Результат интеллектуальной деятельности: Способ ультразвукового контроля дефектности металлических изделий
Вид РИД
Изобретение
Изобретение относится к исследованию материалов с помощью ультразвуковых волн, а именно к дефектоскопии металлических изделий сложной формы и может быть использовано в различных отраслях промышленности для обеспечения качества продукции.
Известен способ ультразвукового контроля изделий и материалов [RU 99115325 A, МПК G01N29/04 (2000.01), опубл. 20.05.2001], заключающийся в том, что сканируют ультразвуковым преобразователем по профилю изделия, регистрируют амплитуды и координаты эхо-сигналов, обрабатывают данные на компьютере и получают на дисплее двумерные ультразвуковые изображения при B и C сканировании. Не менее трех изображений, образующих группу, получаемую при B сканировании, суммируют в одно изображение. При наличии в нем дефекта, «полистно» просматривают все ультразвуковые изображения этой группы, по которым оценивают размеры дефекта.
Способ основан на определении координат отражающих точек дефекта. Однако, из-за специфики отражающих свойств дефекта, связанных с его геометрической формой, состоянием поверхности изделия и ориентацией дефекта, могут быть получены недостоверные результаты измерения параметров дефекта. Наличие поверхностных повреждений изделия не позволяет обеспечить стабильный ввод и прием ультразвуковых сигналов от поверхности изделия. Недостаточен акустический контакт и его стабильность в процессе сканирования с шероховатых поверхностей, что не позволяет после обнаружения дефекта оценить его фактические размеры.
Известен способ ультразвукового контроля изделий с каналами малого диаметра [RU 2295124 C1, МПК G01N29/04 (2006.01), опубл. 10.03.2007], включающий ввод ультразвуковых колебаний в изделие, прозвучивание свода изделия и прием ультразвуковых колебаний приемным преобразователем в воздушной среде. Прошедшие свод изделия и введенные в воздушное пространство канала изделия ультразвуковые колебания направляют на прямолинейную плоскость расположенного внутри канала изделия предмета, например, пластины, установленной под углом к оси изделия, с помощью которой ультразвуковые колебания направляют вдоль канала изделия, вводят в установленную внутри изделия трубу, установленную соосно с каналом изделия, и принимают их приемным преобразователем на выходе из трубы, при этом соблюдают соотношение:
а+b>с·t/2,
где а - расстояние от поверхности канала изделия до пластины;
b - расстояние от пластины до приемного преобразователя;
с - скорость распространения ультразвуковых колебаний в воздухе;
t - длительность импульса ультразвуковых колебаний.
Данный способ требует точного установления пластины внутри изделия, и предназначен для контроля изделий, имеющих полости.
Известен способ ультразвукового контроля изделий по ультразвуковым изображениям [RU 2256172 C2, МПК G01N29/04 (2000.01), МПК G01N29/16 опубл. 07.10.2005], заключающийся в том, что сканируют ультразвуковым пучком по профилю изделия. В процессе сканирования регистрируют ультразвуковые эхо-сигналы, обрабатывают данные на компьютере и получают на дисплее двумерные ультразвуковые изображения. Контролируемую зону изделия программно селектируют по времени пробега ультразвуковых сигналов (импульсов) на слои, анализируют на компьютере комбинации сигналов от каждого слоя и преобразуют их соответственно в цветовые коды, реконструируемые в ультразвуковые изображения, передаваемые на дисплей.
Этот способ не обеспечивает точных результатов, так как на сдвиг спектров, принятых импульсов ультразвуковых колебаний, большое влияние оказывают явления интерференции и дифракции упругих волн в материале из-за геометрических характеристик контролируемого изделия, состояния его поверхности (шероховатостей, неровностей, изгибов) и условия контакта ультразвукового преобразователя с ним. Небольшое изменение толщины изделия приводит к значительному увеличению погрешности определения дефекта, его величины и положения в контролируемом изделии.
Известен способ ультразвукового контроля металлических изделий с неровными поверхностями [п.п. 4-9 ф-лы RU 2381497 С2, МПК G01N29/04 (2000.01), опубл. 10.02.2010], выбранный в качестве прототипа, заключающийся в том, что обеспечивают жидкое связующее (воду) толщиной в несколько длин волн ультразвука между изделием и ультразвуковым преобразователем с многоэлементной решеткой, измеряют двумерный профиль поверхности изделия используя механический щуп, затем сканируют изделие ультразвуковым датчиком, поочередно включая каждый отдельный ультразвуковой элемент, записывают полученное отраженное колебание ультразвука от каждого элемента в решетке, обрабатывают собранный массив данных о форме колебаний ультразвука для измерения профиля изделия, рассчитывают параметры обработки сигнала на основе измеренного профиля поверхности, как функцию кодированного положения ультразвукового зонда датчика, для устранения искажения луча; обрабатывают собранный массив данных, используя вновь рассчитанные параметры обработки сигнала, для коррекции неровностей поверхности изделия и получения результатов дефектоскопии внутренних отражателей изделия. Для выполнения дефектоскопии используют первый и второй ультразвуковые датчики с многоэлементными решетками, разделенные в поперечном направлении. Первый ультразвуковой датчик используют для передачи ультразвукового импульса в соединительную жидкость и внутренний объем изделия и для получения отраженного ультразвука от поверхности изделия, для составления профиля поверхности детали. Второй ультразвуковой датчик используют для приема ультразвуковых отражений от внутреннего объема изделия.
