Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ИНТЕРМЕТАЛЛИДНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ПЛАСТИНЫ
Вид РИД
Изобретение
Изобретение относится к технологии получения покрытий на металлах с помощью энергии взрывчатых веществ и может быть использовано при изготовлении деталей энергетических и химических установок, обладающих повышенной жаростойкостью.
Известен способ, обеспечивающий одновременное получение за время одного технологического цикла износостойких покрытий на титановой и стальной пластинах. При реализации этого способа осуществляют сварку взрывом пластин титана и стали, а затем проводят высокотемпературную диффузионную термическую обработку сваренной заготовки для формирования на границах раздела металлов интерметаллидного слоя заданной толщины. Сварку взрывом пластины из титана со стальной пластиной осуществляют на режимах, обеспечивающих амплитуду волн в зоне соединения металлов равную 0,18-0,37 мм, при этом процесс ведут при скорости соударения свариваемых пластин равной 440-650 м/с и регламентированной скорости детонации взрывчатого вещества, затем сваренную заготовку нагревают до температуры 900-950°С и выдерживают при этой температуре в вакуумной печи 10-14 ч до образования в сформированной при сварке взрывом волнообразной зоне соединения титана и стали высокотвердой интерметаллидной диффузионной прослойки толщиной 0,16-0,3 мм (160-300 мкм), после этого заготовку охлаждают вместе с печью, а затем нагревают до температуры 930-950°С, выдерживают при этой температуре 3-8 мин, а затем охлаждают в воде для отделения титана от стали по диффузионной прослойке с формированием при этом на титане и стали высокотвердых износостойких покрытий с регулярной волнообразной поверхностью. Полученные по этому способу покрытия обладают высокой износостойкостью (Патент РФ №2350442, МПК В23К 20/08, опубл. 27.03.2009, бюл. №9).
Достоинством этого способа является возможность одновременного получения покрытий на титановой и стальной пластинах, а к его недостаткам следует отнести малую жаростойкость получаемых по этому способу покрытий: допускаемая рабочая температура изделий с такими покрытиями в окислительных газовых средах не превышает 600°С, что ограничивает возможности применения данного способа при изготовлении жаростойких деталей энергетических и химических установок.
Наиболее близким по техническому уровню и достигаемому результату является способ получения покрытия, при котором сваривают взрывом пакет из никелевой пластины толщиной 1-1,2 мм и стальной пластины, осуществляют горячую прокатку сваренного двухслойного пакета при температуре 900-950°C с обжатием до толщины никелевого слоя, составляющей 0,3-0,5 его исходной толщины. Сваривают взрывом эту биметаллическую заготовку и алюминиевую пластину при скорости детонации заряда взрывчатого вещества 2000-2700 м/с. Высоту заряда взрывчатого вещества, а также сварочный зазор между метаемой алюминиевой пластиной и никелевым слоем неподвижной биметаллической заготовки выбирают из условия получения скорости их соударения в пределах 420-500 м/с. Термообработку сваренной трехслойной заготовки для образования сплошной интерметаллидной диффузионной прослойки между алюминием и никелем проводят при температуре 600-630°С в течение 1,5-7 ч с охлаждением на воздухе, приводящим к самопроизвольному разделению алюминия и никеля по интерметаллидной диффузионной прослойке. На поверхности стальной пластины получают жаростойкое покрытие из интерметаллидов системы алюминий-никель толщиной 0,045-0,065 мм (45-65 мкм) с малой амплитудой шероховатостей поверхности, имеющее пониженную склонность к образованию трещин при теплосменах, с рабочей температурой в окислительных газовых средах до 1000°С (Патент РФ №2486999, МПК B23K 20/08, С23С 26/00, опубл. 10.07.13, бюл. №19 - прототип).
Недостатком этого способа является возможность получения за один технологический цикл жаростойкого покрытия из интерметаллидов системы алюминий-никель лишь на одной стальной пластине, использование в его технологической схеме дефицитного и дорогостоящего никеля, необходимость осуществления сварки взрывом металлических слоев в два этапа, что значительно увеличивает затраты на получение покрытия и ограничивает применение данного способа при изготовлении жаростойких деталей энергетических и химических установок.
В связи с этим важнейшей задачей является создание нового способа получения сразу на двух биметаллических пластинах, состоящих из слоев легированной и низкоуглеродистой стали, интерметаллидных покрытий с высокой жаростойкостью, с малой амплитудой шероховатостей на поверхности каждого покрытия, с пониженной склонностью к образованию трещин при теплосменах, без использования при этом в технологической схеме дефицитного и дорогостоящего никеля, с сокращением количества операций сварки взрывом до одной, по новой технологической схеме формирования фазового состава интерметаллидных покрытий, их структуры и служебных свойств.
Техническим результатом заявленного способа является создание новой технологии, обеспечивающей с помощью сварки взрывом пакета из металлических пластин и последующих термических воздействий на сваренную заготовку одновременное получение на двух биметаллических пластинах, состоящих из слоев легированной и низкоуглеродистой стали интерметаллидных покрытий системы алюминий-железо без использования, при этом в технологической схеме дефицитного и дорогостоящего никеля, с сокращением количества операций сварки взрывом до одной, с обеспечением при этом, высокой жаростойкости, малой амплитуды шероховатостей поверхности покрытия на каждой биметаллической пластине и пониженной склонности покрытий к образованию трещин при теплосменах.
