Результат интеллектуальной деятельности: Держатель с электродом-грибком для контактной точечной сварки
Вид РИД
Изобретение
Изобретение относится к сварочному производству и пригодно при изготовлении арматуры из прутковых заготовок.
Известны электроды, имеющие цилиндрические рабочую (переднюю) часть и конический полый хвостовик, размещенный в соответствующей передней полости держателя-трубы, в которых с зазорами расположена трубка для циркуляции хладагента (см. ГОСТ14111-90, с. 16). К ним относятся и электроды-грибки с диаметром передней рабочей части больше наибольшего диаметра хвостовика и используемые при сварке прутковых заготовок между собой.
Их недостаток: ограниченная площадь охлаждения дна полости хвостовика и поэтому неэффективное охлаждение электрода и низкая стойкость его.
Известен и другой электрод такого же типа, дополнительно охлаждаемый и снаружи, чем повышается его стойкость, но использованием хладагента для этой цели ухудшаются санитарные условия работы на сварочной машине (см. Патент РФ 2420378 С3 от 02.03.2009).
Задачей предлагаемого решения является повышение эффективности жидкостного охлаждения электрода увеличением внутренней охлаждаемой поверхности его.
Технический результат от этого изобретения заключается в уменьшении нагрева и повышении стойкости электродов-грибков.
Он достигается тем, что в держателе-трубе с конической полостью с его переднего торца под полый хвостовик электрода-грибка, в котором с осевым и кольцевым зазорами размещена передняя часть трубки, соединенной задней частью с поверхностью полости держателя в его задней части с продольным окном, открытым в трубку, и поперечным окном, выходящим в кольцевой зазор между трубкой и поверхностью полости держателя, НОВЫМ является то, что у дна полости хвостовика образована боковая кольцевая канавка, в зоне которой размещен с осевыми зазорами увеличенный до номинального диаметра этой полости передний конец трубки; на переднем конце трубки размещена базирующаяся задней частью на поверхности полости хвостовика втулка с продольными канавками, выполненными с ее заднего торца и открытыми в наружную кольцевую канавку у переднего торца ее, расположенную в задней части боковой кольцевой канавке этой полости.
Образованием у дна полости хвостовика боковой кольцевой канавки увеличивается охлаждаемая поверхность электрода за счет ее торцовых и боковой поверхностей и, следовательно, возрастает эффективность жидкостного охлаждения электрода.
Размещением в зоне канавки увеличенного по диаметру переднего конца трубки, отстоящего от ее поверхностей с зазорами, обеспечивается эффективное омывание хладагентом и охлаждение не только поверхностей этой канавки, но и дна полости хвостовика.
Увеличением переднего конца трубки до номинального диаметра полости хвостовика электрода возрастает в зоне ее кольцевой канавки поперечное сечение трубки для обеспечения эффективного омывания хладагентом поверхностей этой канавки и, следовательно, возрастания охлаждаемой поверхности электрода.
Увеличением конца трубки до выше указанного размера также обеспечивается беспрепятственное перемещение его по полости хвостовика при установке электрода в держателе и удалении из него вследствие наличия гарантированных зазоров между поверхностью полости хвостовика и увеличенным концом трубки.
Установкой на переднем конце трубки втулки с базировкой ее задней частью на поверхности полости хвостовика обеспечивается центрирование трубки в этой полости для равномерного охлаждения хладагентом элементов канавки и дна этой полости и соответствующего износа рабочего торца электрода.
Выполнением на втулке наружных продольных канавок от заднего торца до наружной кольцевой канавки у переднего торца ее, расположенной в задней части кольцевой канавки хвостовика, осуществляется подвод хладагента по ним в эту канавку. Из нее в заднюю часть кольцевой канавки полости хвостовика, затем вдоль нее в переднюю часть ее и далее омывание им дна полости хвостовика с последующим отводом нагретого теплом электрода хладагента по трубке за пределы держателя.
Сопоставительный анализ предлагаемого решения с известными в настоящее время решениями свидетельствует, что оно ново, существенно отличается от них, промышленно пригодно и поэтому соответствует критерию ИЗОБРЕТЕНИЕ.
