Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ
Вид РИД
Изобретение
Изобретение относится к прокатному производству и может быть использовано для изготовления квадратных заготовок из стальных непрерывнолитых слябов, используемых при прокатке сортовых профилей, без использования обжимно-заготовочных станов.
Известен способ производства квадратной заготовки, включающий многопроходное обжатие стального непрерывнолитого сляба (НЛС) с отношением ширины к толщине, не превышающим 5,3, в валках с открытыми ящичными калибрами и гладкой бочкой вначале в блюм прямоугольного сечения с отношением ширины к толщине 2,4÷2,6 в валках, средний катающий диаметр калибров которых не менее ширины сляба, а затем в валках с открытыми ящичными калибрами - в квадратную заготовку (Патент РФ №2308327, МПК B21B 1/02, опубл. 20.10.2007 г.).
Недостатком известного способа является то, что отношение ширины к толщине фабриката не должно превышать 5,3, что существенно сужает профильный сортамент перерабатываемого НЛС.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ производства заготовок, включающий формирование из НЛС в калибре, состоящем из совмещенных ручьев, одновременно нескольких связанных перемычками заготовок, кантовку их на 180° и разделение заготовок прокаткой в этом же калибре. Формирование заготовок ведут в открытом ящичном калибре, разделенном на ручьи режущими гребнями, до толщины перемычек, равной 0,25-0,40 толщины сляба, а разделение заготовок осуществляют с одновременным обжатием их по толщине на 1,5-4,5% (Патент РФ №2171724, МПК B21B 1/02, опубл. 10.08.2001 г.).
Недостатком известного способа является то, что процесс продольного разделения НЛС сопровождается образованием дефектов типа «лампас» и «закат» по месту разрыва перемычек, а также данное производство может осуществляться только при наличии соответствующего оборудования (обжимно-заготовочного стана), это ведет к увеличению состава прокатного оборудования, числа технологических операций и повышает себестоимость проката.
Техническая задача, решаемая предлагаемым изобретением, состоит в расширении технологических возможностей оборудования листопрокатных станов за счет производства раската для изготовления квадратной заготовки, предназначенной для получения сортовых профилей заданного качества.
Технический результат достигается тем, что в способе производства квадратной заготовки, включающем получение стального непрерывнолитого сляба, его многопроходную прокатку, многопроходную прокатку осуществляют в валках листового стана с относительным единичным обжатием не более 35% и суммарным относительным обжатием не менее 40% в раскат прямоугольного сечения толщиной не более 150 мм, при этом используют валки с гладкой бочкой шириной не менее (B+150) мм, где B - ширина непрерывнолитого сляба, затем производят автоматизированный продольный роспуск раската в заготовку квадратного сечения со стороной квадрата от 90 до 150 мм на машине газовой резки при давлении горючего газа не менее 245 кПа и давлении режущего кислорода не менее 1400 кПа со скоростью резки не более 190 мм/мин.
Сущность изобретения состоит в следующем.
На металлургических предприятиях полного цикла (листопрокатное и сортопрокатное производство) существует возможность использования исходного листового полуфабриката (прямоугольного сляба) для производства сортового продукта. Ранее данную возможность можно было осуществлять только при наличии соответствующего оборудования - обжимно-заготовочных станов. Настоящее изобретение позволяет производить сортовой прокат из непрерывнолитого сляба (НЛС) без обжимно-заготовочного стана.
Для этого НЛС толщиной 240-260 мм и шириной 1020-1850 мм нагревают до температуры 1180-1280°C, далее производят многопроходную прокатку НЛС в клетях ДУО и КВАРТО листового стана в валках с гладкой бочкой шириной не менее (B+150) мм, где B - ширина непрерывнолитого сляба, из которого производят квадратную заготовку. При прокатке на валках с гладкой бочкой шириной менее (B+150) мм существует вероятность возникновения аварийной ситуации на производстве в связи с эффектом уширения НЛС при прокатке, т.к. сляб идет на вытяжку как в длину, так и в ширину и может окантовать валки. Прокатку производят с 2-4 последовательными проходами с суммарными относительными обжатиями не менее 40% и относительным единичным обжатием не более 35% до получения раската прямоугольного сечения толщиной не более 150 мм. Прокатка с суммарными обжатиями менее 40% не позволяет проработать литую структуру по всей толщине раската, устранить микропористость, присутствующую в НЛС. Единичное относительное обжатие более 35% не обеспечивает благоприятные условия захвата исходного НЛС валками стана, в связи с чем существует вероятность возникновения аварийной ситуации из-за превышения допустимых усилий прокатки. Раскат прямоугольного сечения получают толщиной не более 150 мм, т.к. по опытным данным, при увеличении толщины раската более 150 мм невозможно обеспечить необходимую проработку литой структуры металла с целью получения качественной квадратной заготовки при последующих операциях. В результате прокатки на листопрокатном стане получают раскат, который подают на машину газовой резки (МГР) для осуществления автоматизированного продольного роспуска его в заготовки квадратного сечения со стороной квадрата от 90 до 150 мм при давлении горючего газа не менее 245 кПа и давлении режущего кислорода не менее 1400 кПа со скоростью резки не более 190 мм/мин.