Указанный технический результат достигается тем, что в предлагаемом способе получения жаростойкого интерметаллидного покрытия на поверхности стальной пластины, включающий составление пакета из стальных пластин и размещенной между ними с зазором пластины, содержащей материал покрытия, установку над пакетом заряда взрывчатого вещества и осуществление сварки взрывом, после чего проводят термическую обработку сваренной заготовки для формирования на границе раздела металлов сплошной интерметаллидной диффузионной прослойки заданной толщины с последующим разделением полученной заготовки по диффузионной прослойке, в качестве стальных пластин используют биметаллические пластины, состоящие из слоя легированной стали и слоя низкоуглеродистой стали, в качестве пластины, содержащей материал покрытия, используют алюминиевую пластину толщиной 1-1,5 мм, которую размещают между слоями из низкоуглеродистой стали двух биметаллических пластин, при этом толщину верхней метаемой биметаллической пластины выбирают в пределах 2-10 мм, нижней биметаллической пластины - не менее 2 мм, а толщину слоев из низкоуглеродистой стали биметаллических пластин выбирают в пределах 0,3-0,5 мм, сварку взрывом полученного пакета осуществляют при скорости детонации заряда взрывчатого вещества 2400-2950 м/с, при этом высоту заряда взрывчатого вещества и сварочные зазоры между пластинами в пакете выбирают из условия получения скорости соударения слоя из низкоуглеродистой стали верхней метаемой биметаллической пластины с алюминиевой в пределах 440-550 м/с, а алюминиевой пластины со слоем из низкоуглеродистой стали нижней биметаллической пластины - 430-510 м/с, причем термическую обработку сваренной пятислойной заготовки проводят при температуре 660-665°С в течение 0,7-1 ч, охлаждают с печью до температуры 640-650°С и выдерживают при этой температуре 2-3 ч с последующим охлаждением на воздухе, приводящим к самопроизвольному отделению алюминия от стальных слоев по интерметаллидным диффузионным прослойкам, с образованием на поверхности слоя из низкоуглеродистой стали каждой из двух биметаллических пластин сплошного жаростойкого покрытия системы алюминий-железо.
Новый способ получения покрытия имеет существенные отличия по сравнению с прототипом как по количеству стальных пластин с покрытиями, получаемых за один технологический цикл, так и по фазовому составу и по совокупности технологических приемов и режимов при его получении.
Так предложено использовать для нанесения покрытий две биметаллические пластины, состоящие из слоев легированной и низкоуглеродистой стали, и составлять пакет под сварку взрывом с размещением между слоями из низкоуглеродистой стали биметаллических пластин алюминиевой пластины толщиной 1-1,5 мм, при этом толщину верхней метаемой биметаллической пластины выбирать в пределах 2-10 мм, нижней биметаллической пластины - не менее 2 мм, толщину слоев из низкоуглеродистой стали биметаллических пластин выбирать в пределах 0,3-0,5 мм, полученный пакет предложено сваривать взрывом при скорости детонации заряда взрывчатого вещества 2400-2950 м/с, высоту заряда взрывчатого вещества, а также сварочные зазоры между пластинами в пакете выбирать из условия получения скорости соударения слоя из низкоуглеродистой стали верхней метаемой биметаллической пластины с алюминиевой в пределах 440-550 м/с, а алюминиевой пластины со слоем из низкоуглеродистой стали нижней биметаллической пластины - 430-510 м/с, что обеспечивает в пакете из металлических пластин надежную сварку алюминиевой пластины с пластинами из низкоуглеродистой стали с минимальной амплитудой волн в зонах соединения слоев, исключает нарушение сплошности металлических пластин при сварке взрывом, создает, благоприятные условия для получения при дальнейших технологических операциях жаростойких покрытий с высокими служебными свойствами за время одного технологического цикла одновременно на слоях из низкоуглеродистой стали двух биметаллических пластин. Толщина алюминиевой пластины менее 1 мм является недостаточной для обеспечения стабильных сварочных зазоров между ней и слоями из низкоуглеродистой стали биметаллических пластин, что может привести к появлению непроваров и других дефектов в зонах соединения слоев, а это, в свою очередь, может привести к снижению качества получаемой продукции. Толщина алюминиевой пластины более 1,5 мм является избыточной, поскольку при этом происходит чрезмерный расход алюминия в расчете на одно изделие. Алюминиевый слой в сваренной пятислойной заготовке необходим для формирования двух жаростойких диффузионных прослоек из интерметаллидов системы алюминий - железо между алюминием и слоями из низкоуглеродистой стали биметаллических пластин при последующей термической обработке, а также для создания необходимого уровня внутренних термических напряжений, возникающих при охлаждении многослойной заготовки, способствующих отделению алюминия от стальных слоев по интерметаллидным диффузионным прослойкам.
