Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ
Вид РИД
Изобретение
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении древесно-стружечных плит.
Известен способ производства древесно-стружечных плит, включающий перемешивание измельченной древесины с синтетическим связующим, холодную подпрессовку и горячее прессование плит (Шварцман Г.М. Производство древесно-стружечных плит / Г.М. Шварцман - М.: Лесная промышленность, 1977. - с. 70-250). В качестве связующего могут быть использованы карбамидоформальдегидные или фенолформальдегидные смолы.
Основным недостатком древесно-стружечных плит, полученных этим способом, является их недостаточная прочность и водостойкость.
Технический результат - создание способа производства древесно-стружечных плит с повышенной прочностью, малыми значениями разбухания по толщине и водопоглощения.
Технический результат достигается тем, что способ изготовления древесно-стружечных плит, заключающийся в перемешивании измельченной древесины с синтетическим связующим, с последующей холодной подпрессовкой и горячим прессованием, согласно изобретению в качестве связующего используют фурановое связующее, включающее фурфуролацетоновой мономер ФА и отвердитель - n-толуолсульфокислоту при следующем соотношении ингредиентов, мас.ч.:
|
при следующем соотношении компонентов фуранового связующего, мас.ч.:
|
а горячее прессование древесно-стружечных плит осуществляют при температуре плит пресса 180-220°С.
