труб. При обработке шва электронами в одном его месте шов после сварки успевает охладиться. Кроме того, при термическом нагревании до температур выше 300°С (для уменьшения времени воздействия пучка электронов) шов разводороживать затруднительно, так как в этом случае захватывается избыточный водород из внешней атмосферы.
Известно, что облучение наводороженной трубопроводной стали приводит к существенному улучшению состояния поверхности в результате интенсивной диффузии и выхода водорода из металла [Х. Баумбах, М. Кренинг, Ю.И. Тюрин и др. Неравновесные системы металл-водород. Титан, нержавеющая сталь. Томск: Изд-во Том. ун-та, 2002. С. 152]. Термический нагрев с одновременным воздействием электронными пучками сопровождается сдвигом положения максимума выходящего из стали потока водорода в низкотемпературную область. Однако величина данной температуры существенно зависит от скорости прогрева и толщины материала.
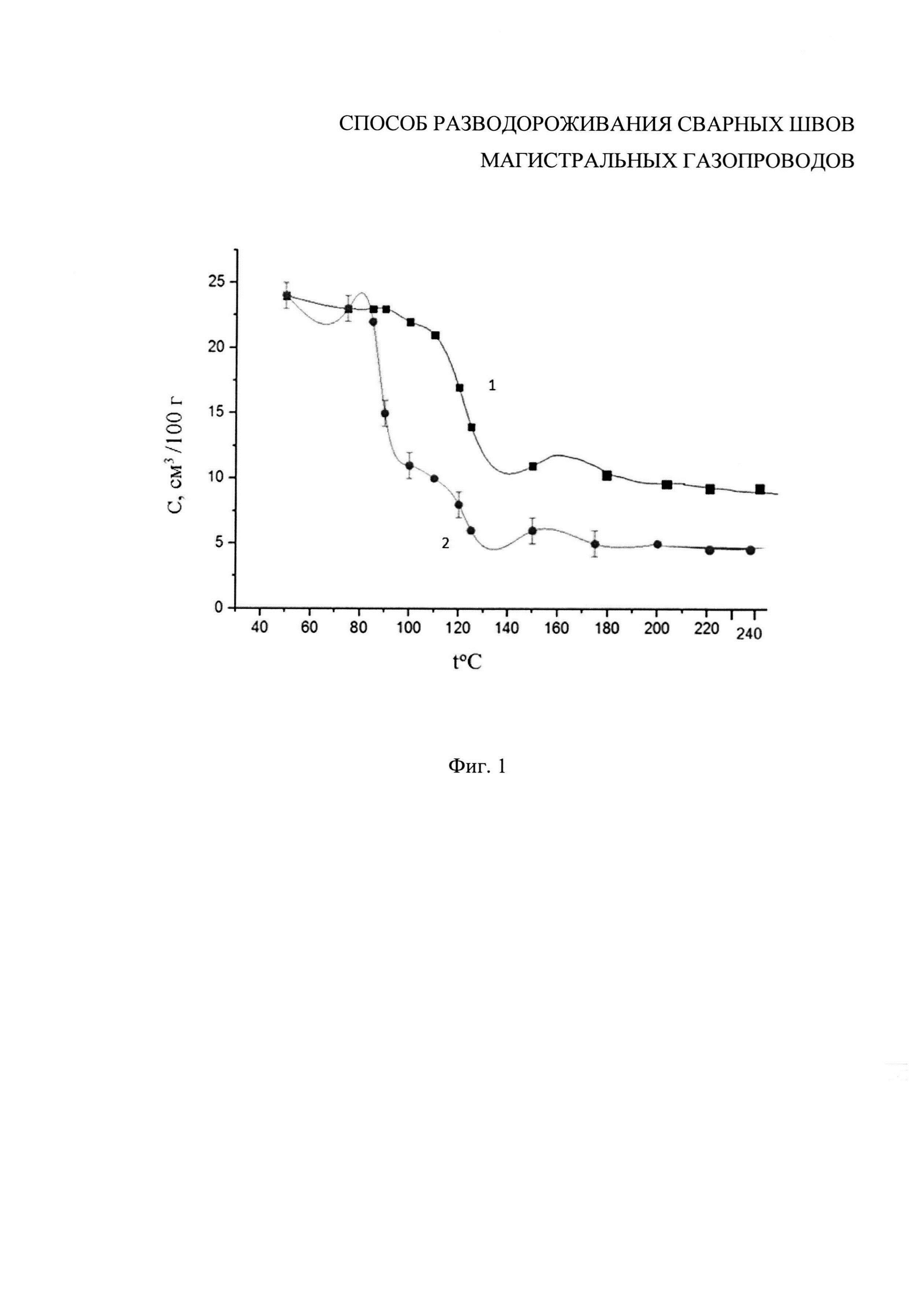
Результаты испытаний показали (фиг. 1), что для образцов стали 12Х18Н10Т, начиная со значения температуры t=70°C (Т=343 К) вплоть до температуры более 200°С, концентрация водорода, уменьшаясь при увеличении температуры, становится в два раза меньшей, в результате разводороживания при одновременном индукционном нагреве и облучении, чем при облучении без предварительного нагрева. Кроме того, минимум содержания остаточного водорода в шве, при одновременном индукционном нагреве и облучении, наблюдается уже при температурене более 140°С при одновременном индукционном нагреве и облучении. Дальнейшие небольшие изменения концентрации водорода, вблизи достигнутого значения минимума, можно считать фоновыми.
