Результат интеллектуальной деятельности: Способ лазерного упрочнения полой металлической заготовки
Вид РИД
Изобретение
Известен способ упрочнения разделительного штампа (патент №2566224, опубл. 20.10.2015, МПК C21D 9/22 (2006.01), C21D 1/09 (2006.01), B23K 26/00 (2014.01), C21D 6/04 (2006.01)), включающий упрочнение разделительного штампа лазерной закалкой боковых рабочих поверхностей путем оплавления припусков за один проход при перемещении луча лазера по стыку припусков и последующий лазерный отпуск. Техническим результатом изобретения является оптимизация структурного состояния закаленной лазером высоколегированной инструментальной стали (мартенсит отпуска + карбиды) и улучшение ее эксплуатационных характеристик.
Однако известный способ позволяет обрабатывать штамп на ограниченную глубину упрочненного слоя, определяемую пороговой величиной подводимой энергии.
Известен способ поверхностного упрочнения металлов (патент №2275432, МПК C21D 1/09 (2006.01), C21D 1/04 (2006.01), опубл. 27.04.2006), наиболее близкий к заявляемому изобретению и принятый за прототип, включающий воздействие лазерным лучом и внешним электромагнитным полем, при этом модулируют генерируемые лазерным лучом колебания в кристаллических решетках металла колебаниями от внешнего электромагнитного поля, когерентными с первыми, при этом частоту колебаний электромагнитного поля устанавливают больше частоты колебаний плотности свободных электронов в обрабатываемом металле. Технический результат: повышение прочностных характеристик упрочненной поверхности и увеличение глубины упрочнения.
Недостатком данного метода является использование специальных технических средств для увеличения глубины упрочнения.
Техническая проблема, на решение которой направлено предлагаемое изобретение, заключается в создании градиентного функционального слоя с повышенной твердостью, коррозионной стойкостью, износостойкостью в исходной заготовке с внешней и внутренней стороны и объему между ними.
Технический результат, на достижение которого направлено предлагаемое изобретение, заключается в увеличении твердости градиентного функционального слоя обрабатываемого участка полой металлической заготовки.
Технический результат достигается тем, что в способе лазерного упрочнения полой металлической заготовки получают функциональный градиентный слой посредством обработки локальных зон лазерным лучом непрерывного действия, отличающийся тем, что обработку осуществляют путем переплава, по меньшей мере, одной локальной зоны на полную толщину стенки металлической заготовки по окружности, с образованием на внешней и внутренней поверхности функционального градиентного слоя, при этом в начале переплава плавно увеличивают мощность лазерного луча от 2 до 10 кВт в течение 200 миллисекунд и плавно уменьшают мощность лазерного луча с 10 кВт до 0 за 400 миллисекунд в конце локального переплава.
Локальными зонами являются зоны детали, которые при работе подвергают фрикционному, коррозионному, эрозионному износу.
Металлическую заготовку при необходимости снятия напряжений после локального переплава дополнительно подвергают термической обработке (печной, ТВЧ).
В виде источника лазерного луча используют волоконный лазер, или твердотельный лазер, или CO2-лазер, или диодный лазер.
Для заготовок толщиной свыше 8 мм для равномерности наружного и внутреннего участков переплава может применяться заглубление фокуса в диапазоне 1-4 мм.
На фигуре 1 представлена принципиальная схема осуществления переплава.