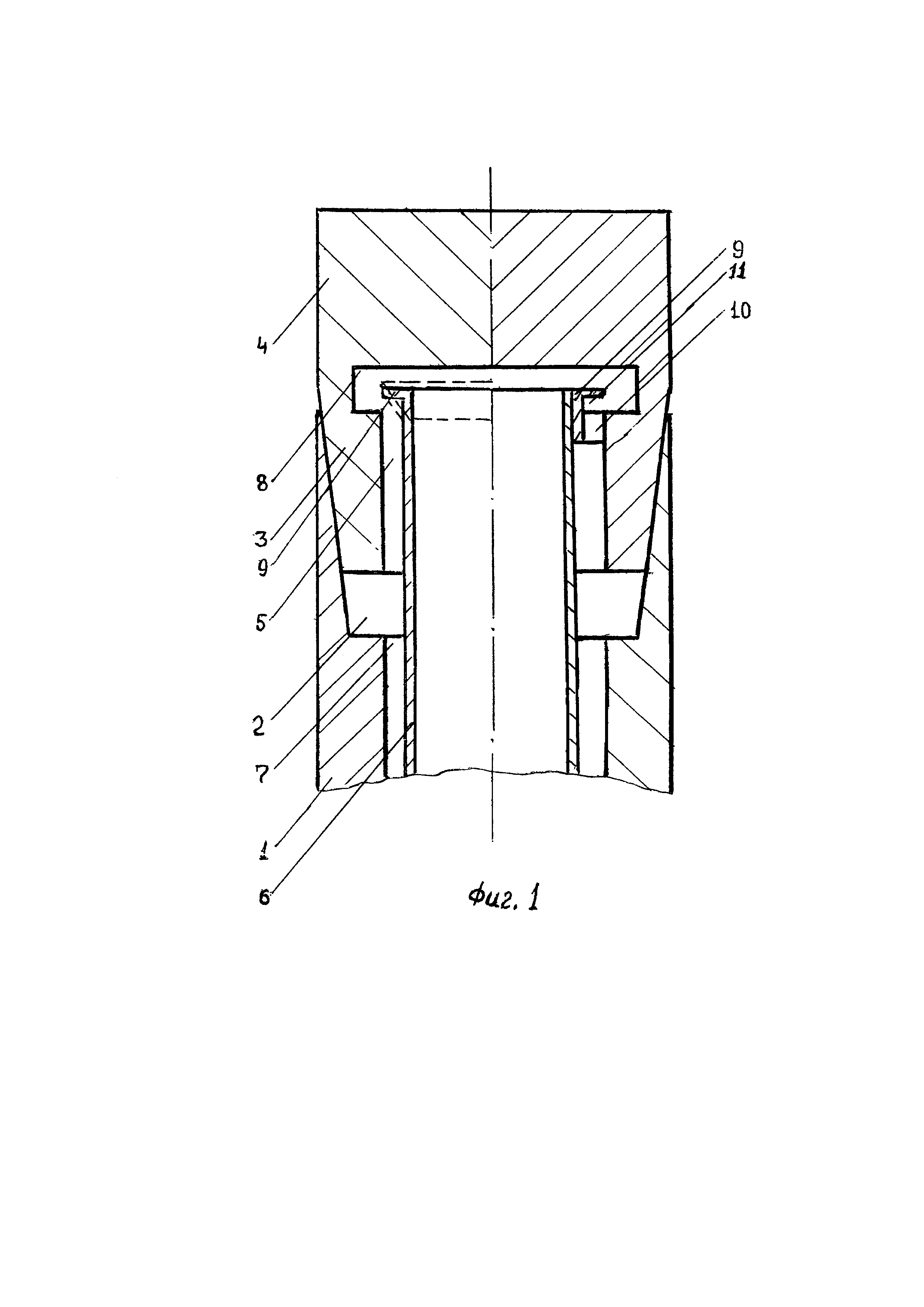
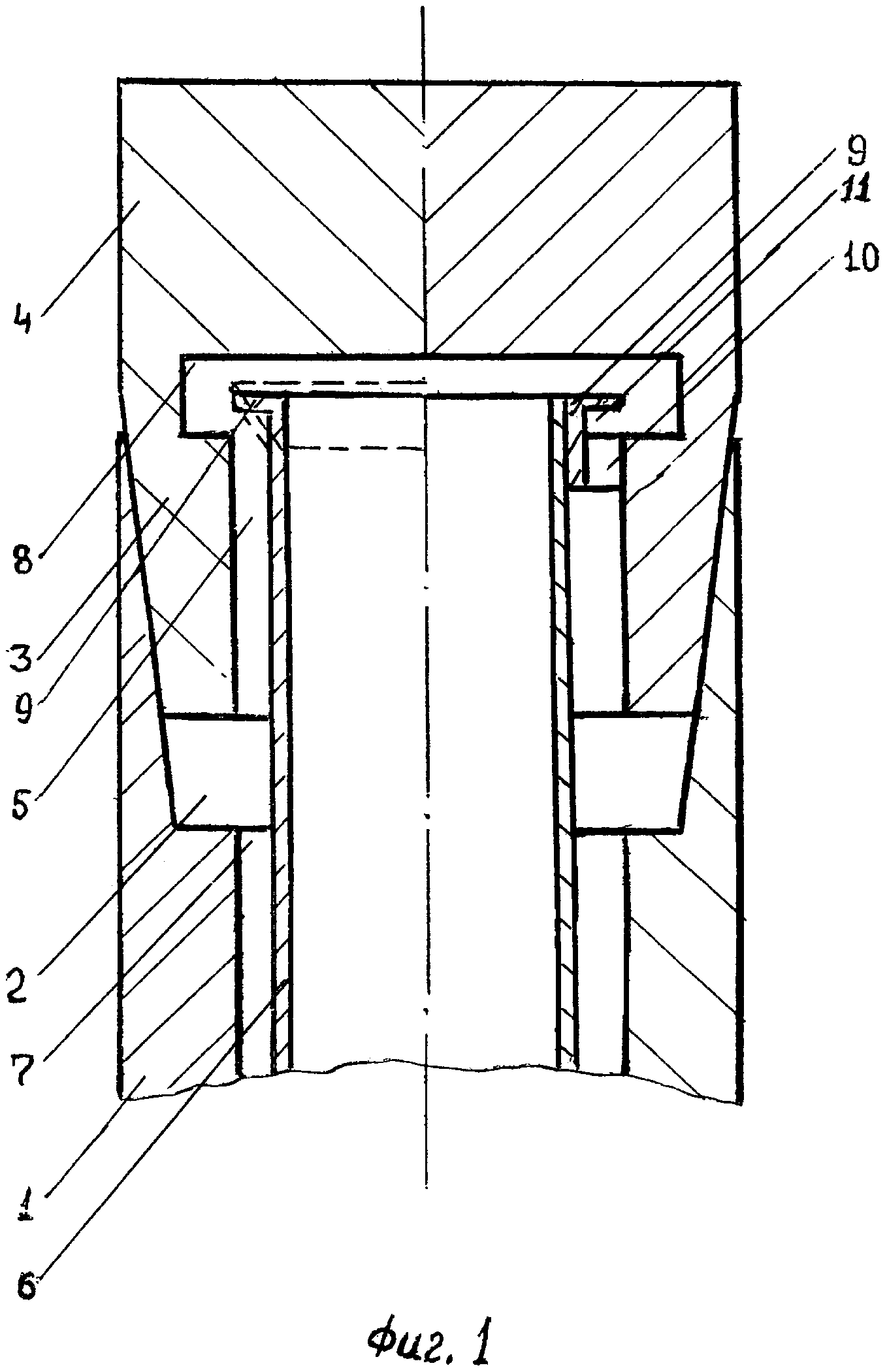
Предлагаемое устройство представлено своей передней частью нижнего держателя с электродом-грибком сварочной машины на фиг. 1: п. 1 формулы - слева от оси симметрии и п. 2 ее - справа от этой оси.
Оно содержит держатель-трубу 1, с переднего торца которого образованна коническая полость 2 под соответствующий хвостовик 3 электрода-грибка 4. В хвостовике 3 имеется цилиндрическая полость 5, в которой, как и в полости 2 и осевом отверстии держателя 1, размещена трубка 6 с кольцевым зазором 7. У дна полости 5 образованна боковая кольцевая канавка 8, в зоне которой расположен передний деформированный с увеличением диаметра конец 9 трубки 6. При этом его диаметр равен номинальному диаметру полостей хвостовика и держателя или полости первого, что определяется способом крепления трубки в держателе. Торец такого переднего конца трубки 6 может быть перпендикулярен ее продольной оси или передняя часть ее - раструб, показанный штриховыми линиями, с основанием на нем, что предпочтительнее при разборке этого устройства.
Конец 9 трубки 6 отделен осевыми зазорами от переднего и заднего краев канавки 8 и кольцевым зазором от ее боковой поверхности.
