Результат интеллектуальной деятельности: Способ смазки подшипников жидкостного трения прокатной клети
Вид РИД
Изобретение
Изобретение относится к области прокатного производства, а именно к способу смазки подшипников жидкостного трения опорных узлов валков прокатных клетей.
Известен способ смазки подшипников жидкостного трения прокатной клети, включающий подачу жидкой смазки из напорного маслопровода гидросистемы в центральную часть подшипника через отверстия в теле подушки, распределение смазки между трущимися поверхностями подшипника и слив отработанной смазки в масляные карманы, расположенные с обеих сторон подушки, и из карманов - в сливной маслопровод гидросистемы (Патент РФ №2295407, МПК В21В 31/02, опубл. 20.03.2007 г.).
Недостатком известного технического решения является то, что при сливе жидкой смазки из масляных карманов в сливной маслопровод вместе со смазкой захватывается часть воздуха, находящегося в верхней части карманов. При этом внутри карманов образуется разрежение газовой среды (происходит падение давления), что, в свою очередь, приводит к подсосу через уплотнительные устройства со стороны бочки прокатного валка в карманы воздуха окружающей среды вместе с водой, охлаждающей прокатные валки, и содержащимися в ней механическими примесями и окалиной. Падение давления внутри карманов подушки приводит к снижению эффективности слива смазки из подушки, переполнению карманов смазкой, возрастанию давления внутри карманов и возможности утечки смазки из подушки в окружающую среду. Цикл падение давления - подъем давления газовой среды внутри карманов подушек постоянно повторяется. Длительность цикла зависит от площади сечения сливных отверстий, расхода и вязкости жидкой смазки, состояния и конструкции уплотнительных устройств. Все это приводит к увеличенному расходу жидкой смазки, снижению нагрузочной способности прокатной клети (из-за изменения вязкости смазки при ее обводнении), снижению долговечности подшипников жидкостного трения, а также к увеличению затрат на строительство гидросистемы из-за необходимости сепарации воды, механических примесей и окалины. Для улучшения условий слива жидкой смазки самотеком из подушек площадь сечения сливных маслопроводов обычно выполняют в 10-15 раз больше площади сечения напорного маслопровода (при этом подразумевается, что часть сечения сливного маслопровода должна оставаться не заполненной смазкой для обеспечения свободного перетока газовой среды и исключения воздушных пробок внутри сливной магистрали), что значительно увеличивает габариты подушек, прокатных валков и станин прокатных клетей и соответственно увеличивает капитальные затраты.
Наиболее близким по технической сущности к предложенному (прототипом) является способ смазки подшипников жидкостного трения прокатной клети (патент РФ №2139765, МПК В21В 31/02, опубл. 20.11.1999 г.). Способ включает подачу жидкой смазки из напорного маслопровода гидросистемы в центральную часть подшипника через отверстия в теле подушки, распределение смазки между трущимися поверхностями подшипника и слив отработанной смазки в масляные карманы, расположенные с обеих сторон подушки, и из карманов - в сливной маслопровод гидросистемы.
Как и в предыдущем техническом решении, жидкая смазка из кармана со стороны бочки прокатного валка перетекает в карман со стороны зоны обслуживания через сливные отверстия, выполненные в нижней части подушки, а затем из кармана со стороны обслуживания перетекает в сливной маслопровод самотеком. При сливе жидкой смазки часть газовой среды уносится в сливной маслопровод гидросистемы, внутри карманов образуется разрежение и из-за разницы давления по сравнению с окружающей средой через уплотнительные устройства в масляные карманы попадает охлаждающая прокатные валки вода и содержащиеся в ней механические примеси и окалина, что приводит к снижению вязкости жидкой смазки и, как следствие, к снижению нагрузочной способности прокатной клети, абразивному и коррозионному износу подшипников, уплотнительных устройств и других деталей опорного узла прокатного валка. Загрязнение жидкой смазки водой и механическими примесями требует последующей очистки методом центробежной сепарации и строительства параллельной гидросистемы (один бак со смазкой - в работе, второй бак - на сепарации смазки). Перечисленные недостатки приводят к повышенному расходу жидкой смазки, к снижению эксплуатационных характеристик прокатной клети и к снижению долговечности подшипников жидкостного трения и уплотнительных узлов.