Этот способ ограничен использованием жидкого связующего, которое искажает сигнал, сканирующий поверхность при своем движении при наличии шероховатости поверхности изделия контроля. Жидкое связующее, например, вода, не обеспечивает нужную точность определения дефекта изделия, так как требуется толстый слой воды из-за сложной формы изделия. Наличие толстого слоя жидкого связующего во много раз превышает длину ультразвуковой волны ультразвукового преобразователя и ведет к потере энергии ультразвуковых волн, к их быстрому затуханию. В свою очередь это порождает потерю точности измерений. Механический щуп, используемый для выявления параметров изделия, вносит погрешность в точность определения параметров поверхности изделия. При этом требуется получение точного профиля поверхности и дополнительная перенастройка апертуры всех ультразвуковых датчиков. Не учитывается влияние шероховатости поверхности, а основное внимание уделяется профилю поверхности изделия контроля. Требуется перенастройка апертуры при включении для учета изменения кривизны поверхности. В условиях искажения сигналов нельзя точно определить величину, как прошедшего через изделие ультразвукового сигнала, так и отраженного ультразвукового сигнала от внутреннего объёма изделия, так как учет неоднородности требует большого количества пьезопреобразователей.
Техническим результатом предлагаемого изобретения, является создание способа контроля дефектности металлических изделий, позволяющего реализовать ультразвуковой контроль изделий сложной формы, выявить дефект, его величину и место расположения в металлическом изделии контроля в реальном режиме времени.
Предложенный способ ультразвукового контроля дефектности металлических изделий сложной формы, также как в прототипе, включает определение двумерного профиля поверхности изделия с помощью щупа, сканирование изделия ультразвуковым преобразователем через связующее между изделием контроля и ультразвуковым преобразователем, запись полученных отраженных ультразвуковых сигналов, определение параметров обработки сигнала на основе измеренного профиля поверхности, как функции кодированного положения ультразвукового преобразователя, получение результатов дефектоскопии внутреннего объема изделия.
Согласно изобретению измеряют двумерный профиль поверхности изделия с помощью электрического щупа, выбирая три реперные точки на ярко выраженных углах изделия контроля, фиксируют их координаты и определяют положение изделия контроля в пространстве. Затем с помощью оптического 3D-сканера проецируют регулярную сетку сканера на изделие контроля, фиксируют её и формируют компьютерную форму изделия контроля в виде 3D модели изделия контроля, сохраняют её, затем измеряют шероховатости поверхности изделия контроля с помощью профилометра, фиксируют их значения. На основе всех полученных данных задают шаг не более 1 мм и траекторию перемещения ультразвукового датчика по поверхности изделия контроля. В качестве связующего в ультразвуковом датчике перед ультразвуковым пьезоэлектрический преобразователем последовательно размещают согласующий слой и эластичный иммерсионный материал, который выбирают на основании полученного значения шероховатости поверхности изделия контроля c удельным акустическим сопротивлением не более 1,14 МПа⋅с/м. Толщину иммерсионного материала определяют по формуле:
где Симмерс – скорость звука в иммерсионном материале;
rик. – толщина изделия контроля;
Сик. – скорость звука в изделии контроля.
Для выбора материала согласующего слоя определяют его удельное акустическое сопротивление из выражения:
 ,
,
Z1 – удельное акустическое сопротивление иммерсионного материала;
Z2 - удельное акустическое сопротивление изделия контроля,
Толщину согласующего слоя определяют из выражения
h = λc /4,
где  – длина ультразвуковой волны в согласующем слое,
– длина ультразвуковой волны в согласующем слое,
λc = C/f,
где  – скорость звука в согласующем слое;
– скорость звука в согласующем слое;
 – частота пьезопреобразователя ультразвукового датчика.
– частота пьезопреобразователя ультразвукового датчика.
С помощью ультразвукового датчика, плотно прижимая иммерсионный материал к изделию контроля, измеряют по заданным точкам траектории на поверхности изделия контроля ультразвуковые сигналы через каждый шаг перемещения ультразвукового датчика. Записывают время пробега проходящих и отраженных ультразвуковых сигналов в объёме изделия контроля, усиливают эти сигналы и формируют составное A- и С-изображение, на основе которых создают и визуализируют объёмное изображение дефекта, определяют дефект по величине и месту его положения в изделии контроля.
Используемые в качестве связующего между изделием контроля и ультразвуковым пьезоэлектрическим преобразователем твердые материалы в отличие от прототипа обладают небольшой потерей энергии ультразвуковых волн (затуханием ультразвука). Использование согласующего слоя между изделием контроля и иммерсионным материалом обеспечивает уменьшение потери энергии ультразвукового сигнала (волн) и исключает его затухание.
Для учета кривизны поверхности сложного по форме изделия обеспечено наиболее близкое расположение ультразвукового пьезоэлектрического преобразователя к поверхности изделия.
Так как металлические изделия контроля имеют шероховатую поверхность, дополнительно проводят измерение величины шероховатости изделия контроля лазерным профилометром. По величине шероховатости учитывают механические и эластичные свойства иммерсионного материала, размещаемого между ультразвуковым пьезоэлектрическим преобразователем и поверхностью металлического изделия контроля. Это позволяет руке манипулятора с ультразвуковым датчиком легко и беспрепятственно передвигаться по металлическому изделию контроля.
Предложенная последовательность действий позволила исключить погрешность измерения дефектности металлических изделий сложной формы и упростить процедуру контроля изделий.
