Результат интеллектуальной деятельности: ОПОРНЫЙ УЗЕЛ ПРОКАТНОГО ВАЛКА
Вид РИД
Изобретение
Изобретение относится к области прокатного производства, а, именно, к конструкции опорных узлов прокатных валков.
Известен опорный узел прокатного валка, содержащий подушку с установленным в ней подшипником жидкостного трения в виде втулки-вкладыша, втулки-цапфы, сочлененной с шейкой прокатного валка, крышку заднюю с уплотнением, крышку переднюю с упорным подшипником, узел подвода смазки к трущимся поверхностям подшипника жидкостного трения в виде системы отверстий и канавок в теле подушки и гибкого маслопровода, соединенного с гидросистемой, узел слива жидкой смазки из подшипника жидкостного трения в виде масляных карманов, расположенных с обеих сторон подушки и соединенных между собой в нижней части подушки отверстиями для слива смазки, и гибких сливных маслопроводов, соединенных со стационарными стояками линии слива гидросистемы (Патент РФ №2295407, МПК В21В 31/02, опубл. 20.03.2007 г.).
Недостатком известного технического решения является то, что смазка из масляных карманов стекает самотеком. При этом условием нормального слива смазки является то, что смазка должна занимать только часть объема сливной системы, а в верхней части карманов, сливных отверстий и маслопроводов должен находиться воздух, который при перетекании смазки из полости в полость двигается по тем же отверстиям и маслопроводам в противоположном направлению течения смазки, обеспечивая при этом выравнивание давления на протяженности всей линии слива гидросистемы. При работе часть воздуха захватывается смазкой и уносится в сливную линию гидросистемы, что приводит к падению давления воздуха в масляных карманах и подсосу воздуха из окружающей среды вместе с водой и содержащимися в ней механическими примесями и окалиной. Падение давления воздуха внутри масляных карманов приводит также к снижению эффективности слива смазки из подушки, переполнению карманов смазкой с образованием масляных пробок в линии слива. Ухудшение слива смазки приводит, в свою очередь, к возрастанию давления воздуха в карманах до величины, обеспечивающей проток смазки из кармана в карман и далее по линии слива. При этом скорость течения смазки без обеспечения свободного протока воздуха в линии слива резко снижается. Указанное приводит к потере смазки, ее обводнению, загрязнению, снижению эксплуатационных свойств смазки и, как следствие, к снижению несущей способности подшипника жидкостного трения.
Наиболее близким по технической сущности к предложенному (прототип) является опорный узел прокатного валка, который содержит подушку с установленным в ней подшипником жидкостного трения в виде втулки-вкладыша, втулки-цапфы, сочлененной с шейкой прокатного валка, крышку заднюю с уплотнением, крышку переднюю с упорным подшипником, узел подвода смазки к трущимся поверхностям подшипника жидкостного трения в виде системы отверстий и канавок в теле подушки и гибкого маслопровода, соединенного с гидросистемой, узел слива жидкой смазки из подшипника жидкостного трения в виде масляных карманов, расположенных с обеих сторон подушки и соединенных между собой в нижней части подушки отверстиями для слива смазки, и гибких сливных маслопроводов, соединенных со стационарными стояками линии слива гидросистемы (Патент РФ №2139765, МПК В21В 31/02, опубл. 20.10.1999 г.).
Недостатком известного технического решения, как и в предыдущем техническом решении, является то, что смазка из масляных карманов стекает самотеком. При этом условием нормального слива смазки является то, что смазка должна занимать только часть объема сливной системы, а в верхней части карманов, сливных отверстий и маслопроводов должен находиться воздух, который при перетекании смазки из полости в полость двигается по тем же отверстиям и маслопроводам в противоположном направлению течения смазки, обеспечивая при этом выравнивание давления на протяженности всей линии слива гидросистемы. При работе часть воздуха захватывается смазкой и уносится в сливную линию гидросистемы, что приводит к падению давления воздуха в масляных карманах и подсосу воздуха из окружающей среды вместе с водой и содержащимися в ней механическими примесями и окалиной. Падение давления воздуха внутри масляных карманов приводит также к снижению эффективности слива смазки из подушки, переполнению карманов смазкой с образованием масляных пробок в линии слива. Ухудшение слива смазки приводит, в свою очередь, к возрастанию давления воздуха в карманах до величины, обеспечивающей проток смазки из кармана в карман и далее по линии слива. При этом скорость течения смазки без обеспечения свободного протока воздуха в линии слива резко снижается. Загрязнение жидкой смазки водой и механическими примесями требует последующей очистки методом центробежной сепарации и строительства параллельной гидросистемы (один бак со смазкой - в работе, второй бак - для сепарации смазки). Все это приводит к потере смазки, ее обводнению, загрязнению, снижению эксплуатационных свойств смазки и, как следствие, к снижению несущей способности подшипника жидкостного трения и прокатной клети в целом.