Задача, на решение которой направлено заявляемое изобретение, - снижение расхода жидкой смазки, увеличение долговечности деталей опорного узла прокатного валка, в том числе подшипника жидкостного трения и уплотнительного узла, а также упрощение конструкции гидросистемы.
Задача достигается тем, что в способе смазки подшипников жидкостного трения прокатной клети, включающем подачу жидкой смазки из напорного маслопровода гидросистемы в центральную часть подшипника через отверстия в теле подушки, распределение смазки между трущимися поверхностями подшипника и слив отработанной смазки в масляные карманы, расположенные с обеих сторон подушки, и из карманов - в сливной маслопровод гидросистемы, в масляные карманы непрерывно подают газ и поддерживают в них величину давления газовой среды, которая выше давления воздуха окружающей среды и давления газовой среды в сливном маслопроводе и меньше величины давления смазки, поступающей в подшипник из напорного маслопровода, при этом давление газовой среды во внутреннем масляном кармане со стороны бочки прокатного валка превышает давление газовой среды во внешнем масляном кармане со стороны зоны обслуживания клети, а давление газовой среды во внешнем масляном кармане со стороны зоны обслуживания клети превышает давление газовой среды в сливном маслопроводе. В качестве газа применяют воздух или азот.
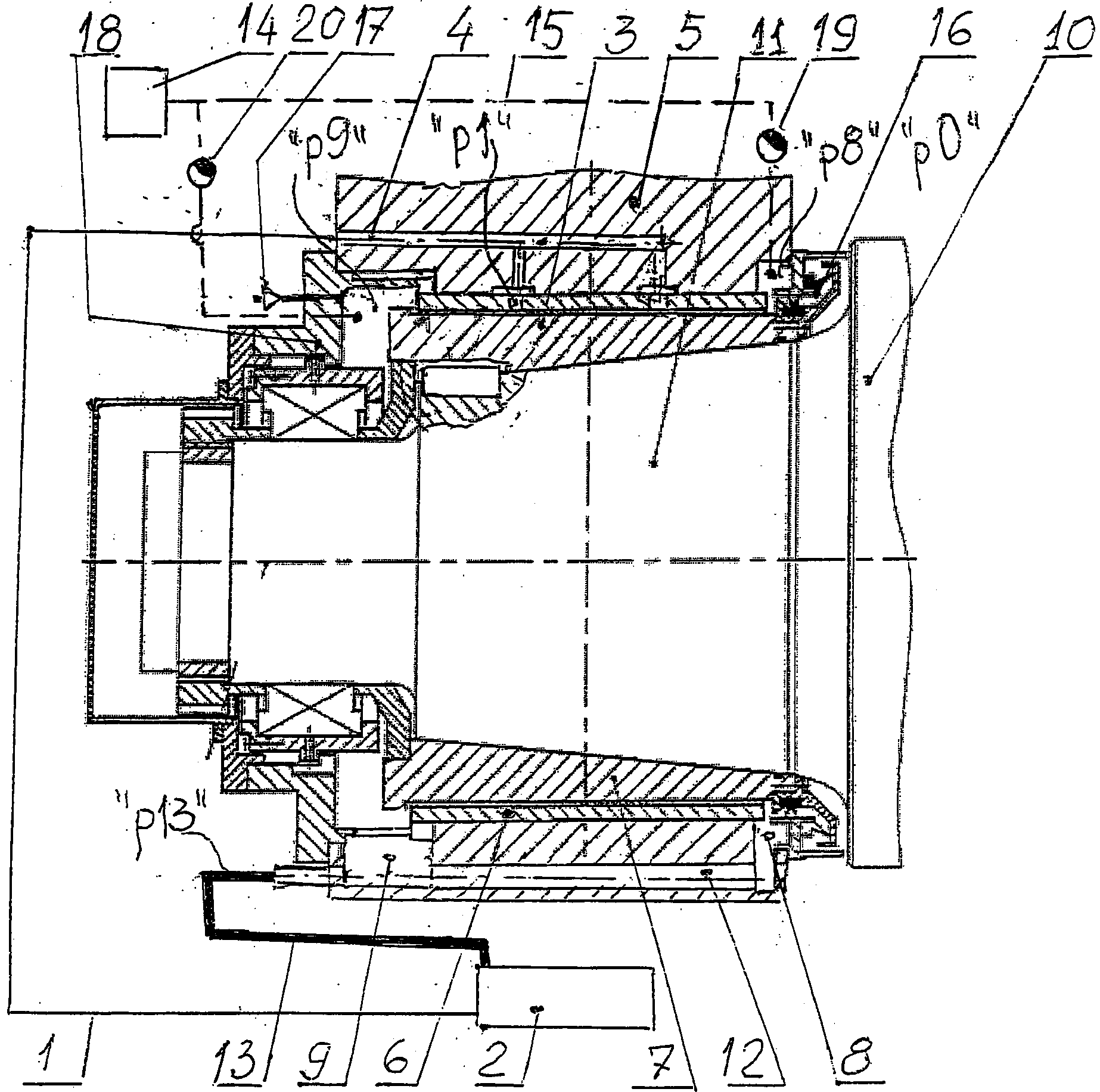
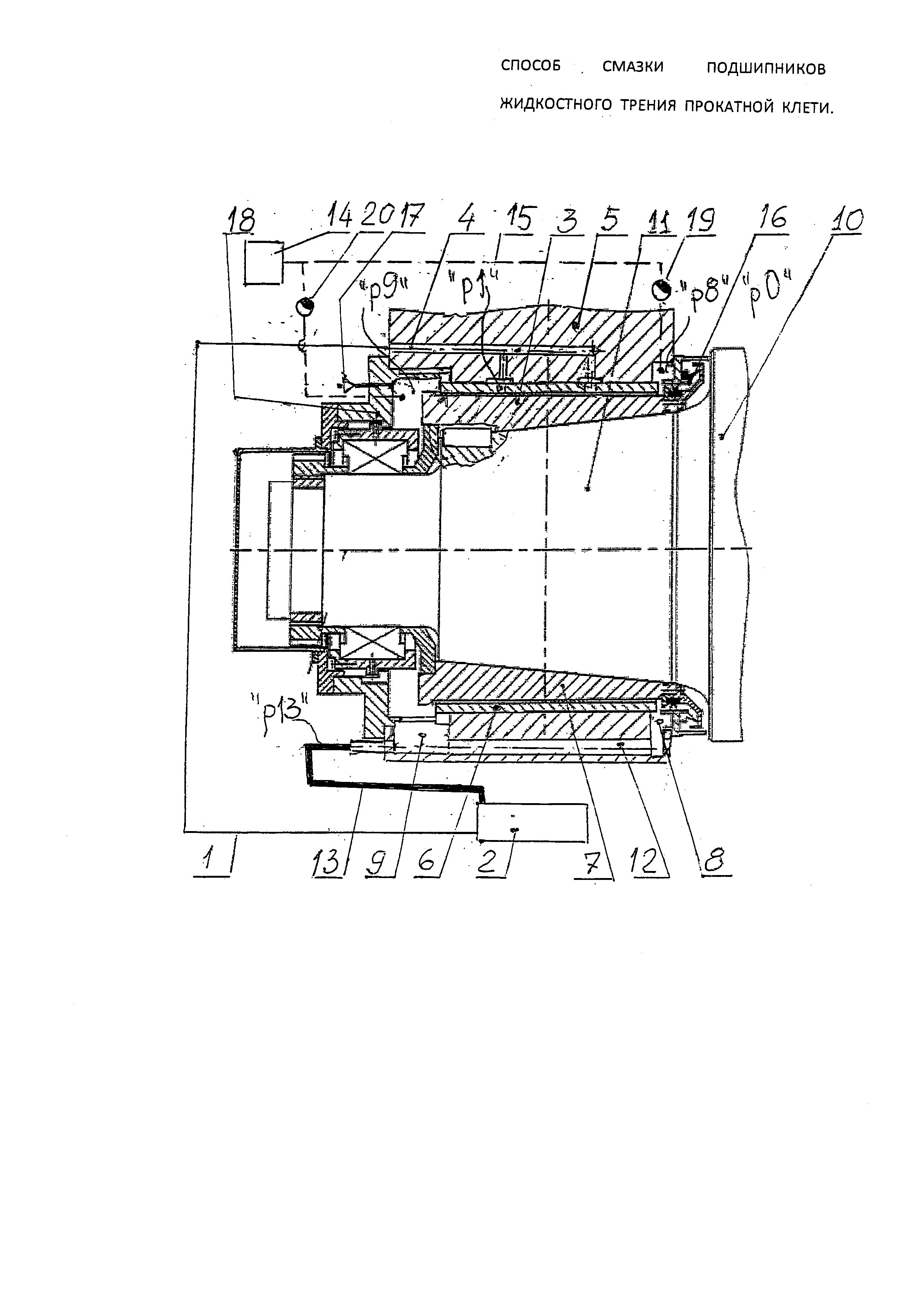