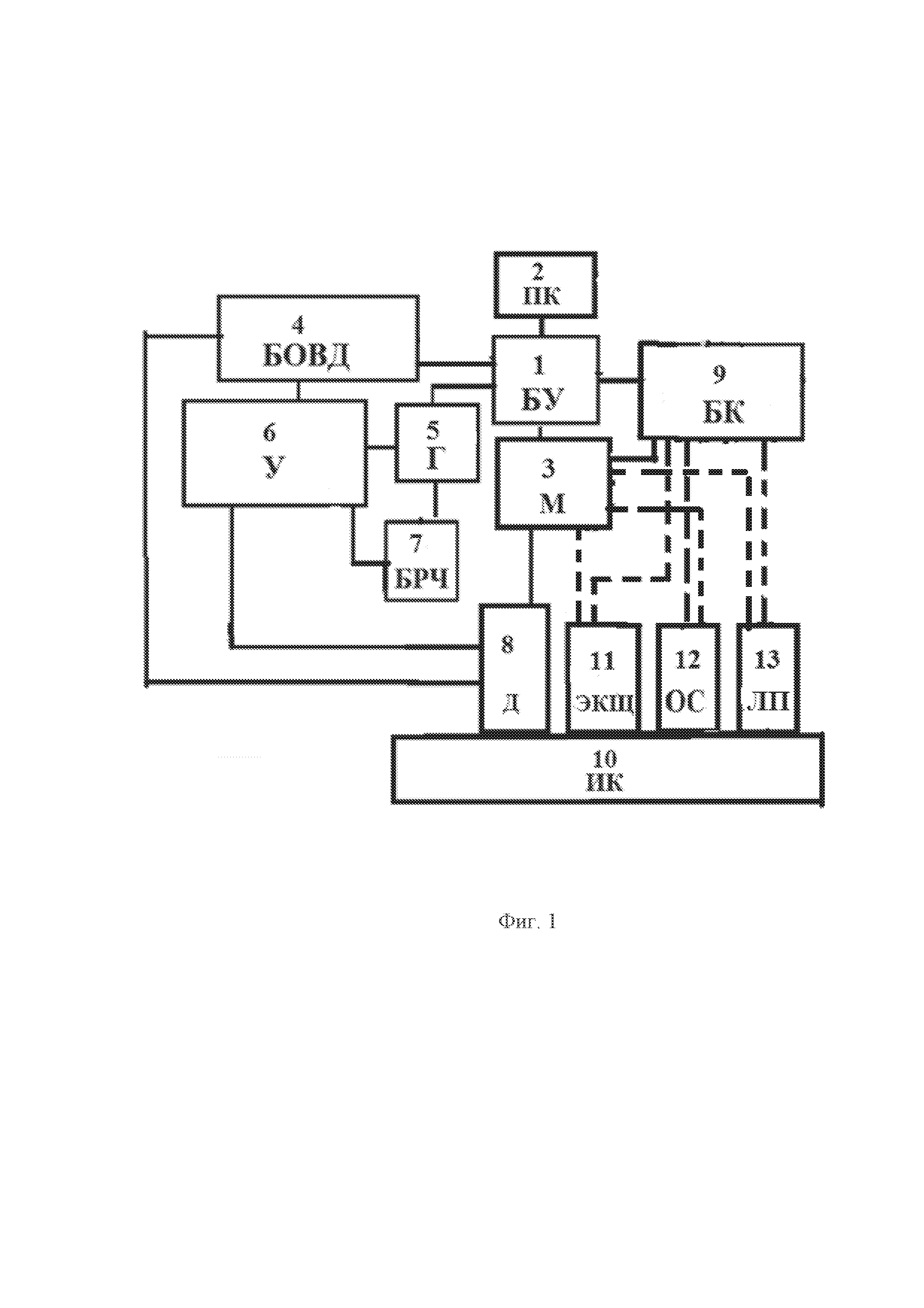
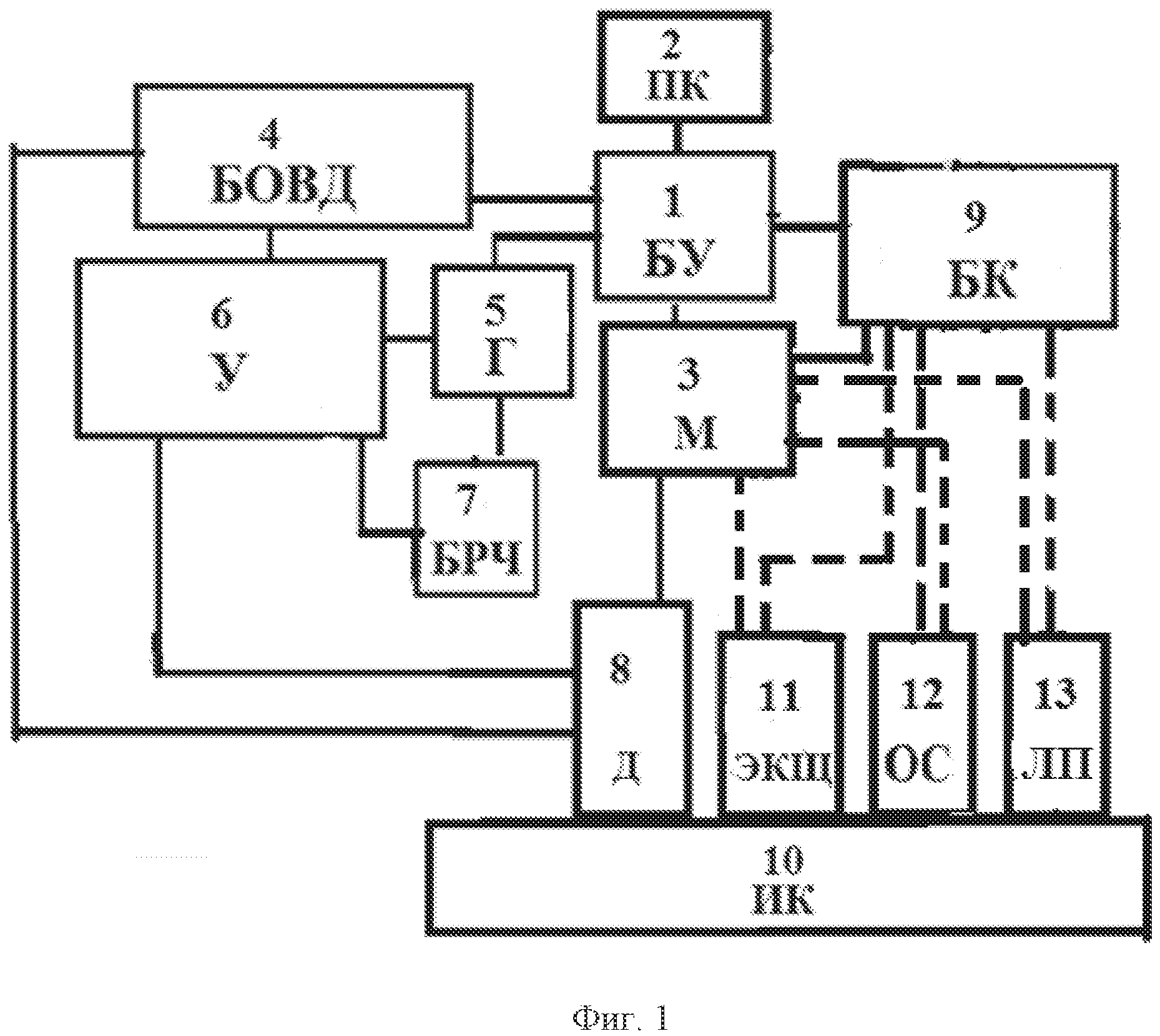
На фиг. 1 представлена блок-схема установки для ультразвукового контроля дефектности металлических изделий.
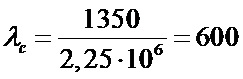
На фиг. 2 представлены фотографии, где а) – рука монипулятора и изделие контроля; б) - изделие контроля, на котором установлен электрический калибровочный щуп; в) - изделие