Предложено при составлении пакета под сварку взрывом использовать две биметаллические пластины, состоящие из слоев легированной и низкоуглеродистой стали. Слой из легированной стали в каждый биметаллической пластине обеспечивает высокую прочность получаемых изделий в процессе эксплуатации при обычных и повышенных температурах, а слои из низкоуглеродистой стали в таких пластинах выполняют функции вспомогательных промежуточных прослоек между алюминиевым слоем и слоями из легированной стали, что обеспечивает возможность получения в зонах соединения слоев низкоуглеродистой стали с алюминиевой пластиной диффузионных прослоек из интерметаллидов системы алюминий - железо с необходимым составом и свойствами.
Толщина верхней метаемой биметаллической пластины менее 2 мм является недостаточной для получения сварных соединений без волнообразования в зонах соединения слоев, снижающего качество получаемых покрытий, а ее толщина более 10 мм может приводить к появлению непроваров в зонах соединения слоев, приводящих к браку получаемой продукции. При толщине нижней биметаллической пластины менее 2 мм возможны неконтролируемые деформации металлических слоев при сварке взрывом, приводящие к снижению качества получаемой продукции. Использование нижней биметаллической пластины с толщиной равной или большей 2 мм не приводит к ухудшению качества сварных соединений и качества получаемой продукции. Толщина слоев из низкоуглеродистой стали биметаллических пластин менее 0,3 мм может оказаться недостаточной для обеспечения необходимой прочности их соединения со слоями из легированной стали при получении биметаллических пластин, например, горячей прокаткой. Толщина слоев из низкоуглеродистой стали более 0,5 мм является избыточной, поскольку для формирования диффузионных прослоек из интерметаллидов системы алюминий - железо большая толщина этих слоев не требуется.
При скорости детонации взрывчатого вещества и скоростях соударения металлических пластин при сварке взрывом выше верхних предлагаемых пределов возможны неконтролируемые деформации металлических пластин с нарушениями их сплошности, при этом может происходить интенсивное волнообразование в зонах соединения слоев, что может привести к невозможности дальнейшего практического использования сваренных заготовок. При скорости детонации взрывчатого вещества и скоростях соударения пластин в пакете ниже нижних предлагаемых пределов возможно появление непроваров в зонах соединения металлов, что приводит появлению брака получаемой продукции.
Термическую обработку сваренной пятислойной заготовки для образования сплошных интерметаллидных диффузионных прослоек между алюминиевым слоем и слоями из низкоуглеродистой стали биметаллических пластин предложено проводить при температуре 660-665°С в течение 0,7-1 ч, охлаждать с печью до температуры 640-650°С, выдерживать в печи при этой температуре 2-3 ч с последующим охлаждением на воздухе, приводящим к самопроизвольному отделению алюминия от стальных слоев по интерметаллидным диффузионным прослойкам с образованием при этом на поверхностях слоев из низкоуглеродистой стали биметаллических пластин сплошных жаростойких покрытий. Таким образом, термическую обработку предложено проводить в два этапа. На первом этапе ее проводят при температуре 660-665°С в течение 0,7-1 ч с переводом алюминия в жидкое состояние, но, когда его жидкотекучесть невелика, с последующим охлаждением с печью до температуры 640-650°С. На втором этапе заготовку выдерживают в печи при температуре 640-650°С в течение 2-3 ч с последующим охлаждением на воздухе, приводящим к самопроизвольному отделению алюминия от стальных слоев по интерметаллидным диффузионным прослойкам, то есть, когда алюминиевый слой находится в твердом, закристаллизованном состоянии. При термической обработке первого этапа, когда алюминиевый слой находится в жидком состоянии, весьма существенно увеличивается скорость диффузионных процессов между алюминием и стальными слоями, что способствует получению за короткое время термической обработки на межслойных границах интерметаллидных диффузионных прослоек требуемой толщины и необходимого состава, материал которых обладает высокой жаростойкостью. При температуре и времени термической обработки первого этапа ниже нижних предлагаемых пределов толщина получаемых интерметаллидных диффузионных прослоек оказывается недостаточной, что снижает способность каждого получаемого покрытия сопротивляться длительному окислительному воздействию газов при высоких температурах. Температура и время термической обработки выше верхних предлагаемых пределов являются избыточными, поскольку толщина интерметаллидных прослоек становится чрезмерной, при этом повышается вероятность хрупкого разрушения покрытий при дальнейшей эксплуатации полученных изделий в условиях теплосмен. Кроме того, при более высоких температурах жидкотекучесть алюминия становится слишком большой, что может привести к вытеканию алюминия из промежутка между биметаллическими пластинами. Охлаждение с печью до температуры 640-650°С после термообработки первого этапа обеспечивает целостность диффузионных интерметаллидных прослоек в полученной многослойной заготовке. При термической обработке второго этапа происходит дополнительное увеличение толщины интерметаллидных диффузионных прослоек, но при этом с двух сторон алюминиевого слоя возникают тонкие весьма хрупкие прослойки из интерметаллида FeAl3, способствующие в процессе охлаждения на воздухе полученной многослойной заготовки самопроизвольному отделению алюминия от стальных слоев по интерметаллидным диффузионным прослойкам, при этом самопроизвольное отделение происходит по тонким слоям из интерметаллида FeAl3, благодаря чему наружные поверхности полученных покрытий на биметаллических пластинах имеют незначительную амплитуду шероховатости поверхности. При температуре и времени термической обработки второго этапа ниже нижних предлагаемых пределов толщина получаемых интерметаллидных диффузионных прослоек из интерметаллида FeAl3 оказывается недостаточной и при этом не происходит самопроизвольного отделения алюминия от стальных слоев по интерметаллидным диффузионным прослойкам в процессе охлаждения многослойной заготовки на воздухе. При температуре и времени термической обработки этого этапа выше верхних предлагаемых пределов толщина получаемых интерметаллидных диффузионных прослоек из интерметаллида FeAl3 оказывается избыточной, что приводит к получению покрытий на стальных пластинах с чрезмерно большой амплитудой шероховатости поверхности.