Целью настоящего изобретения является снижение расхода жидкой смазки, повышение нагрузочной способности подшипника жидкостного трения, увеличение долговечности деталей опорного узла прокатного валка, в том числе подшипника жидкостного трения и уплотнительного узла, а также упрощение конструкции гидросистемы.
Указанная цель достигается тем, что в опорном узле прокатного валка, содержащем подушку с установленным в ней подшипником жидкостного трения, крышку заднюю с уплотнением, крышку переднюю с упорным подшипником, узел подвода смазки и гибкий маслопровод, соединенный с гидросистемой, узел слива смазки из подшипника жидкостного трения, выполненный в виде масляных карманов, расположенных с обеих сторон подушки и соединенных между собой в нижней части подушки отверстиями для слива смазки, и сливных маслопроводов, соединенных со стационарными стояками линии слива гидросистемы, в теле подушки выше уровня отверстий для слива смазки дополнительно выполнены отверстия, соединяющие верхние части масляных карманов между собой, при этом верхняя часть кармана, примыкающая к передней крышке с упорным подшипником, соединена гибким воздуховодом с верхней частью стационарного стояка линии слива гидросистемы, снабженной духовым отверстием с воздушным фильтром, соединяющим ее с окружающей средой. При этом стационарный стояк линии слива гидросистемы соединен с духовым отверстием и воздушным фильтром посредством U-образного колена, а верхняя часть масляного кармана со стороны задней крышки с уплотнением соединена трубопроводом с источником газа.
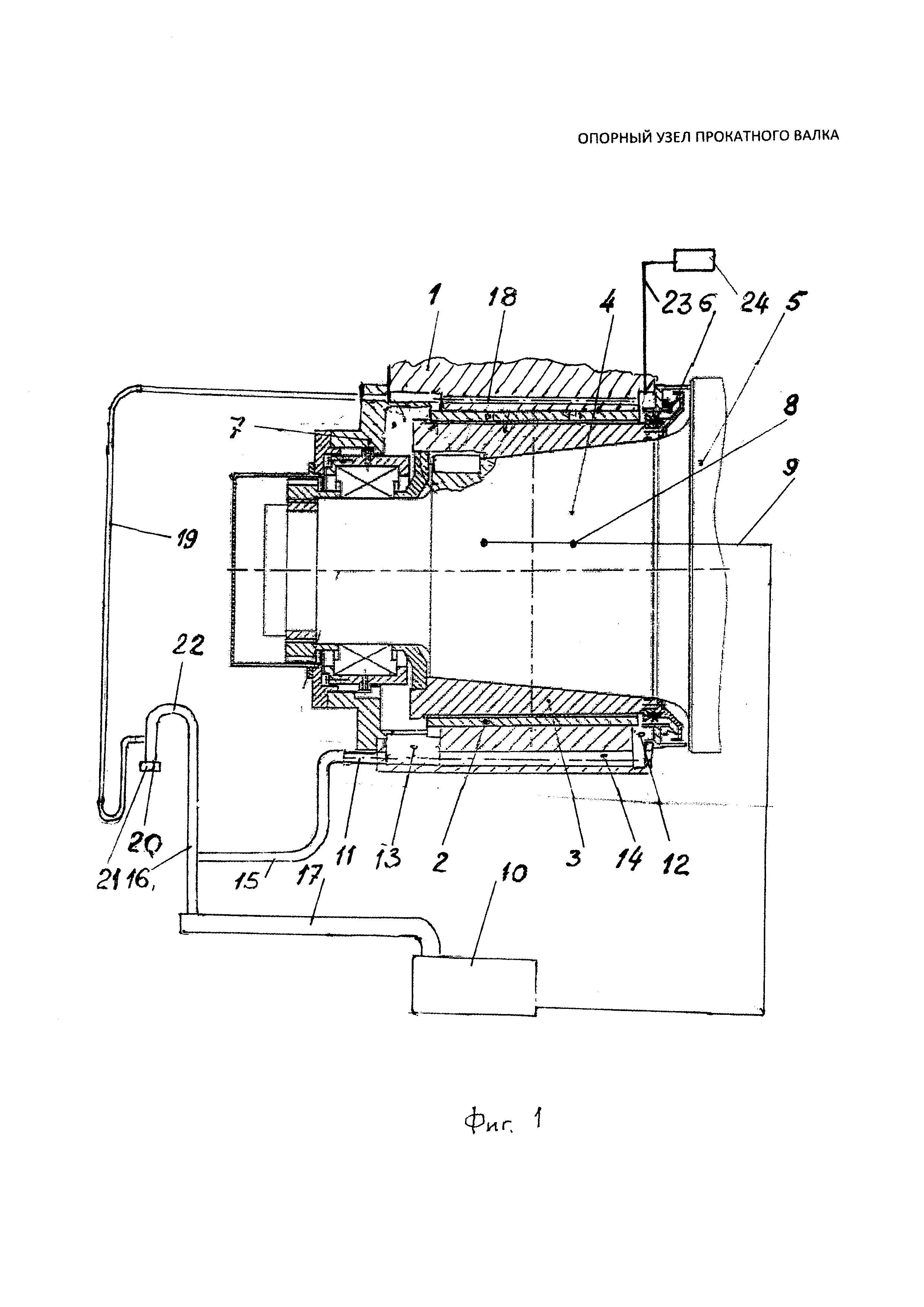
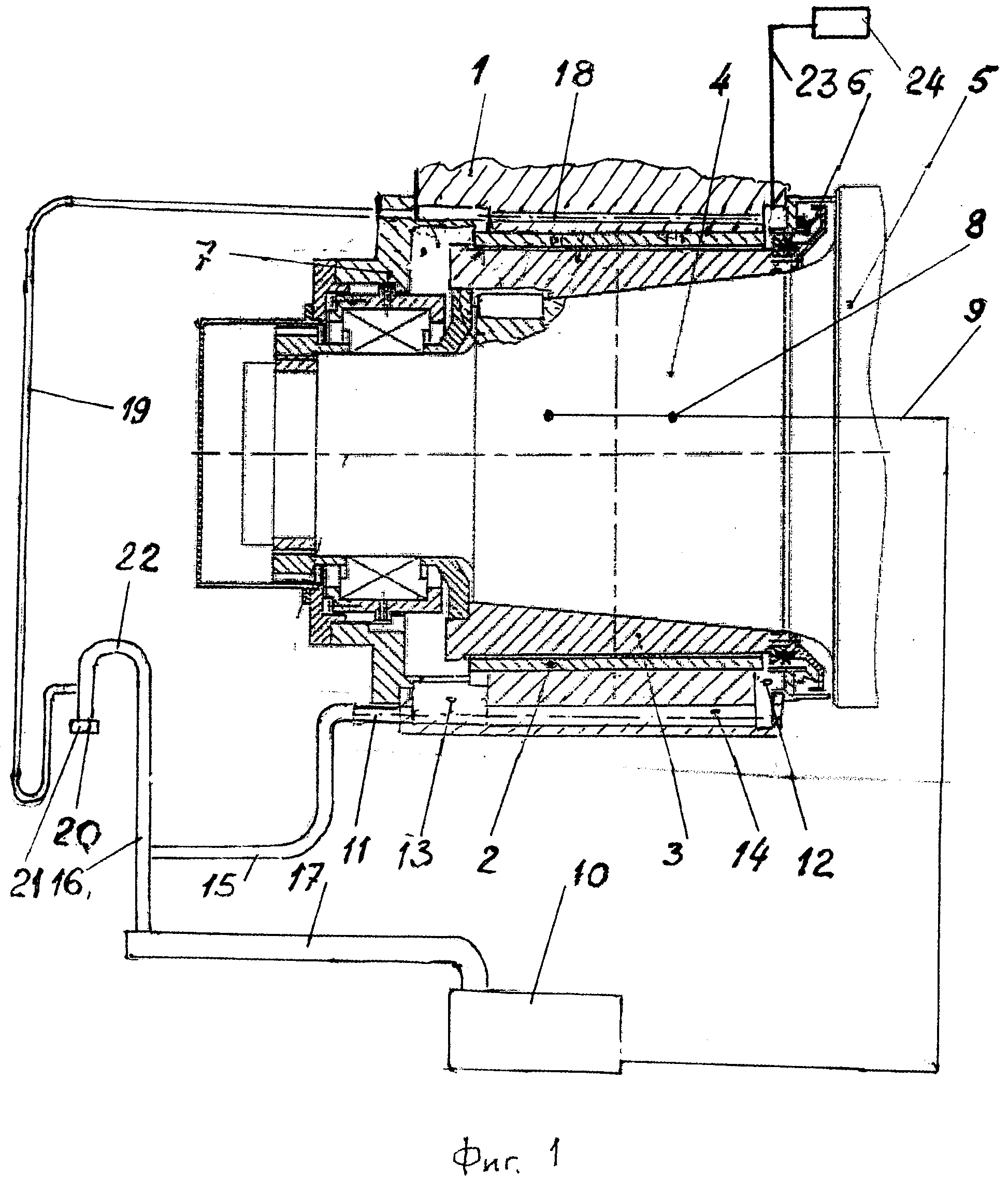
Техническая сущность изобретения поясняется фигурой 1, на которой изображен осевой разрез опорного узла прокатного валка с подведенными к нему коммуникациями. Опорный узел прокатного валка состоит из подушки 1, подшипника жидкостного трения, содержащего втулку-вкладыш 2, сопрягаемую своей внутренней поверхностью с втулкой-цапфой 3, которая насажена на коническую часть шейки 4 прокатного валка 5. Опорный узел содержит также крышку заднюю с уплотнением 6, крышку переднюю с упорным подшипником 7, узел подвода смазки к трущимся поверхностям подшипника 8 в теле подушки 1, гибкий маслопровод 9, гидросистему 10, узел слива смазки 11 из подшипника жидкостного трения, выполненный в виде масляных карманов 12 и 13, расположенных с обеих сторон подушки 1 и соединенных между собой в нижней части подушки 1 отверстиями для слива смазки 14, сливные маслопроводы 15, соединенные со стационарными стояками 16 линии слива гидросистемы 17. В теле подушки 1 выше уровня отверстий для слива смазки 14 выполнены отверстия 18, соединяющее верхние части масляных карманов 12 и 13 между собой, верхняя часть кармана 13, примыкающая к передней крышке с упорным подшипником 7, соединена гибким воздуховодом 19 с верхней частью стационарного стояка 16 линии слива 17 гидросистемы 10, снабженного духовым отверстием 20 с воздушным фильтром 21 посредством U-образного колена 22. Верхняя часть масляного кармана 12 со стороны крышки задней с уплотнением 6 соединена трубопроводом 23 с источником газа 24. В качестве газа может быть использован, например, воздух или азот.
Опорный узел прокатного валка работает следующим образом.