контроля, над которым установлен оптический сканер; г) - внешний вид изделия контроля – фланца задвижки трубы газопровода высокого давления.
На фиг. 3 показана схема ультразвукового датчика.
На фиг. 4 представлен внешний вид изделия контроля с нанесёнными на него тремя реперными точками и областью контроля.
На фиг. 5 представлена регулярная сетка оптического 3D-сканера, спроецированная на металлическое изделие контроля в области трёх реперных точек.
На фиг. 6 показана полученная 3D модель части металлического изделия контроля.
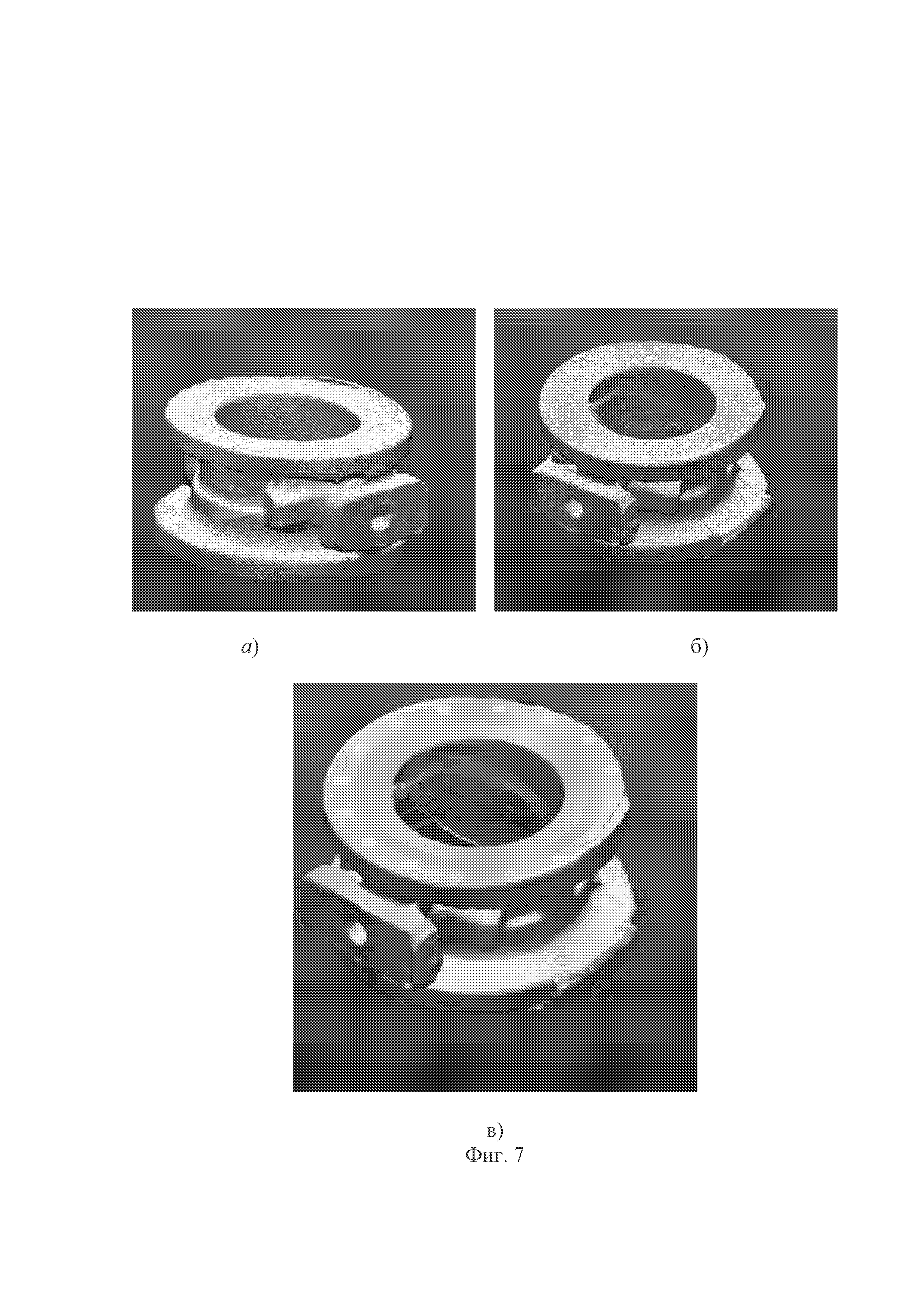
На фиг. 7 представлены ракурсы внешнего вида 3D модели изделия контроля.
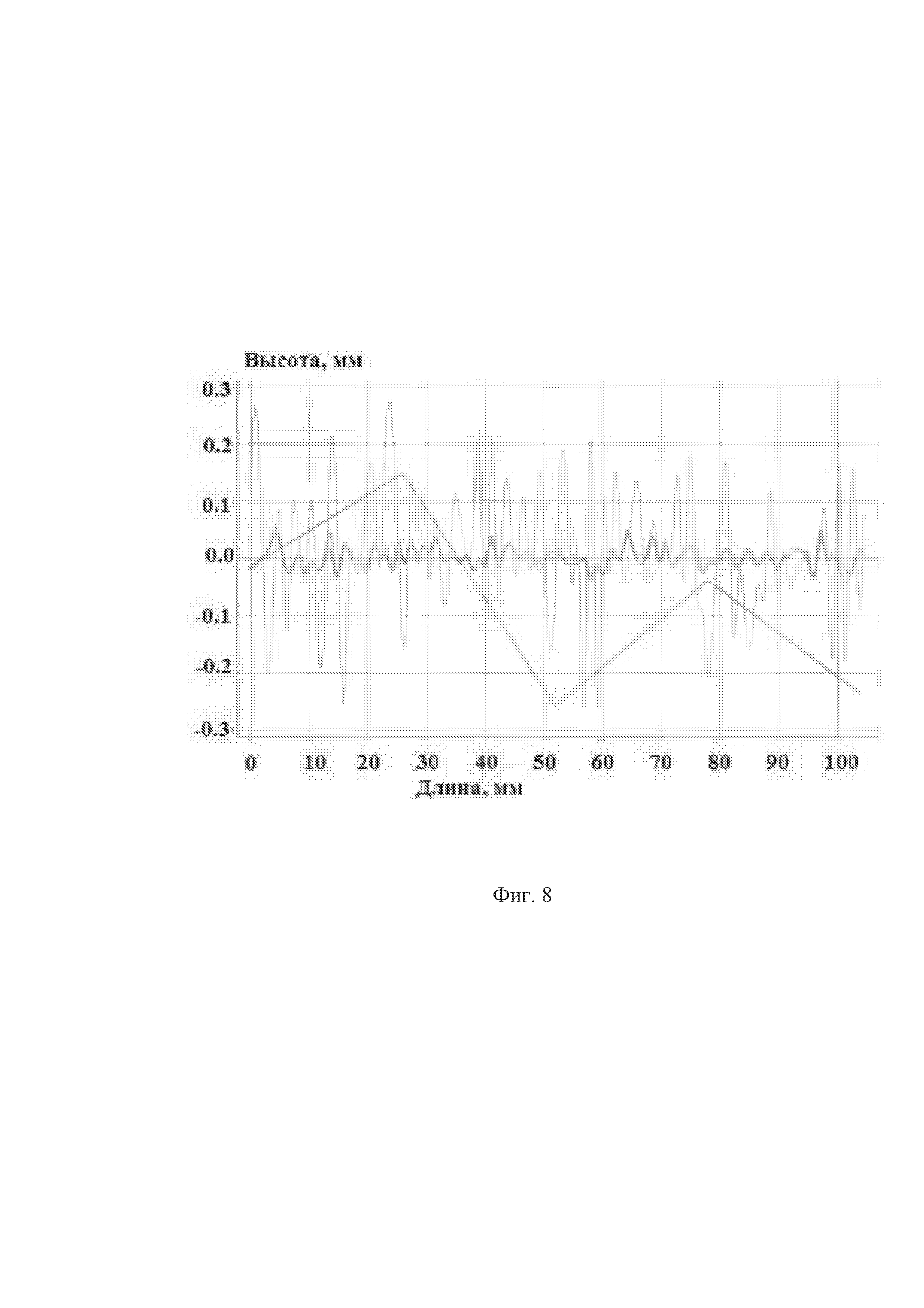
На фиг. 8 приведены результаты измерения шероховатости поверхности металлического изделия контроля.