Таким образом, предлагаемое решение позволяет при изготовлении сварного шва утолщенных труб магистральных газопроводов использовать преимущества термического нагрева до определенной температуры с одновременным воздействием электронными пучками, которое вызывает интенсивную диффузию и выход водорода из металла. Термический нагрев с одновременным воздействием электронными пучками сопровождается сдвигом положения максимума выходящего из стали потока водорода в низкотемпературную область.
В таблице 1 представлены значения температуры Tmax, соответствующей максимуму потока водорода, и энергии активации Ed при различных скоростях нагрева β для условий термостимулированного газовыделения (ТСГВ) и радиационно-стимулированного газовыделения (РСГВ) для стали марки 12Х18Н.
В таблице 2 представлена зависимость времени разводороживания шва при термическом нагреве (ТСГВ) от температуры Т для труб толщиной 10 мм.
В таблице 3 представлена зависимость времени разводороживания шва при радиационно-термическом воздействии (РСВГ) и термическом нагреве (ТСГВ) от температуры Т.
На фиг. 1 представлены зависимости содержания водорода в стали 12Х18Н10Т (сварного шва) от температуры сварного шва при его облучении пучком электронов (ток 100 мкА, энергия пучка 35 кэВ), где зависимость 1 получена при облучении шва без предварительного нагрева; а зависимость 2 - при одновременном индукционном нагреве и облучении.
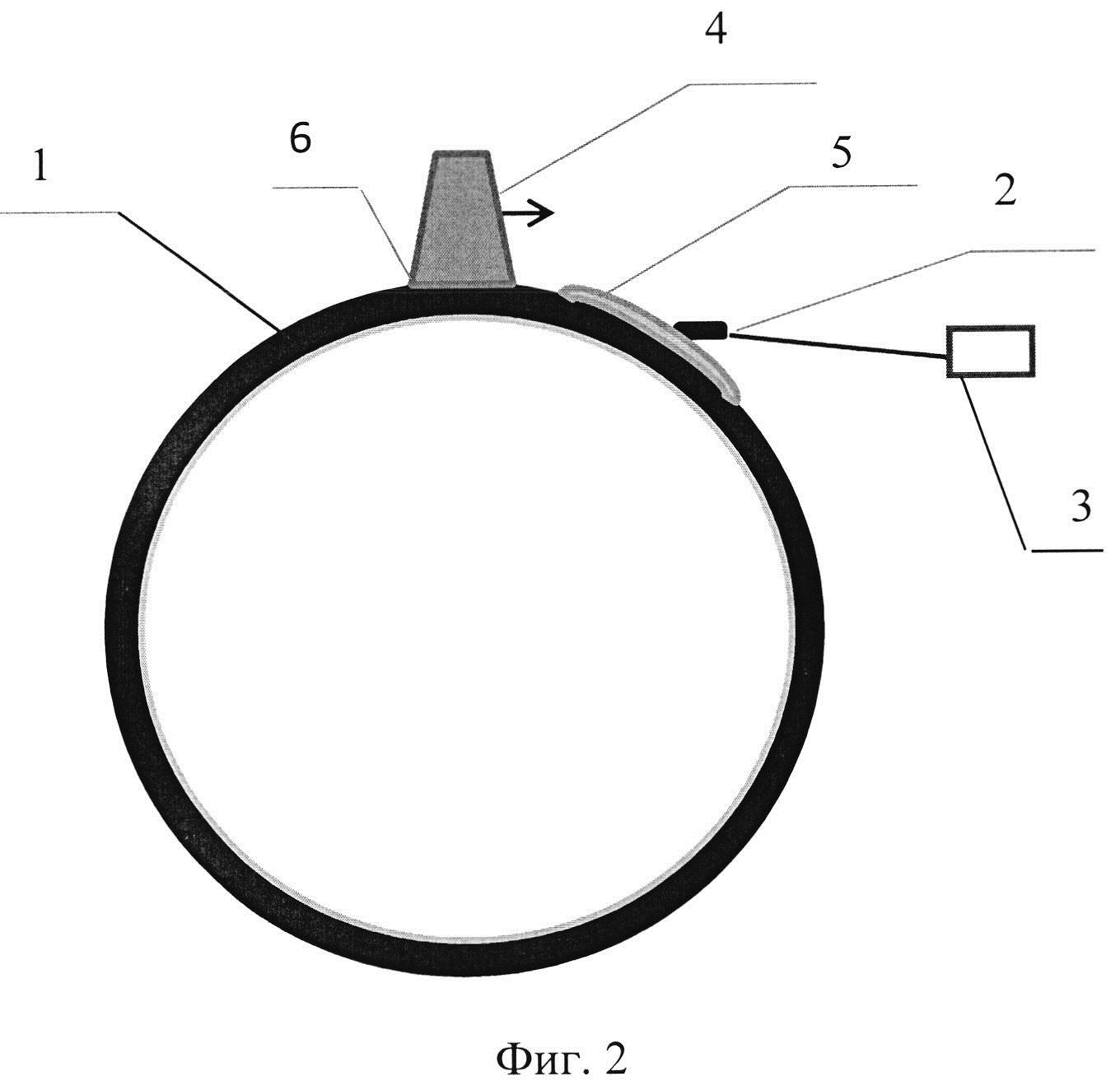
На фиг. 2 приведена схема разводороживания сварного шва, где 1 - сварной шов стенок трубы, 2 - термопара, 3 - измеритель температуры, 4 - ускоритель электронов с выпускным устройством, 5 - индукционный нагреватель, 6 - подвижный держатель для ускорителя электронов.