Фурановое связующее готовят следующим образом. Исходные компоненты смешивают в смесителе с водяной рубашкой, снабженном высокооборотной мешалкой. Компоненты фуранового связующего (фурфуролацетоновый мономер ФА, n-толуолсульфокислота) подаются раздельно в смеситель, где в течение 10…15 мин. происходит смешивание компонентов между собой и образование однородного состава. Дозировку фурфуролацетонового мономера ФА и n-толуолсульфокислоты производят весовым методом. Из смесителя подготовленное фурановое связующее подается в расходную емкость.
Из расходной емкости подготовленное фурановое связующее подается на стадию осмоления древесных частиц в высокооборотном смесителе.
Осмоленные древесные частицы направляются в формирующую машину для формирования древесно-стружечного ковра. Древесно-стружечный ковер подпрессовывается в холодном прессе, затем осуществляется его прессование в горячем прессе при температуре плит пресса 180-220°С.
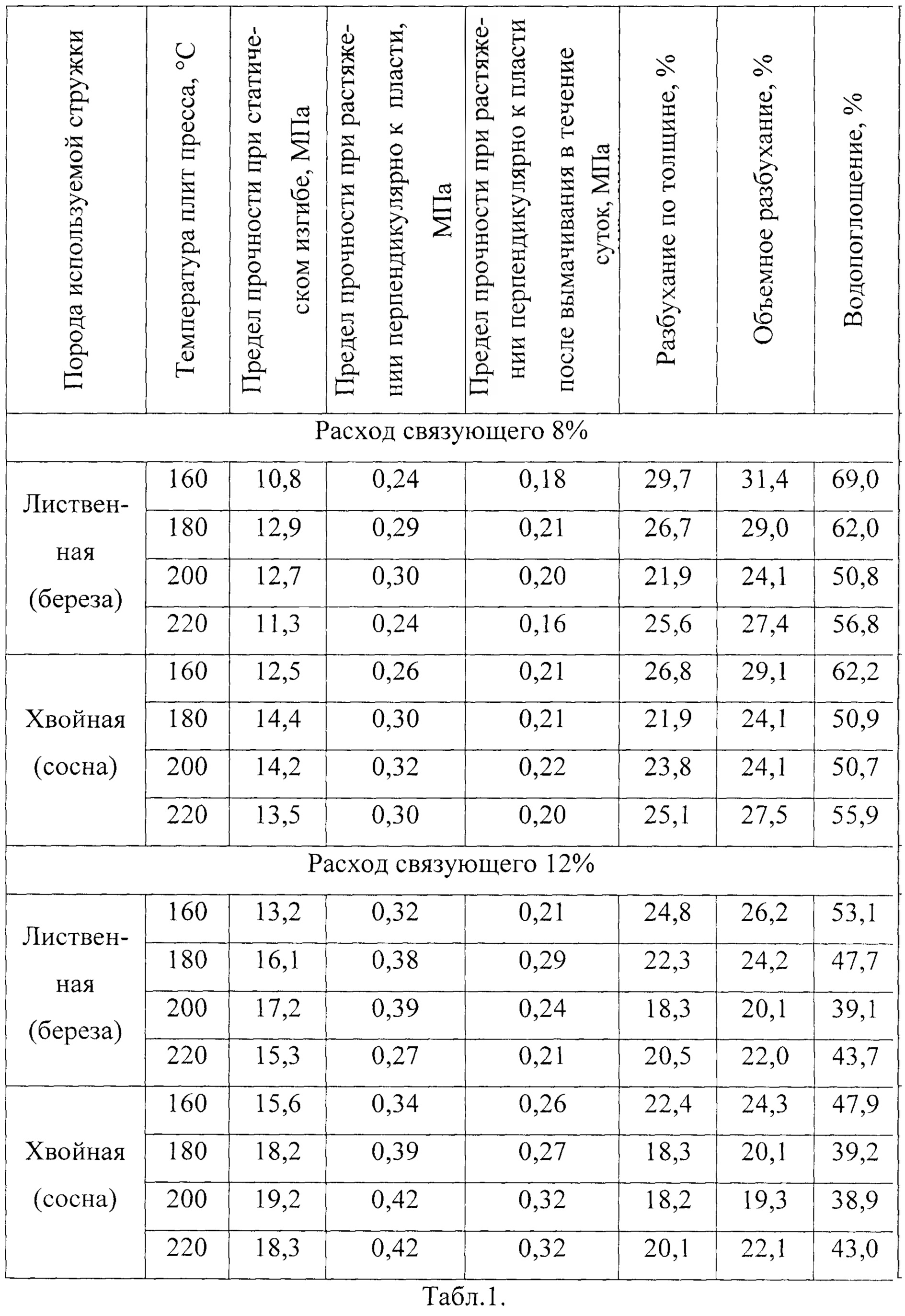
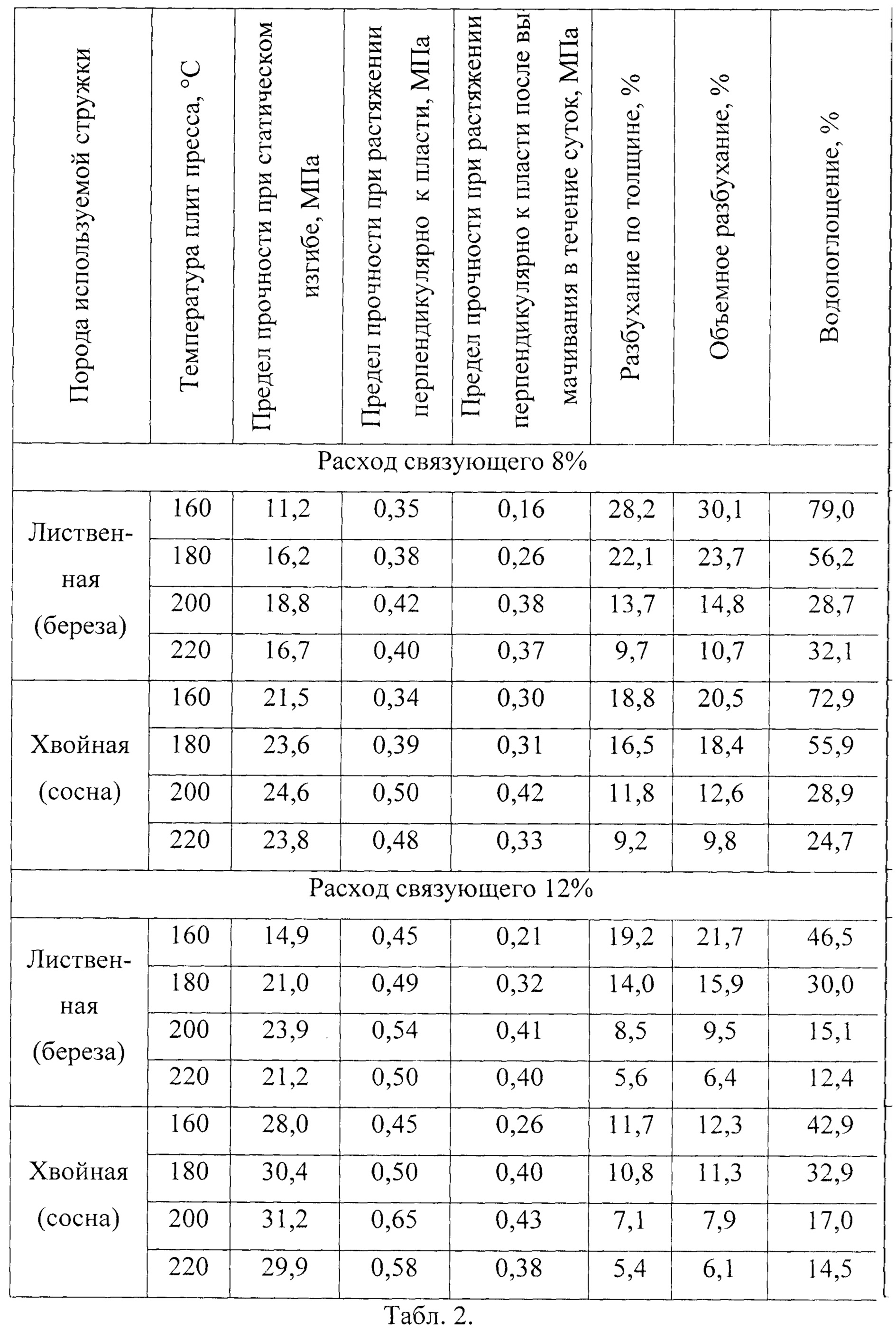
В табл. 1 приведены физико-механические свойства древесно-стружечных плит на основе фенолформальдегидного олигомера СФЖ-3014; в табл. 2 приведены физико-механические свойства древесностружечных плит на основе фуранового связующего.