На фиг. 9 представлены результаты визуализации дефектности металлического изделия контроля, где а) - А-развертка ультразвукового сигнала полученного от дефекта изделия контроля; б) - объёмное представление результатов контроля, в) - С–развертка результатов ультразвукового контроля изделия дефектной области.
Установка для ультразвукового контроля дефектности металлического изделия (фиг. 1) содержит блок управления 1 (БУ), который соединен с персональным компьютером 2 (ПК). К блоку управления 1 (БУ) подключены манипулятор 3 (М), блок оцифровки и визуализации данных 4 (БОВД) и генератор электрических импульсов 5 (Г). Усилитель 6 (У) подключен к блоку оцифровки и визуализации данных 4 (БОВД), генератору электрических импульсов 5 (Г), к блоку регулировки чувствительности 7 (БРЧ), к ультразвуковому датчику 8 (Д). Блок регулировки чувствительности 7 (БЧР) соединен с генератором 6 (Г). Блок калибровки изделия контроля 9 (БК) соединен с манипулятором 3 (М) и блоком управления 1 (БУ).
В качестве манипулятора 3 (М) использован шестиосевой манипулятор KUKA KR 10 R1100 sixx WP фирмы KUKA Russia Sales (фиг. 2, а)).
Ультразвуковой датчик 8 (Д) выполнен с возможностью соединения посредством фланца с манипулятором 3 (М) и перемещения по поверхности изделия контроля 10 (ИК) (фиг. 1).
Электрический калибровочный щуп 11 (ЭКЩ), оптический сканер 12 (ОС) и лазерный профилометр 13 (ЛП) соединены с блоком калибровки 9 (БК) и выполнены с возможностью соединения с манипулятором 3 (М).
В качестве электрического калибровочного щупа 11 (ЭКЩ) использован калибровочный щуп SPU-40 фирмы TORMACH (фиг. 2 б)). В качестве оптического сканера 12 (ОС) использован 3d-сканер фирмы HP, 3D STRUCTURED LIGHT SCANNER PRO S2 (фиг. 2 в)). В качестве лазерного профилометра 13 (ЛП) использован лазерный профилометр ScanControl 2950-100.
Ультразвуковой датчик 8 (Д) представляет собой цилиндрический корпус с одним открытым торцом, а другой, тыльный, торец снабжен фланцем для соединения с манипулятором 3 (М) (фиг. 3). Внутри корпуса последовательно от тыльного торца расположены пьезоэлектрический преобразователь 14 (ПП) марки S6WB2.25 WM (рабочая частота 2,25 МГц, диаметр 10 мм), согласующий слой 15, а затем эластичный иммерсионный материал 16.
Для проведения ультразвукового контроля дефектности фланца задвижки трубы газопровода ZD300-40 высокого давления, изготовленной Томским электромеханическим заводом (фиг. 2 г)), изделие контроля 10 (ИК) поместили под манипулятор 3 (М) таким образом, чтобы оно попало в зону действия его руки. На руке манипулятора 3 (М) (фиг. 2, б)) установили электрический калибровочный щуп 11 (ЭКЩ).
На изделии контроля 10 (ИК) выбрали три реперных точки (фиг. 4) на ярко выраженных углах, где предварительно нанесли метки 17, 18, 19. С помощью манипулятора 3 (М) электрический калибровочный щуп 11 (ЭКЩ) установили на первую реперную точку 17, записали координату этой точки в блок калибровки 9 (БК) и передали в блок управления 1 (БУ). Повторили эту операцию для двух других реперных точек 18 и 19. На основании координат этих трех реперных точек посредством блока управления 1 (БУ) определили положение изделия контроля 10 (ИК) в пространстве.
Затем отсоединили электрический калибровочный щуп и на руке манипуляторе 3 (М) закрепили оптический сканер 12 (ОС), с помощью которого спроецировали регулярную сетку 3D-сканера (фиг. 5) на изделие контроля 10 (ИК). Измерили искажения регулярной сетки сканера на поверхности изделия контроля 10 (ИК). Изображение сетки получили не менее 10 раз для обеспечения большей выборки данных и увеличения точности формы поверхности изделия контроля 10 (ИК). По искажению сетки (изгибу линий сетки и их плотности) выбрали шаг перемещения манипулятора 3 (М). Полученные изображения сетки (фиг. 5), спроецированные на изделие контроля 10 (ИК), передали в блок калибровки 9 (БК). Программное обеспечение проанализировало полученные изображения сетки и по искажению спроецированной на изделие контроля 10 (ИК) регулярной сетки воспроизвело его форму в блоке управления 1 (БУ). Записали результат измерения искажений сетки в блок управления 1 (БУ). По этим данным создали компьютерную форму в виде 3D модели изделия контроля 10 (ИК) (фиг. 6). Ракурсы внешнего вида 3D модели а), б), в) изделия контроля показаны на фиг. 7. На основе измерения регулярной сетки в блоке управления 1 (БУ) определили координаты траектории и шаг движения манипулятора 3 (М) в 1 мм. Для изделия, показанного на фиг. 4, площадь сканирования составила 30000 мм2. Точность и величину перемещения в 1 мм выбрали на основе полученных значений искажения компьютерной сетки оптического сканера 12 (ОС). В области сканирования площадью 30000 мм2 это составило 30000 точек. Все значения координат траектории движения руки манипулятора 3 (М) по площади изделия контроля 10 (ИК) и его 3D модели, записали в компьютер 2 (ПК) через блок управления 1 (БУ) в виде матрицы-таблицы.