Предлагаемый способ получения покрытия осуществляется в следующей последовательности. Берут две биметаллические пластины, состоящие из слоев легированной и низкоуглеродистой стали, а также алюминиевую пластину, очищают их от окислов и загрязнений и составляют пакет под сварку взрывом с размещением со сварочными зазорами между слоями из низкоуглеродистой стали биметаллических пластин алюминиевой пластины толщиной 1-1,5 мм, при этом толщину верхней метаемой биметаллической пластины выбирают в пределах 2-10 мм, нижней биметаллической пластины - не менее 2 мм, толщину слоев из низкоуглеродистой стали биметаллических пластин выбирают в пределах 0,3-0,5 мм. Полученный при этом пятислойный пакет укладывают на основание, размещенное на грунте. На поверхность пакета укладывают защитную прослойку из высокоэластичного материала, например, резины, защищающую поверхность верхней метаемой биметаллической пластины от повреждений, а на ее поверхности располагают заряд взрывчатого вещества со скоростью детонации 2400-2950 м/с. Высоту заряда взрывчатого вещества, а также сварочные зазоры между пластинами в пакете выбирают из условия получения скорости соударения слоя из низкоуглеродистой стали верхней метаемой биметаллической пластины с алюминиевой в пределах 440-550 м/с, а алюминиевой пластины со слоем из низкоуглеродистой стали нижней биметаллической пластины - 430-510 м/с. Инициирование процесса детонации в заряде взрывчатого вещества осуществляют с помощью электродетонатора и вспомогательного заряда взрывчатого вещества.
После сварки взрывом, например, на фрезерном станке обрезают у сваренной пятислойной заготовки боковые кромки с краевыми эффектами, закрепляют ее в специальном удерживающем устройстве, которое предотвращает взаимное перемещение металлических слоев и вытекание алюминия из промежутка между стальными слоями при последующей термической обработке, размещают полученную сборку, например, в электропечи, после чего проводят термическую обработку сваренной пятислойной заготовки для образования сплошных интерметаллидных диффузионных прослоек между алюминиевым и стальными слоями, при температуре 660-665°С в течение 0,7-1 ч, охлаждают с печью до температуры 640-650°С, выдерживают при этой температуре 2-3 ч, извлекают термически обработанную заготовку из удерживающего устройства, после чего ее охлаждают на воздухе, что приводит к самопроизвольному отделению алюминия от стальных слоев по интерметаллидным диффузионным прослойкам с образованием при этом на поверхностях слоев из низкоуглеродистой стали биметаллических пластин сплошных жаростойких покрытий. После этого эти две пластины с нанесенными на них жаростойкими покрытиями, состоящими из интерметаллидов системы алюминий-железо, могут быть использованы по назначению, а отделенный алюминиевый слой с тонкими интерметаллидными слоями на его наружных поверхностях идет на вторичную переработку.
Свойства покрытия на поверхности каждой из биметаллических пластин, полученного по предлагаемому способу, примерно такие же, как у изделий по прототипу: рабочая температура в окислительных газовых средах достигает 950-1000°С, малая амплитуда шероховатостей поверхности и пониженная склонность к образованию трещин при теплосменах, но, в отличие от прототипа, получение покрытий осуществляют одновременно на двух биметаллических пластинах, без использования в технологической схеме дефицитного и дорогостоящего никеля, с сокращением количества операций сварки взрывом до одной.