Порезку катаного раската производят со скоростью передвижения газовых резаков не более 190 мм/мин, т.к. при увеличении скорости порезки происходит неполное прорезание металла по ширине раската, в связи с чем техническая реализация предлагаемого способа становится невозможной. При давлении горючего газа менее 245 кПА и давлении режущего кислорода менее 1400 кПа в МГР также невозможно обеспечить продольный роспуск раската (прорезание на полную толщину раската) по всей ширине заготовки квадратного сечения со стороной квадрата от 90 до 150 мм. Роспуск на заготовки квадратного сечения со стороной квадрата менее 90 мм экономически невыгоден с точки зрения производительности оборудования и затрат на их производство. Роспуск на заготовки квадратного сечения со стороной квадрата более 150 мм ограничен мощностями существующих в настоящее время станов.
Примеры реализации способа.
Пример 1
Непрерывнолитой сляб толщиной 250 мм и шириной 1080 мм из стали марки 09Г2С нагревают в методической печи до температуры 1240°C, далее его подают на листопрокатный реверсивный стан 2000, на котором производят многопроходную прокатку НЛС в клетях ДУО и КВАРТО листопрокатного стана в валках с гладкой бочкой шириной 2000 мм.
Подкат для машины газовой резки должен быть сечением 106×1080 мм. Пример режимов обжатий в черновой группе для получения заданных размеров раската приведен в таблицах 1 и 2.
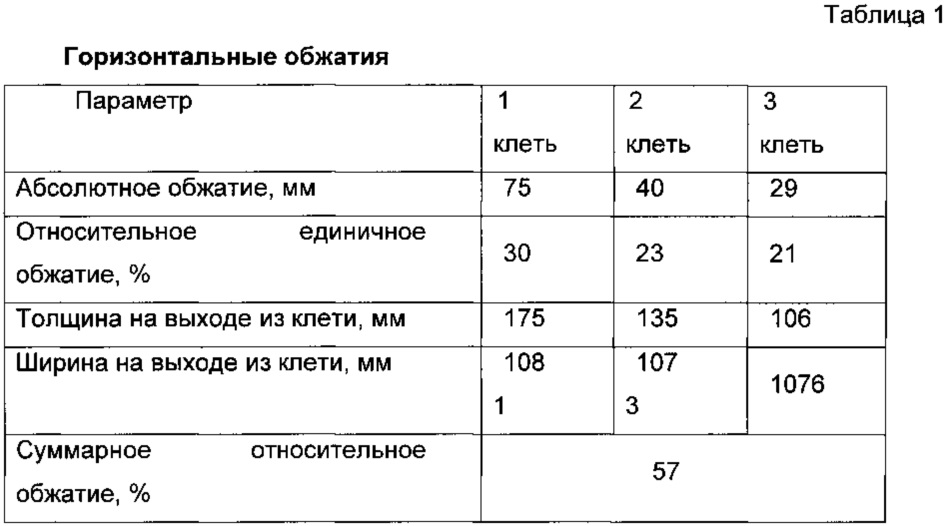

Далее полученный раскат подвергают продольному роспуску в заготовку сечением 106×106 мм на машине газовой резки со скоростью передвижения газовых резаков 140-150 мм/мин, давлением горючего газа 260-270 кПа и давлением режущего кислорода 1570-1585 кПа.
Пример 2
Непрерывнолитой сляб толщиной 250 мм и шириной 1540 мм из стали марки S355JR нагревают в методической печи до температуры 1220°C, далее его подают на листопрокатный реверсивный стан 2000, на котором производят многопроходную прокатку НЛС в клетях ДУО и КВАРТО листопрокатного стана в валках с гладкой бочкой шириной 2000 мм.
Подкат для машины газовой резки должен быть сечением 150×1540 мм. Пример режима обжатий в черновой группе для получения заданных размеров раската приведен в таблицах 3 и 4.