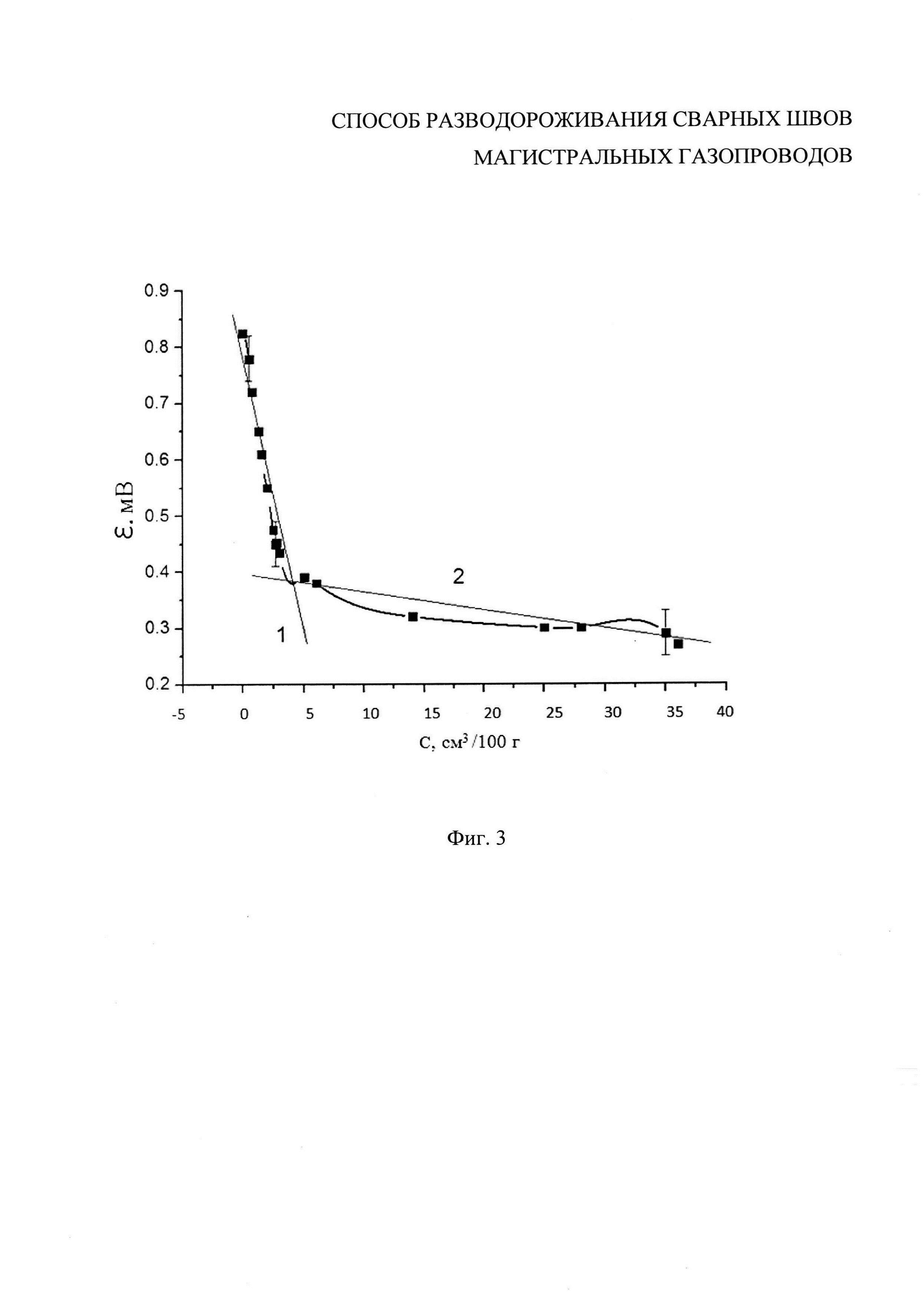
На фиг. 3 представлен калибровочный график, используемый для определения концентрации водорода по методу термо-эдс при разводороживании сварного шва; где 1 - область низких концентраций водорода, 2 - область высоких концентраций водорода.
Для сварки двух листов стали марки 12Х18Н10Т использовали электроды УОНИ 13/45 с диаметром стержня 4 мм, которые дают разброс содержания водорода в наплавленном металле: от 5,25 до 5,74 см3/100 г. Наплавку производили электродом УОНИ 13/55, с диаметром стержня 4 мм, током Iсв=150 А, напряжением Uсв=24 В. Прокалку электрода осуществляли в соответствии с режимом, указанным на упаковке. С помощью термопары 2 измерителя температуру 3 в процессе сварки измеряли температуру сварного шва 1 на стыке свариваемых листов. После окончания сварки на шов 1 помещали термопару 2 измерителя температуры 3 Testo 905-Т2, измеряли температуру шва термопарой 2 измерителя температуры 3 и, при достижении температуры шва 220°С, термопару 2 перемещали вдоль шва в следующую точку, а на место, где находилась термопара 2, помещали выпускное устройство ускорителя электронов 4 марки 6ЭЛВ-мини. Энергия пучка электронов составляла 35 кэВ, ток пучка равен 100 мкА. Облучали сварной шов 1 электронным пучком ускорителя 4 до тех пор, пока температура сварного шва не снизилась до 60°С. На соседнюю область шва помещали ленту индукционного нагревателя 5 марки ВКИГ-К компании Катран, нагревали шов до 220°С, смещали ленту нагревателя 5, на ее место помещали выпускное устройство ускоритель 4, а нагреватель 5 смещали в новую точку шва. Процесс повторяли по всей длине сварного шва свариваемых труб.