Жидкая смазка из гидросистемы 10 через гибкий маслопровод 9 подается в узел подвода смазки 8 в теле подушки 1 и попадает между трущимися поверхностями втулки-вкладыша 2, установленной в цилиндрической расточке подушки 1, и втулки-цапфы 3 подшипника жидкостного трения, сочлененного с шейкой 4 вращающегося прокатного валка 5. Отработанная смазка вытекает из кольцевого зазора между втулкой-вкладышем 2 и втулкой-цапфой 3 подшипника жидкостного трения и попадает в масляные карманы 12, 13, расположенные с обеих сторон подушки 1 (со стороны задней крышки с уплотнением 6 и передней крышки с упорным подшипником 7). Смазка из кармана 12 со стороны задней крышки с уплотнением 6 по отверстию для слива смазки 14, выполненному в нижней части подушки 1, перетекает в карман 13 со стороны крышки передней с упорным подшипником 7. При этом, независимо от уровня смазки в кармане 12 и при условии полного заполнения сливного отверстия 14, обеспечивается непрерывный перелив смазки из кармана 12 в карман 13 за счет выравнивания давления воздуха в карманах 12, 13 при обеспечении протока воздуха по отверстию 18, соединяющему верхние части карманов 12, 13. Далее смазка из кармана 13 со стороны крышки передней с упорным подшипником 7 по сливному гибкому маслопроводу 15 попадает в стационарный стояк 16, а затем в линию слива 17 гидросистемы 10. Воздух, находящийся в верхней части кармана 13 и в верхней части стационарного стояка 16, имеет возможность свободного перетекания по гибкому воздуховоду 19 за счет связи с окружающей средой через духовое отверстие 20 с воздушным фильтром 21. Стационарный стояк 16 линии слива 17 с духовым отверстием 20 с воздушным фильтром 21 связан U-образным коленом 22, обеспечивающим исключение попадания пыли из окружающей среды в гидросистему. При этом за счет выравнивания давления воздуха во всех полостях линии слива 17 гидросистемы 10 обеспечивается непрерывный слив отработанной смазки без подсоса воды с механическими примесями и окалиной, исключаются потери смазки в окружающую среду, что способствует высоким эксплуатационным свойствам смазки и оборудования.
За счет соединения верхней части масляного кармана 12 со стороны крышки задней с уплотнением 6 трубопроводом 23 с источником газа 24 (воздуха или азота) создается повышенное давление газовой среды, что исключает подсос воздуха с охлаждающей прокатный валок 5 водой из окружающей среды и обеспечивает гарантированный слив смазки в гидросистему 10.
Применение предлагаемого изобретения позволит снизить расход жидкой смазки в системах для смазки подшипников жидкостного трения на 30-50% от текущего расхода смазки в прокатных цехах за счет исключения обводнения смазки и значительного уменьшения утечки смазки из гидросистемы. Предлагаемое изобретение позволяет повысить долговечность подшипников и улучшить эксплуатационные характеристики прокатных клетей по усилию прокатки за счет поддержания вязкости смазки на постоянном уровне, так как наличие воды в смазке приводит к уменьшению вязкости. При строительстве новых прокатных станов возможно снизить затраты за счет отказа от дублирования гидросистемы для сепарации смазки.
Способ контролируемой прокатки листов и стан для его осуществления
Способ формирования шихты для получения металлургического кокса с заданным показателем горячей прочности csr
Способ изготовления молотка для шредерной установки
Способ производства горячекатаных листов из низколегированной стали класса прочности к60 для электросварных прямошовных труб
Способ производства горячекатаных листов из низколегированной стали класса прочности к65 для электросварных прямошовных труб
Способ производства квадратной заготовки
Комплект заливочных фланцев для изготовления теплоизолированных труб с пенополиуретановым покрытием (варианты)
Способ получения низколегированной коррозионностойкой стали для производства проката
Горячекатаный лист из низколегированной стали толщиной от 15 до 165 мм и способ его получения
Толстый лист из конструкционной стали для изготовления деталей сварных конструкций и способ его получения в нормализованном состоянии
Способ контролируемой прокатки листов и стан для его осуществления
Способ формирования шихты для получения металлургического кокса с заданным показателем горячей прочности csr
Способ изготовления молотка для шредерной установки
Способ производства горячекатаных листов из низколегированной стали класса прочности к60 для электросварных прямошовных труб
Способ производства горячекатаных листов из низколегированной стали класса прочности к65 для электросварных прямошовных труб
Способ производства квадратной заготовки
Комплект заливочных фланцев для изготовления теплоизолированных труб с пенополиуретановым покрытием (варианты)
Способ получения низколегированной коррозионностойкой стали для производства проката
Горячекатаный лист из низколегированной стали толщиной от 15 до 165 мм и способ его получения
Толстый лист из конструкционной стали для изготовления деталей сварных конструкций и способ его получения в нормализованном состоянии