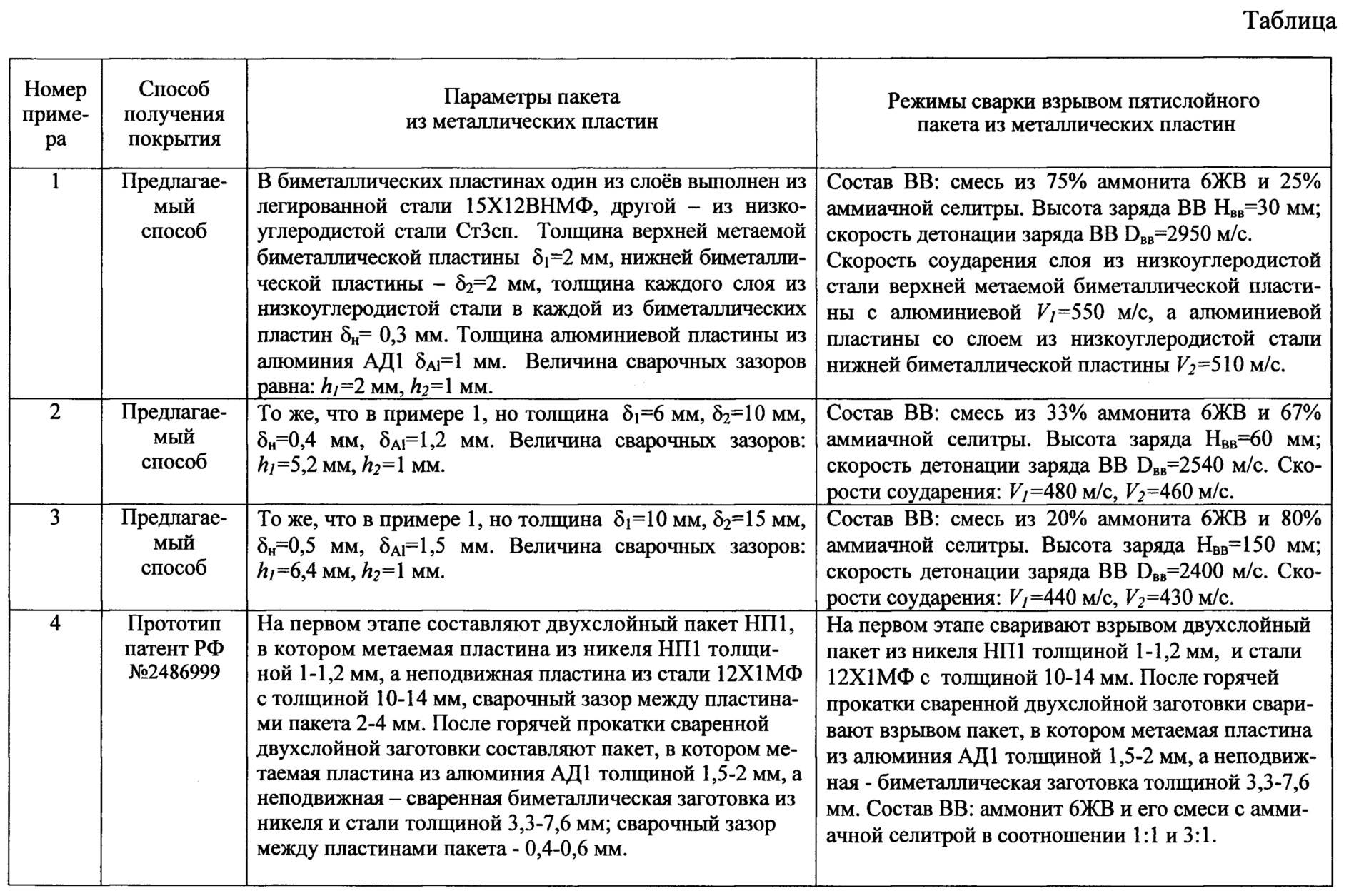
Сущность способа поясняется примерами. Все примеры, в том числе и пример по прототипу, сведены в таблице с указанием основных технологических режимов получения покрытия, состава и толщин свариваемых материалов, а также свойств полученного продукта.
Пример 1.
Берут две биметаллические пластины полученные, например, горячей прокаткой, состоящие из слоев легированной и низкоуглеродистой стали, а также алюминиевую пластину из алюминия АД1, очищают их от окислов и загрязнений и составляют пакет под сварку взрывом с размещением со сварочными зазорами между слоями из низкоуглеродистой стали биметаллических пластин алюминиевой пластины. В каждой биметаллической пластине один из слоев выполнен из легированной стали 15Х12ВНМФ, другой - из низкоуглеродистой стали Ст3сп. Толщина верхней метаемой биметаллической пластины δ1=2 мм, нижней биметаллической пластины - δ2=2 мм, толщина каждого слоя из низкоуглеродистой стали в каждой из биметаллических пластин δн=0,3 мм. Толщина алюминиевой пластины δAl=1 мм. Длина всех пластин равна 400 мм, ширина - 300 мм. Полученный при этом пятислойный пакет укладывают на плоское основание из древесно-стружечной плиты длиной 400 мм, шириной 300 мм, толщиной 18 мм, размещенное на грунте.
При сборке пакета предварительно, с помощью компьютерной технологии, определяют величину необходимых сварочных зазоров: зазор между слоем из низкоуглеродистой стали верхней метаемой биметаллической пластины и алюминиевой пластиной h1, а между алюминиевой пластиной и слоем из низкоуглеродистой стали нижней биметаллической пластины - h2.