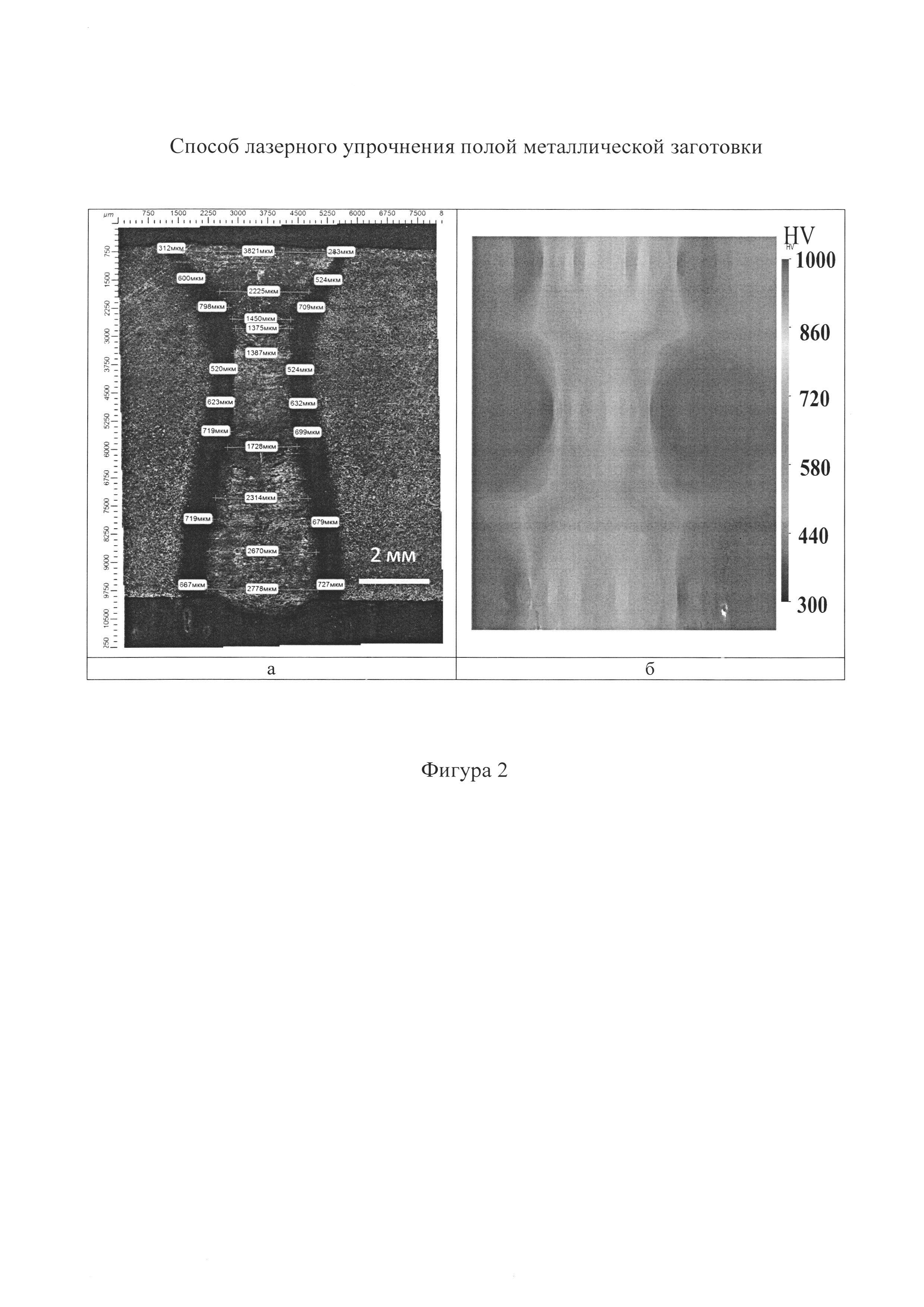
На фигуре 2,а представлена микроструктура поперечного сечения зоны локального переплава при увеличении 20 крат.
На фигуре 2,б представлено поле распределения твердости поперечного сечения, представленного на фигуре 2,а.
Позиции на фигурах 1 и 2: 1 - обрабатываемая металлическая заготовка; 2 - сфокусированный лазерный луч; 3 - направление вращения при обработке.
Устройство для осуществления способа состоит из роботизированного комплекса лазерной сварки, оптической системы фокусировки лазерного луча, системы подачи защитного газа, вращателя, зажимных устройств, обрабатываемой заготовки 1.
Сущность способа заключается в следующем.