Техническая сущность изобретения поясняется фигурой, на которой изображена схема осевого разреза подшипника жидкостного трения для валков прокатных станов с подведенными к нему коммуникациями. На фигуре изображено: 1 - напорный маслопровод гидросистемы, 2 - гидросистема, 3 - подшипник жидкостного трения, 4 - отверстие для подачи смазки в подшипник, 5 - подушка опорного узла прокатного валка, 6 - втулка-вкладыш, 7 - втулка-цапфа, 8 - внутренний масляный карман, 9 - внешний масляный карман, 10 - бочка валка, 11 - прокатный валок, 12 - отверстие для слива смазки, 13 - сливной маслопровод гидросистемы, 14 - источник подачи газа, 15 - трубопровод газа, 16 - уплотнительное устройство, 17 - предохранительное устройство («дыхательное» отверстие), 18 - крышка, 19 и 20 - регуляторы давления газа.
Способ смазки подшипника жидкостного трения прокатной клети осуществляется следующим образом.
Жидкая смазка из напорного маслопровода 1 гидросистемы 2 поступает в центральную часть подшипника жидкостного трения 3 через отверстие 4 в теле подушки 5. Смазка распределяется между трущимися поверхностями в зазоре между втулкой-вкладышем 6 и втулкой-цапфой 7 подшипника 3, а затем отработанная смазка сливается во внутренний 8 и внешний 9 масляные карманы, расположенные с обеих сторон подушки 5. Из внутреннего масляного кармана 8 со стороны бочки 10 прокатного валка 11 смазка по отверстиям 12, выполненным в нижней части подушки 5, поступает во внешний масляный карман 9 со стороны зоны обслуживания, а затем поступает в сливной маслопровод 13 гидросистемы 