В ходе проведения испытаний фиксировали содержание водорода в сварном шве газопровода методом термо-эдс по калибровочному графику зависимости содержания водорода в металле сварного шва от величины термо-эдс (фиг. 3). Зависимость величины термоэдс от содержания водорода в стали содержит область низких концентраций водорода (1) и область высоких концентраций водорода (2). Процесс повторяли до полного разводороживания шва. Такое состояние металла сварного шва считали достигнутым при значениях термоэдс 0,4 мВ, что соответствует (содержанию водорода в стали - 5 см3/100 г).
Использование предложенного способа позволяет разводороживать швы утолщенных труб магистральных газопроводов в процессе их изготовления, что, в свою очередь, обеспечивает возможность устранения охрупчивания швов газопровода и увеличивает срок его службы.



Способ неразрушающего контроля неисправностей в электрической сети
Микромеханический гироскоп
Способ определения концентрации кремния в воде
Способ оценки радоноопасности участков застройки
Способ контроля сплошности диэлектрического покрытия металлической подложки
Гидроизоляционная композиция
Электроимпульсный буровой наконечник
Устройство для исследования разрушения высоковольтными разрядами горных пород под давлением
Гибридное транспортное средство с вентильным двигателем
Комплекс для моделирования химико-технологических процессов
Способ неразрушающего контроля степени поврежденности металлов контейнеров
Способ ультразвукового контроля плотности керамических изделий
Способ ультразвукового контроля дефектности металлических изделий
Способ рентгеновского контроля внутренней структуры изделия
Способ ультразвукового контроля дефектности металлического изделия