Для изготовления однослойных образцов древесно-стружечных плит использовалась специальная резаная стружка из древесины березы с отбором фракции 10/2, фенолформальдегидный олигомер СФЖ-3014 и клеевая композиция на основе фурфуролацетонового мономера ФА в смеси с отвердителем - n-толуолсульфокислотой в количестве 5 мас.ч. Изготовление плит проводилось при следующих постоянных факторах:
- толщина плит 16 мм;
- плотность плит 750 кг/м3;
- удельное давление прессования 2 МПа;
- продолжительность выдержки под давлением 8 мин (0,5 мин/1 мм толщины).
Из табл. 2 видно, что при производстве древесно-стружечных плит на основе фуранового связующего при повышенной температуре прессования удается достичь высокой прочности, малых значений разбухания по толщине и водопоглощения.
Клей для изготовления костроплит
Клей для изготовления костроплит
Линия изготовления древесного композиционного материала
Глушитель
Устройство для получения арболита
Рабочий орган машины для срезания кустарника и поросли
Перекатываемая емкость лесного пожарного агрегата
Плавучее рыбозащитное устройство
Клей для изготовления костроплит
Центробежный измельчитель
Линия изготовления древесного композиционного материала
Глушитель
Устройство для получения арболита
Рабочий орган машины для срезания кустарника и поросли
Перекатываемая емкость лесного пожарного агрегата
Плавучее рыбозащитное устройство
Клей для изготовления костроплит
Центробежный измельчитель
Цифровой вычислительный синтезатор с частотной модуляцией
Лесопожарный грунтомет