Для сварки взрывом пакета выбираем взрывчатое вещество из рекомендуемого диапазона со скоростью детонации DBB=2950 м/с. Такую скорость обеспечивает взрывчатое вещество, представляющее собой смесь из 75% порошкообразного аммонита 6ЖВ и 25% аммиачной селитры. Взрывчатое вещество помещают в контейнер с обеспечением высоты заряда взрывчатого вещества HBB=30 мм, длиной 420 мм, шириной 320 мм. На поверхность пакета укладывают защитную прослойку из высокоэластичного материала, например, резины толщиной 2 мм, защищающую поверхность верхней метаемой биметаллической пластины от повреждений, а на ее поверхности располагают заряд взрывчатого вещества. Для получения скорости соударения металлических слоев в пределах предлагаемого диапазона, при выбранных параметрах заряда взрывчатого вещества, величина сварочных зазоров равна: h1=2 мм, h2=1 мм, что обеспечивает скорость соударения слоя из низкоуглеродистой стали верхней метаемой биметаллической пластины с алюминиевой V1=550 м/с, а алюминиевой пластины со слоем из низкоуглеродистой стали нижней биметаллической пластины V2=510 м/с. Сварку взрывом осуществляют с инициированием процесса детонации в заряде взрывчатого вещества с помощью электродетонатора и вспомогательного заряда взрывчатого вещества. После сварки, например, на фрезерном станке обрезают у сваренной пятислойной заготовки боковые кромки с краевыми эффектами. После обрезки длина заготовки равна 380 мм, ширина - 280 мм. Затем закрепляют ее в специальном удерживающем устройстве, размещают полученную сборку в электропечи, после чего проводят термическую обработку сваренной пятислойной заготовки для образования сплошных интерметаллидных диффузионных прослоек между алюминиевым и стальными слоями, и при температуре T1=660°С в течение τ1=1 ч, затем охлаждают с печью до температуры Т2=640°С, выдерживают при этой температуре τ2=3 ч, извлекают термически обработанную заготовку из удерживающего устройства, после чего ее охлаждают на воздухе, что приводит к самопроизвольному отделению алюминия от стальных слоев по интерметаллидным диффузионным прослойкам.
В результате за один технологический цикл одновременно получают две биметаллические пластины, состоящие из слоев легированной стали 15Х12ВНМФ и низкоуглеродистой стали Ст3сп со сплошными жаростойкими покрытиями из интерметаллидов системы алюминий-железо с толщиной каждого из них δинт=0,08 мм (80 мкм) на поверхностях слоев из низкоуглеродистой стали, при этом толщина каждого слоя из легированной стали в каждой биметаллической пластине - δлег=1,7 мм, толщина каждого слоя из низкоуглеродистой стали Ст3сп - около 0,28 мм. Рабочая температура в окислительных газовых средах полученных покрытий достигает 950-1000°С, амплитуда шероховатостей поверхности не превышает 0,01 мм (10 мкм). У полученных покрытий пониженная склонность к образованию трещин при теплосменах. В отличие от прототипа, получение покрытий по предлагаемому способу осуществляют одновременно на двух пластинах, без использования в технологической схеме дефицитного и дорогостоящего никеля, при этом сокращено количество операций сварки взрывом до одной.
Пример 2.
То же, что в примере 1, но внесены следующие изменения.
Толщина верхней метаемой биметаллической пластины δ1=6 мм, нижней биметаллической пластины - δ2=10 мм, толщина каждого слоя из низкоуглеродистой стали в каждой из биметаллических пластин δн=0,4 мм. Толщина алюминиевой пластины δAl=1,2 мм.
Для сварки взрывом пакета выбираем взрывчатое вещество из рекомендуемого диапазона со скоростью детонации DBB=2540 м/с. Такую скорость обеспечивает взрывчатое вещество, представляющее собой смесь из 33% порошкообразного аммонита 6ЖВ и 67% аммиачной селитры. Высота заряда взрывчатого вещества HBB=60 мм.
Для получения скорости соударения металлических слоев в пределах предлагаемого диапазона, при выбранных параметрах заряда ВВ, величина сварочных зазоров равна: h1=5,2 мм, h2=1 мм, что обеспечивает скорость соударения слоя из низкоуглеродистой стали верхней метаемой биметаллической пластины с алюминиевой V1=480 м/с, а алюминиевой пластины со слоем из низкоуглеродистой стали нижней биметаллической пластины V2=460 м/с.
После сварки взрывом, обрезки у сваренной пятислойной заготовки боковых кромок с краевыми эффектами и нанесения на ее боковые поверхности специальной обмазки заготовку подвергают термической обработке при температуре T1=662°С в течение τ1=0,85 ч, затем охлаждают с печью до температуры Т2=645°С, выдерживают в печи при этой температуре в течение τ2=2,5 ч с последующим охлаждением на воздухе.
Результаты те же, что в примере 1, но толщина слоя из легированной стали у одной из биметаллических пластин - 5,6 мм, у второй - 9,6 мм, толщина каждого слоя из низкоуглеродистой стали - около 0,38 мм, толщина каждого жаростойкого покрытия из интерметаллидов системы алюминий-железо δинт=0,07 мм (70 мкм).
Пример 3.
То же, что в примере 1, но внесены следующие изменения.