Механической и химической обработкой подготавливают заготовку 1 необходимых размеров в диапазоне (длина × радиус × толщина) от 100×10×2 мм до 1000×1000×12 мм из перлитных, бейнитных или мартенситных закаливающихся сталей марок 30ХГСА, 35ХГСА и пр. Заготовку 1 фиксируют во вращателе (не показано). Лазерным лучом 2 локальный участок 3 заготовки 1 переплавляется по окружности или по длине заготовки. Режимы переплава зависят от толщины заготовки, требуемой микроструктуры в результате обработки. Основными параметрами режимов локального переплава являются линейная или угловая скорость переплава и мощность лазерного излучения. Стратегия обработки и режимы локального переплава задаются программой роботизированного комплекса.
При осуществлении процесса локального переплава используется плавное нарастание и убывание мощности лазерного луча 2 с целью стабильности процесса переплава, т.е. спокойного поведения расплавленного металла и улучшения косметических характеристик переплавляемой заготовки.
После локального переплава может выдерживаться время для естественного охлаждения заготовки или применяться принудительное охлаждение потоком воды или воздуха.
Операции продолжаются до конца осуществления необходимого количества проходов локального переплава, которые будут зависеть от геометрических размеров обрабатываемой заготовки.
Используют материалы, закаливающиеся при высоких скоростях охлаждения (среднеуглеродистые и высокоуглеродистые стали, низколегированные и легированные стали, некоторые титановые и алюминиевые сплавы).
При обработке некоторых марок сталей и титановых сплавов за счет высоких скоростей локального переплава и соответственно высоких скоростей охлаждения возможно появление горячих и холодных трещин, во избежание которых необходимо снизить скорости обработки или применить предварительный, сопутствующий и последующий подогрев.
Режимы локального переплава зависят от природы материала, толщины заготовки 1, требуемой глубины переплава, находятся в диапазоне: скорость перемещения лазерного луча 15-40 мм/сек, мощность лазерного луча 1-20 кВт, также для заготовок толщиной свыше 8 мм для равномерности наружного и внутреннего участков переплава может применяться заглубление фокуса в диапазоне 1-4 мм.
Режимы нарастания в начале локального переплава и убывания в конце мощности лазерного луча 2 влияют на качество поверхности обрабатываемой металлической заготовки 1 и минимизацию механической обработки после операций обработки лазерным лучом 2, так как положительно влияют на поведение металла в расплавленном состоянии, т.е. не происходит ударного взаимодействия лазерного излучения большой мощности с металлическим листом. Оптимальный режим нарастания мощности лазерного луча 2 до 10 кВт за 200 миллисекунд, убывания с 10 кВт за 400 миллисекунд.
Таким образом, за счет локального изменения микроструктурного состава (перлит + феррит в мартенсит (участок полного переплава) + бейнит (зона термического влияния)) обрабатываемой металлической заготовки в месте переплава лазерным лучом в результате обеспечения высоких скоростей лазерного локального переплава и, следовательно, высоких скоростей охлаждения достигается эффект увеличения твердости, износостойкости, коррозионной и эрозионной стойкости исходной металлической заготовки.

Тренажер для развития мышц верхних конечностей
Способ локальной защиты изделия из жаропрочного сплава от газового алитирования
Универсальная лазерная оптическая головка
Способ определения углов наклона блока инерциальных измерителей комплексной системы угловой ориентации относительно плоскости горизонта
Климатическая система транспортного средства
Устройство определения углов наклона блока инерциальных измерителей комплексной системы угловой ориентации относительно плоскости горизонта
Злаковый батончик для питания работающих с ртутью и ее неорганическими соединениями
Механизм машущего крыла
Цилиндропоршневая группа двигателя внутреннего сгорания
Мотор-колесо
Тренажер для развития мышц верхних конечностей
Способ локальной защиты изделия из жаропрочного сплава от газового алитирования
Универсальная лазерная оптическая головка
Способ изготовления тавровой балки лазерным лучом
Способ лазерной сварки заготовок больших толщин
Способ лазерной термической обработки металлического листа
Способ лазерной наплавки покрытий на образец и устройство для его осуществления
Устройство для гибридного лазерно-акустического создания функционально-градиентного материала
Способ плазменно-акустической обработки изделий
Способ сверхзвуковой лазерной наплавки порошковых материалов и устройство его реализующее