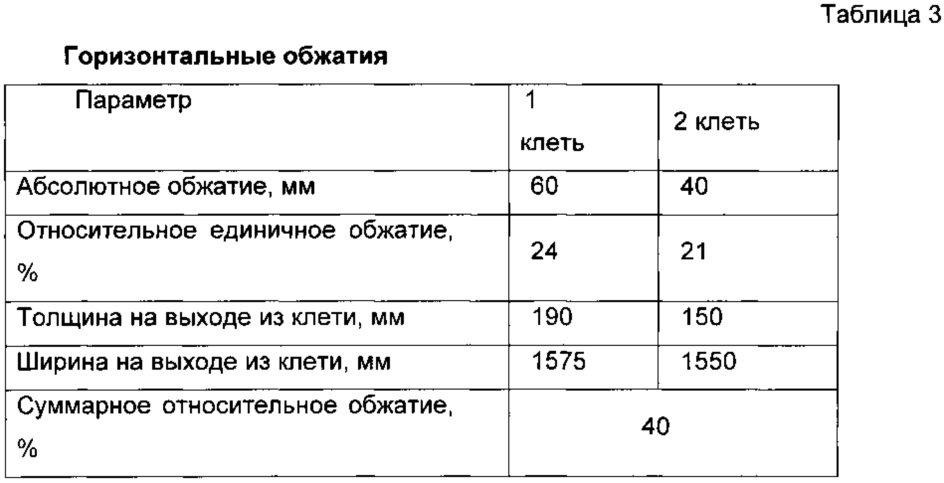

Далее полученный раскат подвергают продольному роспуску в заготовку сечением 150×150 мм на машине газовой резки со скоростью передвижения газовых резаков 100-120 мм/мин, давлением горючего газа 295-305 кПа и давлением режущего кислорода 1650-1680 кПа.
Предлагаемое изобретение позволяет расширить технологические возможности оборудования листопрокатных станов и производить заготовки для прокатки сортовых профилей из стальных непрерывнолитых слябов без использования обжимно-заготовочных станов. При этом качество сортовых профилей соответствует заданным параметрам при выполнении требований к величине суммарных относительных обжатий.
Способ производства стальной квадратной заготовки со стороной от 90 до 150 мм, включающий изготовление непрерывнолитого сляба и его многопроходную прокатку, отличающийся тем, что многопроходную прокатку сляба осуществляют в валках листового стана с относительным единичным обжатием не более 35% и суммарным относительным обжатием не менее 40% в раскат прямоугольного сечения толщиной не более 150 мм, при этом используют валки с гладкой бочкой шириной не менее (В+150) мм, где В - ширина непрерывнолитого сляба, после чего производят автоматизированный продольный роспуск раската в заготовку квадратного сечения на машине газовой резки при давлении горючего газа не менее 245 кПа и давлении режущего кислорода не менее 1400 кПа со скоростью резки не более 190 мм/мин.Высокопрочный свариваемый арматурный профиль
Способ контролируемой прокатки листов и стан для его осуществления
Способ формирования шихты для получения металлургического кокса с заданным показателем горячей прочности csr
Способ изготовления молотка для шредерной установки
Способ производства горячекатаных листов из низколегированной стали класса прочности к60 для электросварных прямошовных труб
Способ производства горячекатаных листов из низколегированной стали класса прочности к65 для электросварных прямошовных труб
Способ получения низколегированной коррозионностойкой стали для производства проката
Горячекатаный лист из низколегированной стали толщиной от 15 до 165 мм и способ его получения
Опорный узел прокатного валка
Толстый лист из конструкционной стали для изготовления деталей сварных конструкций и способ его получения в нормализованном состоянии
Высокопрочный свариваемый арматурный профиль
Способ контролируемой прокатки листов и стан для его осуществления
Способ формирования шихты для получения металлургического кокса с заданным показателем горячей прочности csr
Способ изготовления молотка для шредерной установки
Способ производства горячекатаных листов из низколегированной стали класса прочности к60 для электросварных прямошовных труб
Способ производства горячекатаных листов из низколегированной стали класса прочности к65 для электросварных прямошовных труб
Способ получения низколегированной коррозионностойкой стали для производства проката
Горячекатаный лист из низколегированной стали толщиной от 15 до 165 мм и способ его получения
Опорный узел прокатного валка
Толстый лист из конструкционной стали для изготовления деталей сварных конструкций и способ его получения в нормализованном состоянии