Правая часть фиг. 1 имеет те же самые элементы 1-8, не показанные на этой части, и отличается от предыдущего наличием на переднем конце трубки 5 втулки 9 с продольными канавками 10, открытыми с заднего конца ее, базирующегося вершинами своих 2-3-х ребер, образующихся при выполнении такого же количества канавок, на боковой поверхности полости 5 хвостовика 3.
Передние края этих канавок открыты в наружную кольцевую канавку 11, выполненную у переднего торца втулки и открытую в заднюю часть кольцевой канавки 8 полости 5 хвостовика 3. Параметры последней канавки и трубки 6 определяются размерами электрода-грибка 4.
Последний охлаждается так: по кольцевым зазорам 7 между трубкой 6 и полостями держателя 1 и хвостовика 3 хладагент поступает в заднюю часть кольцевой канавки 8 благодаря деформированному переднему концу трубки 6, перекрывающему зазор 7 хвостовика 3; далее хладагент по кольцевому зазору канавки 8, образованному боковыми поверхностями переднего конца трубки и этой канавки, устремляется в переднюю часть ее, из которой вдоль дна полости 5 следует в полость трубки 6; по ней он, нагретый теплом электрода 4, аккумулирующего тепло свариваемых между собой прутковых заготовок, отводится за пределы держателя 1 (левая часть фиг. 1).
Охлаждение устройства в правой части фиг. 1 отличается следующим: из зазора 7 хладагент поступает в продольные канавки 10 втулки 9, размещенной на переднем конце трубки 6; из них в кольцевую канавку 11 втулки, из нее в заднюю часть кольцевой канавки 8 хвостовика 3, далее вдоль последней к ее передней части и затем вдоль дна полости 5 хвостовика в трубку 6, а из нее за пределы держателя 1.
Омыванием хладагентом задней, боковой и передней стенок кольцевой канавки 8, а затем и дна полости 5 хвостовика 3 с переменой направления течения вдоль вышеуказанного способствует турбулизации потока его с разрушением пограничных слоев у стенок канавки 8 и полости 5 и обеспечивает максимальный эффект охлаждения возросшей площади поверхностей этих элементов электрода 4 и, следовательно, повышается его стойкость. Определим увеличение охлаждаемой поверхности у предлагаемого электрода-грибка, задавшись следующими параметрами его и трубки: последняя с наружным диаметром А=10 отделена осевым зазором в 2 от дна полости диаметром Б=13 хвостовика; его кольцевая прямоугольная канавка выполнена шириной В=4 и глубиной Г=2 (все размеры в мм).
Тогда у электрода-прототипа охлаждаемая поверхность дна полости и прилегающей к нему боковой поверхности равна: Д=0,785*13*13+3,14*13*2=214;
у предлагаемого электрода она за счет кольцевой канавки равна: Е=0,785*13*13+2*0,785(172-132)+3,14*17*4=133+125+213=471.
Их соотношение: Е/Д=471/214=2,2.
Примерно такие же значения будут и при других параметрах предлагаемых элементов.
Электроды-грибки широко используются в строительстве при сварке прутковых заготовок и для надежного размещения последних на их передних торцах они имеют значительные поперечные размеры, примерно равные наружным диаметрам держателей. Поэтому в таких электродах возможно выполнение кольцевых канавок без ущерба их прочностным и эксплуатационным характеристикам даже при самых жестких энергетических, силовых и временных режимах сварки исходных стальных заготовок любого диаметра.
Это решение пригодно и в электродах-колпачках с одним отличием: передний конец трубки равен минимальному номинальному диаметру конической полости таких электродов.
Следовательно, предлагаемыми решениями увеличивается охлаждаемая поверхность электрода как минимум в 2 раза с одновременной турбулизацией потока хладагента в зоне охлаждения его уширенным концом трубки или ее втулкой повышается теплоотвод от него и его стойкость.
Таким образом, выполнением боковой кольцевой канавки у дна полости хвостовика существенно возрастает охлаждаемая поверхность электрода-грибка, чем снижается температура его нагрева при сварке и возрастает его стойкость.
Электрод с хвостовиком для контактной точечной сварки
Электрод с хвостовиком для контактной точечной сварки
Электрод с хвостовиком для контактной точечной сварки
Электрод с хвостовиком для контактной точечной сварки
Электрод с хвостовиком для контактной точечной сварки
Электрод с хвостовиком для контактной точечной сварки