На основании всех данных о геометрии изделия контроля и его калибровки, полученных от электрического щупа 11 (ЭКЩ), оптического сканера 12 (ОС), сформировали в блоке управления 1 (БУ) траекторию, координаты X,Y и шаг перемещения (движения) в дальнейшем руки манипулятора 3 (М) с ультразвуковым датчиком 8 (Д) по поверхности изделия контроля 10 (ИК) и записали в программное обеспечение компьютера 2 (ПК).
Затем от руки манипулятора 3 (М) отсоединили оптический сканер 12 (ОС) и закрепили лазерный профилометр 13 (ЛП), с помощью которого измерили неровности поверхности изделия контроля 10 (ИК) и определили её шероховатость (фиг. 8). Полученное значение шероховатости соответствует Ra16. Данные от лазерного профилометра 13 (ЛП) передали через блок калибровки 9 (БК) в блок управления 1 (БУ).
Полученное значение шероховатости Ra16 изделия контроля 10 (ИК) из стали марки 20, и значение его удельного акустического сопротивления использовали для выбора иммерсионного материала 16 и согласующего слоя 15.
Может быть использована как силиконовая резина T2, так и двухкомпонентная силиконовая резина холодного отверждения RTV12. Силиконовая резина T2 обладает твердостью 42 по Шору А. и удельным акустическим сопротивлением 1,14 МПа⋅с/м на частоте до 5 МГц. Силиконовая резина RTV12 имеет удельное акустическое сопротивление 1,1 МПа⋅с/м, в диапазоне частот до 5 МГц, твердость по Шору А. составляет 15-20, прочность на разрыв 1,0 – 2,0 МПа. Скорость ультразвуковой волны в силиконовой резине RTV12 составляет 1100±50 м/с.
Так как толщина изделия контроля (стенки задвижки) равна 104 мм, скорость звука в изделии контроля (сталь 20) равна 5850 м/с, а скорость звука в иммерсионном материале (силиконовая резина) равна 1100 м/с, то толщина иммерсионного материала равна:

Так как удельное акустическое сопротивление стали марки 20 составляет Z2= 45,6 МПа⋅с/м [Неразрушающий контроль: Справочник: В 7 т. Под общ. ред. В.В. Клюева. Т. 3: Ультразвуковой контроль / И.Н. Ермолов, Ю.В. Ланге. – М.: Машиностроение, 2004. - С. 20, табл. 2.1], а удельное акустическое сопротивление силиконовой резины марки RTV12 12-AB-CH-RE-S АБРО Индастрис Инкорпорейтед Z1 = 1,1 МПа⋅с/м, то удельное акустическое сопротивление согласующего слоя 15
 = 7, 1 МПа⋅с/м.
= 7, 1 МПа⋅с/м.
По этой величине Zс в качестве согласующего слоя 15 выбрали фторопласт Ф-4 К 20 компании ООО «Первый Фторопластовый Завод».
Так как в ультразвуковом датчике 8 (УД) использован ультразвуковой пьезопреобразователь 14 (ПП) с рабочей частотой  МГц, в качестве согласующего слоя 15 использован фторопласт, в котором скорость звука
МГц, в качестве согласующего слоя 15 использован фторопласт, в котором скорость звука  м/c [Капранов Б.И. Акустические методы контроля и диагностики. Часть 1: учебное пособие / Б.И. Капранов, М.М. Коротков, - Томск: Изд-во Томского политехнического университета, 2008. – 186 с., стр. 30, табл. 1.1], длина ультразвуковой волны, распространяющейся в согласующем слое равна:
м/c [Капранов Б.И. Акустические методы контроля и диагностики. Часть 1: учебное пособие / Б.И. Капранов, М.М. Коротков, - Томск: Изд-во Томского политехнического университета, 2008. – 186 с., стр. 30, табл. 1.1], длина ультразвуковой волны, распространяющейся в согласующем слое равна:
 мкм,
мкм,
а толщина согласующего слоя 15:
Далее убрали лазерный профилометр 13 (ЛП) и закрепили на руке манипулятора 3 (М) ультразвуковой датчик 8 (Д), в котором перед пьезопреобразователем 14 (ПП) разместили согласующий слой 15 толщиной 150 мкм из фторопласта, а затем эластичный иммерсионный материал 16 – силиконовую резину.
Ультразвуковой датчик 8 (Д) прижали рукой манипулятора 3 (М) к изделию контроля ИК (10). По сигналу с блока управления 1 (БУ), генератор ультразвуковых сигналов 5 (Г) включил пьезоэлектрический преобразователь 14 (ПП) ультразвукового датчика 8 (Д). Измерили и отрегулировали амплитуду сигналов (а) на фиг. 9) с датчика 8 (Д) усилителем 7 (У) и блоком регулировки чувствительности 7 (БРЧ). Коэффициент усиления генератора электрических импульсов 5 (Г) равен 1000.
По требованию заказчика выбрали глубину контроля в мм и по типу металла скорость звука в м/с в изделии контроля 10 (ИЛ). С помощью программного обеспечения на компьютере 2 (ПК) определили время, которое потребуется ультразвуковой волне на прохождение от контролируемой поверхности изделия до донной поверхности и обратно.