Толщина верхней метаемой биметаллической пластины δ1=10 мм, нижней биметаллической пластины - δ2=15 мм, толщина каждого слоя из низкоуглеродистой стали в каждой из биметаллических пластин δн=0,5 мм. Толщина алюминиевой пластины δAl=1,5 мм.
Для сварки взрывом пакета выбираем взрывчатое вещество из рекомендуемого диапазона со скоростью детонации DBB=2400 м/с. Такую скорость обеспечивает взрывчатое вещество, представляющее собой смесь из 20% порошкообразного аммонита 6ЖВ и 80% аммиачной селитры. Высота заряда взрывчатого вещества HBB=150 мм.
Для получения скорости соударения металлических слоев в пределах предлагаемого диапазона, при выбранных параметрах заряда ВВ, величина сварочных зазоров равна: h1=6,4 мм, h2=1 мм, что обеспечивает скорость соударения слоя из низкоуглеродистой стали верхней метаемой биметаллической пластины с алюминиевой V1=440 м/с, а алюминиевой пластины со слоем из низкоуглеродистой стали нижней биметаллической пластины V2=430 м/с.
После сварки взрывом, обрезки у сваренной пятислойной заготовки боковых кромок с краевыми эффектами и нанесения на ее боковые поверхности специальной обмазки заготовку подвергают термической обработке при температуре T1=665°С в течение τ1=0,7 ч, затем охлаждают с печью до температуры Т2=650°С, выдерживают в печи при этой температуре в течение τ2=2 ч с последующим охлаждением на воздухе.
Результаты те же, что в примере 1, но толщина слоя из легированной стали у одной из биметаллических пластин - 9,5 мм, у второй - 14,5 мм, толщина каждого слоя из низкоуглеродистой стали - около 0,49 мм, толщина каждого жаростойкого покрытия из интерметаллидов системы алюминий-железо δинт=0,06 мм (60 мкм).
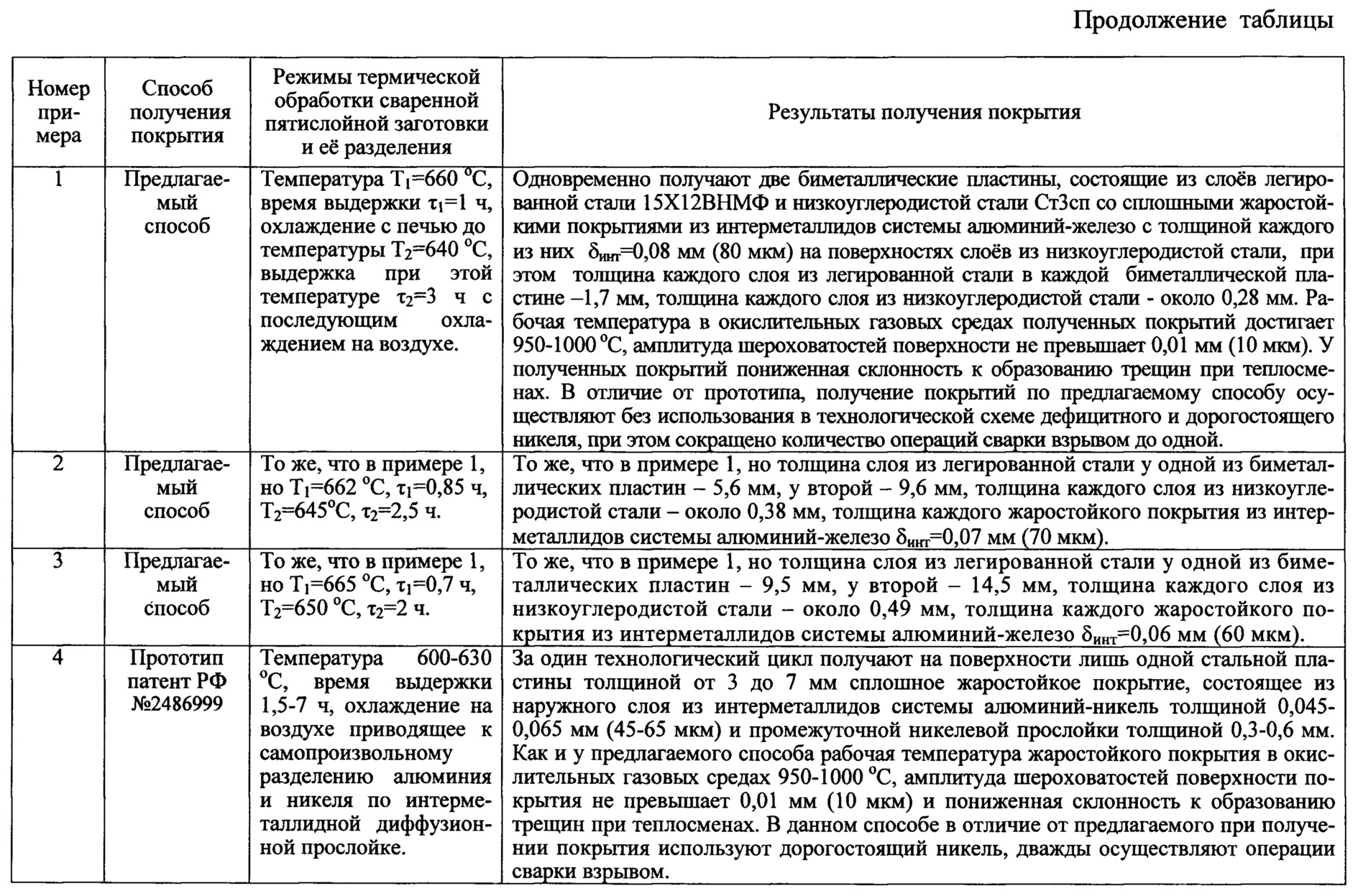
При получении покрытия по прототипу (см. таблицу, пример 4) за один технологический цикл получают на поверхности лишь одной стальной пластины толщиной от 3 до 7 мм сплошное жаростойкое покрытие, состоящее из наружного слоя из интерметаллидов системы алюминий-никель толщиной от 0,045 мм (45 мкм) до 0,065 мм (65 мкм) и промежуточной никелевой прослойки толщиной 0,3-0,6 мм. Как и у предлагаемого способа рабочая температура жаростойкого покрытия в окислительных газовых средах достигает 950-1000°С, амплитуда шероховатостей поверхности покрытия не превышает 10 мкм, пониженная склонность к образованию трещин при теплосменах, но, в отличие от предлагаемого способа, при получении покрытия по прототипу используют дефицитный и дорогостоящий никель, дважды осуществляют операции сварки взрывом, что приводит к существенным затратам на получение покрытия, а это ограничивает применение данного способа при изготовлении жаростойких деталей энергетических и химических установок.