2. В масляных карманах 8 и 9 поддерживают давление соответственно «р8» и «р9» содержащейся в них газовой среды, которое превышает по величине давление «р0» воздуха окружающей среды и давление «р13» газовой среды в сливном маслопроводе 13 и меньше по величине давления «р1» смазки, поступающей в подшипник 3 из напорного маслопровода 1, за счет непрерывной подачи в верхнюю часть масляных карманов 8 и 9 газа, например воздуха или азота, из источника подачи газа 14 по трубопроводу 15. При этом давление «р8» газовой среды в масляном кармане 8 больше давления «р9» газовой среды в масляном кармане 9, а давление «р9» больше давления «р13» газовой среды в сливном маслопроводе 13. Избыточная часть газа из масляного кармана 8 выходит в окружающую среду через щели в уплотнительном устройстве 16 и предотвращает попадание во внутреннюю часть подушки 5 охлаждающей прокатный валок 11 воды с механическими примесями и окалиной, а избыточная часть газа из кармана 9 выходит в окружающую среду через предохранительное устройство (клапан или «дыхательное» отверстие) 17 в крышке 18 опорного узла. Выполнение условия превышения давления газовой среды «р8» над давлением «р9», а давления «р9» над давлением «р13» обеспечивает гарантированный слив смазки в гидросистему. Регулирование давления газовой среды «р8» и «р9» в масляных карманах 8 и 9 обеспечивают за счет регулировки давления поступающего в масляные карманы газа из источника подачи газа 14 по трубопроводам 15 регуляторами давления 19 и 20.