После этого посредством компьютера 2 (ПК) запустили процесс автоматического измерения дефектности изделия контроля 10 (ИК). Для этого подали сигнал блоку управления 1 (БУ) через генератор электрических импульсов 6 (Г) и блок регулировки чувствительности 7 (БРЧ). Сигналом от блока управления 1 (БУ) запустили перемещение руки манипулятора 3 (М) согласно сформированной матрицы-таблицы координат точек поверхности изделия контроля 10 (ИК). Блок управления 1 (БУ) одновременно запустил генерацию электрического импульса на генераторе электрических импульсов 6 (Г) и включил работу ультразвукового датчика 8 (Д) (излучатель-приемник) ультразвуковых волн, который генерировал ультразвуковую волну. Ультразвуковая волна от пьезопреобразователя 14 (ПП) проходила через согласующий слой 15 и иммерсионный материал 16 и, частично отражалась от поверхности изделия контроля 10 (ИК), частично проходила внутрь изделия 10 (ИК), отражалась от дефекта в нем. Ультразвуковые волны от поверхности изделия контроля 10 (ИК) и от внутреннего дефекта в изделии контроля ультразвуковым датчиком 8 (Д) преобразовывались в электрические сигналы, которые поступали на вход усилителя 6 (У). По запускающему импульсу от блока управления 1 (БУ) ультразвуковым датчиком 8 (Д) измерили время прохождения ультразвуковых сигналов расстояния от поверхности изделия 10 (ИК) до дефекта изделия контроля и записали его в матрицы данных, сформированные в файлах компьютера 2 (ПК). Коэффициент усиления сигнала от ультразвукового датчика 8 (Д) регулировали блоком регулировки чувствительности 7 (БРЧ), который управлялся блоком управления 1 (БУ) в соответствии с заданными настройками сканирования изделия контроля 10 (ИК). Усиленный усилителем сигналов 6 (У) ультразвукового датчика 8 (Д) измеренный ультразвуковой сигнал передали блоку оцифровки и визуализации данных 4 (БОВД). Цифровой код сигнала передали компьютеру 2 (ПК), который обработал и сохранил всю информацию. Далее блок управления 1 (БУ) подал сигнал руке манипулятора 3 (М) с ультразвуковым датчиком 8 (Д) двигаться в следующую точку с новыми координатами и процесс повторили для всех точек поверхности изделия контроля 10 (ИК) согласно созданной программе движения руки манипулятора 3 (М). При получении последнего оцифрованного сигнала от блока управления 1 (БУ), измерение величин ультразвуковых сигналов (скорость ультразвуковых волн), полученных от ультразвукового датчика 8 (Д) распространения ультразвуковых волн в изделии контроля 10 (ИК) закончили.
Все измеренные данные сохранили в компьютере 2 (ПК) и использовали для визуализации дефекта металлического изделия контроля. С помощью компьютера 2 (ПК) провели визуализацию дефекта металлического изделия контроля 10 (ИК) по всем 30000 точкам измеренных значений. Результаты серии измерений ультразвукового контроля дефекта изделия контроля 10 (ИК) приведены на фиг. 9.
Визуализация полученных результатов, показывает, что область контроля изделия начинается с 45 мм по оси абсцисс (а) на фиг. 9), а до этого момента сигнал соответствовал области эластичного иммерсионного материала 16. На экране компьютера 2 (ПК) зафиксировали параметры залегания дефекта за пределами этой величины в 45 мм, а именно от 49,8 мм до 58,8 мм. С помощью программы в компьютере 2 (ПК) определили глубину расположения дефекта равную 24,2 мм от поверхности изделия контроля.
Полученное объёмное представление результатов контроля - А-развертка представлена на фиг.9, б).
С–развертка дефектной области изделия контроля представлена на фиг.9, в).
На С-развертке амплитуда сигнала задана цветом, в соответствии с выбранной цветовой палитрой (в приведенном случае белый-синий-зеленый-желтый-оранжевый-красный). По двум осям С-развертки даны координаты точек изделия контроля, которые соответствуют длине и ширине объекта контроля. Каждому значению амплитуды измеренного ультразвукового сигнала в измеренной точке изделия контроля задан цвет. Совокупность всех измеренных точек формирует изображение С-развертки. Большее значение амплитуды соответствует дефекту, поэтому по желто-оранжево-красным пятнам определили наличие дефекта, а также его координаты.
Таким образом, последовательность действий над изделием контроля позволила исключить погрешность измерения дефектности металлических изделий сложной поверхности и формы, упростить процедуру контроля металлических изделий.



Способ получения поливинилацетата
Устройство виброструйной магнитной активации жидкостей и растворов
Вакуумный выключатель тока
Способ получения мета-хлорбензгидрилмочевины(галодифа) с использованием магнитных наночастиц, модифицированных сульфогруппами
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Устройство для максимальной токовой защиты
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Солнечная установка
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Устройство ультразвуковой томографии
Устройство для создания зарядов на поверхности тел и способ его применения
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Устройство для измерения коэффициентов диффузии водорода в металлах и способ его применения
Способ разводороживания сварных швов магистральных газопроводов
Способ измерения коэффициентов диффузии водорода в титане
Устройство для создания зарядов на поверхности тел и способ его применения
Способ неразрушающего контроля степени поврежденности металлов контейнеров
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Способ прогнозирования износостойкости твердосплавных режущих инструментов