Способ получения жаростойкого интерметаллидного покрытия на поверхности стальной пластины, включающий составление пакета из стальных пластин и размещенной между ними с зазором пластины, содержащей материал покрытия, установку над пакетом заряда взрывчатого вещества и осуществление сварки взрывом, после чего проводят термическую обработку сваренной заготовки для формирования на границе раздела металлов сплошной интерметаллидной диффузионной прослойки заданной толщины с последующим разделением полученной заготовки по диффузионной прослойке, отличающийся тем, что в качестве стальных пластин используют биметаллические пластины, состоящие из слоя легированной стали и слоя низкоуглеродистой стали, в качестве пластины, содержащей материал покрытия, используют алюминиевую пластину толщиной 1-1,5 мм, которую размещают между слоями из низкоуглеродистой стали двух биметаллических пластин, при этом толщину верхней метаемой биметаллической пластины выбирают в пределах 2-10 мм, нижней биметаллической пластины - не менее 2 мм, а толщину слоев из низкоуглеродистой стали биметаллических пластин выбирают в пределах 0,3-0,5 мм, сварку взрывом полученного пакета осуществляют при скорости детонации заряда взрывчатого вещества 2400-2950 м/с, при этом высоту заряда взрывчатого вещества и сварочные зазоры между пластинами в пакете выбирают из условия получения скорости соударения слоя из низкоуглеродистой стали верхней метаемой биметаллической пластины с алюминиевой в пределах 440-550 м/с, а алюминиевой пластины со слоем из низкоуглеродистой стали нижней биметаллической пластины - 430-510 м/с, причем термическую обработку сваренной пятислойной заготовки проводят при температуре 660-665°С в течение 0,7-1 ч, охлаждают с печью до температуры 640-650°С и выдерживают при этой температуре 2-3 ч с последующим охлаждением на воздухе, приводящим к самопроизвольному отделению алюминия от стальных слоев по интерметаллидным диффузионным прослойкам, с образованием на поверхности слоя из низкоуглеродистой стали каждой из двух биметаллических пластин сплошного жаростойкого покрытия системы алюминий-железо.Теплозащитный материал
Способ получения меланина из лузги подсолнечника
N-(адамантан-2-ил)- и n-[(адамантан-1-ил)метил]- производные амида 2-(4-аллил-2-метоксифенокси)уксусной кислоты, являющиеся потенциальными синтетическими адаптогенами экстренного действия
Способ получения термопластичного эластомера на основе натурального каучука и поливинилхлорида
Способ получения производных n-алкил- и n,n-диалкилизоцитозина
Эластомерная композиция на основе натурального каучука
Способ производства желированных мясных продуктов
Посыпка для панировки пищевых продуктов
Способ производства йогурта с зеленым чаем матча
Способ определения водонасыщения асфальтобетона
Способ получения композиционных материалов из стали и смесей порошков никеля и борида вольфрама
Способ получения износостойких покрытий на поверхностях пластин из меди и алюминиевого сплава
Способ получения композиционных материалов из стали и смесей порошков никеля и борида вольфрама
Способ получения композиционных материалов из стали и смесей порошков никеля и борида вольфрама
Способ получения износостойких покрытий на поверхностях пластин из алюминиевого сплава и меди
Способ получения жаростойких покрытий на стали
Способ получения жаростойких покрытий на стали
Способ получения жаростойкого покрытия на стали
Способ получения жаростойкого покрытия на стали