Благодаря превышению давления газовой среды внутри масляных карманов над давлением воздуха окружающей среды обеспечивают защиту внутренней части подушки с подшипником жидкостного трения от попадания к трущимся частям и в гидросистему охлаждающей прокатные валки воды с механическими примесями и окалиной. При этом избыточная часть газа, поступающего во внутренний масляный карман со стороны бочки прокатного валка, через щели в уплотнительном устройстве выходит в окружающую среду и служит в качестве дополнительного уплотнения от попадания во внутреннюю часть подушки воды с механическими примесями и окалиной, а избыточная часть газа из внешнего масляного кармана со стороны зоны обслуживания выходит в окружающую среду через предохранительное устройство (клапан или «дыхательное» отверстие). Превышение давления газовой среды во внутреннем масляном кармане со стороны бочки прокатного валка над давлением газовой среды во внешнем масляном кармане со стороны зоны обслуживания, а давления газовой среды во внешнем масляном кармане со стороны зоны обслуживания - над давлением газовой среды, обеспечивает гарантированный напор смазки при сливе и отсутствие воздушных пробок в системе слива жидкой смазки.
Применение изобретения позволяет снизить расход жидкой смазки в системах для смазки подшипников жидкостного трения на 30-50% от текущего расхода смазки в прокатных цехах за счет исключения обводнения смазки и значительного уменьшения утечки смазки из гидросистемы. Предлагаемое изобретение позволяет повысить долговечность подшипников и улучшить эксплуатационные характеристики прокатных клетей по усилию прокатки за счет поддержания вязкости смазки на постоянном уровне, т.к. наличие воды в смазке приводит к уменьшению вязкости. При строительстве нового прокатного стана изобретение позволяет значительно упростить гидросистему и снизить затраты на ее сооружение за счет уменьшения диаметров сливных трубопроводов и отказа от резервной системы для сепарации смазки, так как реализация предлагаемого изобретения исключает возможность попадания воды, механических примесей и окалины во внутреннее пространство подушки и в гидросистему.
Способ контролируемой прокатки листов и стан для его осуществления
Способ формирования шихты для получения металлургического кокса с заданным показателем горячей прочности csr
Способ изготовления молотка для шредерной установки
Способ производства горячекатаных листов из низколегированной стали класса прочности к60 для электросварных прямошовных труб
Способ производства горячекатаных листов из низколегированной стали класса прочности к65 для электросварных прямошовных труб
Способ производства квадратной заготовки
Комплект заливочных фланцев для изготовления теплоизолированных труб с пенополиуретановым покрытием (варианты)
Способ получения низколегированной коррозионностойкой стали для производства проката
Горячекатаный лист из низколегированной стали толщиной от 15 до 165 мм и способ его получения
Опорный узел прокатного валка
Способ контролируемой прокатки листов и стан для его осуществления
Способ формирования шихты для получения металлургического кокса с заданным показателем горячей прочности csr
Способ изготовления молотка для шредерной установки
Способ производства горячекатаных листов из низколегированной стали класса прочности к60 для электросварных прямошовных труб
Способ производства горячекатаных листов из низколегированной стали класса прочности к65 для электросварных прямошовных труб
Способ производства квадратной заготовки
Комплект заливочных фланцев для изготовления теплоизолированных труб с пенополиуретановым покрытием (варианты)
Способ получения низколегированной коррозионностойкой стали для производства проката
Горячекатаный лист из низколегированной стали толщиной от 15 до 165 мм и способ его получения
Опорный узел прокатного валка

